Спосіб з’єднання провідників, переважно стального штепселя із сталеалюмінієвим проводом
Формула / Реферат
1. Спосіб з'єднання провідників, переважно стального штепселя із сталеалюмінієвим проводом, що включає виконання отвору у штепселі, нарізування в отворі різьби, приміщування проводу в отвір та прикладання деформуючого зусилля, який відрізняється тим, що підготовлюють кінець проводу, а деформуюче зусилля прикладають до зовнішньої поверхні штепселя, деформуючи його і кінець проводу.
2. Спосіб за п.1, який відрізняється тим, що підготовляють кінець проводу, розплавляючи його, після охолодження приміщують в отвір.
3. Спосіб за п.1, який відрізняється тим, що підготовляють кінець проводу, формуючи його навколо осердя в один повив, опресовують та приміщують в отвір.
4. Спосіб за п.1, який відрізняється тим, що підготовляють кінець проводу, обрізуючи алюмінієві дроти на довжину алюмінієвої втулки, яку надівають на стальне осердя та приварюють до алюмінієвого проводу, а потім приміщують кінець проводу в отвір.
5. Спосіб за пп. 2 або 3, або 4, який відрізняється тим, що кінець проводу вкручують в отвір з різьбою.
6. Спосіб за п. 5, який відрізняється тим, що додатково свердлять в штепселі отвір, в який запресовують стержень, деформуючи кінець проводу.
7. Спосіб за п. 1-6, який відрізняється тим, що отвір з різьбою виконують глухим.
8. Спосіб за п. 1-7, який відрізняється тим, що різьбу покривають металом з меншим питомим опором, ніж сталь, наприклад цинком.
Текст
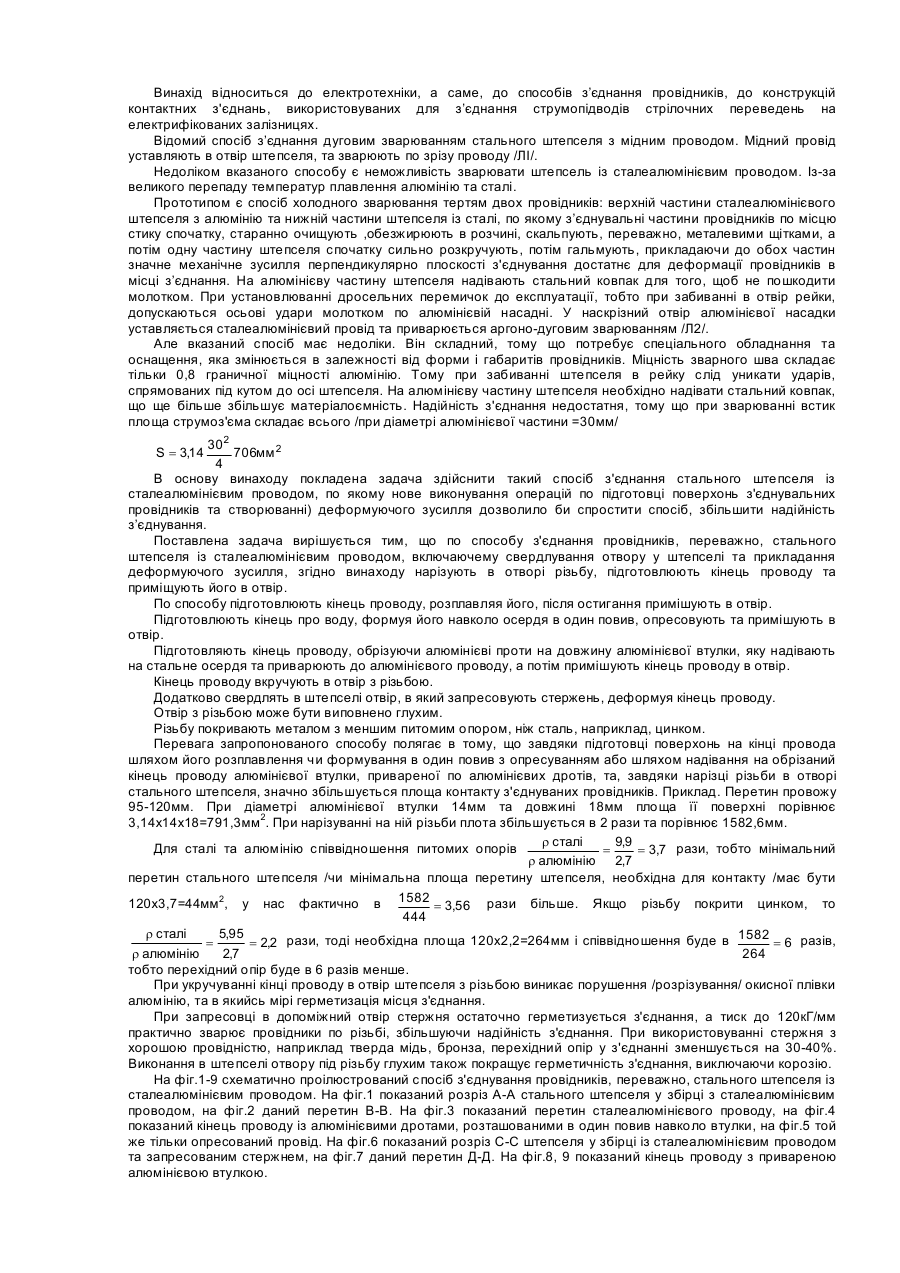
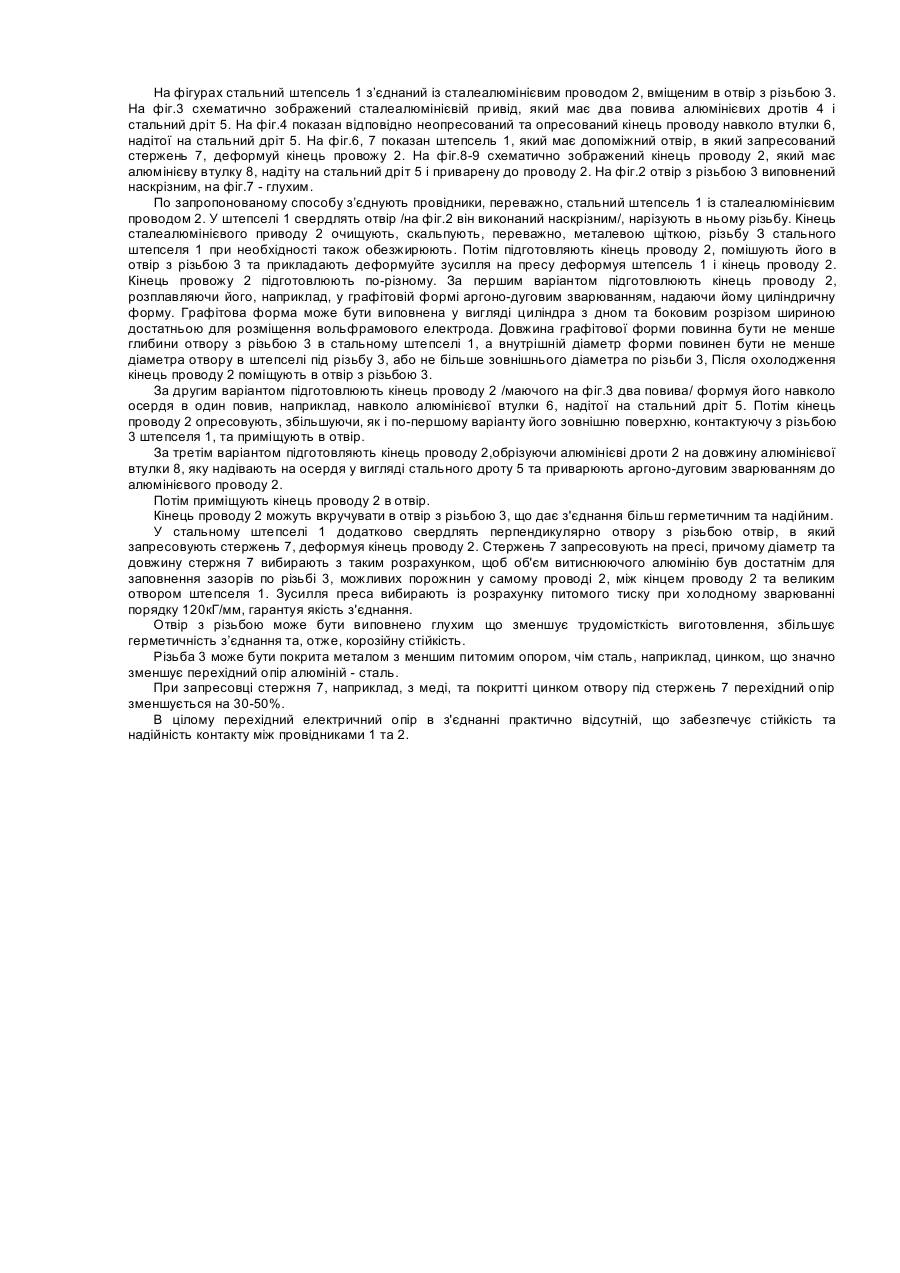
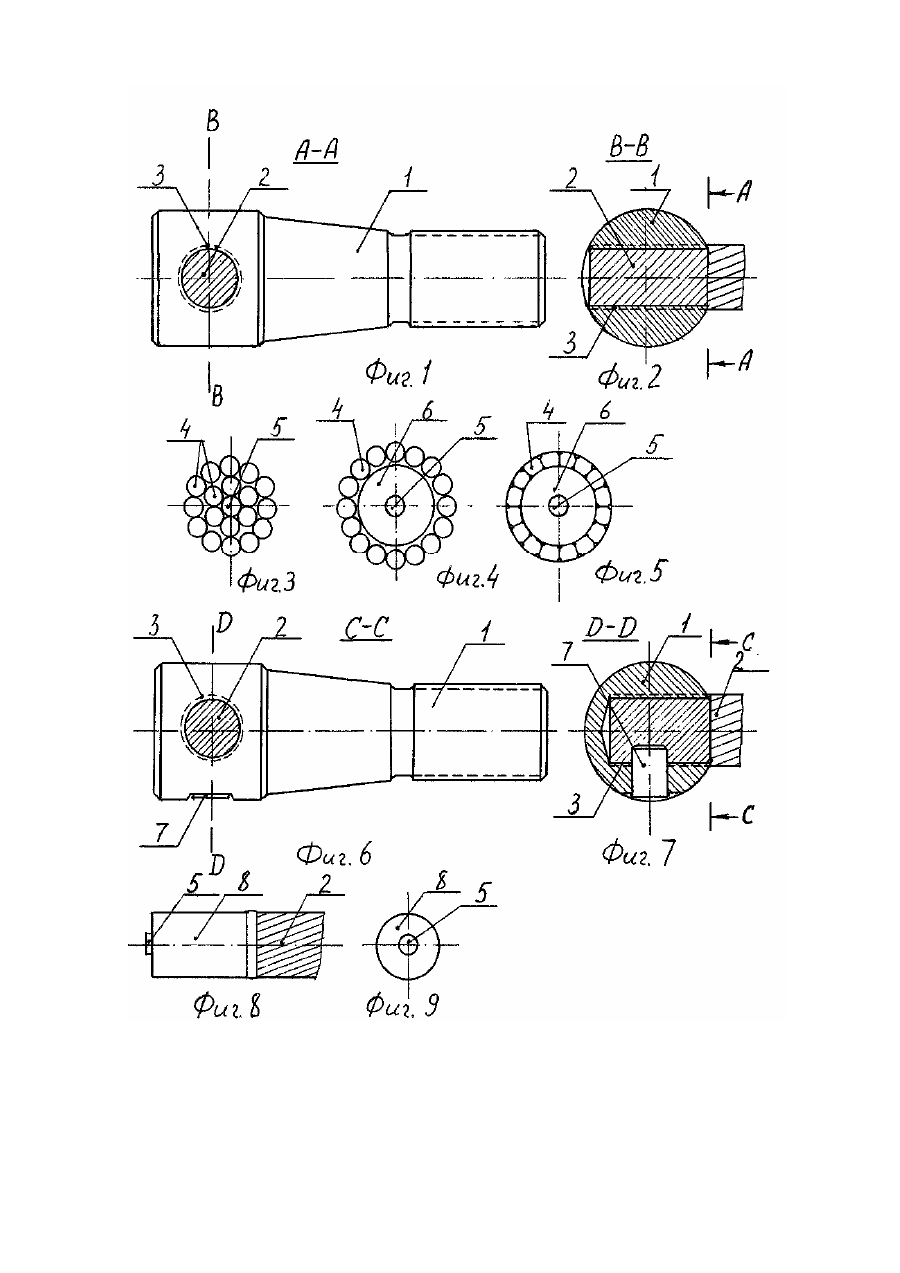
Винахід відноситься до електротехніки, а саме, до способів з’єднання провідників, до конструкцій контактних з'єднань, використовуваних для з’єднання струмопідводів стрілочних переведень на електрифікованих залізницях. Відомий спосіб з’єднання дуговим зварюванням стального штепселя з мідним проводом. Мідний провід уставляють в отвір штепселя, та зварюють по зрізу проводу /ЛІ/. Недоліком вказаного способу є неможливість зварювати штепсель із сталеалюмінієвим проводом. Із-за великого перепаду температур плавлення алюмінію та сталі. Прототипом є спосіб холодного зварювання тертям двох провідників: верхній частини сталеалюмінієвого штепселя з алюмінію та нижній частини штепселя із сталі, по якому з’єднувальні частини провідників по місцю стику спочатку, старанно очищують ,обезжирюють в розчині, скальпують, переважно, металевими щітками, а потім одну частину штепселя спочатку сильно розкручують, потім гальмують, прикладаючи до обох частин значне механічне зусилля перпендикулярно плоскості з'єднування достатнє для деформації провідників в місці з’єднання. На алюмінієву частину штепселя надівають стальний ковпак для того, щоб не пошкодити молотком. При установлюванні дросельних перемичок до експлуатації, тобто при забиванні в отвір рейки, допускаються осьові удари молотком по алюмінієвій насадні. У наскрізний отвір алюмінієвої насадки уставляється сталеалюмінієвий провід та приварюється аргоно-дуговим зварюванням /Л2/. Але вказаний спосіб має недоліки. Він складний, тому що потребує спеціального обладнання та оснащення, яка змінюється в залежності від форми і габаритів провідників. Міцність зварного шва складає тільки 0,8 граничної міцності алюмінію. Тому при забиванні штепселя в рейку слід уникати ударів, спрямованих під кутом до осі штепселя. На алюмінієву частину штепселя необхідно надівати стальний ковпак, що ще більше збільшує матеріалоємність. Надійність з'єднання недостатня, тому що при зварюванні встик площа струмоз'єма складає всього /при діаметрі алюмінієвої частини =30мм/ 30 2 706мм 2 4 В основу винаходу покладена задача здійснити такий спосіб з'єднання стального штепселя із сталеалюмінієвим проводом, по якому нове виконування операцій по підготовці поверхонь з'єднувальних провідників та створюванні) деформуючого зусилля дозволило би спростити спосіб, збільшити надійність з’єднування. Поставлена задача вирішується тим, що по способу з'єднання провідників, переважно, стального штепселя із сталеалюмінієвим проводом, включаючему свердлування отвору у штепселі та прикладання деформуючого зусилля, згідно винаходу нарізують в отворі різьбу, підготовлюють кінець проводу та приміщують його в отвір. По способу підготовлюють кінець проводу, розплавляя його, після остигання примішують в отвір. Підготовлюють кінець про воду, формуя його навколо осердя в один повив, опресовують та примішують в отвір. Підготовляють кінець проводу, обрізуючи алюмінієві проти на довжину алюмінієвої втулки, яку надівають на стальне осердя та приварюють до алюмінієвого проводу, а потім примішують кінець проводу в отвір. Кінець проводу вкручують в отвір з різьбою. Додатково свердлять в штепселі отвір, в який запресовують стержень, деформуя кінець проводу. Отвір з різьбою може бути виповнено глухим. Різьбу покривають металом з меншим питомим опором, ніж сталь, наприклад, цинком. Перевага запропонованого способу полягає в тому, що завдяки підготовці поверхонь на кінці провода шляхом його розплавлення чи формування в один повив з опресуванням або шляхом надівання на обрізаний кінець проводу алюмінієвої втулки, привареної по алюмінієвих дротів, та, завдяки нарізці різьби в отворі стального штепселя, значно збільшується площа контакту з'єднуваних провідників. Приклад. Перетин провожу 95-120мм. При діаметрі алюмінієвої втулки 14мм та довжині 18мм площа її поверхні порівнює 3,14x14x18=791,3мм2. При нарізуванні на ній різьби плота збільшується в 2 рази та порівнює 1582,6мм. r сталі 9,9 Для сталі та алюмінію співвідношення питомих опорів = = 3,7 рази, тобто мінімальний r алюмінію 2,7 перетин стального штепселя /чи мінімальна площа перетину штепселя, необхідна для контакту /має бути 120x3,7=44мм2, у нас фактично в 1582 = 3,56 рази більше. Якщо різьбу покрити цинком, то 444 r сталі 5,95 1582 = = 2,2 рази, тоді необхідна площа 120х2,2=264мм і співвідношення буде в = 6 разів, r алюмінію 2,7 264 тобто перехідний опір буде в 6 разів менше. При укручуванні кінці проводу в отвір штепселя з різьбою виникає порушення /розрізування/ окисної плівки алюмінію, та в якийсь мірі герметизація місця з'єднання. При запресовці в допоміжний отвір стержня остаточно герметизується з'єднання, а тиск до 120кГ/мм практично зварює провідники по різьбі, збільшуючи надійність з'єднання. При використовуванні стержня з хорошою провідністю, наприклад тверда мідь, бронза, перехідний опір у з'єднанні зменшується на 30-40%. Виконання в штепселі отвору під різьбу глухим також покращує герметичність з'єднання, виключаючи корозію. На фіг.1-9 схематично проілюстрований спосіб з'єднування провідників, переважно, стального штепселя із сталеалюмінієвим проводом. На фіг.1 показаний розріз А-А стального штепселя у збірці з сталеалюмінієвим проводом, на фіг.2 даний перетин В-В. На фіг.3 показаний перетин сталеалюмінієвого проводу, на фіг.4 показаний кінець проводу із алюмінієвими дротами, розташованими в один повив навколо втулки, на фіг.5 той же тільки опресований провід. На фіг.6 показаний розріз C-С штепселя у збірці із сталеалюмінієвим проводом та запресованим стержнем, на фіг.7 даний перетин Д-Д. На фіг.8, 9 показаний кінець проводу з привареною алюмінієвою втулкою. S = 3,14 На фігурах стальний штепсель 1 з’єднаний із сталеалюмінієвим проводом 2, вміщеним в отвір з різьбою 3. На фіг.3 схематично зображений сталеалюмінієвій привід, який має два повива алюмінієвих дротів 4 і стальний дріт 5. На фіг.4 показан відповідно неопресований та опресований кінець проводу навколо втулки 6, надітої на стальний дріт 5. На фіг.6, 7 показан штепсель 1, який має допоміжний отвір, в який запресований стержень 7, деформуй кінець провожу 2. На фіг.8-9 схематично зображений кінець проводу 2, який має алюмінієву втулку 8, надіту на стальний дріт 5 і приварену до проводу 2. На фіг.2 отвір з різьбою 3 виповнений наскрізним, на фіг.7 - глухим. По запропонованому способу з’єднують провідники, переважно, стальний штепсель 1 із сталеалюмінієвим проводом 2. У штепселі 1 свердлять отвір /на фіг.2 він виконаний наскрізним/, нарізують в ньому різьбу. Кінець сталеалюмінієвого приводу 2 очищують, скальпують, переважно, металевою щіткою, різьбу З стального штепселя 1 при необхідності також обезжирюють. Потім підготовляють кінець проводу 2, помішують його в отвір з різьбою 3 та прикладають деформуйте зусилля на пресу деформуя штепсель 1 і кінець проводу 2. Кінець провожу 2 підготовлюють по-різному. За першим варіантом підготовлюють кінець проводу 2, розплавляючи його, наприклад, у графітовій формі аргоно-дуговим зварюванням, надаючи йому циліндричну форму. Графітова форма може бути виповнена у вигляді циліндра з дном та боковим розрізом шириною достатньою для розміщення вольфрамового електрода. Довжина графітової форми повинна бути не менше глибини отвору з різьбою 3 в стальному штепселі 1, а внутрішній діаметр форми повинен бути не менше діаметра отвору в штепселі під різьбу 3, або не більше зовнішнього діаметра по різьби 3, Після охолодження кінець проводу 2 поміщують в отвір з різьбою 3. За другим варіантом підготовлюють кінець проводу 2 /маючого на фіг.3 два повива/ формуя його навколо осердя в один повив, наприклад, навколо алюмінієвої втулки 6, надітої на стальний дріт 5. Потім кінець проводу 2 опресовують, збільшуючи, як і по-першому варіанту його зовнішню поверхню, контактуючу з різьбою 3 штепселя 1, та приміщують в отвір. За третім варіантом підготовляють кінець проводу 2,обрізуючи алюмінієві дроти 2 на довжину алюмінієвої втулки 8, яку надівають на осердя у вигляді стального дроту 5 та приварюють аргоно-дуговим зварюванням до алюмінієвого проводу 2. Потім приміщують кінець проводу 2 в отвір. Кінець проводу 2 можуть вкручувати в отвір з різьбою 3, що дає з'єднання більш герметичним та надійним. У стальному штепселі 1 додатково свердлять перпендикулярно отвору з різьбою отвір, в який запресовують стержень 7, деформуя кінець проводу 2. Стержень 7 запресовують на пресі, причому діаметр та довжину стержня 7 вибирають з таким розрахунком, щоб об'єм витиснюючого алюмінію був достатнім для заповнення зазорів по різьбі 3, можливих порожнин у самому проводі 2, між кінцем проводу 2 та великим отвором штепселя 1. Зусилля преса вибирають із розрахунку питомого тиску при холодному зварюванні порядку 120кГ/мм, гарантуя якість з'єднання. Отвір з різьбою може бути виповнено глухим що зменшує трудомісткість виготовлення, збільшує герметичність з’єднання та, отже, корозійну стійкість. Різьба 3 може бути покрита металом з меншим питомим опором, чім сталь, наприклад, цинком, що значно зменшує перехідний опір алюміній - сталь. При запресовці стержня 7, наприклад, з меді, та покритті цинком отвору під стержень 7 перехідний опір зменшується на 30-50%. В цілому перехідний електричний опір в з'єднанні практично відсутній, що забезпечує стійкість та надійність контакту між провідниками 1 та 2.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connecting a steel contact plug with a steel or aluminium conductor
Автори англійськоюOmelchenko Dmytro Serhiiovych
Назва патенту російськоюСпособ соединения стального контактного штепселя со стальным или алюминиевым проводом
Автори російськоюОмельченко Дмитрий Сергеевич
МПК / Мітки
МПК: H01R 3/00, H02G 15/00
Мітки: переважно, сталеалюмінієвим, проводом, провідників, штепселя, спосіб, стального, з'єднання
Код посилання
<a href="https://ua.patents.su/3-61892-sposib-zehdnannya-providnikiv-perevazhno-stalnogo-shtepselya-iz-stalealyuminiehvim-provodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання провідників, переважно стального штепселя із сталеалюмінієвим проводом</a>
Пристрій двопровідної системи електропостачання з екранованим фазним проводом
Номер патенту: 50983
Опубліковано: 15.11.2002
Автори: Шидловський Анатолій Корнійович, Носанов Микола Ілліч, Курінний Едуард Григорович, Пащенко Валентин Павлович
Мітки: електропостачання, проводом, екранованим, фазним, пристрій, двопровідної, системі
Формула / Реферат:
Пристрій двопровідної системи електропостачання з екранованим фазним проводом, що містить фазний та нульовий робочий проводи, який відрізняється тим, що фазний провід пристрою виконано з екраном зі струмопровідної гуми, який виконує функції нульового захисного провідника.
Спосіб з’єднання провідників
Номер патенту: 46047
Опубліковано: 15.05.2002
Автор: Омельченко Дмитро Сергійович
МПК: H01R 43/00
Мітки: з'єднання, спосіб, провідників
Формула / Реферат:
Спосіб з'єднання провідників, переважно із різнорідних матеріалів, який включає підготовку поверхні з'єднуваних провідників та прикладення до них деформуючого зусилля, який відрізняється тим, що розміщують провідники внахльост, виконують в них отвори, у які без зазорів вставляють та запресовують, принаймні, один стержень, матеріал та переріз якого вибирають, щонайменше, еквівалентним за струмовим навантаженням з'єднуваним провідникам.
Ножиці ручні для різання стального каната та зв’язувального дроту
Номер патенту: 680
Опубліковано: 16.10.2000
Автори: Руббен Микола Антонович, Горохова Ніна Григорівна, Шаповалов Сергій Федорович, Фойгель Веніамін Абрамович
МПК: B23D 29/00
Мітки: каната, стального, зв'язувального, ножиці, дроту, ручні, різання
Формула / Реферат:
Ножиці ручні для різання стального каната та зв'язувального дроту, які містять два поворотних навколо загальної осі, важелі і дві закріплені в вушках пластини з встановленими ножами, які відрізняються тим, що ножі виконані у вигляді плоских пластин з отвором в центрі, мають обмежувачі, що запобігають в процесі різання деформації ножів та збільшенню зазору між різальними крайками, які утворені наскрізними пазами, що розташовані під кутом до...
Спосіб зміцнення висічного стального інструменту
Номер патенту: 35056
Опубліковано: 15.03.2001
Автори: Сторошук Володимир Андрійович, Стецьків Остап Петрович
Мітки: зміцнення, висічного, стального, інструменту, спосіб
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який складається зі зміцнення і формування леза, відрізняється тим, що додатково проводиться термообробка інструменту до встановлення твердості 38-40 HRC, після чого проводиться зміцнення тертям до твердості 51-56 HRC на тибину 450-500 мкм, а формування леза проводиться електроабразивним шліфуванням до товщини зміцненого шару 200 мкм.
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Мітки: прокату, спосіб, стального, обробки
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Попередній патент: Спосіб формування апертурних плівок ( варіанти), одержані апертурні плівки (варіанти) та абсорбуючі вироби, які містять одержані апертурні плівки
Наступний патент: 2,4-діаміно-1,3,5-триазини, гербіцидний або регулюючий ріст рослин засіб та спосіб його використання
Випадковий патент: Пристрій для ущільнення стінових блоків із бетонних сумішей