Спосіб управління процесом термозміцнення прокату з прокатного нагрівання
Номер патенту: 71817
Опубліковано: 15.12.2004
Автори: Карпинський Юрій Пантелеймонович, Бабенко Михайло Антонович, Щур Віталій Андрійович, Куваєв Володимир Миколайович, Іванов Дмитро Олексійович, Сокуренко Анатолій Валентинович, Чигринський Володимир Олександрович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович

Формула / Реферат
Спосіб управління процесом термозміцнення прокату з прокатного нагрівання, який включає попереднє задання величини магнітної фази та вимірювання її фактичної величини на виході прокату з установки примусового охолодження і визначення відхилення величини магнітної фази від попередньо заданої величини, управління мірою охолодження прокату, який відрізняється тим, що попередньо задають середньомасову температуру прокату після примусового охолодження, завдають відношення відхилень величини магнітної фази та середньомасової температури від попередньо заданих величин, вимірюють температуру прокату після її вирівнювання по перерізу прокату та визначають відхилення температури від попередньо заданої середньомасової температури і управляють мірою охолодження прокату таким чином, щоб поточне відношення відхилень температури і величини магнітної фази дорівнювало попередньо заданій величині відношення.
Текст
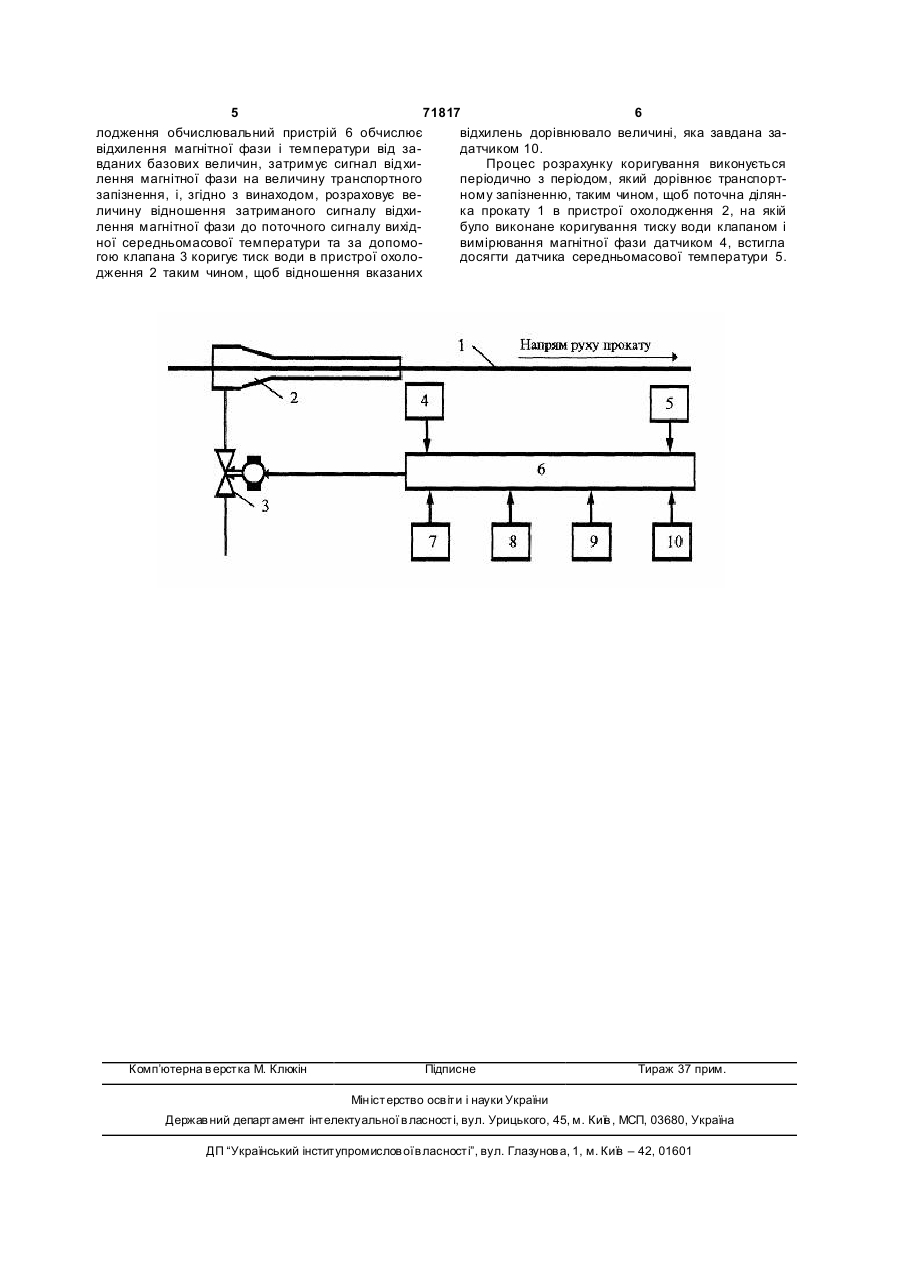
Спосіб управління процесом термозміцнення прокату з прокатного нагрівання, який включає попереднє задання величини магнітної фази та 3 71817 4 няно з обсягом усієї плавки (150-200 т) і тому некоефіцієнти. точно відображує хімічний склад сталі при недоРегресійна модель відхилення магнітної фази статньому перемішуванні в розпивочному ковші. DM має вигляд: По - друге, при застиганні злитків (масою більше 7DM = - b1 × DT - b2 × DC , (2) 8 т) концентрація домішок (вуглецю та ін.) збільде b1, b2 - регресійні коефіцієнти. шується у напрямку з донної до верхньої частини злитків. Таким чином, склад домішок у сталі тих Виключаючи з рівнянь (1) та (2) величину D C , заготовок, які вироблені зі злитків і прокатуються маємо: на безперервному стані (масою 0,5 т), дещо відріæ a a ×b ö зняється від плавочного складу. Це призводить до Ds = - 2 × D M - ç a1 + 2 1 ÷ × DT . (3) ç b2 b2 ÷ того, що в розрахунковій моделі величина вуглеè ø цевого еквіваленту фактично є не постійною, а З рівняння (3) можна одержати умову, при якій змінною величиною, внаслідок чого точність розвідхилення Ds = 0 , тобто границя міцності доріврахунку і, відповідно, управління механічними вланює завданій: стивостями термозміцненного прокату виявляютьæ DM b ×a ö ся недостатніми. = - ç b1 + 2 1 ÷ = R . (4) ç DT a2 ÷ В основу винаходу поставлена задача удоскоè ø налення способу управління процесом термозміцТаким чином, відповідно до винаходу, поперенення прокату, у якому підвищення точності видньо розраховують на основі регресійних коефіцізначення механічних властивостей готового проєнтів рівнянь (1) та (2) величину відношення R (4) кату забезпечується шляхом урахування фактичта управляють мірою охолодження прокату в такій ного вмісту домішок у сталі (вуглецю та ін.) на осспосіб, щоб підтримувати це відношення на понові вимірювання величин магнітної фази та темстійному рівні: ператури прокату після її вирівнювання по переріНа Фіг. представлена одна з можливих спрозу. щених схем пристрою для здійснення запропоноПоставлена задача досягається тим, що в ваного способу. способі управління процесом термозміцнення проНа Фіг. подані: 1 - прокат; 2 - о холоджувальний кату з прокатного нагрівання, якій вміщує поперепристрій - форсунка з трубчатою камерою охолоднє завдання величини магнітної фази та вимірюдження; 3 - пристрій для управління мірою охоловання її фактичної величини на виході прокату з дження (наприклад, дроселюючий гідравлічний установки примусового охолодження і визначення клапан з електроприводом); 4 - датчик магнітної відхилення величини магнітної фази від поперефази, розташований безпосередньо на виході кадньо завданої величини, управління мірою охоломери охолодження; 5 - датчик середньомасової дження прокату, який відрізняється тим, що попетемператури прокату після охолодження (наприредньо завдають середньомасову температуру клад, датчик температури, що вимірює температупрокату після примусового охолодження, завдають ру прокату у приймальному жолобі на холодильвідношення відхилень величини магнітної фази та нику стану - для вирівнювання температури по середньомасової температури від попередньо перерізу прокату практично достатньо 7-8 с. від заданих величин, вимірюють температур у прокату моменту закінчення охолодження); 6 - обчислювапісля її вирівнювання по перерізу прокату та вильний пристрій; 7 - задатчик базової величини гразначають відхилення температури від попередньо ниці міцності прокату; 8 - задатчик базової величизавданої середньомасової температури і управни магнітної фази; 9 - задатчик базової величини ляють мірою охолодження прокату таким чином, середньомасової температури; 10 - задатчик відщоб поточне відношення відхилень температури і ношення відхилень магнітної фази і середньомавеличини магнітної фази дорівнювало попередньо сової температури. завданій величині відношення. Спосіб реалізується такім чином. Сукупність істотних ознак дозволяє одержати До початку прокатки за допомогою задатчиків технічний результат завдяки непрямому ура хуван7, 8, 9 та 10 завдають базові величини потрібної ню хімічного складу сталі на основі фактичного границі міцності, магнітної фази, середньомасової вимірювання величини магнітної фази й температемператури та відношення їх відхилень (рівняння тури прокату після охолодження. Характерною 4). При цьому обчислювальний пристрій 6 згідно з рисою даного способу є підтримання на заданому базою даних за технологічною інструкцією для рівні саме відношення відхилень величини магнітзавданої величини границі міцності подає команду ної фази і температури прокату від завданих, при приводу клапана 3 для встановлення потрібного яких механічні властивості дорівнюють завданим. тиску води. Спосіб базується на таких підставах. Після початку прокатки і примусового охолоРегресійна модель відхилення показника медження передньої ділянки прокату 1 в пристрої 2 ханічної властивості термозміцненного прокату з'являється сигнал на виході датчика магнітної Ds (наприклад, границі міцності) має вигляд: фази 4, а через час транспортного запізнення від датчика магнітної фази 4 до датчика середньомаDs = - a1 × DT - a2 × DC , (1) сової температури 5 з'являється сигнал і на виході де: DT - відхилення средньомасової темпераостаннього. тури прокату після вирівнювання по перерізу, так Обчислювальний пристрій 6, куди надходять званої температури самовідпускання; D C - відхисигнали датчиків 4 і 5, вимірює величину трансполення вуглецевого еквіваленту сталі, який врахортного запізнення за різницю в часі з'явлення цих вує також інші домішки в сталі; a1, a2 - регресійні сигналів і запам'ятовує її. В процесі прокатки і охо 5 71817 6 лодження обчислювальний пристрій 6 обчислює відхилень дорівнювало величині, яка завдана завідхилення магнітної фази і температури від задатчиком 10. вданих базових величин, затримує сигнал відхиПроцес розрахунку коригування виконується лення магнітної фази на величину транспортного періодично з періодом, який дорівнює транспортзапізнення, і, згідно з винаходом, розраховує веному запізненню, таким чином, щоб поточна ділянличину відношення затриманого сигналу відхика прокату 1 в пристрої охолодження 2, на якій лення магнітної фази до поточного сигналу вихідбуло виконане коригування тиску води клапаном і ної середньомасової температури та за допомовимірювання магнітної фази датчиком 4, встигла гою клапана 3 коригує тиск води в пристрої охолодосягти датчика середньомасової температури 5. дження 2 таким чином, щоб відношення вказаних Комп’ютерна в ерстка М. Клюкін Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститупромислов ої в ласності”, вул. Глазунов а, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl method of thermal strengthening process of rolled metal of rolling heating
Автори англійськоюBabenko Mykhailo Antonovych, Kekukh Anatolii Volodymyrovych, Kostiuchenko Mykhailo Ivanovych, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Shchur Vitalii Andriiovych
Назва патенту російськоюСпособ управления процессом термоупрочнения проката из прокатного нагрева
Автори російськоюБабенко Михаил Антонович, Кэкух Анатолий Владимирович, Костюченко Михаил Иванович, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Щур Виталий Андреевич
МПК / Мітки
МПК: B21B 37/28, C21D 11/00
Мітки: нагрівання, управління, прокатного, спосіб, прокату, процесом, термозміцнення
Код посилання
<a href="https://ua.patents.su/3-71817-sposib-upravlinnya-procesom-termozmicnennya-prokatu-z-prokatnogo-nagrivannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління процесом термозміцнення прокату з прокатного нагрівання</a>
Спосіб управління процесом виробництва конвертерної сталі
Номер патенту: 49279
Опубліковано: 16.09.2002
Автори: Козирєв Михайло Іванович, Поліський Юрій Давидович, Скіпа Михайло Іванович
Мітки: конвертерної, процесом, управління, спосіб, виробництва, сталі
Формула / Реферат:
Спосіб управління процесом виробництва конвертерної сталі для отримання потрібної температури у кінці продувки плавки, шихта якої включає шлакоутворювальні компоненти по поліпшенню вязкості шлаку та його реактивної здатності, використання програмного сигналу, який базується на обробці статистичних даних про необхідний склад та кількість компонентів основного охолоджувача у попередніх плавках на даному агрегаті, та сигналу первинної корекції,...
Спосіб автоматичного управління процесом збагачення рудних корисних копалин
Номер патенту: 34888
Опубліковано: 15.03.2001
Автори: Моркун Володимир Станіславович, Бизов Володимир Федорович
МПК: B03B 13/00
Мітки: рудних, корисних, збагачення, спосіб, копалин, управління, автоматичного, процесом
Формула / Реферат:
1. Спосіб автоматичного управління процесом збагачення рудних корисних копалин включає подрібнення рудного матеріалу, формування з нього в технологічній ємкості потоку суспензії, вплив на потік суспензії ультразвуковими коливаннями, розподіл рудного матеріалу на попутну складову і пусту породу, який відрізняється тим, що в стінці технологічної ємкості формують хвилі Лемба, пропускають через суспензію гамма-випромінювання, виміряють амплітуду...
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, сталевого, прокату, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Спосіб адаптивного управління процесом дистиляції у виробництві соди
Номер патенту: 48356
Опубліковано: 15.08.2002
Автори: Левченко Віктор Дорофейович, Беляк Петро Ілліч, Шкіндер Ігор Володимирович, Золотухін Олег Борисович, Лесько В'ячеслав Антонович, Зуєв Сергій Михайлович
МПК: C01D 7/18, G05D 27/00
Мітки: соди, управління, адаптивного, дистиляції, виробництві, спосіб, процесом
Формула / Реферат:
1. Спосіб адаптивного управління процесом дистиляції у виробництві соди шляхом подачі двох потоків вапна в змішувач і дистилер зі зміною подачі вапна в змішувач і дистилер по величині рН рідини змішувача і корегуванням подачі вапна в дистилер по концентрації СаО в рідині дистилера, який відрізняється тим, що подачу вапна в змішувач корегують у залежності від зміни тиску парогазового середовища у верхній частині дистилера.2. Спосіб по...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, спосіб, виробництва, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Попередній патент: Спосіб визначення токсичної дії отрути блідої поганки
Наступний патент: Спосіб отримання технічного п’ятиокису ванадію з ванадієвмісних відходів
Випадковий патент: Спосіб диференційної діагностики гастроезофагеальної рефлюксної хвороби