Спосіб гарячого ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки
Номер патенту: 6866
Опубліковано: 31.03.1995
Автори: Фасенко Юрій Олександрович, Збиковський Іван Гнатович, Тузенков Володимир Вікторович, Мітрущенков Олексій Миколайович, Баланов Віктор Григорович, Носков Юрій Володимирович, Трегуб Леонід Ізраілевич
Формула / Реферат
1. Способ горячего ремонта огнеупорной кладки нагревательных печей методом керамической наплавки, включающий подачу по техническому трубопроводу к наплавочной головке и нанесение торкрет-массы в виде сухой смеси порошков огнеупорных материалов и топливных составляющих струей кислорода на предварительно зачищенную нагретую до температуры неменее 600 °С поверхность кладки, расплавление огнеупорных составляющих факелом с температурой 2000-3000 °С, размягчение поверхности ремонтируемой кладки до пластического состояния и их сплавление с образованием при затвердевании монолитной структуры, отличающийся тем, что подачу торкрет-массы к наплавочной головке осуществляют за счет давления сжатого воздуха в питателе, при этом дополнительно подключают после питателя к технологическому трубопроводу через регулирующее устройство трубопровод сжатого воздуха, кислород подают через регулирующее устройство к наплавочной головке по отдельному трубопроводу с возможностью изменения скорости перемещения торкрет-массы по технологическому трубопроводу и производительности установки от минимальной до заданной величины за счет согласованного регулирования подачи кислорода и сжатого воздуха, причем первоначально устанавливают максимальную скорость подачи смеси, при которой в процессе наплавки образуется аморфное, имеющее неровности стекловидное покрытие, затем снижают скорость смеси, которую подают до получения гладкого спеченного поверхностного слоя. 2. Способ по п.1, отличающийся тем, что продолжительность снижения скорости подачи смеси составляет не более 1/4 части времени ее нанесения с повышенной скоростью.
Текст
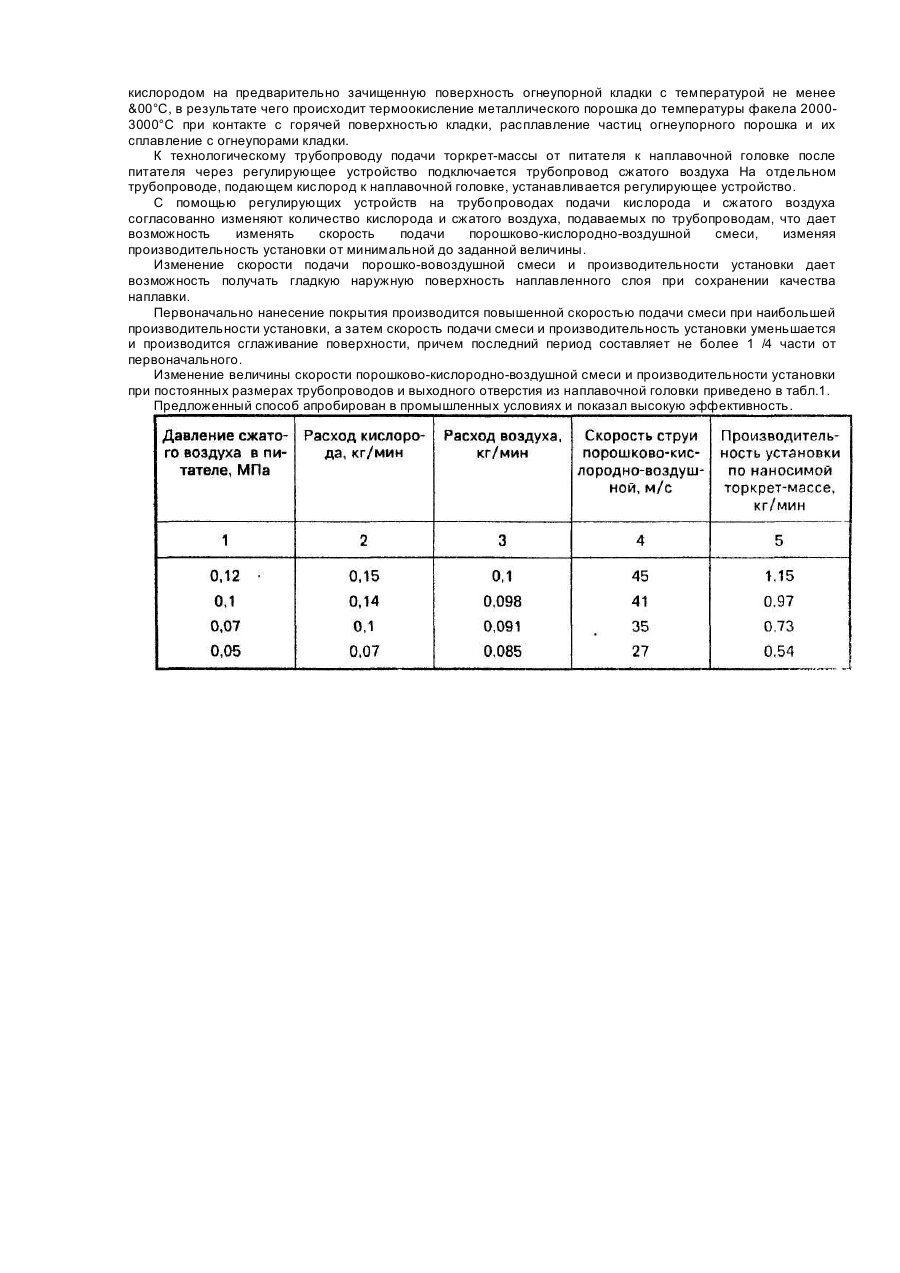
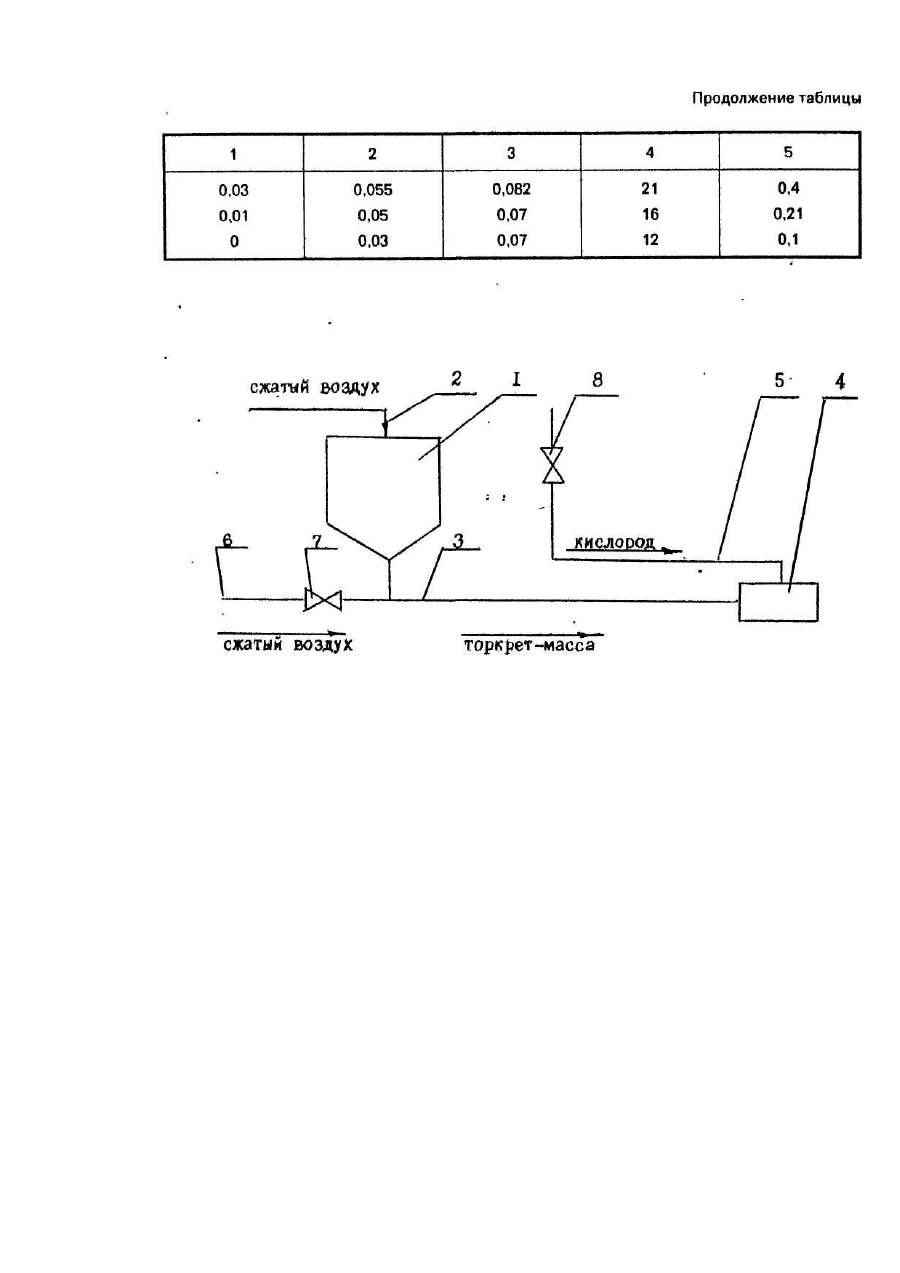
Изобретение относится к области металлургии, а именно, к способам горячего ремонта огнеупорной кладки нагревательных печей и может быть использовано в любой другой отрасли промышленности, где требуется ремонт поврежденной футеровки нагревательных печей. Известен способ горячего ремонта огнеупорной кладки нагревательных печей, заключающийся в распылении порошкообразной смеси огнеупорных материалов и окисляемого металла в потоке кислорода на горячую поверхность поврежденного участка кладки печи. При контакте этой смеси с горячей поверхностью происходит экзотермическая реакция окисления металлов. Под воздействием выделяющегося при этом тепла частицы огнеупорного материала расплавляются, а поверхность кладки ремонтируемого участка размягчается до пластического состояния и, сплавляясь вместе, они образуют монолитную кристаллическую структуру [1]. Недостатком этого способа является неудовлетворительное качество наплавки и поверхности покрытия. Наиболее близким к предлагаемому является "способ керамической наплавки, включающий подачу по технологическому трубопроводу к наплавочной головке и нанесение торкрет-массы в виде сухой смеси порошков огнеупорных материалов и топливных составляющих, преимущественно термоокисляющихся металлов, струей кислорода на предварительно зачищенную нагретую до температуры не менее 600°С поверхность ремонтируемой кладки, расплавление огнеупорных составляющих факелом с температурой 2000е...3000°С, размягчение поверхности ремонтируемой кладки до пластического состояния и их сплавление с образованием при затвердевании монолитной структуры [2]. Недостатком этого способа является недостаточное качество наплавки: шероховатость и пористость слоя наплавки, отсутствие товарного вида. Это обусловлено тем, что в способе отсутствует регулирование скоростей подачи смеси и кислорода, вследствие чего образуется аморфное, имеющее неровности стекловидное покрытие. В основу изобретения положена задача усовершенствовать способ горячего ремонта огнеупорной кладки нагревательных печей, в котором путем внесения преобразований в условия осуществления действий обеспечивается получение гладкого, прочного спеченного поверхностного слоя, имеющего улучшенный товарный вид и монолитную кристаллическую структуру, чем обуславливается расиш^ние технологических возможностей способа керамической наплавки. Поставленная задача решается тем. что в способе горячего ремонта огнеупорной кладки нагревательных печей методом керамической наплавки, включающем подачу по технологическому трубопроводу к наплавочной головке и нанесение торкрет-массы в виде сухой смеси порошков огнеупорных материалов и топливных составляющих струей кислорода на предварительно зачищенную нагретую до температуры не менее 600°С поверхность кладки, расплавление огнеупорных составляющих факелом с температурой 2000°С...3000°С, размягчение поверхности ремонтируемой кладки°до пластического состояния и их сплавление с образованием при затвердевании монолитной структуры, согласно изобретению подачу торкрет-массы к наплавочной головке осуществляют за счет давления сжатого воздуха в питателе, при этом дополнительно подключают после питателя к технологическому трубопроводу через регулирующее устройство трубопровод сжатого воздуха, кислород под-•ают через регулирующее устройство к наплавочной головке по отдельному трубопроводу с возможностью изменения скорости перемещения торкрет-массы по технологическому трубопроводу и производительности установки от минимальной до заданной величина за счет согласованного регулирования подачи кислорода и сжатого воздуха, причем первоначально устанавливают максимальную скорость подачи смеси, при которой в процессе наплавки образуется аморфное, имеющее неровности стехловид-ное покрытие, затем снижают скорость подачи смеси, которую подают до получения гладкого спеченного поверхностного слоя, при этом продолжительность снижения скорости подачи смеси составляет не более четверти времени ее нанесения с повышенной скоростью. Предлагаемый способ обеспечивает получение гладкого прочного спеченного поверхностного слоя на отремонтированном участке кладки печи. Это обусловлено тем, что вследствие максимальной скорости подачи торкрет-массы в начальном этапе создается аморфное, имеющее неровности стекловидное покрытие, полностью заполняющее изношенный объем кладки, а затем при снижении скорости подачи смеси при сохранении расхода кислорода происходит качественное преобразование образовавшегося стекловидного покрытия в гладкий, спеченный поверхностный слой с повышенной адгезией к огнеупорной кладке ремонтируемого участка за счет фазовых изменений в нанесенном слое. При этом протекают следующие реакции фазообразования: Расплав SiO2-*a- кристобаллит +а -тридимит, расплав АІ 2О3 -* η -глинозем (корунд), расплав (SiO2 + АІ 2О3) -* муллит. Регулируемость скоростей подачи торкрет-массы, сжатого воздуха и кислорода обеспечивает расширение технологических возможностей способа. На чертеже показана схема установки для осуществления предлагаемого способа. Установка содержит питатель ΐ, в который загружается торкрет-масса. По трубопроводу 2 в питатель подают сжатый воздух, под воздействием которого торкрет-массу из питателя по технологическому трубопроводу 3 подают к наплавочной головке 4. По отдельному трубопроводу 5 к наплавочной головке подают кислород. К технологическому трубопроводу 3 через регулирующее устройство 7 подключен трубопровод подачи сжатого воздуха 6. На линии подачи кислорода 5 имеется регулирующее устройство 8. В камере смещения наплавочной головки 4 происходит интенсивное перемешивание потоков торкретмассы, сжатого воздуха и кислорода. На выходе из камеры смещения при контакте с раскаленной огнеупорной кладкой нагревательной печи смесь воспламеняется с образованием факела с температурой 2000-3000°С на расстоянии 20-40 мм от выходного отверстия камеры. Регулирующими устройствами 7 и 8 изменяют количество кислорода, подаваемого в трубопровод 5 и сжатого воздуха, подаваемого в трубопровод 3. Сухой огнеупорный порошок подается в смеси с металлическим порошком (топливным составляющим) и кислородом на предварительно зачищенную поверхность огнеупорной кладки с температурой не менее &00°С, в результате чего происходит термоокисление металлического порошка до температуры факела 20003000°С при контакте с горячей поверхностью кладки, расплавление частиц огнеупорного порошка и их сплавление с огнеупорами кладки. К технологическому трубопроводу подачи торкрет-массы от питателя к наплавочной головке после питателя через регулирующее устройство подключается трубопровод сжатого воздуха На отдельном трубопроводе, подающем кислород к наплавочной головке, устанавливается регулирующее устройство. С помощью регулирующих устройств на трубопроводах подачи кислорода и сжатого воздуха согласованно изменяют количество кислорода и сжатого воздуха, подаваемых по трубопроводам, что дает возможность изменять скорость подачи порошково-кислородно-воздушной смеси, изменяя производительность установки от минимальной до заданной величины. Изменение скорости подачи порошко-вовоздушной смеси и производительности установки дает возможность получать гладкую наружную поверхность наплавленного слоя при сохранении качества наплавки. Первоначально нанесение покрытия производится повышенной скоростью подачи смеси при наибольшей производительности установки, а затем скорость подачи смеси и производительность установки уменьшается и производится сглаживание поверхности, причем последний период составляет не более 1 /4 части от первоначального. Изменение величины скорости порошково-кислородно-воздушной смеси и производительности установки при постоянных размерах трубопроводов и выходного отверстия из наплавочной головки приведено в табл.1. Предложенный способ апробирован в промышленных условиях и показал высокую эффективность.
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method for the hot pathing of refractory masonry of bakeout furnace by means of stoneware pad weld
Автори англійськоюBalanov Viktor Hryhorovych, Zbykovskyi Ivan Hnatovych, Mitruschenkov Oleksii Mykolaiovych, Trehub Leonid Izrailevych, Tuzenkov Volodymyr Viktorovych, Fasenko Yurii Oleksandrovych
Назва патенту російськоюСпособ горячего ремонта огнеупорной кладки нагревательных печей методом керамической наплавки
Автори російськоюБаланов Виктор Григорьевич, Збиковский Иван Гнатович, Митрущенков Алексей Николаевич, Трегуб Леонид Израилевич, Тузенков Владимир Викторович, Фасенко Юрий Александрович
МПК / Мітки
МПК: C10B 29/00, C21C 5/44
Мітки: наплавки, гарячого, ремонту, печей, вогнетривкої, керамічної, спосіб, методом, кладки, нагрівальних
Код посилання
<a href="https://ua.patents.su/3-6866-sposib-garyachogo-remontu-vognetrivko-kladki-nagrivalnikh-pechejj-metodom-keramichno-naplavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячого ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки</a>
Суміш для керамічної наплавки вогнетривкої футеровки
Номер патенту: 3804
Опубліковано: 27.12.1994
Автори: Фесенко Юрій Олександрович, Тузенков Володимир Вікторович, Збиковський Іван Гнатович, Баланов Віктор Григорович
МПК: C04B 35/14
Мітки: наплавки, вогнетривкої, керамічної, суміш, футеровки
Формула / Реферат:
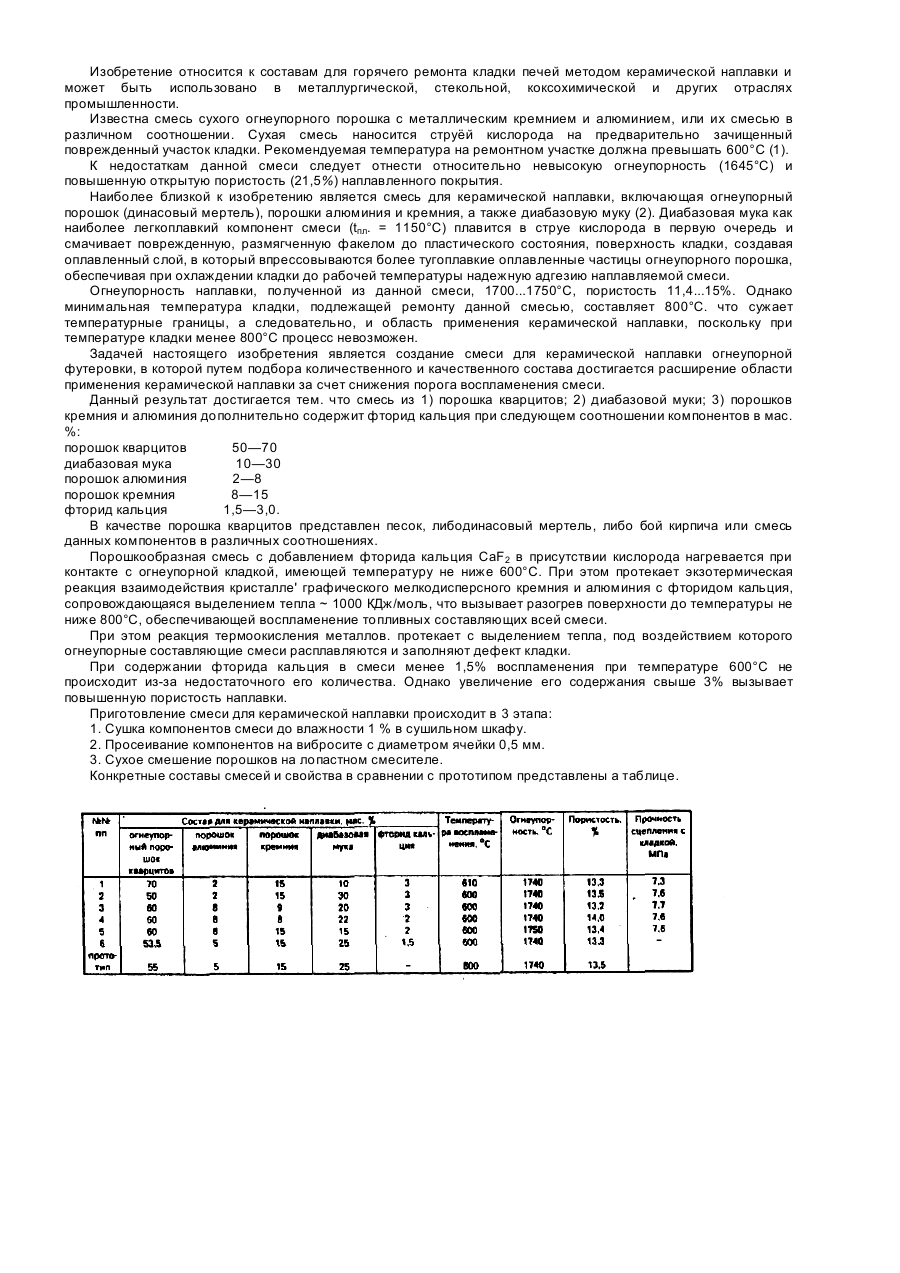
Смесь для керамической наплавки огнеупорной футеровки, включающая порошок кварцитов, диабазовую муку, порошок алюминия и кремния, отличающаяся тем, что она дополнительно содержит порошок фторида кальция при следующем соотношении компонентов, мас. %: Порошок кварцитов 50-70 Диабазовая мука 10-30 Порошок алюминия 2-8 Порошок...
Суміш кремнеземна для керамічної наплавки
Номер патенту: 3814
Опубліковано: 27.12.1994
Автори: Тузенков Володимир Вікторович, Митрущенко Олексій Миколайович, Баланов Віктор Григорович, Носков Юрій Володимирович
МПК: F27D 1/16
Мітки: наплавки, керамічної, кремнеземна, суміш
Формула / Реферат:
Смесь кремнеземистая для керамической наплавки, включающая огнеупорную составляющую, диабазовую муку, порошки алюминия и кремния, отличающаяся тем, что она дополнительно содержит в качестве минерализатора тугоплавкий оксид кальция, а в качестве огнеупорной составляющей - кварцевый песок при следующем соотношении компонентов, мас.%:
Пристрій для гарячего ремонту вогнетривкої футеровки
Номер патенту: 3044
Опубліковано: 26.12.1994
Автори: Лейфер Аркадій Михайлович, Кащук Юрій Сергійович, Коструб Віктор Іванович, Новікова Алефтина Павлівна, Гуров Вадим Миколайович, Кошелев Володимир Олексійович
Мітки: пристрій, гарячего, футеровки, вогнетривкої, ремонту
Формула / Реферат:
Устройство для горячего ремонта огнеупорной футеровки, содержащее ствол с фурмой, тракты подвода огнеупорного порошка и жидкого связующего, камеру смешения, механизмы поперечного перемещения, вращения и качание с пультом управления, отличающееся тем, что фурма соединена со стволом охлаждаемым гибким элементом, внутри которого размещен материалопровод, причем, механизм качания выполнен в виде двух охлаждаемых жидким связующим и связанных с...
Спосіб опалювання регенеративних нагрівальних колодязів
Номер патенту: 550
Опубліковано: 15.12.1993
Автори: Романчук Олександр Миколайович, Розанов Станіслав Миколайович, Пєтров Олександр Володимирович, Кравченко Володимир Михайлович, Кияшко Микола Антонович, Міронов Євген Костянтинович, Локтіонов Петро Якович
МПК: C21D 9/70
Мітки: опалювання, колодязів, регенеративних, нагрівальних, спосіб
Формула / Реферат:
Способ отопления регенеративных нагревательных колодцев, включающий подачу топлива в рабочее пространство непрерывным потоком, а воздуха и кислорода - пульсирующими потокам, и сжигание топлива, отличающийся тем, что пульсацию кислорода осуществляют в противофазе изменению величины расхода воздуха, причем расход кислорода определяют по формуле:где - расход кислорода, обеспечивающий теоретическую температуру горения топлива при...
Спосіб наплавки заготівок
Номер патенту: 5267
Опубліковано: 28.12.1994
Автори: Костенко Георгій Дмитрович, Хісматулін Назип Ісханович, Будилін Миколай Олексійович, Бердниченко Віктор Іванович, Марушевський Леонід Васильович, Бєлоусов Владислав Васильович, Сорока Петро Семенович, Чепегін Вячеслав Володимирович
МПК: B22D 19/00
Мітки: спосіб, наплавки, заготівок
Формула / Реферат:
1. Способ наплавки заготовок, включающий размещение на наплавляемой поверхности накладки-модели наплавляемого слоя, выполненной из легкоудаляемого материала, например пенополистирола, установку заготовки в литейную форму, индукционный нагрев заготовки, выжигание накладки-модели с образованием полости для наплавляемого металла и заливку ее расплавом, отличающийся тем, что, с целью повышения качества наплавки за счет уменьшения загрязнения...
Попередній патент: Спосіб виготовлення профілів з елементами подвійної товщини
Наступний патент: Спосіб монтажу нерозрізної балочної прольотної будови багатопрольотного мосту
Випадковий патент: Спосіб очищення жидкої сірки від сірководня та його полисульфідів