Ввід газовий нерознімний з поліетиленового та стального патрубків та спосіб виготовлення вводу газового нерознімного з поліетиленового та стального патрубків
Номер патенту: 74271
Опубліковано: 15.11.2005
Автори: Андрущенко Анатолій Андрійович, Гохфельд Володимир Леонідович, Тарашевський Владислав Станіславович, Шестопал Анатолій Миколайович, Кораб Микола Георгійович, Андрущенко Андрій Анатолійович
Формула / Реферат
1. Ввід газовий нерознімний з поліетиленового та стального патрубків, що містить розвальцьовану втулку з мідної труби в м'якому стані, з виконаним у втулці з одного боку розтрубом, поліетиленовий патрубок, що знаходиться з зовнішнього боку втулки, при цьому один із торців поліетиленового патрубка впирається в зовнішню частину розтруба втулки, і стальний патрубок зі стальним кінцевиком, при цьому стальний кінцевик знаходиться зовні поліетиленового патрубка, а на внутрішній поверхні стального кінцевика виконані регулярні заглиблення та виступи, при цьому у заглибленнях знаходиться деформований матеріал поліетиленового патрубка, який відрізняється тим, що стальний патрубок та стальний кінцевик виконані із однієї безшовної стальної труби, що має по всій довжині товщину стінки не менше 6 мм, крім ділянки, виконаної механічною обробкою різанням зовнішньої поверхні стального кінцевика, причому товщина стінки згаданої ділянки складає від 3,0 до 3,5 мм, а довжина ділянки дорівнює п'яти товщинам стінки ділянки стального кінцевика, при цьому вищеназвана ділянка розміщена біля торця втулки з протилежного боку розтруба втулки, причому всередині ділянки стального кінцевика механічною обробкою тиском у напрямку всередину поліетиленового патрубка виконана сферична канавка шириною від 3,0 до 4,0 мм і глибиною в центральній частині, що дорівнює половині ширини канавки, а на внутрішній поверхні стального кінцевика початок механічної обробки різанням першого заглиблення виконано на віддалі не менше 18 мм від краю ділянки стального кінцевика, причому після виконання останнього заглиблення виготовлена додаткова проточка, в яку перед розвальцьовуванням вставлена поліетиленова шайба шириною не менше 3 мм, при цьому номінальний зовнішній діаметр та номінальна товщина стінки мають ті ж розміри, що і поліетиленовий патрубок, а після розвальцювання торець розтруба втулки вдавлений в поліетиленову шайбу.
2. Спосіб виготовлення вводу газового нерознімного з поліетиленового та стального патрубків, який відрізняється тим, що в стальному кінцевику встановлюють в проточку поліетиленову шайбу, потім втулку з мідної труби в м'якому стані, з виконаним у втулці з одного боку розтрубом, вставляють в поліетиленовий патрубок до упору одного з торців поліетиленового патрубка в зовнішню частину розтруба втулки, після чого згаданий патрубок зі встановленою в нього втулкою вставляють в стальний кінцевик до приведення торця розтруба втулки в упор з поліетиленовою шайбою, потім з протилежного боку розтруба втулки встановлюють у втулку початкову частину пристрою для розвальцьовування, що має у кінцевій частині зменшений на 4,0 мм діаметр у порівнянні з діаметром початкової частини згаданого пристрою, причому довжина кінцевої частини пристрою для розвальцьовування повинна бути не меншою від довжини ділянки виконаного механічною обробкою різанням зовнішньої поверхні стального кінцевика, після чого починають розвальцьовування втулки до встановлення кінцевої частини пристрою для розвальцьовування в зоні ділянки стального кінцевика, потім призупиняють розвальцювання втулки, після чого в середині ділянки стального кінцевика механічною обробкою тиском у напрямку всередину поліетиленового патрубка виконують сферичну канавку шириною від 3,0 до 4,0 мм, до одержання глибини в центральній частині канавки, рівної половині ширини канавки, потім продовжують розвальцьовування втулки.
Текст
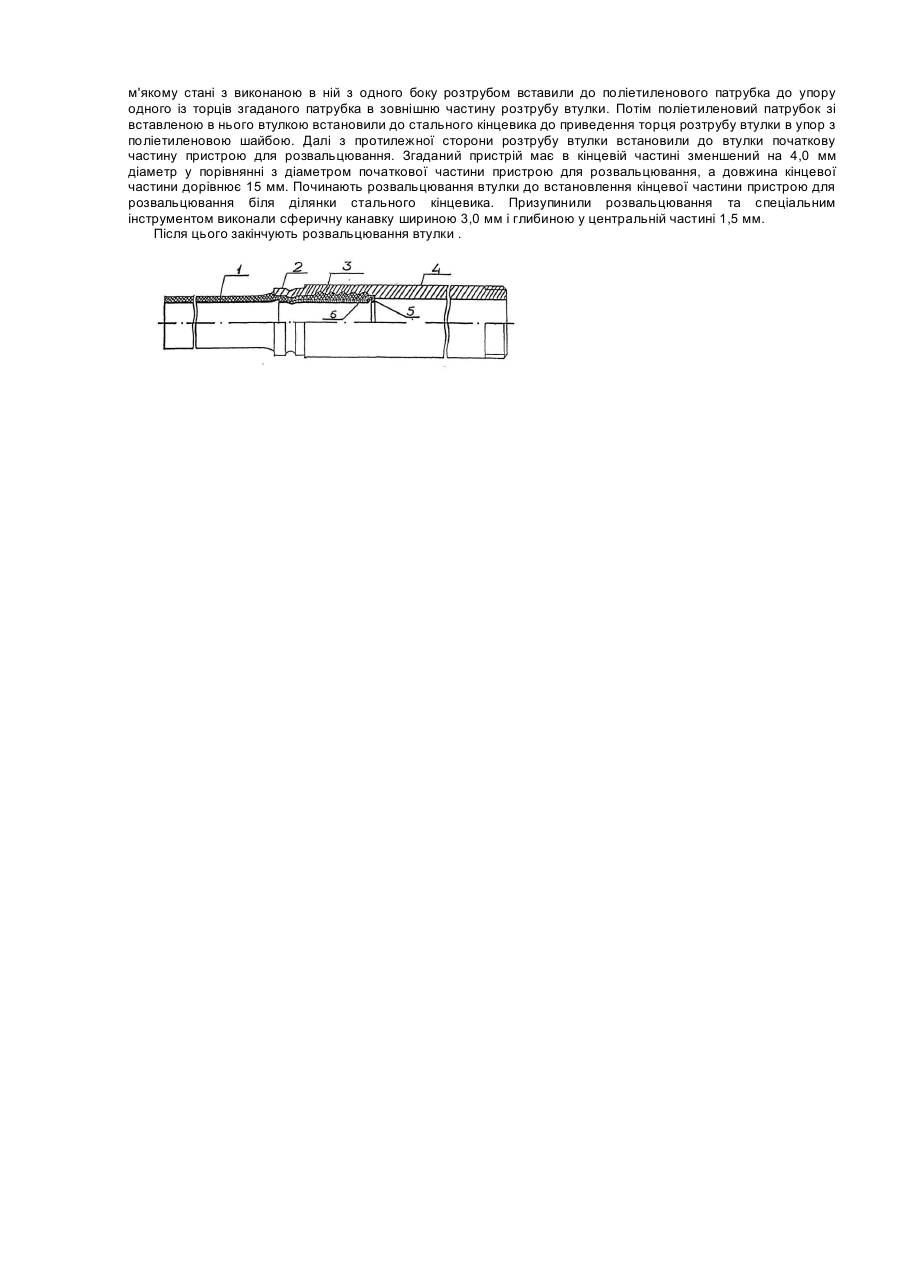
Винахід відноситься до галузі будівництва газопроводів з поліетиленових труб, зокрема до виготовлення вводу газового нерознімного з поліетиленового і стального патрубків та до способу виготовлення вводу газового нерознімного з поліетиленового та стального патрубків, і може бути використаний при будівництві та ремонті газових, водяних і каналізаційних мереж з поліетиленових труб. Аналогом винаходу є нерознімне з'єднання з поліетиленового та стального патрубку, яке розробила фірма "Веба" (Польща). Згідно дозволу Держнаглядохоронпраці України на застосування засобів виробництва від 29 жовтня 2002р. № 1115.02.30-29.40.1 згадане з'єднання дозволене для застосування в Україні для будівництва газопроводів. Це з'єднання містить стальний патрубок, зварений зі стальним кінцевиком, на якому виконані регулярні впадини та виступи, а у впадинах знаходиться деформований матеріал поліетиленового патрубка. Ззовні стального кінцевика знаходиться поліетиленовий - патрубок, а ззовні поліетиленового патрубка знаходиться стальна втулка. Основний недолік цього аналогу полягає в тому, що при експлуатації згаданого з'єднання як вводу газового за рахунок впливу термоциклів (охолодження та нагріву) навколишнього середовища на стальну втулку, деформований матеріал із поліетиленового патрубка намагається відновити свої розміри та через деякий час можлива втрата міцності і герметичності нерознімного з'єднання. Інший недолік цього аналогу полягає в тому, що застосовується зварювання стального патрубка зі стальним кінцевиком, тим самим при експлуатації нерознімного з'єднання як вводу газового, за рахунок впливу термоциклів навколишнього середовища на зварний шов, зменшується надійність будівництва газопроводів та збільшується ймовірність втрати герметичності у згаданому вузлі. Згідно ж розділу 16 ДБН В.2.5-20-2001 "Газопостачання" зварені шви піддаються контролю фізичними методами: - допускні стики - радіографічним методом; - відібрані для контролю за нормами таблиці 41 згаданого ДБН стики зовнішніх та внутрішніх газопроводів - радіографічним та ультразвуковим методами. Контроль стиків радіографічним методом проводиться за ГОСТ 7512-82.«Контроль неруйнівний. З'єднання зварні. Радіографічний метод", ультразвуковим — за ГОСТ 14782-86. "Контроль неруйнівний. З'єднання зварні. Методи ультразвукові". Застосування згаданого контролю зварних швів значно збільшить вартість виготовлення нерознімних з'єднань для їх застосування як вводу газового. Найбільш близьким аналогом є нерознімне з'єднання з поліетиленового та стального патрубка, яке розробила фірма "Георг Фішер" (Швейцарія). Згідно дозволу Держнаглядохоронпраці України на застосування засобів виробництва від 21 жовтня 1998р. № 250.В3.98 зазначене з'єднання застосовувалось в Україні для будівництва газопроводів. Це з'єднання містить розвальцьовану втулку з мідної труби у м'якому стані з виконаною у ній з одного боку розтрубом; поліетиленовий патрубок, який знаходиться зовні втулки, при цьому один із торців згаданого патрубка упирається у зовнішню частину розтрубу втулки та стальний патрубок, зварений зі стальним кінцевиком, що знаходиться зовні поліетиленового патрубка.На внутрішній поверхні згаданого кінцевика виконані регулярні впадини та виступи, а після останньої впадини зроблено упор, при цьому у впадинах знаходиться деформований матеріал поліетиленового патрубка. Основний недолік найбільш близького аналогу полягає в тому, що при експлуатації згаданого з'єднання як вводу газового за рахунок впливу термоциклів (охолодження та нагріву) навколишнього середовища на стальний кінцєвик деформований матеріал з поліетиленового патрубка намагається відновити свої розміри, внаслідок чого через деякий час можлива втрата міцності та герметичності нерознімного з'єднання. Інший недолік даного аналогу полягає в тому, що контакт між мідною втулкою та сталевим патрубком через деякий час призводить до утворення корозії. Також недолік доного аналогу полягає в тому, що застосоване зварювання стального патрубка із стальним кінцевиком, тим самим при експлуатації нерознімного з'єднання як вводу газового за рахунок впливу термоциклів навколишнього середовища на зварений шов зменшується надійність будівництва газопроводів та збільшується ймовірність втрати герметичності у згаданому вузлі. Згідно ж розділу 16 ДБН В.2.5-20-2001 "Газопостачання" зварені шви підлягають контролю фізичними методами: - допускні стики - радіографічним методом; - відібрані для контролю за нормами таблиці 41 згаданого ДБН стики зовнішніх та внутрішніх газопроводів радіографічним та ультразвуковим методами. Контроль стиків радіографічним методом проводиться за ГОСТ 7512-82 "Контроль неруйнівний. З'єднання зварні. Радіографічний метод", ультразвуковим — за ГОСТ 14782-86 "Контроль неруйнівний. З'єднання зварні. Методи ультразвукові". Використання згаданого контролю зварених швів значно збільшить вартість виготовлення нерознімних з'єднань для їх застосування як вводу газового. Основним завданням винаходу є створення такої конструкції вводу газового нерознімного з поліетиленового і стального патрубка та способу його виготовлення шляхом удосконалення відомої, яка дозволить збільшити міцність, герметичність та довготривалістьУвузла, дасть можливість отримати ввід газовий нерознімний підвищеної надійності, що в свою чергу підвищить надійність газопроводів з поліетиленових труб. Це завдання вирішується наступним шляхом: ввід газовий нерознімний з поліетиленового та стального патрубків, що містить розвальцьовану втулку з мідної труби в м'якому стані з виконаною у втулці з однієї сторони розтрубом; поліетиленовий патрубок, що знаходиться із зовнішньої сторони втулки при цьому один із торців згаданого патрубка впирається в зовнішню частину розтруба втулки і стальний патрубок, що зварений зі стальним кінцевиком, при цьому стальний кінцевик знаходиться зовні поліетиленового патрубка. На внутрішній поверхні вищеназваного кінцевика виконані регулярні впадини та виступи, а після виконання останньої впадини виготовлено упор. У впадинах знаходиться деформішаний матеріал поліетиленового патрубка. . Згідно з винаходом, стальний патрубок та стальний кінцевик виконані із однієї безшовної стальної труби, та має по всій довжині товщину стінки не менше 6 мм, крім ділянки, виконаної механічною обробкою різанням зовнішньої поверхні стального кінцевика. Товщина стінки згаданої ділянки складає від 3,0 до 3,5 мм, а довжина ділянки дорівнює п'яти товщинам стінки ділянки стального кінцевика, при цьому вищеназвана ділянка розміщена біля торця втулки з протилежного боку розтруба втулки, а всередині ділянки стального кінцевика механічною обробкою тиском у напрямі в середину поліетиленового патрубка виконана сферична канавка шириною від 3,0 до 4,0 мм і глибиною в центральній частині, що дорівнює половині ширини канавки. На внутрішній поверхні стального кінцевика початок механічної обробки різанням першої впадини виконано на віддалі не менше 18 мм від краю ділянки стального кінцевика. Після виконання останньої впадини замість упору виготовлена додаткова проточка, в яку перед розвальцюванням вставлена поліетиленова шайба шириною не менше 3 мм, а номінальний зовнішній діаметр та номінальна товщина стінки мають ті ж розміри, що і поліетиленовий патрубок. Після розвальцювання, торець розтруба втулки вдавлений в поліетиленову шайбу. Спосіб виготовлення вводу газового нерознімного з поліетиленового та стального патрубків, відповідно винаходу, відрізняється тим, що в стальному кінцевику встановлюють в проточку поліетиленову шайбу, потім втулку з мідної труби у м'якому стані з виконаним у втулці з одного боку розтрубом вставляють в поліетиленовий патрубок до упору одного з торців згаданого патрубка в зовнішню частину розтруба втулки, після чого згаданий патрубок зі встановленою в нього втулкою вставляють в стальний кінцевик до приведення торця розтруба втулки в упор з поліетиленовою шайбою. Потім з протилежної сторони розтруба втулки встановлюють у втулку початкову частину пристрою для розвальцювання, що має у кінцевій частині зменшений на 4,0 мм діаметр у порівнянні з діаметром початкової частини згаданого пристрою (довжина кінцевої частини пристрою для розвальцювання повинна бути не меншою довжини ділянки виконаного механічною обробкою різанням зовнішньої поверхні стального кінцевика). Після цього починають розвальцювання втулки до встановлення кінцевої частини пристрою для розвальцювання в районі ділянки стального кінцевика; потім призупиняють розвальцювання втулки, після чого в середині ділянки стального кінцевика механічною обробкою тиском у напрямку в середину поліетиленового патрубка виконують сферичну канавку шириною від 3,0 до 4,0 мм до одержання глибини в центральній частині канавки рівної половині ширини канавки. Далі продовжують розвальцювання втулки. Винахід пояснюється кресленням. На фігурі зображений ввід газовий нерознімний. Він складається: Поліетиленовий патрубок - 1 Ділянка стального кінцевика - 2 Стальний кінцевик - 3 Стальний патрубок - 4 Поліетиленова шайба - 5 Розвальцьована втулка з мідної труби - 6. Приклад І конкретного використання. Для виготовлення вводу газового нерознімного застосовані наступні матеріали: 1. Поліетиленовий патрубок виготовлений з поліетиленової труби, яка застосовується для будівництва газопроводів. Приклад умовного позначення за ДСТУ Б В.2.7-73-98 "Труби поліетиленові для подачі горючих газів. Технічні умови" - труба ПЕ 80 ГАЗ 25x3,0 ДСТУ Б В.2.7-73-98, тобто номінальний діаметр труби 25 мм, а номінальна товщина стінки 3,0 мм. Довжина згаданого патрубка складає 1000 мм. 2.Стальний патрубок та стальний кінцевик виготовлені із однієї безшовної стальної труби, яка застосовується для будівництва газопроводів. Згідно до вимог пункту 11.6 ДБН В.2.5-20-2001 «Газопостачання» застосована стальна труба групи В, що виготовлена із спокійної маловуглецевої сталі марки 10 за ГОСТ 1050-88 «Прокат сортовий, калібрований, зі спеціальною -В4ддожоіси поверхні із вуглецевої якісної конструкційної сталі. Загальні технічні умови». Труба ж виготовлена згідно нормативних документів ГОСТ 8733-74 «Труби стальні безшовні холоднодеформовані та теплодеформовані. Технічні вимоги» та ГОСТ 8734-75 «Труби стальні безшовні холоднодеформовані. Сортамент». Приклад умовного позначення - Труба з зовнішнім діаметром 34 мм, товщиною стінки 6,0 мм, довжиною 6000 мм (мірна довжина), із сталі марки 10, з поставкою за хімічними властивостями та хімічному складу (за групою В) ГОСТ 8733-74: Труба 34х6х6000ГОСТ8734-75 / В10ГОСТ8733-74. Стальний патрубок зі стальним кінцевиком повинен бути довжиною 1200 мм. На зовнішній поверхні стального кінцевика механічною обробкою різанням виконана ділянка. Товщина стінки згаданої ділянки складає 3,0мм, а її довжина 15,0 мм. На внутрішній поверхні стального кінцевика виконані регулярні впадини та виступи. Початок першої впадини повинен бути на відстані 18 мм від закінчення ділянки стального кінцевика. Після виготовлення останньої впадини виготовлена додаткова проточка діаметром 25мм та глибиною 3,0мм. Довжина від торця стального кінцевика до торця обробленої проточки складає 47мм. 3. Втулка виготовлена з мідної труби, що застосовується для будівництва газопроводів. Застосована витягнута труба з міді марки М2, в м'якому стані, за ГОСТ 617-90 "Трубы медные. Технические условия». Приклад умовного позначення - Труба витягнута, кругла, нормальної точності виготовлення, м'яка, зовнішнім діаметром 19 мм та товщиною стінки 1,5 мм, довжиною 3000мм з міді марки М2: Труба ДКРНМ 19x1,5x3000 М2 ГОСТ 617-90. Твердість труби перевірили за методом Віккерса НУ5(ДСТУ 3870-99 "Метрологія. Державна повірочна схема для засобів вимірювань твердості за шкалами Бріннеля і Віккерса) і твердість складає 53 одиниці, що відповідає п. 1.3.3.9 ГОСТ 617-90. Потім з труби відрізали втулку необхідної довжини і виготовили, з однієї сторони, розтруб. Довжина від торця втулки до торця розтрубу складає 43мм. 4. Поліетиленова шайба виготовлена механічною обробкою різанням шириною 3,0 мм з труби ПЕ 80 ГАЗ 25x3,0 ДСТУ Б В.2.7-73-98. Спосіб виготовлення вводу газового нерознімного з поліетиленового та стального патрубків був випробуваний на установці, що містить гідравлічний прес . Установка також має інструмент для виготовлення сферичної канавки. Згадану вище поліетиленову шайбу встановили в проточку стального кінцевика. Втулку із мідної труби в м'якому стані з виконаною в ній з одного боку розтрубом вставили до поліетиленового патрубка до упору одного із торців згаданого патрубка в зовнішню частину розтрубу втулки. Потім поліетиленовий патрубок зі вставленою в нього втулкою встановили до стального кінцевика до приведення торця розтрубу втулки в упор з поліетиленовою шайбою. Далі з протилежної сторони розтрубу втулки встановили до втулки початкову частину пристрою для розвальцювання. Згаданий пристрій має в кінцевій частині зменшений на 4,0 мм діаметр у порівнянні з діаметром початкової частини пристрою для розвальцювання, а довжина кінцевої частини дорівнює 15 мм. Починають розвальцювання втулки до встановлення кінцевої частини пристрою для розвальцювання біля ділянки стального кінцевика. Призупинили розвальцювання та спеціальним інструментом виконали сферичну канавку шириною 3,0 мм і глибиною у центральній частині 1,5 мм. Після цього закінчують розвальцювання втулки .
ДивитисяДодаткова інформація
Назва патенту англійськоюGas non-detachable inlet made of polyethylene and steel branch pipes and method to make the gas non-detachable inlet made of polyethylene and steel branch pipes
Автори англійськоюHokhfeld Volodymyr Leonidovych, Shestopal Anatolii Mykolaiovych, Korab Mykola Heorhiiovych, Tarashevskyi Vladyslav Stanislavovych
Назва патенту російськоюВвод газовый неразъемный из полиэтиленового и стального патрубков и способ изготовления ввода газового неразъемного из полиэтиленового и стального патрубков
Автори російськоюГохфельд Владимир Леонидович, Шестопал Анатолий Николаевич, Кораб Николай Георгиевич, Тарашевський Владислав Станиславович
МПК / Мітки
МПК: F16L 47/00, B29C 57/00
Мітки: газовий, виготовлення, поліетиленового, спосіб, стального, ввід, нерознімний, вводу, газового, нерознімного, патрубків
Код посилання
<a href="https://ua.patents.su/3-74271-vvid-gazovijj-neroznimnijj-z-polietilenovogo-ta-stalnogo-patrubkiv-ta-sposib-vigotovlennya-vvodu-gazovogo-neroznimnogo-z-polietilenovogo-ta-stalnogo-patrubkiv.html" target="_blank" rel="follow" title="База патентів України">Ввід газовий нерознімний з поліетиленового та стального патрубків та спосіб виготовлення вводу газового нерознімного з поліетиленового та стального патрубків</a>
Спосіб з’єднання провідників, переважно стального штепселя із сталеалюмінієвим проводом
Номер патенту: 61892
Опубліковано: 15.12.2003
Автор: Омельченко Дмитро Сергійович
МПК: H02G 15/00, H01R 3/00
Мітки: стального, переважно, сталеалюмінієвим, провідників, з'єднання, штепселя, проводом, спосіб
Формула / Реферат:
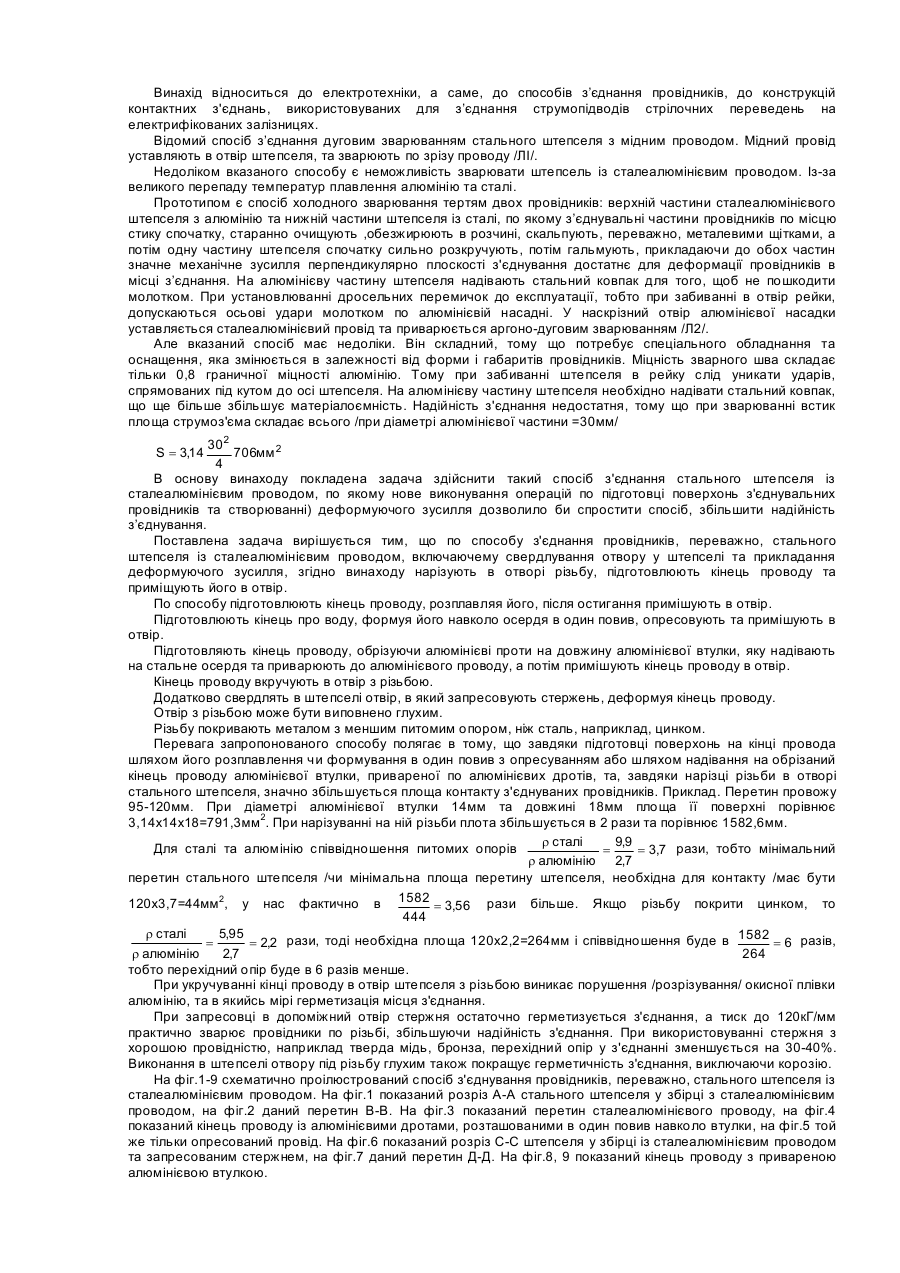
1. Спосіб з'єднання провідників, переважно стального штепселя із сталеалюмінієвим проводом, що включає виконання отвору у штепселі, нарізування в отворі різьби, приміщування проводу в отвір та прикладання деформуючого зусилля, який відрізняється тим, що підготовлюють кінець проводу, а деформуюче зусилля прикладають до зовнішньої поверхні штепселя, деформуючи його і кінець проводу.2. Спосіб за п.1, який відрізняється тим, що...
Спосіб роботи газового пальника та газовий пальник
Номер патенту: 5442
Опубліковано: 28.12.1994
Автори: Горикін Сергій Федорович, Прибега Петро Федорович, Ботук Юрій Соломонович, Роєнко Юрій Борисович, Колохитерський Юрій Андрійович
Мітки: пальник, пальника, роботи, газового, спосіб, газовий
Формула / Реферат:
1. Способ работы газовой горелки, предусматривающий инжекцию потоком кислорода горючего газа и их смешение с образованием горючей смеси, отличающийся тем, что кислород для ин-жекции горючего газа подают со сверхзвуковой скоростью, а их смешение осуществляют в два этапа, на первом из которых их предварительно смешивают при постоянном давлении до получения сверхзвуковой скорости смеси, а на втором - обеспечивают переход сверхзвукового...
Спосіб виготовлення мембранного газового лічильника

Номер патенту: 2729
Опубліковано: 15.07.2004
Автори: Ладнич Іван Дмитрович, Лозінський Володимир Валентинович, Мокеєв Юрій Геннадійович, Тарашевський Владислав Станіславович, Захрабов Микола Нурушевич, Немчин Олександр Федорович, Власюк Ярослав Михайлович
МПК: G01F 3/00
Мітки: лічильника, виготовлення, спосіб, мембранного, газового
Формула / Реферат:
1. Спосіб виготовлення газового лічильника, який включає виготовлення деталей, збирання вимірювальної камери з двох частин, збирання блока вимірювання, збирання кінематичного механізму, що перетворює поступальний рух мембрани у зворотно-поступальний рух золотників, сполучення кінематичного механізму з приводом лічильного механізму, збирання лічильника, контроль герметичності газового лічильника, перевірку точності та чутливості, який...
Пристрій для перекриття потоку газу для газового лічильника та газовий лічильник з таким пристроєм
Номер патенту: 48975
Опубліковано: 16.09.2002
Автори: Гек Мішель, Шомпуньї Жан-Люк
МПК: F16K 31/44, F16K 31/04, A62C 2/00, G01F 15/00
Мітки: газового, газу, перекриття, лічильник, пристрій, таким, газовий, лічильника, пристроєм, потоку
Формула / Реферат:
1. Пристрій для перекриття (14) потоку газу для газового лічильника (10), конструктивним елементом якого є клапан (20), встановлений з можливістю переміщення відносно сідла клапана (12а) в поздовжньому напрямку, причому вказаний вище клапан сполучений з так званою віссю (22) клапана, спрямованою вздовж цього поздовжнього напрямку, який відрізняється тим, що принаймні на частині вказаної вище осі є різь, і ця частина працює разом з деталлю...
Ножиці ручні для різання стального каната та зв’язувального дроту
Номер патенту: 680
Опубліковано: 16.10.2000
Автори: Шаповалов Сергій Федорович, Горохова Ніна Григорівна, Фойгель Веніамін Абрамович, Руббен Микола Антонович
МПК: B23D 29/00
Мітки: каната, зв'язувального, різання, стального, ножиці, дроту, ручні
Формула / Реферат:
Ножиці ручні для різання стального каната та зв'язувального дроту, які містять два поворотних навколо загальної осі, важелі і дві закріплені в вушках пластини з встановленими ножами, які відрізняються тим, що ножі виконані у вигляді плоских пластин з отвором в центрі, мають обмежувачі, що запобігають в процесі різання деформації ножів та збільшенню зазору між різальними крайками, які утворені наскрізними пазами, що розташовані під кутом до...
Попередній патент: Спосіб модифікації полівінілового спирту
Наступний патент: Спосіб виміру параметрів електрокардіограми
Випадковий патент: Пристрій хижка для розтягування поперекового і нижньогрудного відділів хребта