Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів
Номер патенту: 71522
Опубліковано: 15.11.2004
Автори: Большаков Володимир Іванович, Сисойлов Микола Валентинович, Сисойлов Ігор Миколайович

Формула / Реферат
1. Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів шляхом їх згинання та з'єднання кінців, в полицях яких виконують вирізи, який відрізняється тим, що згинають кутикові елементи уздовж їх ребер полицями назовні з розкриттям вирізів чотирикутної форми, які розташовують симетрично відносно ребра згинання.
2. Спосіб за п.1, який відрізняється тим, що співвідношення величини полиць коригують їх підрізанням чи нарощуванням відповідно до кривизни поверхні оболонки.
Текст
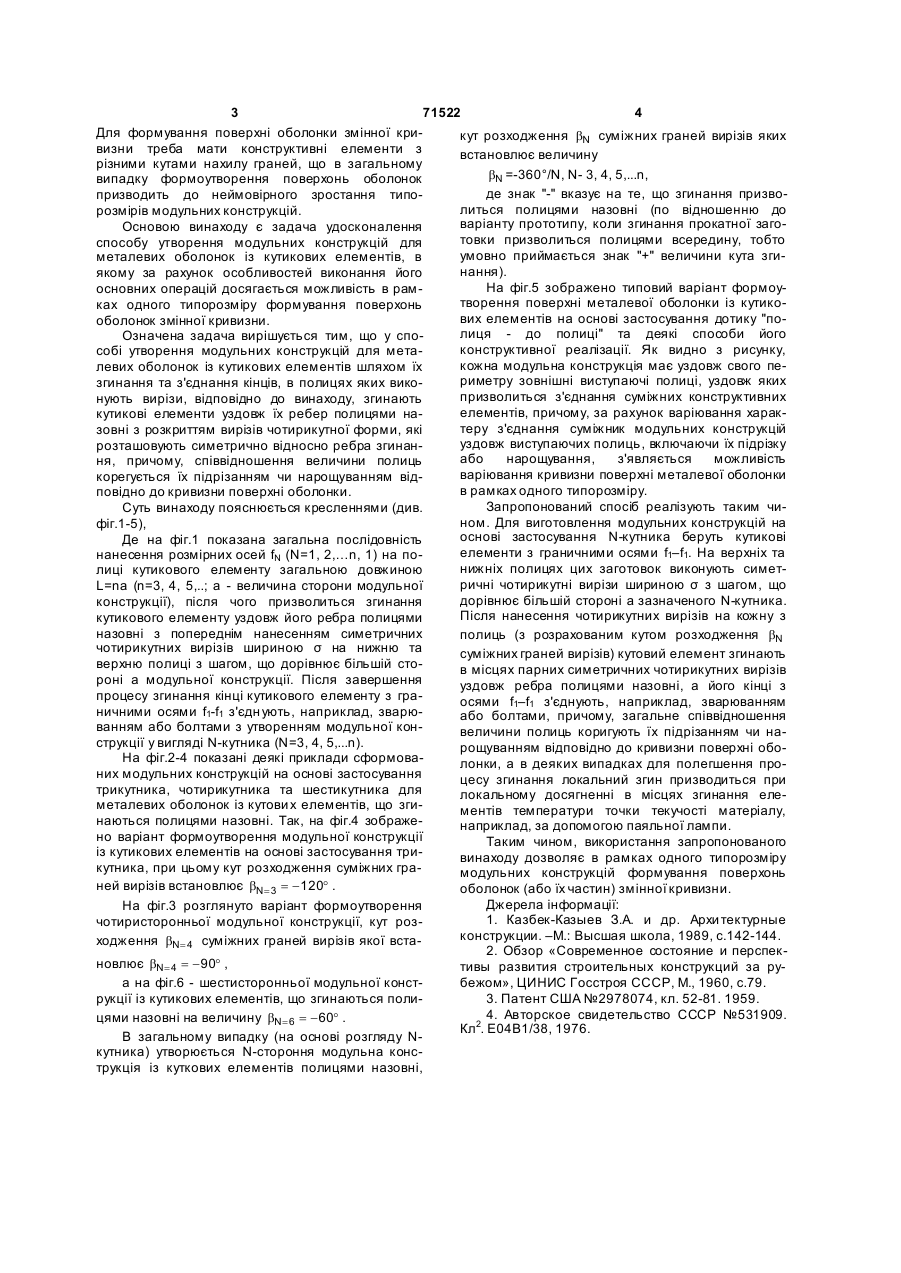
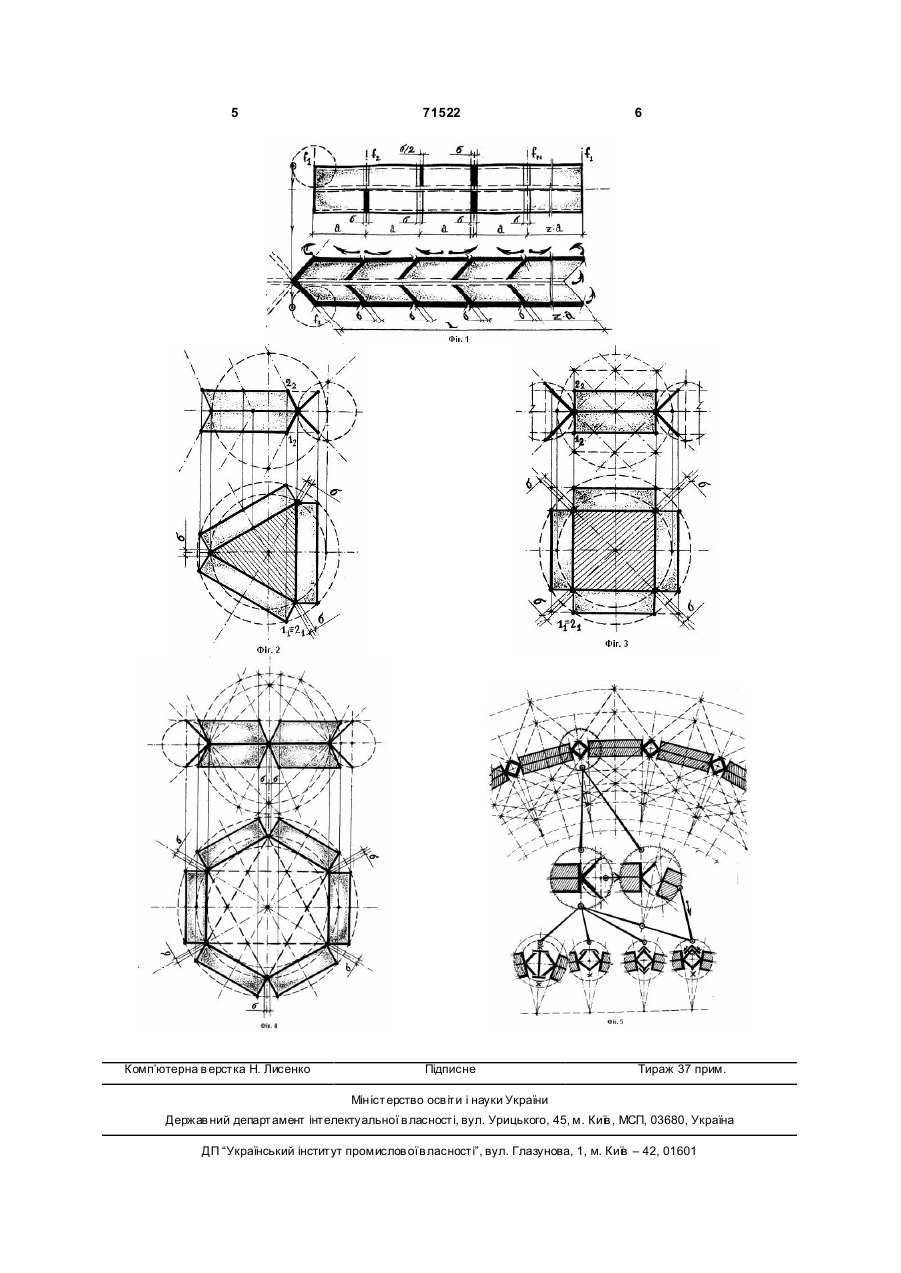
1. Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів шляхом їх згинання та з'єднання кінців, в полицях яких виконують вирізи, який відрізняється тим, що згинають кутикові елементи уздовж їх ребер полицями назовні з розкриттям вирізів чотирикутної форми, які розташовують симетрично відносно ребра згинання. 2. Спосіб за п.1, який відрізняється тим, що співвідношення величини полиць коригують їх підрізанням чи нарощуванням відповідно до кривизни поверхні оболонки. Винахід відноситься до будівництва, а саме до ефективних металевих оболонкових систем, і може бути використаний для перекриття значних прольотів будівель і споруд великої площі промислового та громадського призначення при різноманітному обрисі в плані. Відомі способи утворення металевих модульних конструкцій із однотипних елементів для комбінованих оболонок [1], наприклад, для зірчастого купола із трикутних і шестикутни х плит та стержнів за системою М.С. Туполева. Недоліком цього класу способів формоутворення металевих оболонок є те, що в їх основу покладено використання площинних та прямолінійних елементів, що виконуються без урахування кривизни оболонки. Відомі також способи утворення конструкцій для металевих оболонок із елементів, що зігнені відповідно до кривизни склепіння [2]. Недоліком цих рішень є велика кількість типорозмірів монтажних елементів, число яких збільшується пропорційно збільшенню величині прольоту оболонки. Сюди треба віднести і велику трудомісткість, що пов'язана зі згином елементів в площині найбільшої жорсткості. Відомий також спосіб утворення модульних конструкцій для металевих оболонок із елементів швелерного профілю, що заключається в поєднанні між собою елементів, виконаних відповідно до кривизни склепіння [3]. Цей спосіб не забезпечує отримання в процесі з'єднання модульних конструкцій необхідної заданої кривизни поверхні оболонки, що різко скорочує номенклатур у їх використання. Найбільш близьким до запропонованого є спосіб [4], в якому для отримання поверхні оболонки заданої кривизни в полицях прокатних елементів через інтервали, що дорівнюють стороні модульного конструктивного елемент), виконують парні вирізи, у напрямку яких елементи згинають із площини стінок профілю (тобто вирізами всередину), причому, інтервали між вирізами у верхній та нижній полицях не рівні між собою, за рахунок чого утворюється кут нахилу граней конструктивного елементу з урахуванням кривизни поверхні. Основним недоліком цього способу є те, що з одного типорозміру конструктивного елемента, який має постійний кут нахилу граней, можна сформувати лише поверхню оболонки постійної кривизни, бо з'єднання суміжних конструктивних елементів призволиться уздовж периметру граней. (19) UA (11) 71522 (13) A (21) 20031213385 (22) 31.12.2003 (24) 15.11.2004 (46) 15.11.2004, Бюл. № 11, 2004 р. (72) Большаков Володимир Іванович, Сисойлов Микола Валентинович, Сисойлов Ігор Миколайович (73) ПРИДНІПРОВСЬКА ДЕРЖАВН А АКАДЕМІЯ БУДІВНИЦТВА ТА АРХІТЕКТУРИ, Большаков Володимир Іванович, Сисойлов Микола Валентинович 3 71522 4 Для формування поверхні оболонки змінної крикут розходження bN суміжних граней вирізів яких визни треба мати конструктивні елементи з встановлює величину різними кутами нахилу граней, що в загальному bN =-360°/Ν, Ν- 3, 4, 5,...n, випадку формоутворення поверхонь оболонок де знак "-" вказує на те, що згинання призвопризводить до неймовірного зростання типолиться полицями назовні (по відношенню до розмірів модульних конструкцій. варіанту прототипу, коли згинання прокатної загоОсновою винаходу є задача удосконалення товки призволиться полицями всередину, тобто способу утворення модульних конструкцій для умовно приймається знак "+" величини кута згиметалевих оболонок із кутикових елементів, в нання). якому за рахунок особливостей виконання його На фіг.5 зображено типовий варіант формоуосновних операцій досягається можливість в рамтворення поверхні металевої оболонки із кутикоках одного типорозміру формування поверхонь вих елементів на основі застосування дотику "пооболонок змінної кривизни. лиця - до полиці" та деякі способи його Означена задача вирішується тим, що у споконструктивної реалізації. Як видно з рисунку, собі утворення модульних конструкцій для метакожна модульна конструкція має уздовж свого пелевих оболонок із кутикових елементів шляхом їх риметру зовнішні виступаючі полиці, уздовж яких згинання та з'єднання кінців, в полицях яких викопризволиться з'єднання суміжних конструктивних нують вирізи, відповідно до винаходу, згинають елементів, причому, за рахунок варіювання хараккутикові елементи уздовж їх ребер полицями натеру з'єднання суміжник модульних конструкцій зовні з розкриттям вирізів чотирикутної форми, які уздовж виступаючих полиць, включаючи їх підрізку розташовують симетрично відносно ребра згинанабо нарощування, з'являється можливість ня, причому, співвідношення величини полиць варіювання кривизни поверхні металевої оболонки корегується їх підрізанням чи нарощуванням відв рамках одного типорозміру. повідно до кривизни поверхні оболонки. Запропонований спосіб реалізують таким чиСуть винаходу пояснюється кресленнями (див. ном. Для виготовлення модульних конструкцій на фіг.1-5), основі застосування N-кутника беруть кутикові Де на фіг.1 показана загальна послідовність елементи з граничними осями f1–f1. На верхніх та нанесення розмірних осей fN (N=1, 2,…n, 1) на понижніх полицях цих заготовок виконують симетлиці кутикового елементу загальною довжиною ричні чотирикутні вирізи шириною σ з шагом, що L=nа (n=3, 4, 5,..; а - величина сторони модульної дорівнює більшій стороні а зазначеного N-кутника. конструкції), після чого призволиться згинання Після нанесення чотирикутних вирізів на кожну з кутикового елементу уздовж його ребра полицями назовні з попереднім нанесенням симетричних полиць (з розрахованим кутом розходження bN чотирикутних вирізів шириною σ на нижню та суміжних граней вирізів) кутовий елемент згинають верхню полиці з шагом, що дорівнює більшій стов місцях парних симетричних чотирикутних вирізів роні а модульної конструкції. Після завершення уздовж ребра полицями назовні, а його кінці з процесу згинання кінці кутикового елементу з граосями f1–f1 з'єднують, наприклад, зварюванням ничними осями f1-f1 з'єдн ують, наприклад, зварюабо болтами, причому, загальне співвідношення ванням або болтами з утворенням модульної конвеличини полиць коригують їх підрізанням чи наструкції у вигляді N-кутника (N=3, 4, 5,...n). рощуванням відповідно до кривизни поверхні обоНа фіг.2-4 показані деякі приклади сформовалонки, а в деяких випадках для полегшення проних модульних конструкцій на основі застосування цесу згинання локальний згин призводиться при трикутника, чотирикутника та шестикутника для локальному досягненні в місцях згинання елеметалевих оболонок із кутови х елементів, що згиментів температури точки текучості матеріалу, наються полицями назовні. Так, на фіг.4 зображенаприклад, за допомогою паяльної лампи. но варіант формоутворення модульної конструкції Таким чином, використання запропонованого із кутикових елементів на основі застосування тривинаходу дозволяє в рамках одного типорозміру кутника, при цьому кут розходження суміжних грамодульних конструкцій формування поверхонь ней вирізів встановлює bN= 3 = - 120° . оболонок (або їх частин) змінної кривизни. Джерела інформації: На фіг.3 розглянуто варіант формоутворення 1. Казбек-Казыев З.А. и др. Архи тектурные чотиристоронньої модульної конструкції, кут розконструкции. –М.: Высшая школа, 1989, с.142-144. ходження bN= 4 суміжних граней вирізів якої вста2. Обзор «Современное состояние и перспекновлює bN= 4 = - 90° , тивы развития строительных конструкций за руа на фіг.6 - шестисторонньої модульної констбежом», ЦИНИС Госстроя СССР, М., 1960, с.79. рукції із кутикових елементів, що згинаються поли3. Патент США №2978074, кл. 52-81. 1959. 4. Авторское свидетельство СССР №531909. цями назовні на величину bN=6 = - 60° . Кл2. Е04В1/38, 1976. В загальному випадку (на основі розгляду Nкутника) утворюється Ν-стороння модульна конструкція із куткових елементів полицями назовні, 5 Комп’ютерна в ерстка Н. Лисенко 71522 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to form module structures for metal shells made of angle elements
Автори англійськоюBolshakov Volodymyr Ivanovych
Назва патенту російськоюСпособ образования модульных конструкций для металлических оболочек из уголковых элементов
Автори російськоюБольшаков Владимир Иванович
МПК / Мітки
МПК: E04B 1/38
Мітки: оболонок, кутикових, утворення, спосіб, конструкцій, модульних, металевих, елементів
Код посилання
<a href="https://ua.patents.su/3-71522-sposib-utvorennya-modulnikh-konstrukcijj-dlya-metalevikh-obolonok-iz-kutikovikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення модульних конструкцій для металевих оболонок із кутикових елементів</a>
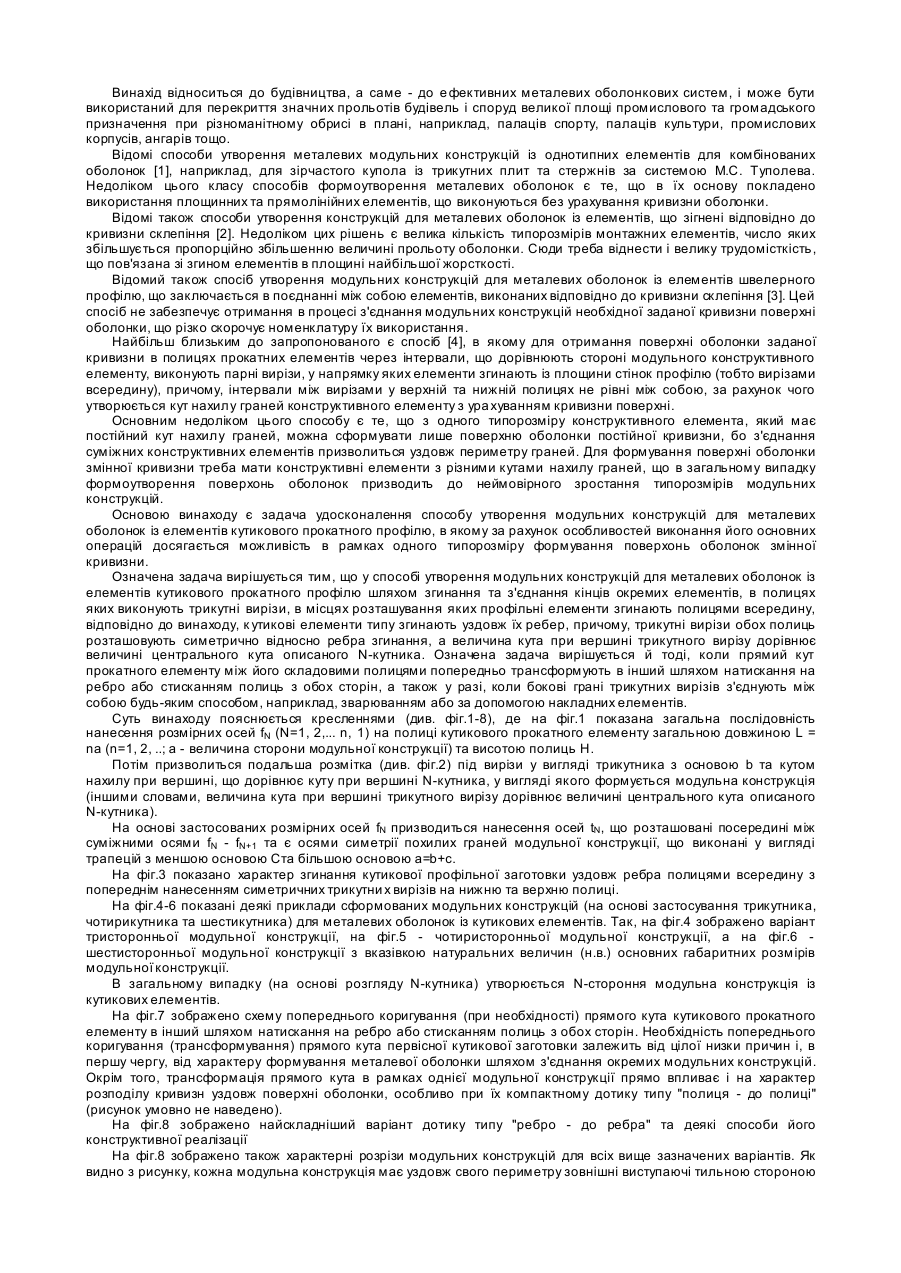
Спосіб утворення модульних конструкцій для металевих оболонок із елементів кутикового прокатного профілю
Номер патенту: 70257
Опубліковано: 15.09.2004
Автори: Большаков Володимир Іванович, Сисойлов Микола Валентинович, Сисойлов Ігор Миколайович
МПК: E04B 1/38
Мітки: кутикового, профілю, спосіб, оболонок, конструкцій, металевих, прокатного, утворення, модульних, елементів
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів кутикового прокатного профілю шляхом згинання та з'єднання кінців окремих елементів, в полицях яких виконують трикутні вирізи, в місцях розташування яких профільні елементи згинають полицями всередину, який відрізняється тим, що кутикові елементи згинають уздовж їх ребер, причому трикутні вирізи обох полиць розташовують симетрично відносно ребра згинання, а величина...
Вузлове з’єднання елементів з труб металевих просторових конструкцій
Номер патенту: 44976
Опубліковано: 15.03.2002
Автори: Гібаленко Олександр Миколаєвич, Черних Інна Юріївна, Корольов Володимир Петрович
МПК: E04B 1/58
Мітки: вузлове, конструкцій, труб, металевих, з'єднання, просторових, елементів
Формула / Реферат:
Вузлове з'єднання елементів з труб металевих просторових конструкцій, яке має у своєму складі пусте кульове ядро, що виконане з штампованих напівкульок, зварених між собою автоматичною зваркою, до якого приварені трубчасті стрижні згідно з розташуванням стрижневих елементів у просторовій конструкції, яке відрізняється тим, що вузлове з‘єднання виконано розбірним, для чого воно має спеціальні болти, гайку та фігурну шайбу, всі трубчасті...
Спосіб з’єднання тонкостінних елементів металевих конструкцій припоєм
Номер патенту: 18500
Опубліковано: 25.12.1997
Автори: Головня Вадим Вадимович, Кльонишев Вадим Володимирович, Маштаков Микола Михайлович, Колодятний Анатолій Вікторович
МПК: B81C 3/00
Мітки: тонкостінних, припоєм, конструкцій, металевих, елементів, спосіб, з'єднання
Формула / Реферат:
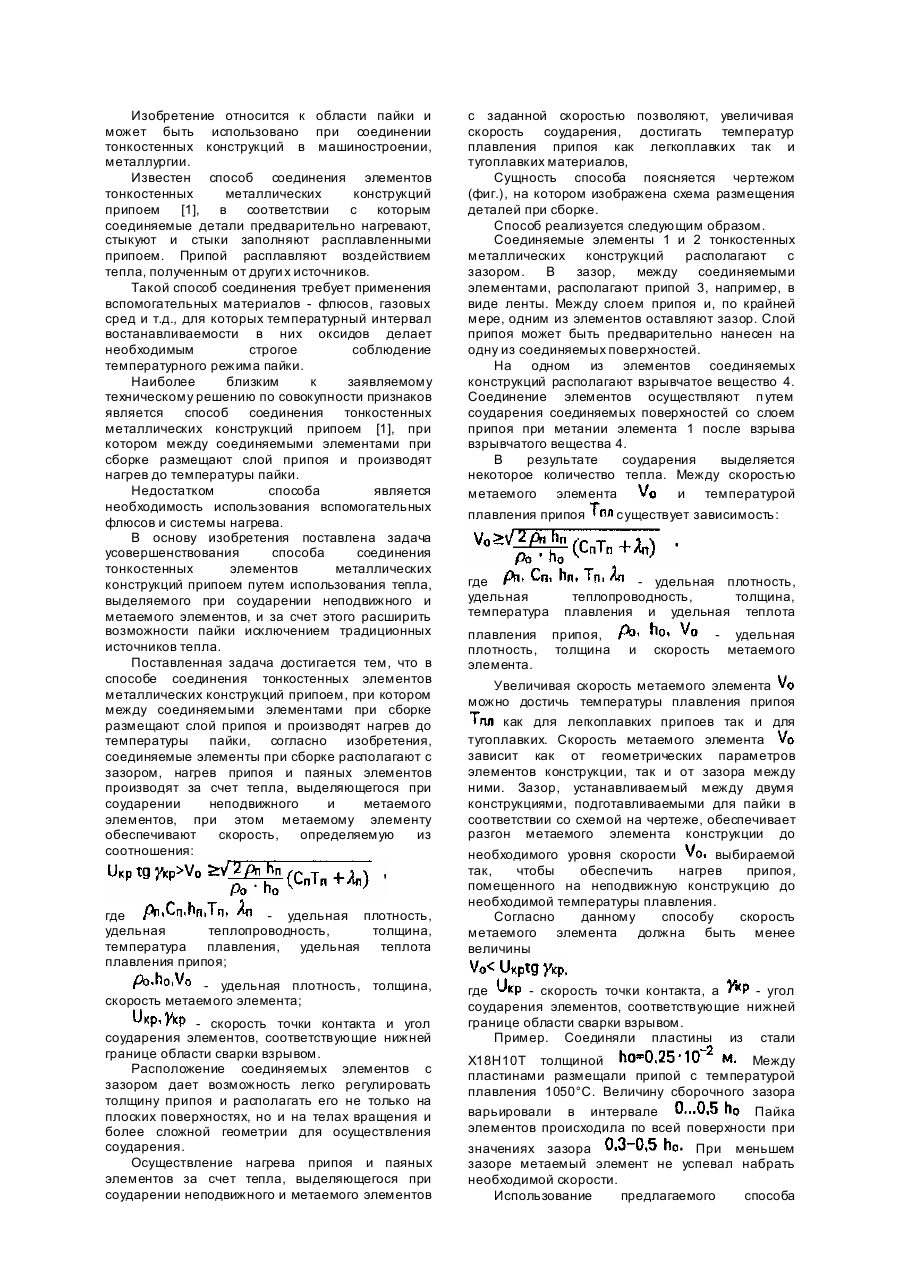
Способ соединения тонкостенных элементов металлических конструкций припоем, при котором между соединяемыми элементами при сборке размещают слой припоя и производят нагрев до температуры пайки, отличающийся тем, что соединяемые элементы при сборке располагают с зазором, нагрев припоя и паяемых элементов производят за счет тепла, выделяющегося при соударении неподвижного и метаемого элементов, при этом метаемому элементу обеспечивают скорость,...
Композиція для одержання захисного покриття металевих елементів залізобетонних будівельних конструкцій
Номер патенту: 2547
Опубліковано: 26.12.1994
Автори: Січкар Ольга Миколаївна, Квятковська Валентина Василівна, Терліковський Євгеній Васильович
МПК: C04B 12/00
Мітки: залізобетонних, покриття, захисного, будівельних, металевих, одержання, композиція, елементів, конструкцій
Формула / Реферат:
Композиция для получения защитного покрытия металлических элементов железобетонных строительных конструкций, включающая силикат щелочного металла, цинковый порошок, добавку и воду, отличающаяся тем, что она содержит в качестве добавки бутадиен-стирольный латекс при следующем соотношении компонентов, (в мас., %): Силикат щелочного металла 7,82-8,03 Цинковый порошок 75,58-77,40 ...
Спосіб контролю герметичності оболонок тепловидільних елементів ядерного енергетичного реактора і пристрій для його здійснення
Номер патенту: 30835
Опубліковано: 15.12.2000
Автори: Назаренко Аскольд Федорович, Максимов Максим Вітальович, Давиденко Леонід Андрійович, Білей Данко Васильович, Покора Ігор Миколайович
МПК: G01N 29/04
Мітки: спосіб, реактора, контролю, тепловидільних, елементів, здійснення, оболонок, енергетичного, герметичності, пристрій, ядерного
Текст:
...герметичності оболонок тепловидільних елементів ядерного енергетичного реактора і, таким чином, забезпечити експресаналіз герметичності оболонок, спростити обробку вимірювань та зменшити енергетичні витрати. В основу винаходу також поставлено завдання створити такий пристрій для здійснення запропонованого способу, у якому нова конструкція і нові зв'язки дозволяють зменшити енергетичні затрати та скоротити час проведення контролю....
Попередній патент: Малоімпульсний насос
Наступний патент: Спосіб утворення модульних конструкцій для металевих оболонок із листової стрічки
Випадковий патент: Радіометричний пристрій для визначення спектральних характеристик матеріалів в низькоінтенсивних електромагнітних полях