Спосіб безперервного виготовлення струмознімачів для свинцево-кислотних акумуляторів
Номер патенту: 76605
Опубліковано: 15.08.2006
Автори: Бурилов Сергій Володимирович, Казача Юрій Іванович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович, Скосар Вячеслав Юрійович, Дзензерський Деніс Вікторович, Незнанов Михайло Андрійович
Формула / Реферат
Спосіб безперервного виготовлення струмознімачів, при якому виконують лиття смуги на обертовому барабані, до якого підведене примусове охолодження, здійснюють прокатку смуги для одержання стрічки, а потім - механічне штампування комірок, який відрізняється тим, що лиття смуги виконують між двома однаковими обертовими барабанами, до яких підведене примусове охолодження з однаковою інтенсивністю тепловідведення, прокатку смуги здійснюють при температурі 60-80 °С при ступені обтиснення 0,75-0,95, механічне штампування комірок виконують переривчастим методом за рахунок періодичного вдавлювання пуансона в стрічку, що рухається, з одночасним його переміщенням разом зі стрічкою з однаковою швидкістю.
Текст
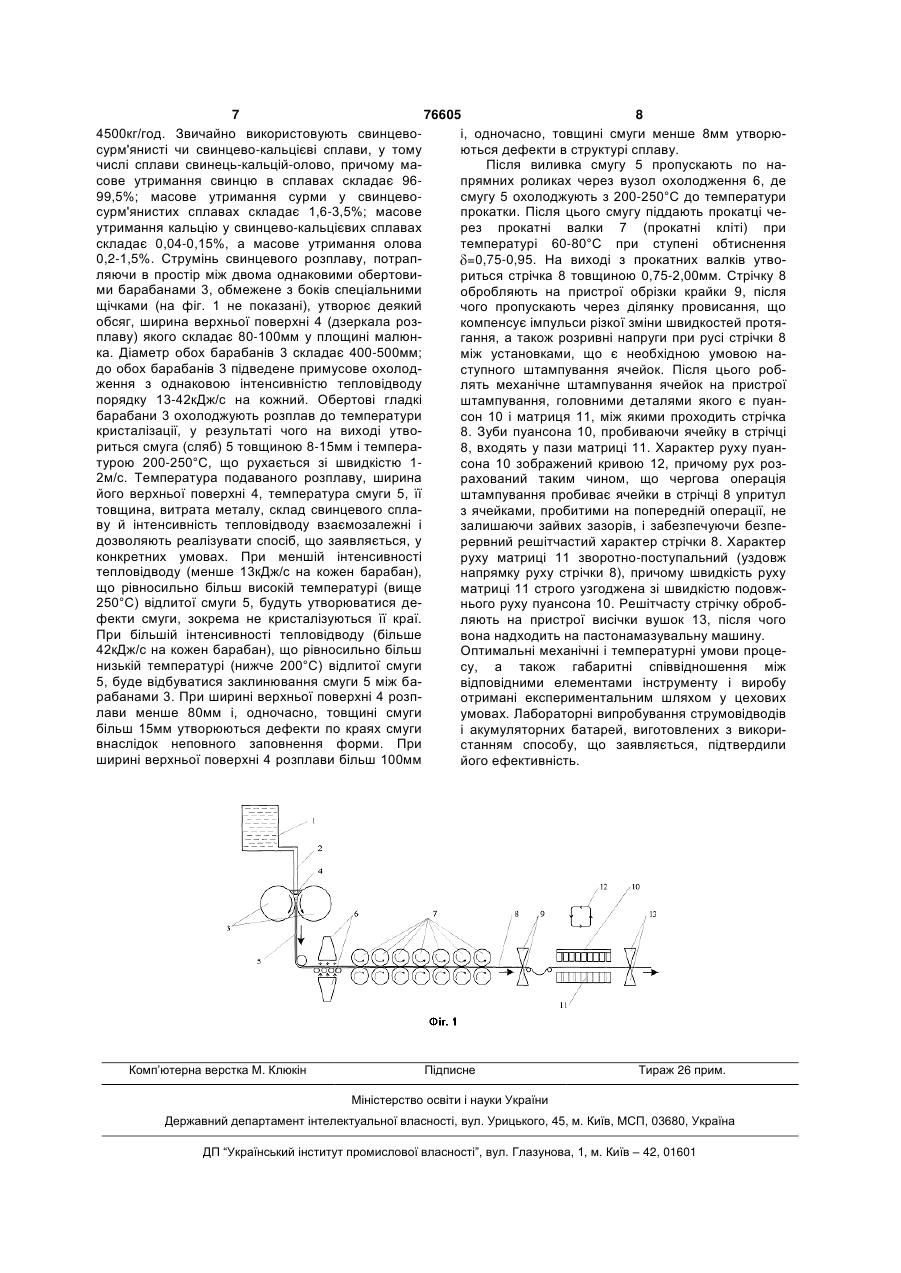
Спосіб безперервного виготовлення струмознімачів, при якому виконують лиття смуги на обертовому барабані, до якого підведене примусове охолодження, здійснюють прокатку смуги для одержання стрічки, а потім - механічне штампування комірок, який відрізняється тим, що лиття смуги виконують між двома однаковими обертовими барабанами, до яких підведене примусове охолодження з однаковою інтенсивністю тепловідведення, прокатку смуги здійснюють при температурі 6080 °С при ступені обтиснення 0,75-0,95, механічне штампування комірок виконують переривчастим методом за рахунок періодичного вдавлювання пуансона в стрічку, що рухається, з одночасним його переміщенням разом зі стрічкою з однаковою швидкістю. Винахід відноситься до електротехніки, а саме до виробництва свинцево-кислотних акумуляторів і акумуляторних батарей, і може знайти використання при їхньому виготовленні. В даний час у масовому виробництві електродних пластин намазного типу застосовують решітчасті струмовідводи з низьколегованих свинцевих сплавів. Їх виготовляють різними способами. До найбільш розповсюджених відносяться, поперше, гравітаційне лиття у кокілі, по-друге, безперервне лиття під тиском із кристалізацією між каліброваними валками, які обертаються, потретє, лиття безперервної смуги (слябу) з наступною прокаткою і різнопрофільним перфоруванням. Усі перераховані способи мають дуже багато модифікацій. До найбільш вивчених відноситься спосіб лиття струмовідводів у металеві форми (кокілі) [Русин А.И. Основы технологии свинцовых аккумуляторов. - Л.: Энергоатомиздат, 1987. - С. 62-71.]. Однак продуктивність цього способу обмежена тим, що всі технологічні операції виконуються послідовно і при цьому час їхнього виконання накопичується. Крім того, отримані виливки мають переважно блокову дендритно-ячеїсту структуру з невисокою механічною і корозійною стійкістю. Застосування сплавів, легованих кальцієм і оловом, які мають більш високу корозійну стійкість, обмежено їх низькими ливарними властивостями в порівнянні із сурм'янистими. При використанні цих сплавів необхідно підтримувати стабілізований тепловий режим у порожнині ливарної форми, що зв'язано з використанням теплозахисного покриття, яке швидко руйнується, що вимагає його частої заміни. Більш продуктивним і економічним способом виготовлення струмовідводів є спосіб безперервного лиття на обертовому профільованому барабані [Патент № 4544014 США, МКИ5 B22D 11/06. Melane Jack В., S. Raymond L., Rader Robert R., Wirtz John O.; Wirtz Manufakturing Co. Inc.; 5 Опубл. 01.10.85 г. и Патент № 4982482 США, МКИ Н01М 4/82. Wheadon Ellis G., Forrer Larry L.; Caltec International Inc.; Опубл. 08.01.91 г.]. При такому литті відразу формується решітчаста стрічка з заданим малюнком ячейок і струмовідвідними вушками. Спосіб дозволяє використовувати сплави із широким діапазоном легуючих добавок. Однак (19) UA (11) 76605 (13) C2 (21) 20041008378 (22) 15.10.2004 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Дзензерський Віктор Олександрович, Дзензерський Деніс Вікторович, Скосар Юрій Іванович, Бурилов Сергій Володимирович, Казача Юрій Іванович, Незнанов Михайло Андрійович, Скосар Вячеслав Юрійович (73) Дзензерський Віктор Олександрович, Дзензерський Деніс Вікторович, Скосар Юрій Іванович, Бурилов Сергій Володимирович, Скосар Вячеслав Юрійович (56) JP 5-9903, H 01 M 4/82, 08.02.1993. EP 1501138, H 01 M 4/74, 06.11.2003. 3 76605 4 отримана решітчаста стрічка має блокову дендном), до якого підведене примусове охолодження; ритно-ячеїсту структуру з невисокою механічною і прокатку смуги роблять при температурі її корозійною стійкістю. Крім того, не забезпечується поверхні 50-200°С в продовж визначеного сталість товщини решітчастої стрічки, оскільки інтервалу часу, що залежить від цієї температури. поверхня решітчастої стрічки, що не торкається до Зазначений спосіб є модернізацією технологій барабана, виходить нерівною з великою кількістю одержання перфорованих (просічних) дефектів. Зазначені недоліки знижують корозійну струмовідводів, приведених вище, тому стійкість струмовідводів і скорочують термін служхарактеризується аналогічними перевагами: би акумуляторів. спосіб-прототип дозволяє використовувати сплави Модернізація зазначеного способу, при якій із широким діапазоном легуючих добавок, застосвинцевий розплав кристалізують на барабані у совуваних у виготовленні струмовідводів; прокатка вигляді безупинної решітчастої стрічки, отриману смуги забезпечує зміцнення сплаву за рахунок стрічку охолоджують і проводять прокатку, перекристалізації з переходом від дендритної до змінюючи її товщину, причому прокатку проводять дрібнозернистої структури, орієнтованої в напрямперед операцією намазування пастою шляхом ку прокатки. Крім того, використання обмеженого пропущення через гладкі прокатні валки, що робінтервалу часу прокатки, що залежить від темпелять тоншою і відповідно подовжують решітчасту ратури смуги, дозволяє трохи збільшити ефект стрічку [Next generation of continuous platemaking/ деформаційного зміцнення сплаву, якщо вдало Wirtz John O.// Batteries Int. - 1996, № 26. - P. 56-57. обрана сама температура. Англ.], дозволяє домогтися однорідної До недоліків прототипу необхідно віднести надрібнозернистої структури металу і тим самим ступне. Лиття смуги виконується між стрічкою, що зміцнити струмовідводи. Однак, наявність ячейок рухається, і обертовим барабаном, до якого (порожніх клітинок) у стрічці істотно змінює харакпідведене примусове охолодження. Це приводить тер розтікання металу при прокатці. На внутрішній до наявності істотного температурного градієнта і поверхні, що утворить контури ячейок, утворяться теплового потоку в сплаві, що кристалізується, що різні дефекти: мікротріщини, напливи, розшарустворює неоднорідність фізичних і фізико-хімічних вання, відколи металу. Особливо небезпечні властивостей по товщині відлитої смуги. мікротріщини, що прогресують при подальших Неоднорідність властивостей стрічки виявляється технологічних деформаціях і стають при підвищеним утворенням дефектів у процесі експлуатації осередками прискореної корозії, що наступної прокатки й у процесі механічного одерзахоплює внутрішні шари металу. Це скорочує жання ячейок, а також приводить до структурної термін служби акумуляторів. неоднорідності по товщині струмовідводів, що, в Одним з найбільш продуктивних і широко виостаточному підсумку, призводить до зниження користовуваних у даний час є спосіб безперервноякості кінцевого продукту. Крім того, у способіго виготовлення струмовідводів, що включає лиття прототипі використовується невиправдано широсмуги (слябу) з наступною прокаткою для одеркий температурний інтервал прокатки, що привожання стрічки, механічне перфорування ячейок і дить до нестабільності властивостей отриманих розтягання отриманої решітки [Международный стрічок, а у випадку температур, що помітно перепатент № WO 94/15375, МПК5 Н01М 4/74; Опубл. вищують температуру рекристалізації, різко 07.07.94 г., а также Патент № 5-36909 Япония, знижується ефект деформаційного зміцнення МПК5 Н01М 4/74, С23С26/00; Опубл. 01.06.93 г.]. сплаву. Досвід експлуатації показав, що застосуЦей спосіб дозволяє використовувати сплави із вання струмовідводів, отриманих таким способом, широким діапазоном легуючих добавок. Прокатка приводить до скорочення терміну служби свинцезабезпечує зміцнення сплаву за рахунок во-кислотних акумуляторів за рахунок перекристалізації з переходом від дендритної до деформаційного росту позитивних електродів, дрібнозернистої структури, орієнтованої в напрямїхньої низької механічної міцності і корозійної ку прокатки. Однак при перфоруванні стрічки, стійкості. Особливо сильно це виявляється при особливо при наступному розтяганні жилок використанні перфорованих (просічних) відбувається масове утворення дефектів. У кутах струмовідводів, оскільки при перфоруванні стрічки ячейок відбуваються деформаційні зрушення мез наступним розтяганням жилок відбувається маталу, утворяться мікротріщини. На кромках жилок сове утворення дефектів у кутах ячейок, а саме у місцях виходу просічного інструменту утворяться деформаційні зрушення металу, мікротріщини, що "задири", "задирки". Усі ці дефекти струмовідводів при наступній експлуатації стають центрами при наступній експлуатації підсилюють корозію і електрохімічної корозії. Масове утворення скорочують термін служби свинцево-кислотних дефектів є наслідком появи концентраторів напруг акумуляторів. при перфоруванні металу, які потім розвиваються Найбільш близьким технічним рішенням, узяпри наступній деформації розтягання стрічки. Затим як прототип, є спосіб безперервного виготовстосування механічного штампування дозволяє лення струмовідводів, при якому виконують лиття трохи знизити кількість дефектів, однак істотного смуги (слябу), роблять наступну прокатку смуги виграшу досягти не вдається, оскільки штампудля одержання стрічки, механічне перфорування вання відбувається безперервним методом за раячейок і розтягання отриманої решітки або хунок обертання спеціального барабана з пуансомеханічне штампування ячейок [Патент № 5-9903 нами. Зазначене безперервне видавлювання Япония, МПК5 Н01М 4/82; Опубл. 08.02.93 г.]. При ячейок протікає в режимі, коли тиск пуансона цьому лиття смуги виконують на обертовому зростає поступово і занадто повільно, створюючи барабані (між стрічкою, що рухається, і барабатакі дефекти, як "задири", "задирки", порушення 5 76605 6 суцільності струмовідводів (особливо при дисперсійному твердінні (старінні) сплаву. виведенні пуансона з площини стрічки після Інтервали величин Т и взаємозалежні і закінчення штампування), що також прискорює встановлені емпірично. Як показали експерименкорозію. ти, при температурах менше 60°С і ступені обтисВ основу винаходу поставлена задача нення 0,75-0,95, у результаті уповільнення корисзбільшення довговічності (терміну служби) свинних процесів, обтиснення відбувається з цево-кислотних акумуляторів і акумуляторних бапідвищенням щільності дислокацій і виходом їхній тарей за рахунок підвищення механічної міцності і на поверхню, а також з утворенням мікротріщин, корозійної стійкості позитивних струмовідводів, що знижує корозійну стійкість сплаву. При темпеусунення деформаційного зростання позитивних ратурах більше 80°С і тих же ступенях обтиснення електродів. швидко знімаються внутрішні напруження в сплаві Поставлена задача вирішується тим, що у і зменшується ефект зміцнення стрічки в процесі відомому способі безупинного виготовлення подальшого старіння. При ступені обтиснення струмовідводів, при якому виконують лиття смуги менше 0,75 і температурах 60-80°С знижується на обертовому барабані, до якого підведене приефект деформаційного зміцнення свинцевого мусове охолодження, роблять прокатку смуги для сплаву, зменшується твердіння струмовідводів у одержання стрічки, а потім – механічне штампупроцесі старіння. При ступені обтиснення більш вання ячейок, відповідно до винаходу, лиття смуги 0,95 і таких же температурах спочатку починає виконують між двома однаковими обертовими базменшуватись пластичність сплаву, що веде до рабанами, до яких підведене примусове охолодпідвищеного утворення дефектів при наступному ження з однаковою інтенсивністю тепловідводу, механічному штампуванні; потім, у міру прокатку смуги роблять при температурі 60-80°С збільшення ступеня обтиснення, виникають різні при ступені обтиснення 0,75-0,95, механічне дефекти (вихід дислокацій, поява мікротріщин, штампування ячейок роблять переривчастим метріщин і об'ємних дефектів) унаслідок надмірного тодом за рахунок періодичного вдавлювання пупродавлювання металу через прокатні валки. ансона в стрічку, що рухається, з одночасним його Проведення механічного штампування ячейок пепереміщенням разом зі стрічкою з однаковою реривчастим методом дозволяє мінімізувати швидкістю. кількість дефектів, що утворяться при цьому, таких Розкриємо суть заявленого технічного як "задири", "задирки", порушення цільності. Це рішення. Виконання лиття смуги між двома однадосягається за рахунок періодичного вдавлювання ковими обертовими барабанами, до яких пуансона в стрічку, що рухається, з одночасним підведене примусове охолодження з однаковою його переміщенням разом зі стрічкою з однаковою інтенсивністю тепловідводу (відношення швидкістю (відношення швидкостей подовжнього інтенсивностей тепловідводу від барабанів руху стрічки і подовжнього руху пуансона фіксується поблизу одиниці в діапазоні 0,97-1,03), фіксується поблизу одиниці в діапазоні 0,98-1,02). дозволяє практично усунути температурний При періодичному вдавлюванні рух пуансона градієнт і тепловий потік у свинцевому сплаві, що організується таким чином, що забезпечується кристалізується. Це забезпечує високу досить короткий і в теж час великий імпульс тиску однорідність фізичних і фізико-хімічних властивона поверхню стрічки; у цих умовах відбувається стей по товщині відлитої смуги. Таким чином, якісне штампування ячейок. Оскільки подовжній вдається істотно знизити кількість дефектів струкрух стрічки при цьому не зупиняється, пуансон, тури сплаву, що неминуче утворяться при наступздійснивши чергову операцію штампування, одноних технологічних операціях - прокатці і часно переміщається разом зі стрічкою до моменмеханічному штампуванню. Прокатка смуги, що ту початку повернення у вихідну позицію, після виконується при температурі Т=60-80°С (у чого знову здійснюється та ж операція, і так далі. діапазоні температур порога рекристалізації) при Однакова швидкість подовжнього руху стрічки і ступені обтиснення =0,75-0,95 ( =(d1-d2/d1, де d1 і подовжнього руху пуансона дозволяє уникнути d2 - товщина смуги і товщина готової стрічки, деформації жилок струмовідводів чи їхнього розвідповідно), дозволяє досягти максимального риву. деформаційного зміцнення свинцевого сплаву при За наявними в авторів відомостями збереженні достатньої його пластичності, запропоновані істотні ознаки, що характеризують збільшення корозійної стійкості. Це досягається за суть винаходу, не відомі в даному розділі техніки. рахунок глибокого зсуву шарів металу, що насичує Запропоноване технічне рішення може бути його енергією у вигляді зон напружень (що використане на підприємствах з виробництва необхідно для подальшого дисперсійного свинцево-кислотних акумуляторів і акумуляторних твердіння), усунення дефектів, що утворилися при батарей, зокрема - у виробництві герметизованих виливку, вирівнювання поверхні стрічки. Причому акумуляторних батарей зі струмовідводами з низьусуваються не тільки поверхневі дефекти у вигляді колегованого свинцевого сплаву. виходів дислокацій, проростань у поверхневі шари На фіг.1 представлена загальна схема процедендритів, але і мікротріщини. При температурах су виготовлення струмовідводів відповідно до спопоблизу точки рекристалізації легше відбуваються собу, що заявляється. Спосіб, що заявляється, деформаційні процеси і прискорюється течія мездійснюється таким чином. Свинцевий розплав талу, але нагрівання ще недостатньо для зняття готують у казані 1 при температурі 450-520°С, внутрішніх напружень, і вони можуть фіксуватися і після чого по трубі 2, що обігрівається, при тій же накопичуватися, утворюючи енергетичне забезпетемпературі подають на однакові обертові барачення процесів формування дрібних зерен при бани 3 для лиття смуги з витратою металу 2000 7 76605 8 4500кг/год. Звичайно використовують свинцевоі, одночасно, товщині смуги менше 8мм утворюсурм'янисті чи свинцево-кальцієві сплави, у тому ються дефекти в структурі сплаву. числі сплави свинець-кальцій-олово, причому маПісля виливка смугу 5 пропускають по насове утримання свинцю в сплавах складає 96прямних роликах через вузол охолодження 6, де 99,5%; масове утримання сурми у свинцевосмугу 5 охолоджують з 200-250°С до температури сурм'янистих сплавах складає 1,6-3,5%; масове прокатки. Після цього смугу піддають прокатці чеутримання кальцію у свинцево-кальцієвих сплавах рез прокатні валки 7 (прокатні кліті) при складає 0,04-0,15%, а масове утримання олова температурі 60-80°С при ступені обтиснення 0,2-1,5%. Струмінь свинцевого розплаву, потрап=0,75-0,95. На виході з прокатних валків утволяючи в простір між двома однаковими обертовириться стрічка 8 товщиною 0,75-2,00мм. Стрічку 8 ми барабанами 3, обмежене з боків спеціальними обробляють на пристрої обрізки крайки 9, після щічками (на фіг. 1 не показані), утворює деякий чого пропускають через ділянку провисання, що обсяг, ширина верхньої поверхні 4 (дзеркала розкомпенсує імпульси різкої зміни швидкостей протяплаву) якого складає 80-100мм у площині малюнгання, а також розривні напруги при русі стрічки 8 ка. Діаметр обох барабанів 3 складає 400-500мм; між установками, що є необхідною умовою надо обох барабанів 3 підведене примусове охолодступного штампування ячейок. Після цього робження з однаковою інтенсивністю тепловідводу лять механічне штампування ячейок на пристрої порядку 13-42кДж/с на кожний. Обертові гладкі штампування, головними деталями якого є пуанбарабани 3 охолоджують розплав до температури сон 10 і матриця 11, між якими проходить стрічка кристалізації, у результаті чого на виході утво8. Зуби пуансона 10, пробиваючи ячейку в стрічці риться смуга (сляб) 5 товщиною 8-15мм і темпера8, входять у пази матриці 11. Характер руху пуантурою 200-250°С, що рухається зі швидкістю 1сона 10 зображений кривою 12, причому рух роз2м/с. Температура подаваного розплаву, ширина рахований таким чином, що чергова операція його верхньої поверхні 4, температура смуги 5, її штампування пробиває ячейки в стрічці 8 упритул товщина, витрата металу, склад свинцевого сплаз ячейками, пробитими на попередній операції, не ву й інтенсивність тепловідводу взаємозалежні і залишаючи зайвих зазорів, і забезпечуючи безпедозволяють реалізувати спосіб, що заявляється, у рервний решітчастий характер стрічки 8. Характер конкретних умовах. При меншій інтенсивності руху матриці 11 зворотно-поступальний (уздовж тепловідводу (менше 13кДж/с на кожен барабан), напрямку руху стрічки 8), причому швидкість руху що рівносильно більш високій температурі (вище матриці 11 строго узгоджена зі швидкістю подовж250°С) відлитої смуги 5, будуть утворюватися денього руху пуансона 10. Решітчасту стрічку обробфекти смуги, зокрема не кристалізуються її краї. ляють на пристрої висічки вушок 13, після чого При більшій інтенсивності тепловідводу (більше вона надходить на пастонамазувальну машину. 42кДж/с на кожен барабан), що рівносильно більш Оптимальні механічні і температурні умови проценизькій температурі (нижче 200°С) відлитої смуги су, а також габаритні співвідношення між 5, буде відбуватися заклинювання смуги 5 між бавідповідними елементами інструменту і виробу рабанами 3. При ширині верхньої поверхні 4 розпотримані експериментальним шляхом у цехових лави менше 80мм і, одночасно, товщині смуги умовах. Лабораторні випробування струмовідводів більш 15мм утворюються дефекти по краях смуги і акумуляторних батарей, виготовлених з викоривнаслідок неповного заповнення форми. При станням способу, що заявляється, підтвердили ширині верхньої поверхні 4 розплави більш 100мм його ефективність. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuously producing current leads of lead-acid accumulators
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Dzenzerskyi Denis Viktorovych, Skosar Yurii Ivanovych, Burylov Serhii Volodymyrovych, Kazacha Yurii Ivanovych, Neznanov Mykhailo Andriiovych, Skosar Viacheslav Yuriiovych
Назва патенту російськоюСпособ непрерывного изготовления токовых выводов свинцово-кислотных аккумуляторов
Автори російськоюДзензерський Виктор Александрович, Дзензерский Виктор Александрович, Дзензерский Денис Викторович, Скосар Юрий Иванович, Бурилов Сергей Владимирович, Казача Юрий Иванович, Незнанов Михаил Андреевич, Скосар Вячеслав Юрьевич
МПК / Мітки
Мітки: струмознімачів, свинцево-кислотних, спосіб, виготовлення, акумуляторів, безперервного
Код посилання
<a href="https://ua.patents.su/4-76605-sposib-bezperervnogo-vigotovlennya-strumoznimachiv-dlya-svincevo-kislotnikh-akumulyatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного виготовлення струмознімачів для свинцево-кислотних акумуляторів</a>
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів
Номер патенту: 47000
Опубліковано: 15.10.2004
Автори: Дзензерський Віктор Олександрович, Привалов Володимир Миколайович, Касян Сергій Григорович, Підлубний Василь Іванович, Васильєв Сергій Володимирович
МПК: C22C 11/00, C22F 1/12, C22C 1/02
Мітки: сплаву, акумуляторів, одержання, струмовідводів, свинцево-кальцієвого, спосіб, свинцево-кислотних
Формула / Реферат:
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів шляхом нагрівання в тиглі розплавленого свинцю, введення заздалегідь приготовленої наважки, що містить свинець і кальцій, перемішування і лиття сплаву в виливницю, який відрізняється тим, що наважку, що містить свинець, кальцій і додатково алюміній та олово, вводять у розплав при температурі 560-565ºС, наважку вводять під шар свинцю,...
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів
Номер патенту: 44457
Опубліковано: 15.12.2003
Автори: Привалов Володимир Миколайович, Піддубний Василь Іванович, Дзензерський Віктор Олександрович, Касян Сергій Григорович, Васильєв Сергій Володимирович
МПК: H01M 4/66, H01M 10/06
Мітки: електродів, свинцево-кислотних, сплав, струмовідводів, акумуляторів, позитивних
Формула / Реферат:
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, що містить свинець, сурму, олово, миш'як, мідь, срібло, вісмут, нікель, залізо, який відрізняється тим, що додатково введені селен, сірка, кальцій, алюміній, цинк, натрій, телур, гадоліній при такому співвідношенні компонентів, мас. %: сурма 0,0004-0,0005 олово 0,6-0,9 миш'як ...
Сплав для струмовідводів негативних електродів свинцево-кислотних акумуляторів
Номер патенту: 45041
Опубліковано: 15.04.2004
Автори: Привалов Володимир Миколайович, Підлубний Василь Іванович, Касян Сергій Григорович, Дзензерський Віктор Олександрович, Васильєв Сергій Володимирович
МПК: H01M 4/66, H01M 10/06
Мітки: сплав, струмовідводів, акумуляторів, негативних, електродів, свинцево-кислотних
Формула / Реферат:
Сплав для струмовідводів негативних електродів свинцево-кислотних акумуляторів, що містить свинець, сурму, олово, миш'як, вісмут, нікель, залізо, мідь і сірку, який відрізняється тим, що додатково містить цинк, кальцій, алюміній і натрій при наступному співвідношенні компонентів, мас.%: cурма 0,0008-0,001 олово 0,02-0,03 миш'як 10-7 ...
Сплав для позитивних струмовідводів свинцево-кислотних акумуляторів, виготовлених просічно-витяжним методом
Номер патенту: 67160
Опубліковано: 15.06.2004
Автори: Привалов Володимир Миколайович, Зимін Олег Петрович, Білий Олександр Петрович
МПК: H01M 10/06, C22C 11/00, H01M 4/66
Мітки: просічно-витяжним, струмовідводів, сплав, свинцево-кислотних, акумуляторів, позитивних, виготовлених, методом
Формула / Реферат:
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом, що містить сурму і свинець, який відрізняється тим, що він додатково містить кадмій при такому співвідношенні компонентів, мас. %: сурма 0,1-0,2 кадмій 0,3-0,8 свинець решта.
Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів
Номер патенту: 40501
Опубліковано: 15.07.2003
Автори: Бурилов Сергій Володимирович, Новіков Володимир Федорович, Буряк Олександр Панасович, Дзензерський Віктор Олександрович
МПК: H01M 4/16
Мітки: спосіб, пастованих, акумуляторів, електродних, термообробки, свинцево-кислотних, пластин
Формула / Реферат:
Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів, що полягає в укладанні пластин у пакети, розміщенні їх у термогідрокамері та подальшій обробці, при якій спочатку пластини, зіставлені впритул, витримують при температурі 20°С, а потім розсовують і прогрівають до 70-90°С, який відрізняється тим, що передачу теплової енергії на пластини на всіх етапах термообробки проводять кондуктивним методом через...
Попередній патент: Панкратична насадка до об’єктива
Наступний патент: Бурильна труба
Випадковий патент: Спосіб одержання біс- (пентахлорфеніл) дисульфіду