Спосіб хіміко-термічної обробки стальної деталі
Номер патенту: 83769
Опубліковано: 11.08.2008
Автори: Лісняк Олександр Григорович, Грязнова Людмила Вікторівна, Дідик Ростислав Петрович, Безрукава Вікторія Анатоліївна
Формула / Реферат
Спосіб хіміко-термічної обробки поверхні стальної деталі, що включає ударно-хвильове навантаження металу та наступне насичення поверхні деталі атомами неметалу, який відрізняється тим, що насичення поверхні проводять безпосередньо після вибухового навантаження, яке здійснюють при товщині заряду 27-40 мм та швидкості детонації 2,6-4,0 км/с.
Текст
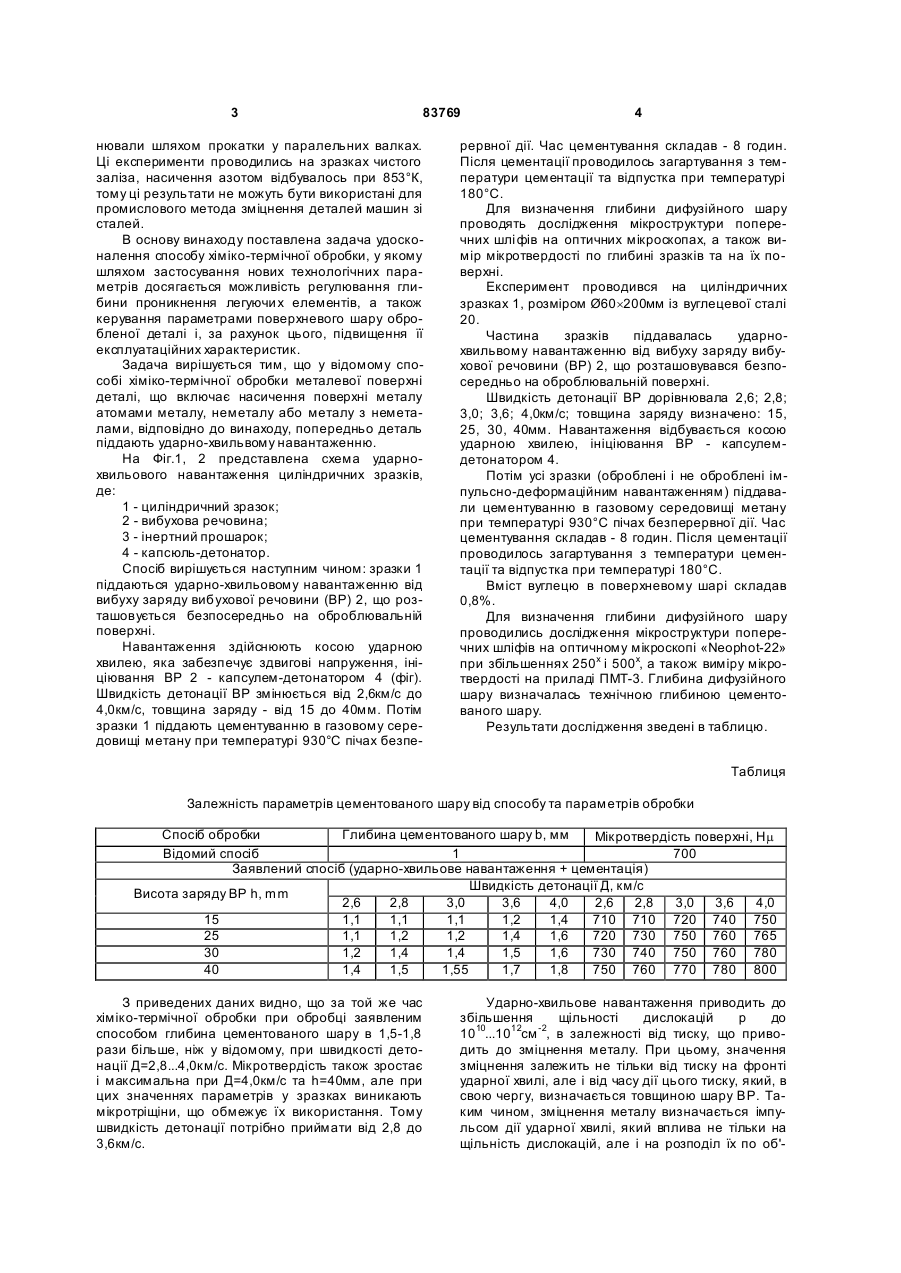
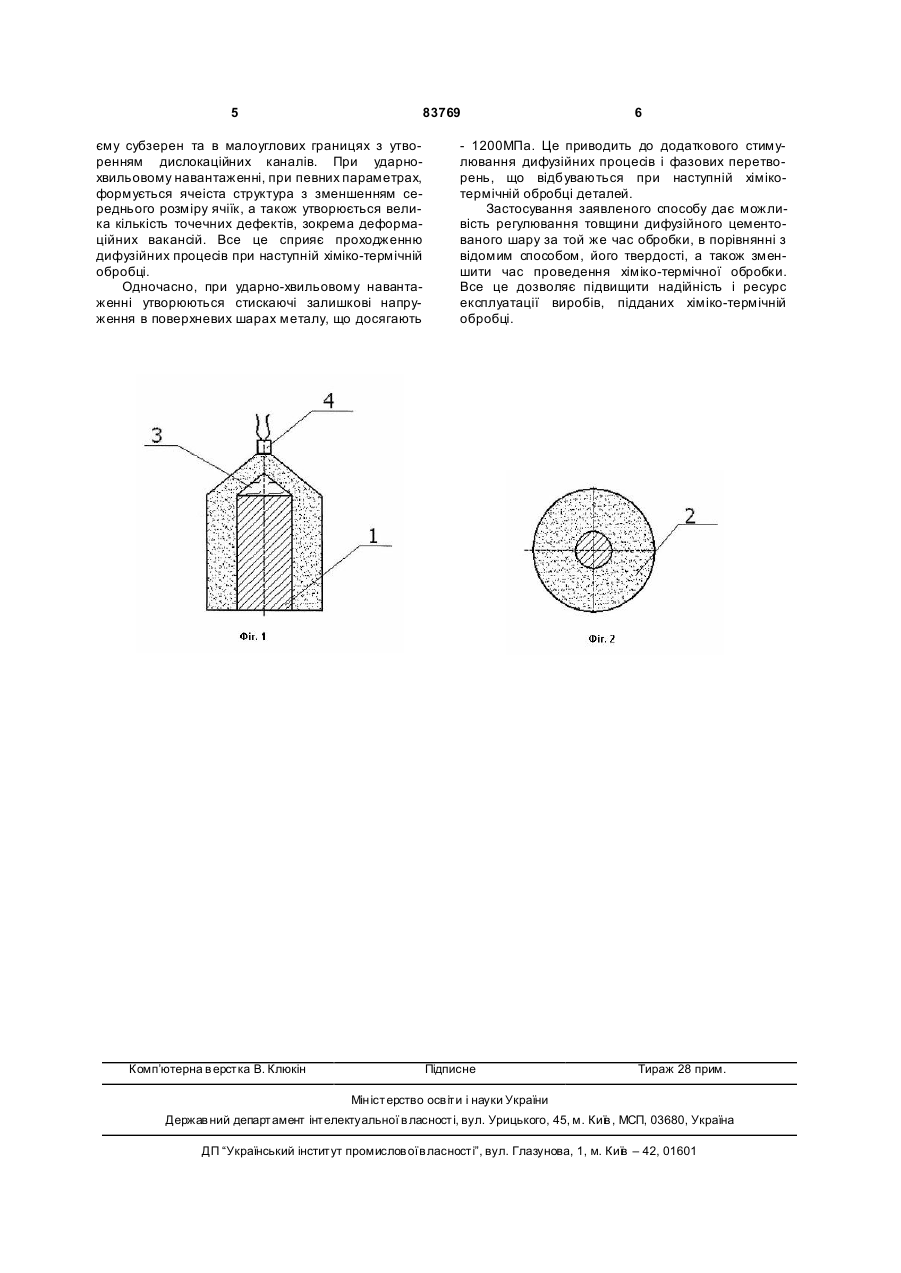
Спосіб хіміко-термічної обробки поверхні стальної деталі, що включає ударно-хвильове навантаження металу та наступне насичення поверхні деталі атомами неметалу, який відрізняється тим, що насичення поверхні проводять безпосередньо після вибухового навантаження, яке здійснюють при товщині заряду 27-40мм та швидкості детонації 2,6-4,0км/с. (19) (21) a200703424 (22) 29.03.2007 (24) 11.08.2008 (46) 11.08.2008, Бюл.№ 15, 2008 р. (72) ДІДИК РОСТИСЛАВ ПЕТРОВИЧ, U A, ГРЯЗНОВА ЛЮДМИЛА ВІКТОРІВН А, UA, ЛІСНЯК ОЛЕКСАНДР ГРИГОРОВИЧ, UA, БЕЗРУКАВА ВІКТОРІЯ АН АТОЛІЇВН А, UA (73) НАЦІОН АЛЬНИЙ ГІРНИЧИЙ УНІВЕРСИТЕТ, UA (56) RU 2048598, 20.11.1995, C1 RU 2142023, 27.11.1999, C1 3 83769 нювали шляхом прокатки у паралельних валках. Ці експерименти проводились на зразках чистого заліза, насичення азотом відбувалось при 853°К, тому ці результати не можуть бути використані для промислового метода зміцнення деталей машин зі сталей. В основу винаходу поставлена задача удосконалення способу хіміко-термічної обробки, у якому шляхом застосування нових технологічних параметрів досягається можливість регулювання глибини проникнення легуючи х елементів, а також керування параметрами поверхневого шару обробленої деталі і, за рахунок цього, підвищення її експлуатаційних характеристик. Задача вирішується тим, що у відомому способі хіміко-термічної обробки металевої поверхні деталі, що включає насичення поверхні металу атомами металу, неметалу або металу з неметалами, відповідно до винаходу, попередньо деталь піддають ударно-хвильвому навантаженню. На Фіг.1, 2 представлена схема ударнохвильового навантаження циліндричних зразків, де: 1 - циліндричний зразок; 2 - вибухова речовина; 3 - інертний прошарок; 4 - капсюль-детонатор. Спосіб вирішується наступним чином: зразки 1 піддаються ударно-хвильовому навантаженню від вибуху заряду вибухової речовини (ВР) 2, що розташовується безпосередньо на оброблювальній поверхні. Навантаження здійснюють косою ударною хвилею, яка забезпечує здвигові напруження, ініціювання ВР 2 - капсулем-детонатором 4 (фіг). Швидкість детонації ВР змінюється від 2,6км/с до 4,0км/с, товщина заряду - від 15 до 40мм. Потім зразки 1 піддають цементуванню в газовому середовищі метану при температурі 930°С пічах безпе 4 рервної дії. Час цементування складав - 8 годин. Після цементації проводилось загартування з температури цементації та відпустка при температурі 180°С. Для визначення глибини дифузійного шару проводять дослідження мікроструктури поперечних шлі фів на оптичних мікроскопах, а також вимір мікротвердості по глибині зразків та на їх поверхні. Експеримент проводився на циліндричних зразках 1, розміром Ø60´200мм із вуглецевої сталі 20. Частина зразків піддавалась ударнохвильвому навантаженню від вибуху заряду вибухової речовини (ВР) 2, що розташовувався безпосередньо на оброблювальній поверхні. Швидкість детонації ВР дорівнювала 2,6; 2,8; 3,0; 3,6; 4,0км/с; товщина заряду визначено: 15, 25, 30, 40мм. Навантаження відбувається косою ударною хвилею, ініціювання ВР - капсулемдетонатором 4. Потім усі зразки (оброблені і не оброблені імпульсно-деформаційним навантаженням) піддавали цементуванню в газовому середовищі метану при температурі 930°С пічах безперервної дії. Час цементування складав - 8 годин. Після цементації проводилось загартування з температури цементації та відпустка при температурі 180°С. Вміст вуглецю в поверхневому шарі складав 0,8%. Для визначення глибини дифузійного шару проводились дослідження мікроструктури поперечних шліфів на оптичному мікроскопі «Neophot-22» при збільшеннях 250х і 500х, а також виміру мікротвердості на приладі ПМТ-3. Глибина дифузійного шару визначалась технічною глибиною цементованого шару. Результати дослідження зведені в таблицю. Таблиця Залежність параметрів цементованого шару від способу та параметрів обробки Спосіб обробки Глибина цементованого шару b, мм Мікротвердість поверхні, Нm Відомий спосіб 1 700 Заявлений спосіб (ударно-хвильове навантаження + цементація) Швидкість детонації Д, км/с Висота заряду ВР h, mm 2,6 2,8 3,0 3,6 4,0 2,6 2,8 3,0 3,6 4,0 15 1,1 1,1 1,1 1,2 1,4 710 710 720 740 750 25 1,1 1,2 1,2 1,4 1,6 720 730 750 760 765 30 1,2 1,4 1,4 1,5 1,6 730 740 750 760 780 40 1,4 1,5 1,55 1,7 1,8 750 760 770 780 800 З приведених даних видно, що за той же час хіміко-термічної обробки при обробці заявленим способом глибина цементованого шару в 1,5-1,8 рази більше, ніж у відомому, при швидкості детонації Д=2,8...4,0км/с. Мікротвердість також зростає і максимальна при Д=4,0км/с та h=40мм, але при цих значеннях параметрів у зразках виникають мікротріщіни, що обмежує їх використання. Тому швидкість детонації потрібно приймати від 2,8 до 3,6км/с. Ударно-хвильове навантаження приводить до збільшення щільності дислокацій р до 1010...1012см -2, в залежності від тиску, що приводить до зміцнення металу. При цьому, значення зміцнення залежить не тільки від тиску на фронті ударної хвилі, але і від часу дії цього тиску, який, в свою чергу, визначається товщиною шару ВР. Таким чином, зміцнення металу визначається імпульсом дії ударної хвилі, який вплива не тільки на щільність дислокацій, але і на розподіл їх по об' 5 83769 єму субзерен та в малоуглових границях з утворенням дислокаційних каналів. При ударнохвильовому навантаженні, при певних параметрах, формується ячеіста структура з зменшенням середнього розміру ячіїк, а також утворюється велика кількість точечних дефектів, зокрема деформаційних вакансій. Все це сприяє проходженню дифузійних процесів при наступній хіміко-термічній обробці. Одночасно, при ударно-хвильовому навантаженні утворюються стискаючі залишкові напруження в поверхневих шарах металу, що досягають Комп’ютерна в ерстка В. Клюкін 6 - 1200МПа. Це приводить до додаткового стимулювання дифузійних процесів і фазових перетворень, що відбуваються при наступній хімікотермічній обробці деталей. Застосування заявленого способу дає можливість регулювання товщини дифузійного цементованого шару за той же час обробки, в порівнянні з відомим способом, його твердості, а також зменшити час проведення хіміко-термічної обробки. Все це дозволяє підвищити надійність і ресурс експлуатації виробів, підданих хіміко-термічній обробці. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for chemical-thermal treatment of steel article
Автори англійськоюDidyk Rostyslav Petrovych, Hriaznova Liudmyla Viktorivna, Lisniak Oleksandr Hryhorovych, Bezrukava Viktoria Anatoliivna
Назва патенту російськоюСпособ химико-термической обработки стальной детали
Автори російськоюДидык Ростислав Петрович, Грязнова Людмила Викторовна, Лисняк Александр Григорьевич, Безрукава Виктория Анатолиевна
МПК / Мітки
МПК: C23C 24/00, C23C 8/00, C23C 8/08
Мітки: стальної, спосіб, хіміко-термічної, обробки, деталі
Код посилання
<a href="https://ua.patents.su/3-83769-sposib-khimiko-termichno-obrobki-stalno-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки стальної деталі</a>
Спосіб хіміко-термічної обробки сталі
Номер патенту: 27961
Опубліковано: 26.11.2007
Автори: Безрукава Вікторія Анатоліївна, Дідик Ростислав Петрович, Лісняк Олександр Григорович, Грязнова Людмила Вікторівна
Мітки: обробки, сталі, спосіб, хіміко-термічної
Формула / Реферат:
Спосіб хіміко-термічної обробки сталі, що включає попереднє навантаження металу та наступне насичення поверхні деталі атомами неметалу, який відрізняється тим, що деталь піддають ударно-хвильовому навантаженню від вибуху вибухової речовини.
Спосіб хіміко-термічної обробки металевих трубчастих виробів
Номер патенту: 3330
Опубліковано: 15.11.2004
Автори: Демянюк Оксана Олегівна, Ткаченко Микола Степанович, Іваніцин Микола Петрович, Буравлев Юрій Матвійович, Чернявська Наталія Вікторівна, Милославський Олександр Григорович
МПК: C23C 8/24
Мітки: обробки, трубчастих, хіміко-термічної, металевих, виробів, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки металевих трубчастих виробів, що включає хіміко-термічну обробку, який відрізняється тим, що проводять одночасну обробку двома типами хіміко-термічної обробки на внутрішніх і зовнішніх поверхнях виробів, а температурний режим, спосіб і час хіміко-термічної обробки вибираються в залежності від складу сплавів і фізико-технічних властивостей матеріалу.
Спосіб хіміко-термічної обробки деталей із металів та сплавів
Номер патенту: 45841
Опубліковано: 15.04.2004
Автори: Тимофеєв Сергій Сергійович, Тимофеєва Лариса Андріївна, Федченко Ірина Іванівна, Проскуріна Людмила Володимирівна
Мітки: сплавів, металів, спосіб, обробки, деталей, хіміко-термічної
Формула / Реферат:
Спосіб хіміко-термічної обробки деталей із металів та сплавів, який включає обробку деталей в парогазовому середовищі з наступним охолодженням до кімнатної температури на повітрі, який відрізняється тим, що обробку проводять перегрітою парою 5 - 8 % водного розчину алюмохромфосфатного зв’язуючого при температурі 600 ± 20оС протягом 30 - 60 хвилин, а охолодження проводять до температури 200оC в контейнері, а потім на повітрі.
Спосіб хіміко-термічної обробки твердосплавних виробів
Номер патенту: 28839
Опубліковано: 25.12.2007
Автори: Косіюк Артем Миколайович, Каплун Віталій Григорович, Косіюк Микола Миколайович
МПК: C23C 8/06
Мітки: виробів, хіміко-термічної, обробки, твердосплавних, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки твердосплавних виробів, переважно з отворами, що включає нагрівання і витримування в азото-аргоновому середовищі, який відрізняється тим, що вироби попередньо очищені від забруднення і обезжирені за допомогою спеціального оснащення монтують у вакуумній камері, з орієнтацією отворів відносно корпусу при відстані між виробами не менше 20 мм і після іонного очищення поверхні виробів проводять хіміко-термічну...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович
МПК: C23C 8/00, B24B 31/112
Мітки: швидкорізальної, сталі, хіміко-термічної, інструменту, обробки, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Попередній патент: Гідратований аміачний змішаний ортопірофосфат цинку-нікелю (іі) та спосіб його одержання
Наступний патент: Каталізатор для очищення газів, що відходять, від оксиду азоту (іі) та оксиду вуглецю (іі) при їх спільній присутності і спосіб його одержання
Випадковий патент: Рейкове скріплення