Спосіб виготовлення профілів з елементами подвійної товщини
Номер патенту: 6865
Опубліковано: 31.03.1995
Автори: Смоляров Анатолій Михайлович, Калужський Володимир Борисович
Формула / Реферат
Способ изготовления профилей с элементами двойной толщины, включающий многопереходную подгибку плоских элементов сгиба в валках профилегибочного стана, выполнение места изгиба радиусом, равным (7-15)S на участке подгибки 0-90° с последующим уменьшением до 0 на участке подгибки 90°-180°, отличающийся тем, что на плоском участке осуществляют технологическую подгибку с последующей подгибкой полки и осадкой подогнутого места на горизонтальный уровень, в предпоследней чистовой клети располагают полку параллельно основанию с внутренним радиусом закругления, равным (0,5-2)S, закрытые чистовые калибры в каждой последующей клети выполняют шире предыдущих на величину (0,5-1,5)S, где S - толщина стенки профиля.
Текст
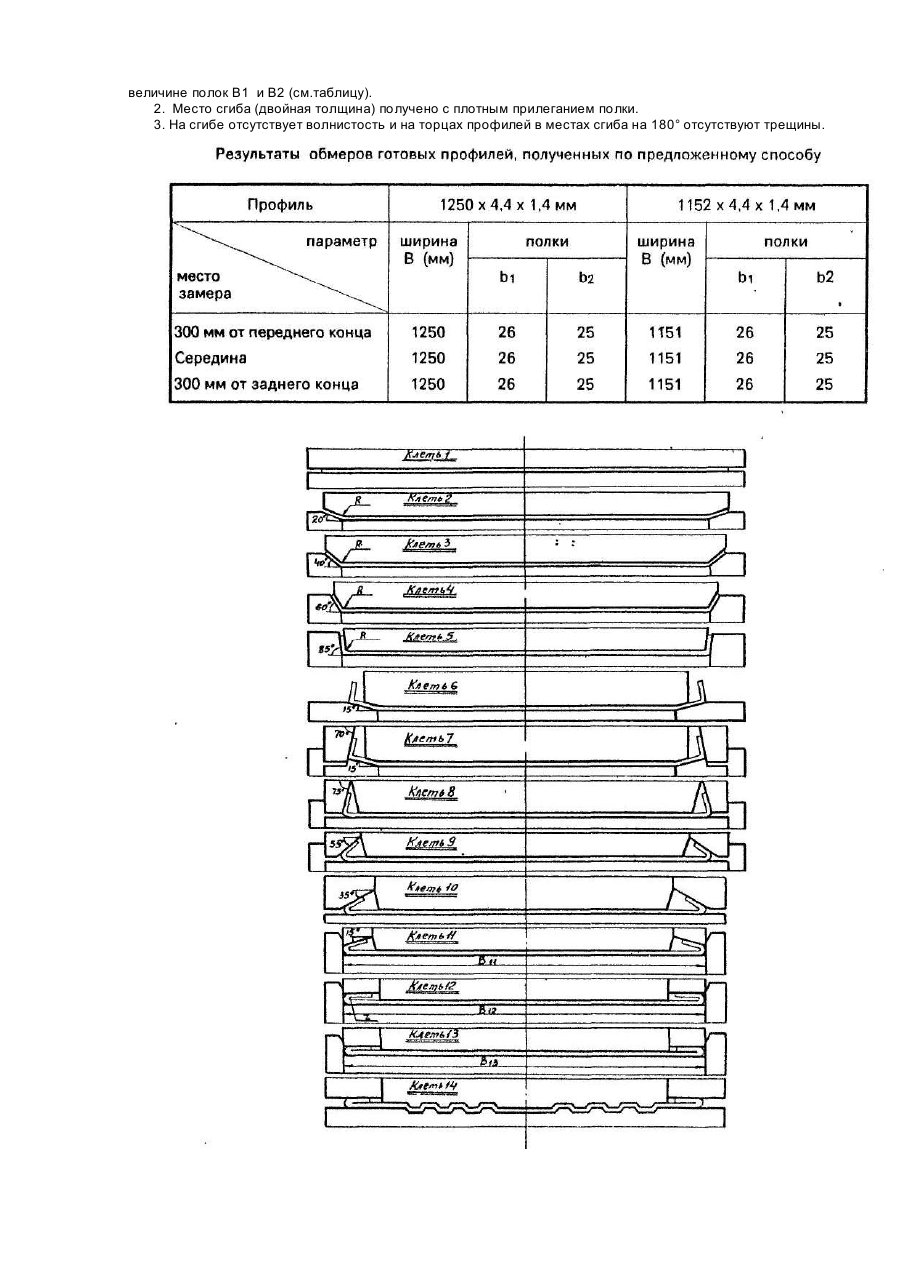
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей с элементами двойной · толщины. Профили с элементами двойной толщины получают путем многопереходной подгибки плоских элементов сгиба в валках профилегибочного стана, при этом, выполнение места изгиба ведут радиусом равным (7-15)S на участке подгибки 0-90°С, с последующим уменьшением до О на участке подгибки 90°-180°, где S - толщина стенки профиля (см.Калибровка валков для производства гнутых профилей проката, Киев, Техника, 1980, стр. 110-130, рис.44, стр. 126). Данный способ осуществлен для непрерывного процесса профилирования, когда в стане находится непрерывная полоса. Однако этот способ имеет ряд недостатков для поштучного процесса, когда вначале в стан задают мерно отрезанную по длине штуку и формуют ее до получения готового профиля. В данном случае невозможен перевод сформованной до угла 90° или близкого к нему (85°) полки за вертикаль для последующей свободной гибки и образования сгиба-элемента двойной толщины. Невозможен также переход с наклонного участка на сгиб с нулевым радиусом, как это показано на этом же рисунке в клетях 9-10. При этом процессе, для выравнивания кромки профиля, как показано на рис.40, стр. 14, невозможно произвести накатку кромки в месте изгиба на угол 180°, так как не гарантирован симметричный заход профиля в калибр из-за осевых смещений. В основу изобретения поставлена задача усовершенствования способа получения гнутых профилей с элементами двойной толщины; путем изменения взаимодействия металла с инструментом (калибрами), Техническим результатом, обеспечиваемым настоящим изобретением, является беспрепятственное прохождение профиля в линии стана при поштучном процессе профилирования, получение изделий без трещин в местах изгиба на 180° и без волнистости на сгибах, с плотным прилеганием полки на сгибе, со стабильным размером ширины по всей длине профиля. Это достигается тем, что в известном способе изготовления профилей с элементами двойной толщины, включающим многопереходную подгибку плоских элементов сгиба в валках профилегибочного стана, выполнение места изгиба производится радиусом R равным (7-15)S на участке подгибки 0-90° с последующим уменьшением его до О на участке подгибки 90°-180°. Предусмотрены следующие отличия: на плоском участке осуществляют технологическую подгибку с последующей подгибкой полки и осадкой подогнутого места на горизонтальный уровень; в предпоследней чистовой клети располагают полку параллельного основанию с внутренним радиусом закругления равным (0,5-2)S; закрытые чистовые калибры в каждой последующей клети выполняют шире предыдущих на величину (01,5)S, где S - толщина стенки профиля. На фиг. 1 приведена схема получения гофрированного профиля с элементами двойной толщины. При непрерывном процессе перевод подогнутой на угол 85°-90° полки этот вентиль не вызывает осложнений. При поштучном процессе возможны бурения и поломки в линии стана. В связи с этим, для перевода подогнутой на угол 85°-90° полки за вертикаль осуществляют технологическую подгибку с последующей подгибкой полки и осадки подогнутого места на горизонтальный уровень (фиг.1, клети 6,7,8). При переходе с наклонного участка на Сгиб с нулевым радиусом, как например с клети 11 в клеть 13, неизбежно появление волны, вследствие повышенной деформации и плохого прилегания полки в результате пружинения. Это явление исключают тем, что в предпоследней чистовой клети, выполняющий сгиб (клеть 12) располагают полку горизонтально с радиусом изгиба (0,5-2)S. Подпор полок по известному способу невозможно осуществить на поштучном процессе, так как невозможно обеспечить симметричную задачу профиля в калибр, что приведет к трещинам, либо выдавливанию металла в зазоры между валками. В связи с этим, каждый последующий закрытый чистовой калибр должен быть шире предыдущего на величину (0-1,5)S, что снимает дополнительную деформацию сжатия. Примером конкретного выполнения способа может быть получение гофрированных профилей с элементами двойной толщины 1250 х4,4 χ 1,4 мм и 1152 χ 4,4 χ 1,4 мм на стане 1-4 χ 400-1500 для изготовления промышленных кондиционеров. В этом случае, подгибку полки 25 мм осуществляли до суммарного угла подгибки на участке профилирования 0-85° в клетях 2,3,4,5 с радиусом места закругления R - 13 мм,- что составляет 9,3x1,4 = 13 мм и вписывается в радиус R = (7-15)S. В клети 6 осуществляют технологическую подгибку, не деформируя полку, на угол 15°, подготавливая, тем самым, полку к плавной задаче в последующую клеть, в клети 7 технологическую подгибку оставляют, а полку подгибают на 10°, Действительно, внутренний угол равен 70° + 15° - 85°, а наружный 180°-85° = 95°. Таким образом, угол подгибки в этой клети 95°-85°= 10°. В клети 8 осаживают подогнутое место на горизонталь и продолжают подгибать полку в клетях 9, 10, 11. В клети 12 располагают полку параллельно основанию с радиусом закругления г = 0,75 мм, или 0,55 χ S = 0,55 х 1,4 = 0,75. В клети 13 окончательно осаживают полку с г = 0. Клеть 14 служит для выдавливания гофров. Чистовые закрытые клети выполнены с размером Вц = 1250, Віг = 1250, Віз = 1251 мм, т.е. из клети 11 в клеть 12 ширина калибра не увеличивается, а из клети 12 в клеть 13 увеличивается на 0,7 χ S = 0,7 χ 1,4 = 1 мм, что вписывается в ΔΒ = (0-1,5)S. Результаты профилирования показали: 1. Профили 1250 х 4,4 х 1,4 и 1152 х 4,4 х 1,4 получены со стабильными размерами по ширине В и по величине полок В1 и В2 (см.таблицу). 2. Место сгиба (двойная толщина) получено с плотным прилеганием полки. 3. На сгибе отсутствует волнистость и на торцах профилей в местах сгиба на 180° отсутствуют трещины.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of profiles with elements of double thickness
Автори англійськоюKaluzhskyi Volodymyr Borysovych, Smoliarov Anatolii Mykhailovych
Назва патенту російськоюСпособ изготовления профилей с элементами двойной толщины
Автори російськоюКалужский Владимир Борисович, Смоляров Анатолий Михайлович
МПК / Мітки
Мітки: спосіб, подвійної, профілів, товщини, виготовлення, елементами
Код посилання
<a href="https://ua.patents.su/2-6865-sposib-vigotovlennya-profiliv-z-elementami-podvijjno-tovshhini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профілів з елементами подвійної товщини</a>
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Здибель Микола Маркович, Калужський Володимир Борисович, Марченко Віктор Семенович
МПК: B21D 5/06
Мітки: виготовлення, спосіб, профілей, гнутих
Формула / Реферат:
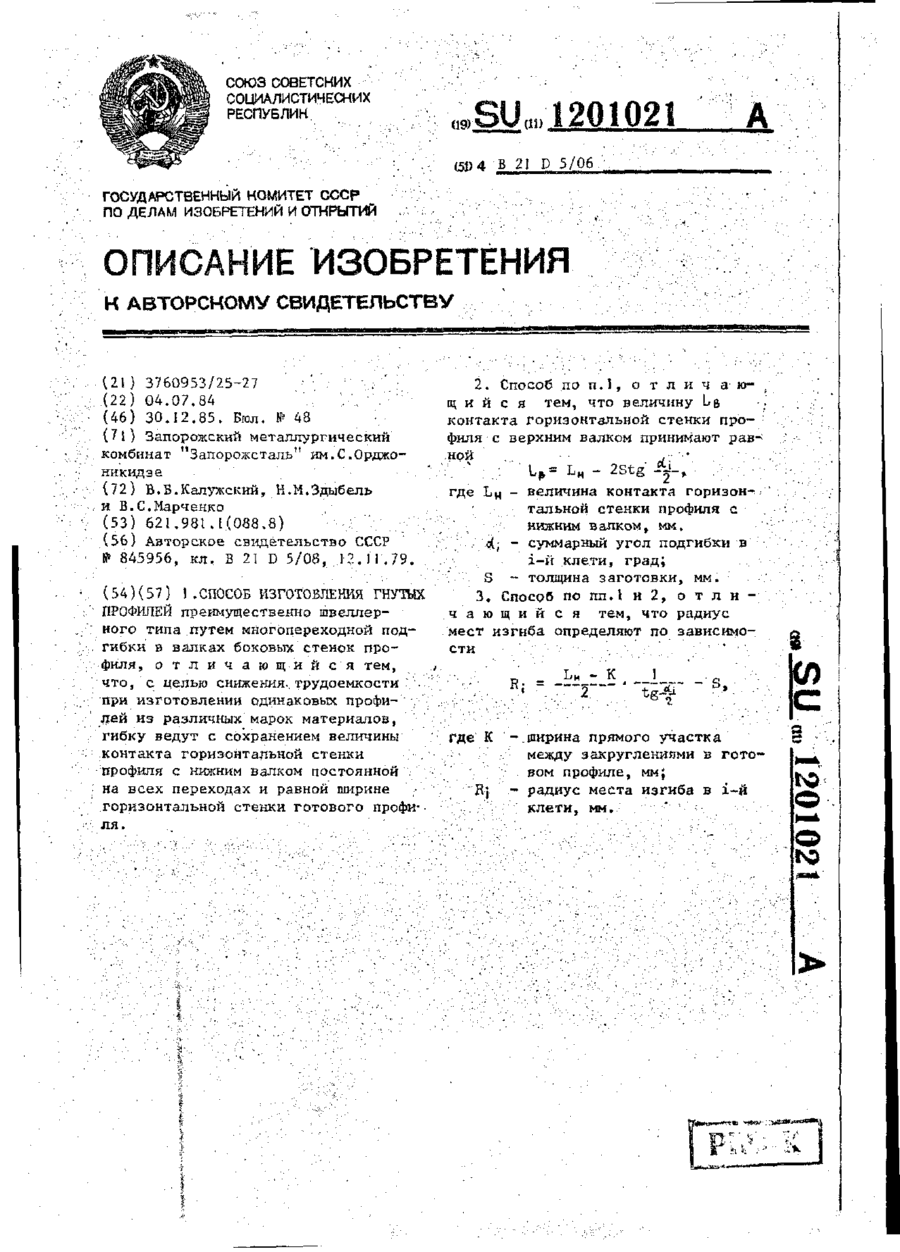
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Спосіб м.ю. докторова виготовлення гнутих профілів з полицями із змінною по розгортці перерізу товщиною
Номер патенту: 2826
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: розгортці, профілів, докторова, виготовлення, змінною, м.ю, полицями, гнутих, перерізу, спосіб, товщиною
Формула / Реферат:
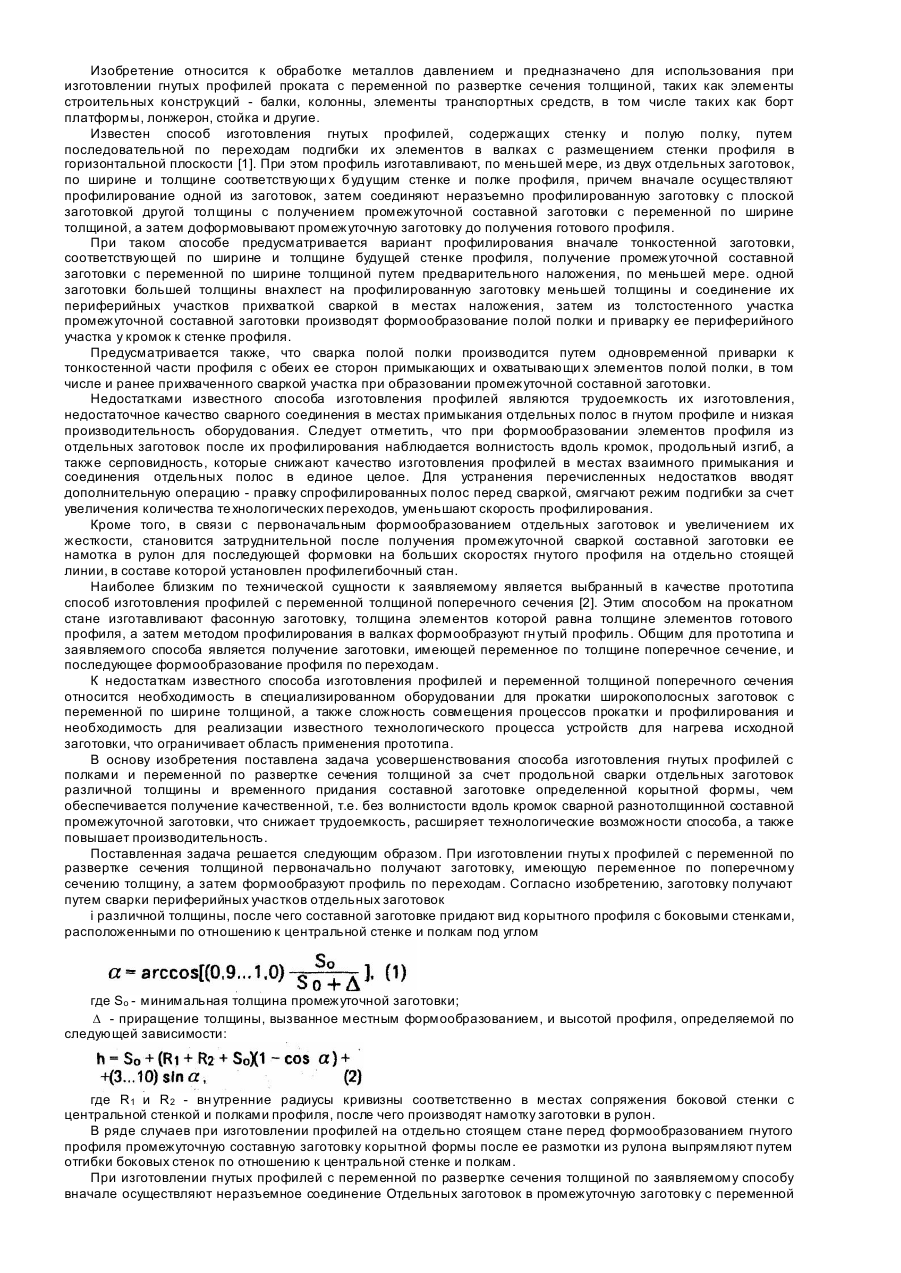
1. Способ изготовления гнутых профилей с полками и переменной по развертке сечения толщиной, заключающийся в получении заготовки, имеющей переменное по толщине поперечное сечение и последующем формообразовании профиля по переходам, отличающийся тем, что заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными...
Стан для виготовлення профілів з періодичними гофрами
Номер патенту: 6129
Опубліковано: 29.12.1994
Автори: Пак Роман Петрович, Полстянкін Євген Григорійович, Фролов Юрій Іванович, Тришевський Олег Ігоревич, Босий Володимир Миколайович, Самойлов Володимир Олексійович
Мітки: періодичними, виготовлення, стан, профілів, гофрами
Формула / Реферат:
Стан для изготовления профилей с периодическими гофрами, содержащий последовательно установленные клети, на валках одной из которых закреплены выпуклые и вогнутые элементы для формовки концевых участков гофр, а на валках по крайней мере одной последующей клети закреплены выпуклые и вогнутые элементы для доформовки центральных участков гофров, отличающийся тем, что, с целью повышения качества при изготовлении профилей с чередующимися...
Спосіб виготовлення гнутих гофрованих профілів
Номер патенту: 5364
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: профілів, гнутих, спосіб, виготовлення, гофрованих
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, преимущественно листовых с гофрами трапециевидной формы, включающий формообразование профиля в валках клетей стана по технологическим переходам, по которому заготовке подгибкой ее участков придают форму промежуточного профиля с трапециевидными гофрами и горизонтальными межгофровыми участками, а места контакта валков с внутренней зоной мест изгиба гофров профиля размещают от оси вращения...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: виготовлення, розставленого, профілів, гнутих, спосіб, перерізу
Формула / Реферат:
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Попередній патент: Дугостійкий електричний контакт
Наступний патент: Спосіб гарячого ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки
Випадковий патент: Спосіб виготовлення поковок типу "петля"