Спосіб обробки поверхонь тертя вузлів тертя
Номер патенту: 36226
Опубліковано: 16.04.2001
Автори: Зозуля Сергій Леонідович, Зозуля Володимир Леонідович, Бузов Володимир Валентинович, Нікітін Ігорь Владіміровіч, Гамідов Ельмін Аббас-огли, Александров Сергій Миколайович

Текст
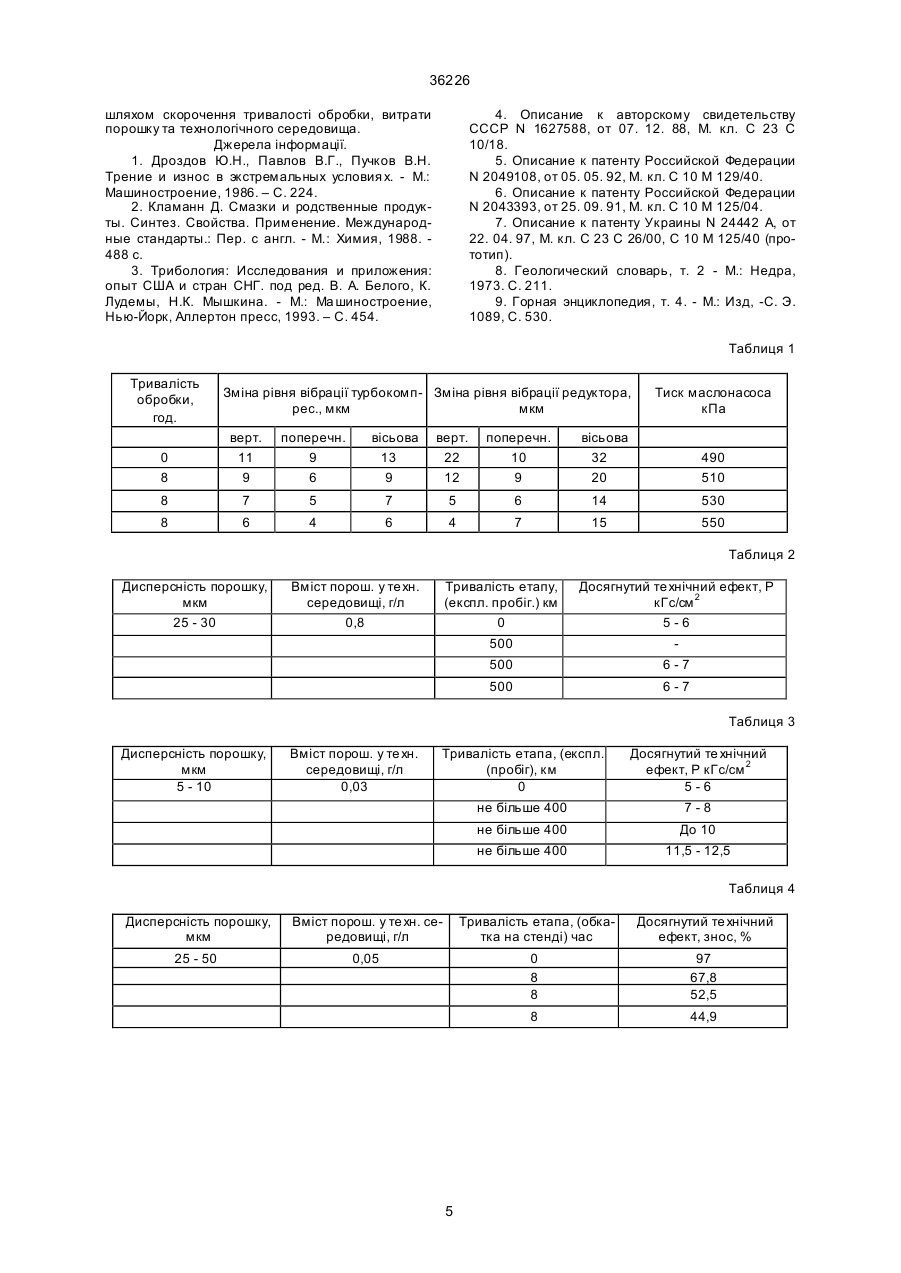
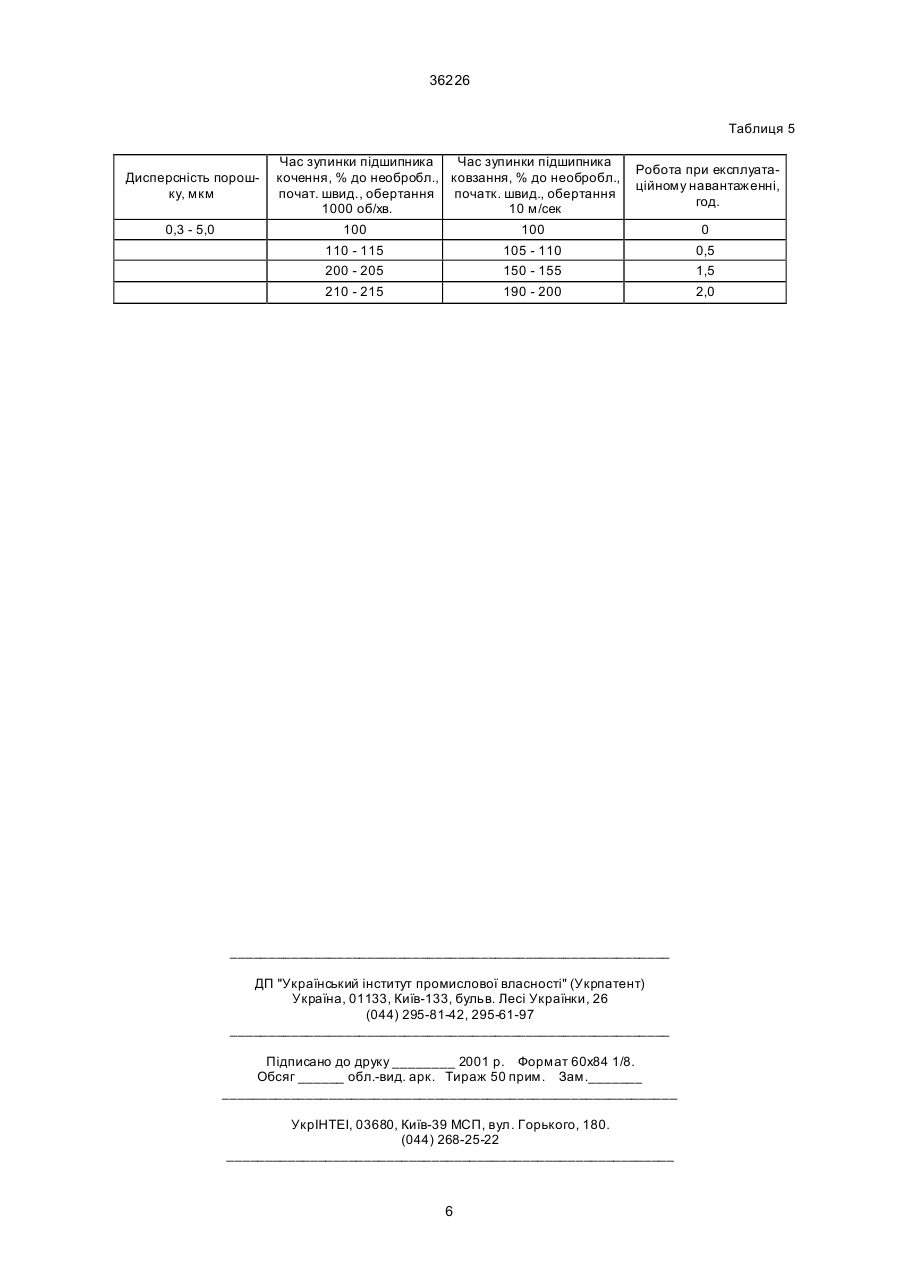
1. Спосіб обробки поверхонь тертя вузлів тертя, шляхом формування покриття при експлуатаційному навантаженні, який включає подачу у зону тертя порошку, виконаного з природних мінералів із ряду шаристих силікатів з додаванням каталізаторів на основі шунгіту та рідкоземельних металів, або суміші порошку з технологічним середовищем, який відрізняється тим, що обробку ведуть не менш чим у один - три етапи, визначаючи кількість етапів та дисперсність використовуваного порошку по результатах попереднього досліду технічного A (54) СПОСІБ ОБРОБКИ ПОВЕРХОНЬ ТЕРТЯ ВУЗЛІВ ТЕРТЯ 36226 послідуючу обробку 11 притиром [4]. Притир учиняє тиск, який забезпечує підвищення температури у зоні обробки та утворення дифузійного шару заданої товщини. При цьому використовують й відому властивість покриттів з дисульфіду молібдену, яка укладається у тому, що збільшення товщини дисульфіду молібдену супроводжується підвищенням триботехнічних характеристик покриттів з цього матеріалу. Однак, хоча спосіб відрізняється простотою, він не може бути використаний для обробки деталей складної конфігурації. Крім того, для утворення покриття з дисульфіду молібдену з високими триботехнічними характеристиками необхідні більш високі температури, чим температура займання масла. Другим недоліком покриття із дисульфіду молібдену є його чутливість до води. У присутні води коефіцієнт тертя дисульфіду молібдену та знос збільшуються. Відомий також спосіб обробки поверхні тертя вузлів тертя шля хом нанесення на поверхню тертя твердозмащувального покриття з дисульфіду молібдену товщиною 10 - 15 мкм та введення у вузол тертя мінерального масла з присадкою [5]. Присадка уявляє собою продукт взаємодії молібденовокислого амонію та олеїнової кислоти. Спосіб обробки, описаний вище, реалізує три механізми змащующої дії одночасно, що веде до синергізму їх взаємодії, як на поверхні тертя, так і в об'ємі змащуючого матеріалу, та поліпшує триботехнічні характеристики масел. Однак використання присадки слід здійснювати надто обережно, так як уведення її більше визначеної кількості приводить до погіршення протизносних властивостей покриття. Крім того, відомо твердозмащувальне покриття, яке містить порошкоподібний наповнювач та зв'язуюче, у якому у якості порошкоподібного наповнювача використана природна мінеральна суміш з дисперсністю не менш 10 мкм [6]. Компоненти використаного природного мінералу здатні утворювати дзеркала ковзання та при вказаній дисперсності забезпечують фінішну анти фрикційну футеровку. У склад природної мінеральної суміші входять Ni, Ті, Cr, Co, FеО, S, СаО, МgО,Al 2O3 та мабуть, H2O. Однак із-за малої товщини таке покриття швидко руйнується при великих навантаженнях. При цьому, як відомо, після зруйнування покриттів, які роблять у початковий період експлуатації без зносу, після їх зруйнування трибохарактеристики вузлів тертя суттєво погіршуються та не відновлюються навіть при ремонто-відновлювальних роботах, які неминучі для пар тертя, що працюють у складних термохімічних умовах. Найбільш близьким до технічного рішення за призначенням, технічною суттю та досягаємим результатом при використанні є спосіб обробки поверхонь тертя вузлів тертя шля хом формування покриття при експлуатаційному навантаженні, який включає подачу у зону тертя порошку, який виконаний з природних мінералів з ряду шаристих силікатів з додаванням каталізаторів на основі шунгіту та рідкоземельних металів, або суміші порошку з технологічним середовищем [7]. Спосіб також характеризується тим, що порошок готують з природних мінералів або суміші природних мінералів, які містять аморфний двоокис кремнію. При цьому дисперсність порошку складає 10 - 30 мкм, а його місткість обирають у межах від 0,15 до 20% по відношенню до технологічного середовища. Описаний вище спосіб дозволяє у ряді випадків відновлювати працездатність тертьових поєднань з одночасним поліпшенням антифрикційних та протизносних властивостей. Однак цей спосіб, хоча й передбачає врахування технічного стану поверхонь тертя, пов'язує їх характеристики тільки з концентрацією порошку у технологічному середовищі. Такий підхід веде до невиправдано великої витрати порошку, невиправдано великої тривалості процесу формування покриття, а у ряді випадків до відсутності позитивного результату після обробки або навіть погіршення стану вузла тертя. Тому метою технічного рішення є поширення його функціональних можливостей, зниження витрат на обробку поверхонь тертя вузлів тертя шляхом скорочення тривалості обробки та витрат порошку. В основу винаходу встановлена задача удосконалення способу обробки поверхонь тертя вузлів тертя, у якому, внаслідок виконання обробки не менш чим у один - три етапи, визначення кількості етапів та дисперсності використовуваного порошку по результатах попереднього обстеження технічного стану вузлів тертя та поверхонь тертя, з урахуванням первісного класу точності та класу чистоти обробки поверхонь тертя вузлів тертя, та визначення результатів обробки по зміні технічних характеристик механізмів, які включають обробляємі поверхні тертя вузлів тертя, забезпечується заповнення дна западин поверхневих нерівностей, які є результатом обробки, та дна поверхневих тріщин дисперсними частками, на яких відбувається найбільш активна взаємодія часток порошку з матеріалом поверхні, та за рахунок цього відбувається модифікація поверхонь тертя, поліпшуються їх протизносні властивості, так як збільшується твердість поверхонь тертя та знижується коефіцієнт тертя. Крім того, оскільки модифікація поверхонь відбувається із збільшенням об'єму, за рахунок цього відбувається відновлення поверхні та відновлення технічних характеристик механізмів, у складі яких роблять обробляємі вузли тертя. Внаслідок використання порошків відповідної дисперсності для поверхонь тертя, западини на яких утворені при первісній обробці або виникли при експлуатації, реалізуються оптимальні умови для взаємодії матеріалу порошку та матеріалу поверхонь тертя вузла тертя, та за рахунок цього скорочується час модифікації поверхневого шару, виключається ушкодження поверхні твердими частками порошку, виключається утворення зачепу. Встановлена задача вирішується тим, що у відомому способі обробки поверхонь тертя вузлів тертя шляхом формування покриття при експлуатаційному навантаженні, яке включає подачу у зону тертя порошку, виконаного з природних мінералів із ряду шаристих силікатів з додаванням каталізаторів на основі шунгіту та рідкоземельних металів, або суміші порошку з технологічним середовищем, згідно винаходу, обробку ведуть не менш чим у один - три етапи, визначаючи кількість етапів та дисперсність використовуваного порошку по результатах попереднього досліду технічного 2 36226 стану вузлів тертя та поверхонь тертя, з урахуванням первісного класу точності та класу чистоти обробки поверхонь тертя, а про результати обробки судять по зміні технічних характеристик механізмів, які включають обробляємі поверхні тертя вузлів тертя. Згідно винаходу, для обробки поверхонь тертя вузлів тертя, які обробляють по 1 - 2 класу точності та 8 - 13 класу чистоти обробки поверхонь тертя, використовують порошок, дисперсність якого складає 0,3 - 5 мкм. Згідно винаходу, для обробки поверхонь тертя вузлів тертя, які обробляють по 2а - 3 класу точності та 7 - 8 класу чистоти обробки поверхонь тертя, використовують порошок, дисперсність якого складає 5,0 - 20,0 мкм. Згідно винаходу, для обробки поверхонь тертя вузлів тертя, які обробляють по 3 - 4 класу точності та 3 - 7 класу чистоти обробки поверхонь тертя, використовують порошок, дисперсність якого складає 25,0 - 50,0 мкм. Від ступені зносу вузлів тертя залежить тривалість обробки та кількість етапів обробки. Клас точності виготовлення вузлів тертя визначає величину можливих зазорів, а клас чистоти обробки поверхонь тертя визначає розміри западин на поверхнях тертя. Урахування останніх двох обставин дозволяє виключити зачепи та здійснити модифікацію поверхонь тертя, починаючи її при найбільш вигідному розташуванні часток модифікуючої речовини, а саме у западинах та тріщинах поверхонь тертя. Як видно із викладення суті рішення, воно відрізняється від прототипу та, отже, є новим. Рішення також має винахідницький рівень. Відомо використання твердозмащуючих матеріалів з шаристими структурами решіток. Найбільш широке застосування отримали такі твердозмащувальні матеріали, як графіт та дисульфід молібдену. Поряд із згаданими речовинами, які є добрими твердозмащувальними матеріалами, що мають шаристу структур у, є деякі хлориди, нітриди, йодиди, а також сульфіди важких металів та ін. У більшості випадків вони мають шаристу гексагональну структуру, добру антиокислювальну та хімічну стабільність, електропровідність та вживаються у вигляді порошків, суспензій та антифрикційних лакових покриттів [2, 3]. Відомо також, що тверді змащувальні матеріали із складною решітчатою структурою повинні мати добру адгезію до поверхні металу, а змащувальна плівка повинна бути доста тньо міцною (або безперервно відновлюватися) для забезпечення задовільної довговічності. Однак, досягнення оптимальної ефективності вказаних вище матеріалів суттєво залежить від конструкції вузла тертя, підготовки його поверхні до нанесення твердого змащувального покриття та сумісності матеріалу поверхні тертя з матеріалом твердого змащувального покриття, так як на фрикційні характеристики вказаних ви ще речовин великий вплив чинить температура, вологість та інші умови експлуатації, наприклад агресивність середовища, у якому працює поверхня тертя вузла тертя, режим праці вузла тертя т. п. Спосіб, певно, дозволяє реалізувати механізм утворення покриття з порошків вказаного складу аналогічний тому, який реалізується при нанесенні покриттів із дисульфіду молібдену. Відомо, що покриття із дисульфіду молібдену товщиною до 0,1 мкм має квазіаморфну структур у. При товщині від 0,1 мкм до 0,15 мкм утворюється полікристалічна розупорядочена структура. При товщині 0,15 мкм починається зародження текстури з віссю [1010], яка вказує на формування решітки гексагонального типу, та яка при досяганні товщини 0,3 мкм стає яскраво виявленою. Збільшення товщини супроводжується підвищенням триботехнічних характеристик покриттів із дисульфіду молібдену [3]. Відомо також, що деякі покриття, які утворені у результаті застосування порошків, виготовлених на основі природних мінералів, утворюють дзеркала ковзання, які, певно, й забезпечують необмежену працездатність тріад тертя, а також відсутність зносу [6]. Однак, пропонуємий спосіб принципово відрізняється від відомих не тільки тим, що дозволяє обробити поверхню тертя вузлів тертя при експлуатаційному навантаженні, забезпечуючи поліпшення триботехнічних характеристик вузлів тертя за рахунок зниження коефіцієнту тертя та відновлевання зони тертя [7], але й тим, що пропонує принципово новий підхід до формування модифікованих поверхонь шляхом використання дисперсних стр уктур модифікатора з урахуванням класу точності та чистоти обробки поверхонь тертя у вузла х тертя. Такий підхід дозволяє поширити функційні можливості способу, скоротити тривалість обробки, зменшити витрати порошку й підвищити відсоток досягнення позитивного результату, тобто робить спосіб більш економічно вигідним. Ці обставини особливо важливі при обробці значних партій як нового, так і особливо для устаткування, що було у використанні тривалий час. Технічне рішення промислово придатне, так як може знайти широке застосування у різних галузях машинобудівництва. а також різноманітного устаткування в системі ремонто-відновлювальних та експлуатаційних підприємств. Перевірка ефективності способу була здійснена на устаткуванні різноманітного типу, різного строку експлуатації шляхом порівняння, в деяких випадках, відомого способу та способу, що заявляється. У випадках порівняння устаткування підбирали одного типу та приблизно однакового рівня зносу. Результати використання способу наведені у наступних прикладах. При цьому був використаний порошок, який містив 90 - 95 % офіту [8, 9], 4,8 - 9,8 % шунгіту, 0,1 - 0,15 % рідкоземельних металів, та останнє - другі домішки природних шаристих силікатів. У якості технологічного середовища використовували або базове масло, або керосин (уайт-спірит), або паливо, як у випадку обробки плунжерної пари паливного насосу високого тиску (ПНВТ). При описі прикладів здійснення способу використані тільки основні характеристики механізмів та вузлів тертя та результати, які характеризують споживчий ефект. Приклад 1. Два плунжерних насоса працювали тривалий час. В результаті перед обробкою забезпечували тиск 10 - 12 МПа, що відповідає 50 - 60 % зносу. Поверхні тертя вузлів тертя такого роду пристроїв обробляють при виготовленні за 1 - 2 класом точ 3 36226 ності та за 8 - 9 класом чистоти обробки поверхонь тертя. Для обробки першого насоса був використаний порошок, дисперсність офіту у якому складала 15 - 20 мкм. Вміст порошку у те хнологічному середовищі складав 0,8 - 0,85 г/л. Після 30 годин обробки тиск, який утворюється насосом, не тільки не підвищився, але майже знизився до 8 МПа. Для обробки другого насоса використали порошок, дисперсність офіту у якому складала від 0,5 до 3 мкм. Вміст порошку у те хнологічному середовищі складав 0,015 - 0,016 г/л. Після прокачки технологічного середовища з додаванням порошку протягом 8 годин тиск, що утворювався насосом, підвищився до 30 МПа. Приклад 2. При обробці плунжерних пар насосів високого тиску відомим способом був отриманий негативний результат. Для обробки за пропонуємим способом були взяті плунжерні пари ПНВТ, знос яких у середньому складав 70 %. На стенді такі плунжерні пари забезпечували наповнення мірних колб з швидкістю у середньому 4 - 5 мл/хв. Для обробки цих плунжерних пар використали у якості технологічного середовища дизельне паливо, у якому вміст порошку складав 0,015 0,016 г/л. Поверхні тертя такого роду пристроїв обробляють при виготовленні за 1 - 2 класом точності та за 8 - 9 класом чистоти обробки поверхонь тертя. Для обробки був використаний порошок, дисперсність офіту у якому складала 0,5 - 3 мкм. Після 8 годин обробки швидкість наповнення колб на стенді складала 15 - 16 мл/хв., що відповідає паспортним значенням для цих пристроїв. Приклад 3. У систему змащування комплексу, який включає турбокомпресор марки К500-61-1, ввели порошок вказаного складу із урахування 0,03 - 0,04 г/л, дисперсність якого складала 5 - 10 мкм. Знос комплексу у цілому складав 70 - 80% та його готували до капітального ремонту. Основні деталі вузлів тертя такого комплексу обробляють з точністю не гірше 2а - 3 класу, а поверхні тертя мають шорсткість не гірше 7 8 класу. Обробку виконували в три етапи по 8 годин кожний. У результаті проведеної обробки технічні характеристики комплексу змінились так, як показано в табл. 1. Як видно із табл. 1, технічний стан комплексу суттєво поліпшився, що дозволило продовжити його експлуатацію. Приклад 4. В табл. 2 та 3 наведені результати порівняльних випробувань двох двигунів внутрішнього згорання з об'ємом робочого циліндра 1500 см 3. Технічний стан циліндро-поршневої групи та ефективність способу визначали шляхом вимірювання компресії у двигуні. По результатам обстеження встановили, що знос двигунів складав приблизно 65 - 70% У таблиці 2 наведені результати обробки відповідно з відомим способом, у таблиці 3 - відповідно з пропонуємим способом по-рошком вказаного складу. Як видно із табл. 2 та 3, обробка циліндропоршневоі групи у відповідності з способом дозволяє скоротити час обробки та витрати порошку. У той же ж самий час скорочуються й витрати палива приблизно на 15 - 20 %, що також свідчить про поліпшення трибологічних характеристик поверхонь тертя вузлів тертя. До цього слід додати, що, як показали іспити двигуна, який обробили за цим способом, його застосування забезпечує утворення аварійного резерву на випадок втечі масла або втрати маслом змащувальних властивостей. Утворений модифікований шар забезпечує можливість використання циліндро-поршневої групи та підшипників без мастила на відстані 300 км та більше. Приклад 5. Об'єктом застосування цього способу були зубчасті пари тягових електродвигунів електровозу, які складаються з великого зубчастого колеса (ВЗК) та малої шестерні (МШ). Зубчасту пару виготовляють поковкою із сталі 20ХНЗА з послідуючим нітроцементуванням та закалкою до твердості поверхонь HRC 56-64. Обробку таких зубчасти х коліс виконують не гірше 3 - 4 класу точності та не гірше 3 - 7 класу чистоти. Для перевірки пропонуємого способу на стенді була встановлена вказана вище колісна пара. У таблиці 4 показана схема застосування способу. Результат застосування способу визначали по зміні величини зносу, який спостерігали по зміні товщини зуба зубчасти х коліс та шестерні на висоті установки контрольного зубоміра. У таблиці наведені усереднені величини за результатами досліду п'яти пар зубчасти х коліс. У якості технологічного середовища використали керосин. Оскільки дані про застосування відомого способу до подібних механізмів відсутні, провести порівняння способу з відомим неможливо. Однак, безсумнівним результатом застосування цього способу є зменшення зносу за рахунок відновлення поверхонь тертя зубчастих пар. Приклад 6. Ураховуючи результати застосування способу, які були наведені у прикладі 4, тобто здатність утворювати "аварійний резерв", спосіб був застосований для обробки поверхонь тертя підшипників кочення та ковзання шляхом нанесення тонкого шару порошку вказаного складу без технологічного середовища за допомогою тампона або щітки з наступною обкаткою на стенді при експлуатаційному навантаженні. У таблиці 5 показані результати застосування способу. Ефективність обробки визначали шляхом вимірювання часу обертання підшипника до повної зупинки. Як відомо, поверхні тертя підшипників кочення та ковзання обробляють з точністю не гірше 1 - 2 класу (С, СА, А) при чистоті обробки поверхонь не гірше 6 8 класів. Отримані результати свідчать про суттєву зміну коефіцієнта тертя: від f=0,1 - 0,2, який відповідає вельми мізерному змащуванню, до f=0,001 0,01,який відповідає рідинному тертю. Крім того, після обробки способом спостерігається зменшення зазорів та шорсткості, що відповідає підвищенню класу точності та чистоти поверхні тертя вузла тертя. Останній результат каже про те, що цей спосіб може бути використаний для підвищення класу точності та чисто ти поверхонь тертя вузлів тертя нових виробів, що може суттєво знизити їх вартість за рахунок скорочення часу обробки. Таким чином, як видно із опису прикладів здійснення цього способу, він має суттєво більші функціональні можливості, знижує витрати на обробку поверхонь тертя вузлів тертя з використанням порошків, виготовлених з природних мінералів, 4 36226 шляхом скорочення тривалості обробки, витрати порошку та технологічного середовища. Джерела інформації. 1. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстремальных условия х. - М.: Машиностроение, 1986. – С. 224. 2. Кламанн Д. Смазки и родственные продукты. Синтез. Свойства. Применение. Международные стандарты.: Пер. с англ. - М.: Химия, 1988. 488 с. 3. Трибология: Исследования и приложения: опыт США и стран СНГ. под ред. В. А. Белого, К. Лудемы, Н.К. Мышкина. - М.: Ма шиностроение, Нью-Йорк, Аллертон пресс, 1993. – С. 454. 4. Описание к авторскому свидетельству СССР N 1627588, от 07. 12. 88, М. кл. С 23 С 10/18. 5. Описание к патенту Российской Федерации N 2049108, от 05. 05. 92, М. кл. С 10 М 129/40. 6. Описание к патенту Российской Федерации N 2043393, от 25. 09. 91, М. кл. С 10 М 125/04. 7. Описание к патенту Украины N 24442 А, от 22. 04. 97, М. кл. С 23 С 26/00, С 10 М 125/40 (прототип). 8. Геологический словарь, т. 2 - М.: Недра, 1973. С. 211. 9. Горная энциклопедия, т. 4. - М.: Изд, -С. Э. 1089, С. 530. Таблиця 1 Тривалість обробки, год. Зміна рівня вібрації турбокомп- Зміна рівня вібрації редуктора, рес., мкм мкм 0 8 верт. 11 9 поперечн. 9 6 8 7 5 8 6 вісьова 13 9 4 Тиск маслонасоса кПа верт. 22 12 поперечн. 10 9 вісьова 32 20 7 5 6 14 530 6 4 7 15 550 490 510 Таблиця 2 Дисперсність порошку, мкм 25 - 30 Вміст порош. у техн. середовищі, г/л 0,8 Тривалість етапу, (експл. пробіг.) км 0 500 Досягнутий технічний ефект, Р кГс/см 2 5-6 500 6-7 500 6-7 Таблиця 3 Дисперсність порошку, мкм 5 - 10 Вміст порош. у техн. середовищі, г/л 0,03 Тривалість етапа, (експл. (пробіг), км 0 Досягнутий те хнічний ефект, Р кГс/см 2 5-6 не більше 400 7-8 не більше 400 До 10 не більше 400 11,5 - 12,5 Таблиця 4 Дисперсність порошку, мкм Вміст порош. у техн. середовищі, г/л Тривалість етапа, (обкатка на стенді) час Досягнутий те хнічний ефект, знос, % 25 - 50 0,05 0 8 8 97 67,8 52,5 8 44,9 5 36226 Таблиця 5 Дисперсність порошку, мкм 0,3 - 5,0 Час зупинки підшипника Час зупинки підшипника кочення, % до необробл., ковзання, % до необробл., почат. швид., обертання початк. швид., обертання 1000 об/хв. 10 м/сек Робота при експлуатаційному навантаженні, год. 100 110 - 115 200 - 205 100 105 - 110 150 - 155 0 0,5 1,5 210 - 215 190 - 200 2,0 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for utilization of organic solid household waste
Автори англійськоюAleksandrov Serhii Mykolaiovych, Buzov Volodymyr Valentynovych, Hamidov Elmin Abbas-ohli, Zozulia Volodymyr Leonidovych, Zozulia Serhii Leonidovych, Nikitin Ihor Vladimirovich
Назва патенту російськоюСпособ обработки поверхностей трения узлов трения
Автори російськоюАлександров Сергей Николаевич, Бузов Владимир Валентинович, Гамидов Эльмин Аббас-Оглы, Зозуля Владимир Леонидович, Зозуля Сергей Леонидович, Никитин Игорь Владимирович
МПК / Мітки
МПК: C10M 129/40
Мітки: вузлів, поверхонь, тертя, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/6-36226-sposib-obrobki-poverkhon-tertya-vuzliv-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхонь тертя вузлів тертя</a>
Середньотемпературне мастило для важконавантажених вузлів тертя

Номер патенту: 24433
Опубліковано: 17.07.1998
Автори: Чередніченко Петро Георгійович, Букін Віктор Євгенович
МПК: C10M 125/02, C10M 159/24, C10M 101/02, C10M 117/00, C10M 137/00
Мітки: середньотемпературне, тертя, вузлів, мастило, важконавантажених
Текст:
...верхня температурна межа працездатності мастила підвищується до 150-180°С, а в поєднанні з наповнювачами - графітом та дисульфідом молібдену - 35 200°С. Ф о с ф о р о р г а н і ч н а присадка являє собою суміш Ізомерів, що одержані шляхом взаємодії діетилфосфіту та арилсульфонілхіноніміну по реакції: II + (Формула 1) Присадку одержують таким чином: до 1,25 моля діетилфосфіту при перемішуванні та температурі 125°С порціями додають 1 моль...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Зарубицький Євген Улянович, Кривобоков Владислав Анатолійович
МПК: B23D 23/00
Мітки: обробки, спосіб, плоских, різанням, поверхонь, деталей
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Антифрикційна композиція для вузлів тертя
Номер патенту: 29426
Опубліковано: 15.11.2000
Автори: Смутко Андрій Миколайович, Смутко Миколай Устинович
МПК: C08K 3/08, C08K 3/04, C08L 61/00, C08K 5/04, C08J 5/16
Мітки: вузлів, тертя, антифрикційна, композиція
Текст:
...В бакелитовый лак вводится расти тельное масло, смесь тща тельно перемешивается и в нее засыпается графито вый порошок. Смесь из трех компонентов помещается в смесительную машину, где перемеши ваются до полного смачивания порошка. Небольшие партии прессматериала, например, для опытных подшипников или изготовления их небольши ми партиями, могут приготавливаться в емкостях вр учную под вытяж ной венти ляцией или на воздухе. В этом случае...
Мастило для вузлів тертя ковзання
Номер патенту: 15484
Опубліковано: 30.06.1997
Автори: Букін Віктор Євгеньєвич, Авдєєнко Анатолій Петрович
МПК: C10M 103/00
Мітки: мастило, ковзання, вузлів, тертя
Формула / Реферат:
1. Смазка для узлов трения скольжения, содержащая аэросил и дисульфид молибдена, отличающаяся тем, что она дополнительно содержит графит, дисперсионную среду, каолин, противозадирную присадку при следующем соотношении компонентов, мас. %:Дисперсионная среда 20-80 Графит 10-55 Дисульфид молибдена 2-15 Аэросил 3-4...
Високотемпературне мастило для важконавантажених вузлів тертя ковзання
Номер патенту: 12342
Опубліковано: 28.02.1997
Автор: Авдєєнко Анатолій Петрович
МПК: C10M 107/00
Мітки: вузлів, мастило, високотемпературне, тертя, ковзання, важконавантажених
Формула / Реферат:
1. Высокотемпературная смазка для тяжелонагруженных узлов трения скольжения, содержащая дисперсионную среду на основе полимера, графит, дисульфид молибдена, отличающаяся тем, что она дополнительно содержит аэросил, каолин, фосфорорганическую присадку при следующем соотношении компонентов, мас.ч.:дисперсионная среда на основе полимера 30-80графит ...
Попередній патент: Спосіб моделювання пропранололового фіброзуючого альвеоліту
Наступний патент: Пристрій для отримування шлункового та дуоденального вмісту
Випадковий патент: Приймальна гільза протеза гомілки