Спосіб наплавки заготівок
Номер патенту: 5267
Опубліковано: 28.12.1994
Автори: Хісматулін Назип Ісханович, Чепегін Вячеслав Володимирович, Марушевський Леонід Васильович, Костенко Георгій Дмитрович, Бердниченко Віктор Іванович, Сорока Петро Семенович, Будилін Миколай Олексійович, Бєлоусов Владислав Васильович
Формула / Реферат
1. Способ наплавки заготовок, включающий размещение на наплавляемой поверхности накладки-модели наплавляемого слоя, выполненной из легкоудаляемого материала, например пенополистирола, установку заготовки в литейную форму, индукционный нагрев заготовки, выжигание накладки-модели с образованием полости для наплавляемого металла и заливку ее расплавом, отличающийся тем, что, с целью повышения качества наплавки за счет уменьшения загрязнения металла наплавляемого слоя неметаллическими включениями и примесями из металла заготовки, заливку расплава осуществляют с промывкой жидким металлом полости под наплавляемый слой при отношении масс промывающего расплава и наплавляемого слоя, равном 0,5-1,0, с одновременным снижением мощности индукционного нагрева до 20-80 % мощности нагрева заготовки перед заливкой, концентрируя электромагнитное поле индуктора в слое наплавляемого металла.
2. Способ по п. 1, отличающийся тем, что при заливке используют токи частотой 50-70 кГц для снижения мощности индукционного нагрева до 20%, а для снижения мощности до 80%- токи частотой 2,4-8 кГц.
Текст
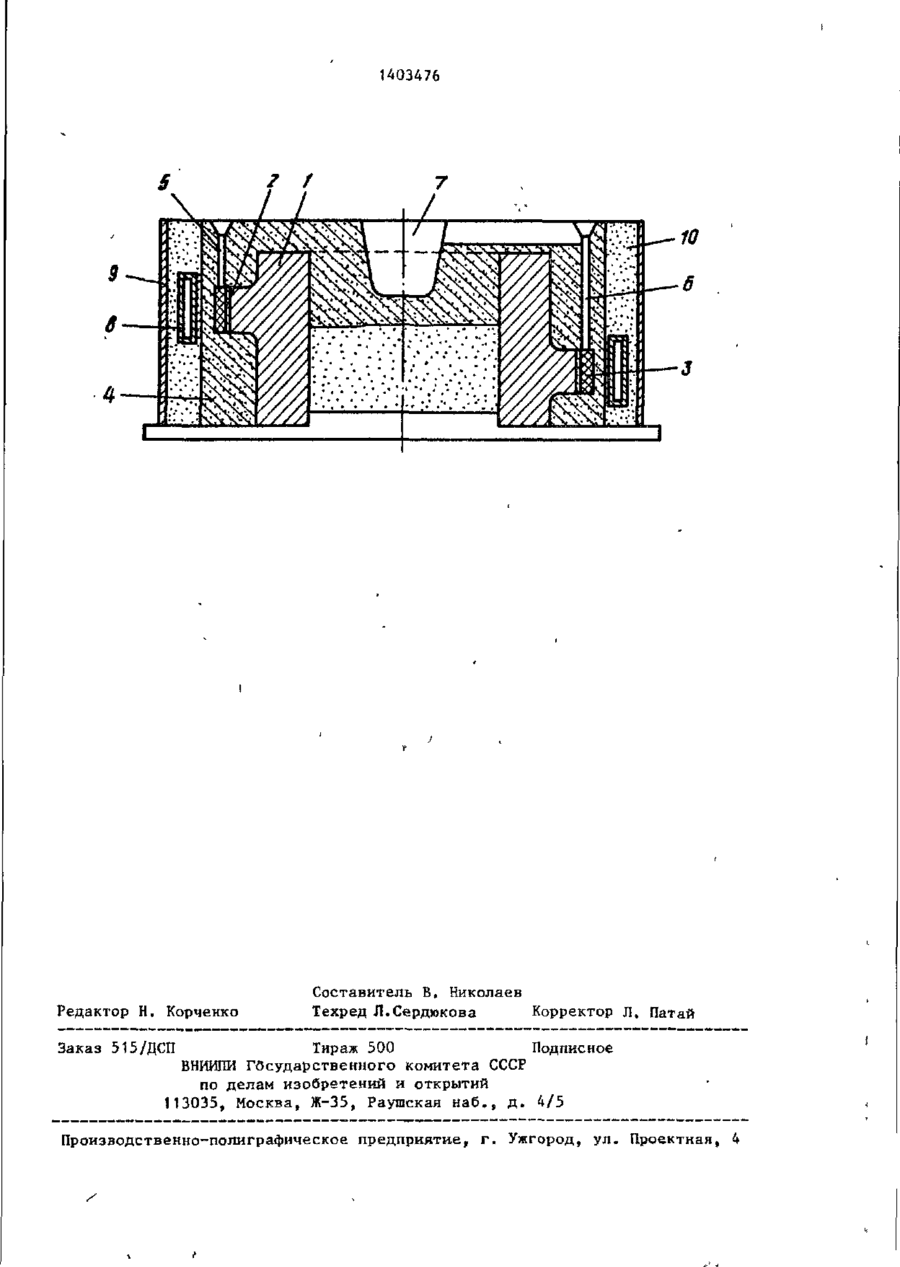
Изобретение относится к литейному производству, а именно к наплав ке заготовок жидким металлом. Цель изобретения - повышение качества наплавки за счет уменьшения загрязнения металла наплавляемого слоя неметаллическими включениями и примесями из металла заготовки. Через полость для наплавки слоя, образованную при выжигании накладки-модели, перепускают расплав и одновременно при заливке регулируют индукционный нагрев , концентрируя электромагнитное поле индуктора в слое наплавляемого металла, уменьшая его мощность до 2080% мощности нагрева заготовки перед заливкой. Перепускают расплав в количестве 0,5-1,0 массы металла наплавля- ~ w емого слоя. 1 з.п. ф-лы. 1 ил. (Л о СО О) 22-88 РПФ-К 1 1403476 Изобретение относится к литейному мы, размыву их и образованию неметалпроизводству, а именно к наплавке залических включений в "ачлавпяемом слое, готовок жидким металлом. а также нарушению размеров наплавляЦель изобретения - повышение качеемого слоя. При использовании токов ства наплавки за счет уменьшения зас частотой 2,4-8 кГц мощность электрогрязнения металла наплавляемого слоя магнитного поля снижают до 80% мощнонеметаллическими включениями и присти при нагреве заготовки, а при исмесями из металла заготовки. пользовании токов высокой частоты На чертеже показано устройство для 10 (50-70 кГц) - до 20%. реализации предложенного способа. Заготовка Ї, на наплавляемые поС целью максимального использования верхности которой нанесены слой синэнергии электромагнитного поля для тетического шлака 2 и накладка-монагрева жидкого металла при заливке дель из пенистой пластмассы 3, за15 его в литейную форму частоту тока выформована песчано-глинистой смесью 4 бирают такой, чтобы глубина проникнос выполненными элементами литниковой вения тока была не больше толщины насистемы: стояком 5 S выпором 6 и слиплавляемого слоя. В этом случае за вной емкостью 7. Форма с заготовкой счет концентрации мощности электровведена в индуктор 8 и попещена в магнитного поля в слое происходит инопоку 9. Зазор между опокой и формой тенсивный нагрев заливаемого в форму заполнен кварцевым песком 10. жидкого металла и создаются оптимальные условия для диффузионного соедиС целью создания условий для канения его с металлом твердой заготовчественного и стабильного диффузионного соединения жидкого металла с ма- 25 ки. При частоте 50-70 кГц глубина проникновения тока составляет 5-8 мм териалом заготовки и получения наппри нагреве стали, а при частоте лавляемого слоя без дефектов после 8-10 кГц глубина проникновения увелинагрева заготовки и выжигания пеночивается в 2-2,5 раза. Поэтому при поушстироловой накладки производят толщине наплавляемого слоя до 10 мм промывку полости формы жидким металиспользуют токи высокой частоты (50лом при наложенном электромагнитном 70 к Г ц ) . поле. Первые порций металла промывают форму и удаляются через стояк в сливную емкость. При этом с металлом удаляются остаточные продукты деструкции пенополистирола. Дня промывки 35 формы количество промывающего металла составляет 0,5-1,0 массы металла наплавляемого слоя. При переливе меньшего количества металла не происходят і полного удаления продуктов деструкции пеьополистирола, что приводит к образованию дефектов в наплавляемом слое. Перелив металла больше массы наплав- . пяемого слоя приводят к значитепьному , растворению металла заготовки и изменению химического состава и физикомеханических свойств металла наплавляемого слоя» Кроме того, увеличение расхода металла на промывку формы является экономически нецелесообразным. При заливке жидкого металла в форму мощность наложенного электромагнитного по тя снижают с целью максимального уменьшения величины упругих колебаний жидкого металла. Без снижения мощности электромагнитного поля упругие копебапин приводят к силовому воздействию жидкого металла из стенки фор Изготовление отливки производят следующим образом. На предварительно зачищенную наплавляемую поверхность заготовки 1 наносят слой толщиной 0,8-1,0 мм связующего вещества, например лака КФ 965, с синтетическим шлаком толщиной 1,0-1,5 мм и накладку-модель из пенистой пластмассы 3, Заготовку заформовывагот песчано-глинистой смесью 4 с выполнением литниковой системы: стояка 5, выпора 6 и сливной емкости 7. После установки в опоку 9 форму вводят в индуктор 8 и зазор между формой и опокой заполняют квариевым песком 10. При включении индуктора происходит нзгрев наплэвгсяемой поверхности заготовки и выжигание пенополистироловой накладки с образованием полости для заливки жидкого металла наплавляемого слоя* После нагрева наплавляемой поверхности заготовки до необходимой температуры мощность электромагнитного поля снижают до 20-80% и производят заливку жидкого металла в форму. При этом первую порцию жидкого металла переливом уда 3 1403476 ляют из полости формы через выпор в наплавленного слоя отсутствуют несвасливную емкость» Массу промывающего риваемость, а также неметаллические жидкого металла принимают равной 0,5включения и газовые раковины. 1,0 массы металла наплавляемого слоя. Испытания наплавленных шнеков, По описываемому способу произвоизготовленных по предложенному спосодили наплавку червячных втулок шнеков бу, проведенные на линиях для выделеэкспандера линий выделения и сушки ния и сушки синтетического каучука синтетического каучука производительпроизводительностью 8 т/ч, показали, ностью 8 т/ч. Шнеки работали в усло- 10 что их ресурс в 1,8-2 раза выше, чем виях коррозионно-абразивного износа ресурс шнеков, наплавленных электрои повышенных механических нагрузок. дуговым способом. Производительность Основу червячных втугток шнеков изгопроцесса в 5-6 раз выше, чем при элетавливали из стали 12Х18Н10ТЛ, на ктродуговой наплавке. наплавляемую поверхность пера шнека 15 наносили слой органического лака Ф о р м у л а и з о б р е т е н и я КФ~965 толщиной 0,8 мм и слой синтетического пілака АН-Ш200 толщиной 1,31. Способ наплавки заготовок, вклю1,5 мм. После этого заготовку выдерчающий размещение на наплавляемой псживали на воздухе в течение 4-5 ч и 20 верхности накладки-модели наплавляемонаклеивали на наплавляемую поверхго слоя, выполненной из легкоудаляеность накладку из пенополистирола, мого материала, например пенополнстиразмеры которой соответствовали разрола, установку заготовки в литейную мерам наплавляемого слоя. Толщина форму, индукционный нагрев заготовнаплавляемого слоя 10-12 мм, ширина 25 ки, выжигание накладки-модели с об15-35 мм. длина 1000 мм. Нагрев на„ разованием полости для наплавляемого плавляемой поверхности шнека произвометалла и заливку ее расплавом, о т дили токами высокой частоты 67 кГц л и ч а ю щ и й с я тем, что, с цепри потребляемой мощности 115 кВт. лью повышения качества наплавки за После нагрева наллавпяемой поверх30 счет уменьшения загрязнения металла ности до 110-1150 С и выжигания пенаплавляемого слоя неметаллическими нополистироловой накладки мощность включениями- и примесями из металла электромагнитного поля снижали до заготовки, заливку расплава осуще92 кВт (на 20%) и производили залив* ствляют с промывкой жидким металлом ку жидкого металла в форму. Для заполости под наплавляемый слой при ливки использовали стеллит следуюотношении масс промывающего расплащего состава, %: С 0,9; О 2 8 ; Ni 15; ва и наплавляемого слоя, равном 0,5W 4; Mo 0,5; Fe 3; Si 2; Mn 0,2; 1,0, с одновременным снижением мощCo - остальное. Температура заливности индукционного нагрева до 20ки стеллита 153О-155О°С. Через 1080% мощности нагрева заготовки перед 15 с после окончания заливки жидкого 40 заливкой, концентрируя электромагнитметалла в форму отключали нагрев. ное поле индуктора в слое наплавляПараллельно были изготовлены червячемого металла. ные втулки шнеков по способу-прототи2. Способ п о п . 1, о т л и ч а пу. ^ - ю щ и н с я тем, что при заливке , используют токи частотой 50-70 кГц Сравнительный анализ показал, что для снижения мощности индукционного шнеки полученные предложенным спосонагрева до 20%, а для снижения мощбом, отличаются высоким качеством ности до 80% - токи частотой 2,Адиффузионной связи металла рабочего слоя с металлом заготовки» в металле 8 50 1403476 Редактор Н. Корченко Составитель В, Николаев Техред Л.Сердюкова Корректор Л, Патай Заказ 515/ДСП Тираж 500 Подписное В И П Гбсударственного комитета СССР НИИ по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hard-facing of billets
Автори англійськоюKostenko Heorhii Dmytrovych, Soroka Petro Semenovych, Berdnychenko Viktor Ivanovych, Bielousov Vladyslav Vasyliovych, Chepehin Viacheslav Volodymyrovych, Budylin Mykolai Oleksiiovych, Marushevskii Leonid Vasyliovych
Назва патенту російськоюСпособ наплавки заготовок
Автори російськоюКостенко Георгий Дмитриевич, Сорока Петр Семенович, Бердниченко Виктор Иванович, Белоусов Владислав Васильевич, Чепегин Вячеслав Владимирович, Будилин Николай Алексеевич, Марушевский Леонид Васильевич
МПК / Мітки
МПК: B22D 19/00
Мітки: заготівок, спосіб, наплавки
Код посилання
<a href="https://ua.patents.su/4-5267-sposib-naplavki-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавки заготівок</a>
Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Носатов Валерій Олександрович, Овчинникова Тамара Хабібуловна, Кузьменко Олег Генадійович, Гладкий Петро Васильович, Підберезський Володимир Семенович, Шевченко Микола Павлович
МПК: B22D 19/06
Мітки: спосіб, наплавки, штампів
Формула / Реферат:
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения...
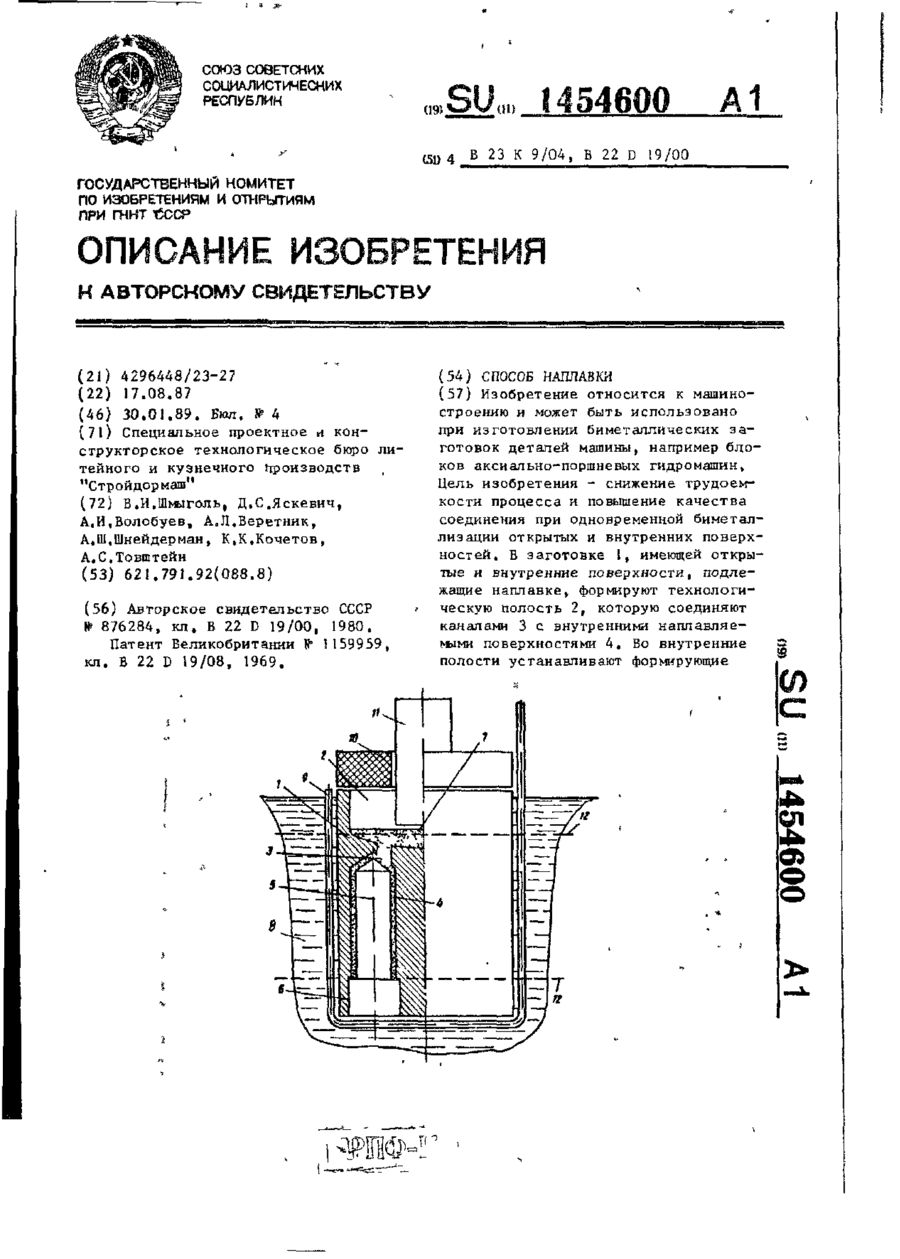
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Шнейдерман Олександр Шлемович, Товштейн Олександр Самойлович, Яскевич Даніїл Савич, Шмиголь Владислав Іванович, Веретник Анатолій Львович, Волобуєв Олександр Іванович, Кочетов Константин Кузьмич
МПК: B23K 9/04, B22D 19/00
Формула / Реферат:
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Установка для наплавки деталей рідким металом
Номер патенту: 5263
Опубліковано: 28.12.1994
Автори: Олійник Володимир Спиридонович, Бердниченко Віктор Іванович, Санніков Вячеслав Олексійович, Костенко Георгій Дмитрович, Іванов Сергій Михайлович, Завілінський Анатолій Володимирович, Марушевський Леонід Васильович, Конопацький Василій Леонідович
МПК: B22D 19/00
Мітки: деталей, рідким, металом, наплавки, установка
Формула / Реферат:
1. Установка для наплавки деталей жидким металлом, преимущественно типа звездочек, содержащая основание, станину, литейную форму с литнпковой системой, нагреватель, приводы перемещения и поворотные кронштейны, отличающаяся тем, что, с целью увеличения производительности и улучшения качества наплавки, она снабжена смонтированной на основании колонной, моделью, стержнем, расположенным над моделью, дозатором водовоздушной смеси и...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Завілінський Анатолій Володимирович, Конопатський Василь Леонідович, Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович
МПК: B22D 19/00
Мітки: біметалевих, виливок, спосіб, виготовлення
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб регулювання рівню мениску металу у кристалізаторі при безперервному вертикальному литті заготівок
Номер патенту: 5582
Опубліковано: 28.12.1994
Автори: Шарль Вів, Бернар Форест, Жан-П'єр Ріке
МПК: B22D 11/16
Мітки: литті, безперервному, спосіб, заготівок, мениску, регулювання, кристалізаторі, вертикальному, рівню, металу
Формула / Реферат:
1. Способ регулирования уровня мениска металла в кристаллизаторе при непрерывном вертикальном литье заготовок преимущественно из алюминия и его сплавов, включающий изменение уровня металла путем воздействия на жидкий металл переменным магнитным полем, вектор которого направлен параллельно оси кристаллизатора, отличающийся тем, что, с целью повышения качества отливаемых заготовок за счет уменьшения толщины кортикального слоя и...
Попередній патент: Установка для наплавки деталей рідким металом
Наступний патент: Полімерна композиція
Випадковий патент: Модуль для реалізації типових логічних формул