Спосіб з’єднання тонкостінних елементів металевих конструкцій припоєм
Номер патенту: 18500
Опубліковано: 25.12.1997
Автори: Головня Вадим Вадимович, Колодятний Анатолій Вікторович, Маштаков Микола Михайлович, Кльонишев Вадим Володимирович
Формула / Реферат
Способ соединения тонкостенных элементов металлических конструкций припоем, при котором между соединяемыми элементами при сборке размещают слой припоя и производят нагрев до температуры пайки, отличающийся тем, что соединяемые элементы при сборке располагают с зазором, нагрев припоя и паяемых элементов производят за счет тепла, выделяющегося при соударении неподвижного и метаемого элементов, при этом метаемому элементу обеспечивают скорость, определяемую из соотношения
где - удельная плотность, удельная теплопроводность, толщина, температура плавления, удельная теплота плавления припоя;
- удельная плотность, толщина, скорость метаемого элемента;
- скорость точки контакта и угол соударения элементов, соответствующие нижней границе области сварки взрывом.
Текст
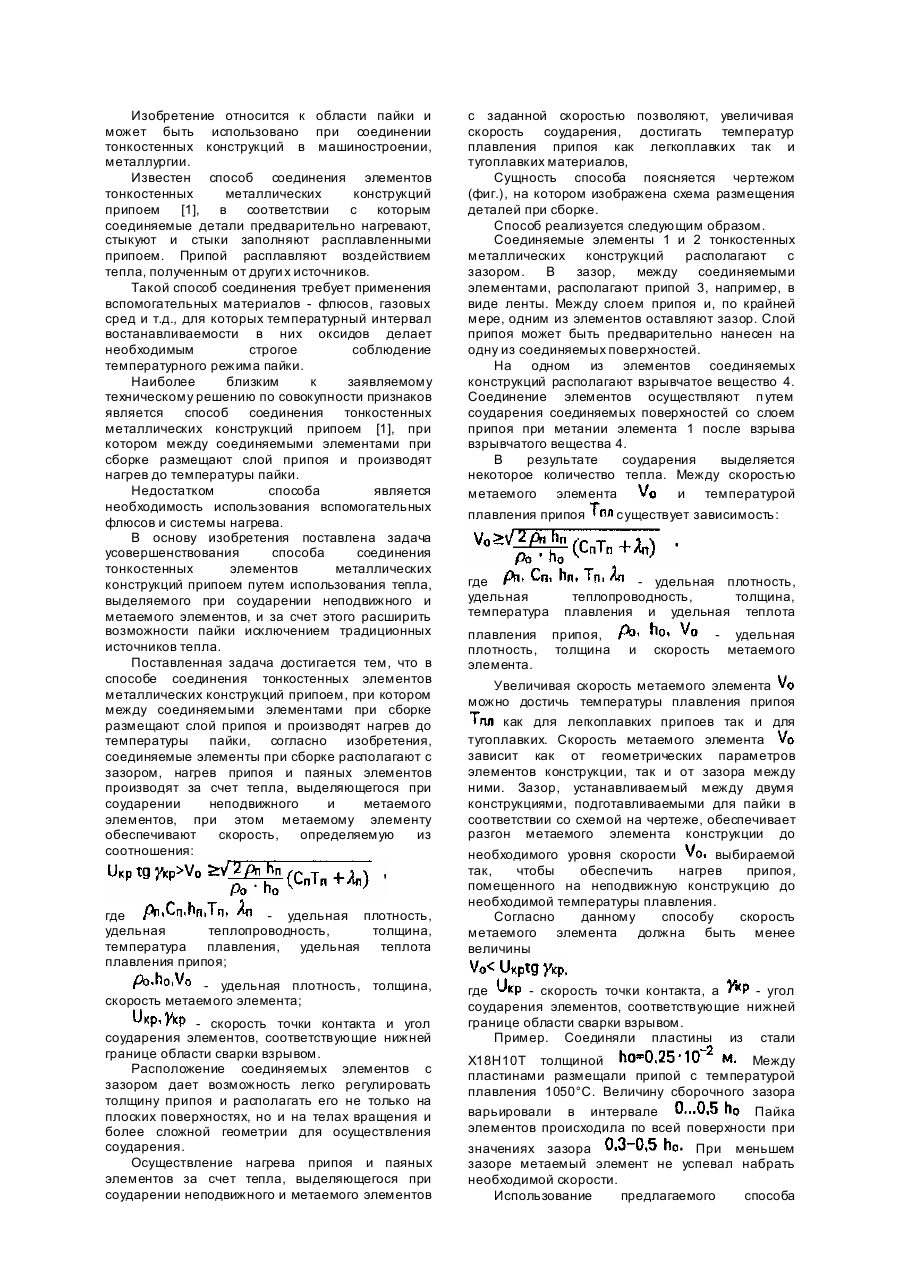
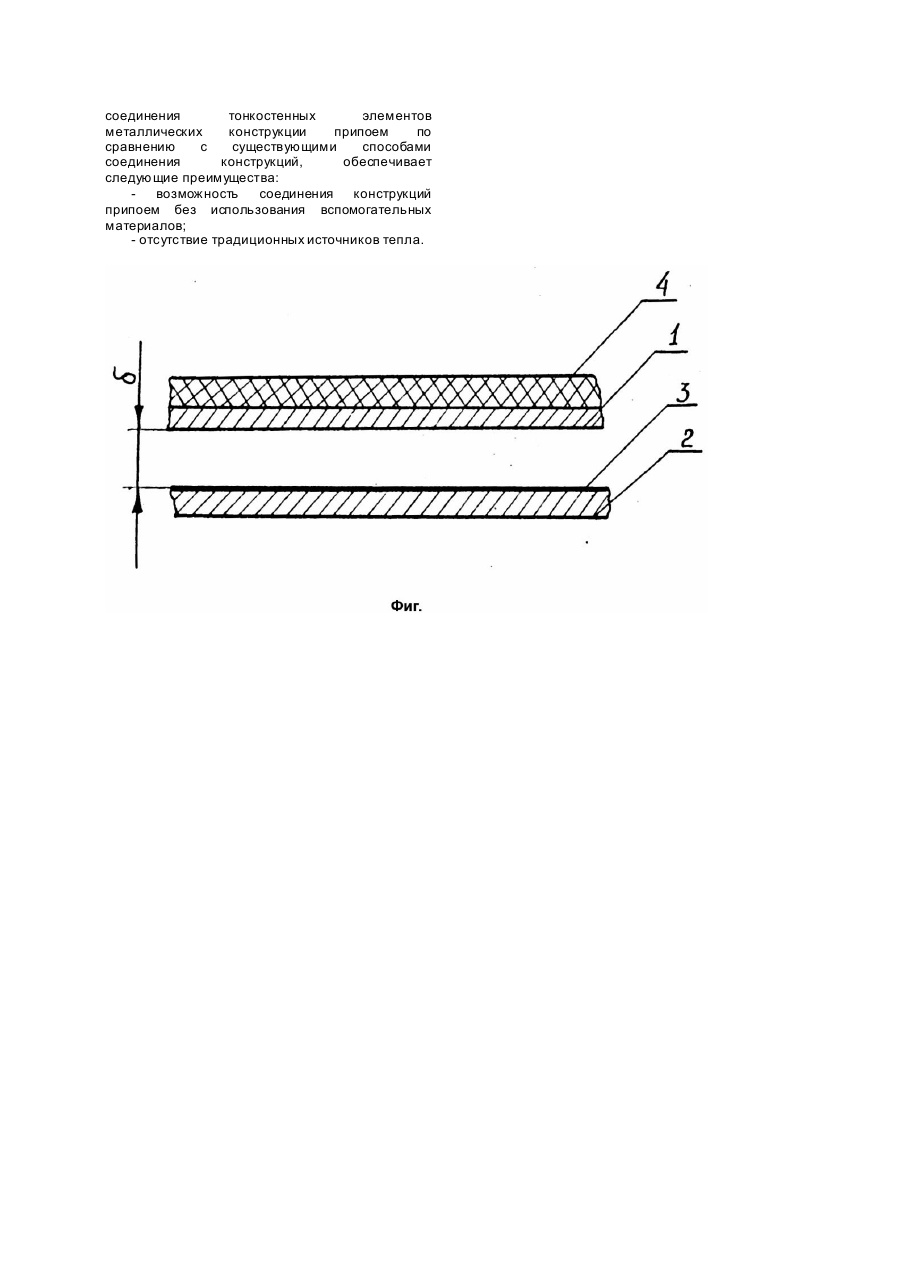
Изобретение относится к области пайки и может быть использовано при соединении тонкостенных конструкций в машиностроении, металлургии. Известен способ соединения элементов тонкостенных металлических конструкций припоем [1], в соответствии с которым соединяемые детали предварительно нагревают, стыкуют и стыки заполняют расплавленными припоем. Припой расплавляют воздействием тепла, полученным от други х источников. Такой способ соединения требует применения вспомогательных материалов - флюсов, газовых сред и т.д., для которых температурный интервал востанавливаемости в них оксидов делает необходимым строгое соблюдение температурного режима пайки. Наиболее близким к заявляемому техническому решению по совокупности признаков является способ соединения тонкостенных металлических конструкций припоем [1], при котором между соединяемыми элементами при сборке размещают слой припоя и производят нагрев до температуры пайки. Недостатком способа является необходимость использования вспомогательных флюсов и системы нагрева. В основу изобретения поставлена задача усовершенствования способа соединения тонкостенных элементов металлических конструкций припоем путем использования тепла, выделяемого при соударении неподвижного и метаемого элементов, и за счет этого расширить возможности пайки исключением традиционных источников тепла. Поставленная задача достигается тем, что в способе соединения тонкостенных элементов металлических конструкций припоем, при котором между соединяемыми элементами при сборке размещают слой припоя и производят нагрев до температуры пайки, согласно изобретения, соединяемые элементы при сборке располагают с зазором, нагрев припоя и паяных элементов производят за счет тепла, выделяющегося при соударении неподвижного и метаемого элементов, при этом метаемому элементу обеспечивают скорость, определяемую из соотношения: где - удельная плотность, удельная теплопроводность, толщина, температура плавления, удельная теплота плавления припоя; - удельная плотность, толщина, скорость метаемого элемента; - скорость точки контакта и угол соударения элементов, соответствующие нижней границе области сварки взрывом. Расположение соединяемых элементов с зазором дает возможность легко регулировать толщину припоя и располагать его не только на плоских поверхностях, но и на телах вращения и более сложной геометрии для осуществления соударения. Осуществление нагрева припоя и паяных элементов за счет тепла, выделяющегося при соударении неподвижного и метаемого элементов с заданной скоростью позволяют, увеличивая скорость соударения, достигать температур плавления припоя как легкоплавких так и тугоплавких материалов, Сущность способа поясняется чертежом (фиг.), на котором изображена схема размещения деталей при сборке. Способ реализуется следующим образом. Соединяемые элементы 1 и 2 тонкостенных металлических конструкций располагают с зазором. В зазор, между соединяемыми элементами, располагают припой 3, например, в виде ленты. Между слоем припоя и, по крайней мере, одним из элементов оставляют зазор. Слой припоя может быть предварительно нанесен на одну из соединяемых поверхностей. На одном из элементов соединяемых конструкций располагают взрывчатое вещество 4. Соединение элементов осуществляют п утем соударения соединяемых поверхностей со слоем припоя при метании элемента 1 после взрыва взрывчатого вещества 4. В результате соударения выделяется некоторое количество тепла. Между скоростью метаемого элемента и температурой плавления припоя существует зависимость: где удельная температура - удельная плотность, теплопроводность, толщина, плавления и удельная теплота плавления припоя, - удельная плотность, толщина и скорость метаемого элемента. Увеличивая скорость метаемого элемента можно достичь температуры плавления припоя как для легкоплавких припоев так и для тугоплавких. Скорость метаемого элемента зависит как от геометрических параметров элементов конструкции, так и от зазора между ними. Зазор, устанавливаемый между двумя конструкциями, подготавливаемыми для пайки в соответствии со схемой на чертеже, обеспечивает разгон метаемого элемента конструкции до необходимого уровня скорости выбираемой так, чтобы обеспечить нагрев припоя, помещенного на неподвижную конструкцию до необходимой температуры плавления. Согласно данному способу скорость метаемого элемента должна быть менее величины где - скорость точки контакта, a - угол соударения элементов, соответствующие нижней границе области сварки взрывом. Пример. Соединяли пластины из стали Х18Н10Т толщиной Между пластинами размещали припой с температурой плавления 1050°C. Величину сборочного зазора варьировали в интервале Пайка элементов происходила по всей поверхности при значениях зазора При меньшем зазоре метаемый элемент не успевал набрать необходимой скорости. Использование предлагаемого способа соединения тонкостенных элементов металлических конструкции припоем по сравнению с существующими способами соединения конструкций, обеспечивает следующие преимущества: возможность соединения конструкций припоем без использования вспомогательных материалов; - отсутствие традиционных источников тепла.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of connecting the thin-walled elements of metal structures by solder
Автори англійськоюHolovnia Vadym Vadymovych, Kolodiatnyi Anatolii Viktorovych, Klionyshev Vadym Volodymyrovych, Mashtakov Mykola Mykhailovych
Назва патенту російськоюСпособ соединения тонкостенных элементов металлических конструкций припоем
Автори російськоюГоловня Вадим Вадимович, Колодятный Анатолий Викторович, Кленышев Вадим Владимирович, Маштаков Николай Михайлович
МПК / Мітки
МПК: B81C 3/00
Мітки: припоєм, тонкостінних, елементів, з'єднання, металевих, спосіб, конструкцій
Код посилання
<a href="https://ua.patents.su/2-18500-sposib-zehdnannya-tonkostinnikh-elementiv-metalevikh-konstrukcijj-pripoehm.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання тонкостінних елементів металевих конструкцій припоєм</a>
Спосіб нерознімного з’єднання металічних конструкційних елементів зварюванням плавленням
Номер патенту: 21033
Опубліковано: 07.10.1997
Автори: Кльонишев Вадим Володимирович, Головня Вадим Вадимович, Колодяжний Анатолій Вікторович, Маштаков Микола Михайлович
МПК: B23K 9/23
Мітки: зварюванням, нерознімного, конструкційних, плавленням, елементів, металічних, спосіб, з'єднання
Формула / Реферат:
Способ неразъемного соединения металлических конструкционных элементов, включающих сварку плавлением, при котором в зазор между соединяемыми поверхностями конструкционных элементов помещают тонкую прокладку, а сварку проводят с образованием торцевого шва или шва внахлестку, отличающийся тем, что в качестве материала прокладки используют припой для данной пары металлических конструкционных элементов, а сварку плавлением проводят одновременно с...
Композиція для одержання захисного покриття металевих елементів залізобетонних будівельних конструкцій
Номер патенту: 2547
Опубліковано: 26.12.1994
Автори: Квятковська Валентина Василівна, Терліковський Євгеній Васильович, Січкар Ольга Миколаївна
МПК: C04B 12/00
Мітки: металевих, покриття, одержання, залізобетонних, захисного, композиція, будівельних, конструкцій, елементів
Формула / Реферат:
Композиция для получения защитного покрытия металлических элементов железобетонных строительных конструкций, включающая силикат щелочного металла, цинковый порошок, добавку и воду, отличающаяся тем, что она содержит в качестве добавки бутадиен-стирольный латекс при следующем соотношении компонентов, (в мас., %): Силикат щелочного металла 7,82-8,03 Цинковый порошок 75,58-77,40 ...
Пристосування для захисту виступаючих елементів конструкцій при фарбуванні поверхонь
Номер патенту: 17768
Опубліковано: 20.05.1997
Автор: Чеботарьов Григорій Аврамович
МПК: B05B 15/04
Мітки: поверхонь, пристосування, конструкцій, фарбуванні, захисту, елементів, виступаючих
Формула / Реферат:
Приспособление для защиты выступающих элементов конструкций при окраске поверхностей, содержащее покрывной элемент в виде развертки усеченного конуса, имеющей средства фиксации в свернутом положении, отличающееся тем, что покрывной элемент выполнен в виде двух слоев ткани с закрепленными между слоями клинообразными пластинами.
Спосіб різання металевих конструкцій хвилями напружень
Номер патенту: 15706
Опубліковано: 30.06.1997
Автори: Волгін Леонід Олександрович, Скорий Микола Савович, Лашкевич Вячеслав Георгійович, Пасічник Володимир Дмитрович
МПК: B21D 26/08, B26F 3/00
Мітки: спосіб, конструкцій, різання, хвилями, напружень, металевих
Формула / Реферат:
(57) Способ резки металлических конструкций волнами напряжений, включающий выполнение на одной из поверхностей разрезаемой конструкции линейного надреза, установку на поверхности конструкции симметрично относительно плоскости, перпендикулярной этой поверхности и проходящей через надрез и параллельно ему, двух одинаковых рабочих контактных зарядов взрывчатого вещества и последующее одновременное инициирование этих зарядов, отличающийся тем,...
Спосіб різання металевих конструкцій хвилями напруг, що генеруються вибухом
Номер патенту: 12768
Опубліковано: 28.02.1997
Автори: Пасічник Володимир Дмитрович, Скорий Микола Савович, Волгін Леонід Олександрович, Лашкевич Вячеслав Георгійович
МПК: B26F 3/00, B21D 26/08
Мітки: металевих, конструкцій, напруг, вибухом, спосіб, генеруються, хвилями, різання
Текст:
...сторонах изделия с некоторым смещением и инициируют их одновременно [1]. Цель - осуществление резки с заранее заданным на погонный метр реза расходом 5 взрывчатого вещества. На фиг*1 изображена металлическая пластина 1, толщина которой составляет толщину разрезаемой конструкции с предварительно выполненным непрерывным 10 контрольным надрезом, глубина которого обозначенная линией АА' равномерно увеличивается до максимальной величины равной...
Попередній патент: Верстат для динамічного балансування вертикальних роторів
Наступний патент: Спосіб виготовлення замкнутих профілів
Випадковий патент: Стопорна гайка