Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Майборода Віктор Станіславович, Ульяненко Наталія Валентинівна
Формула / Реферат
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні виробу абразивним порошком у магнітному полі.
Текст
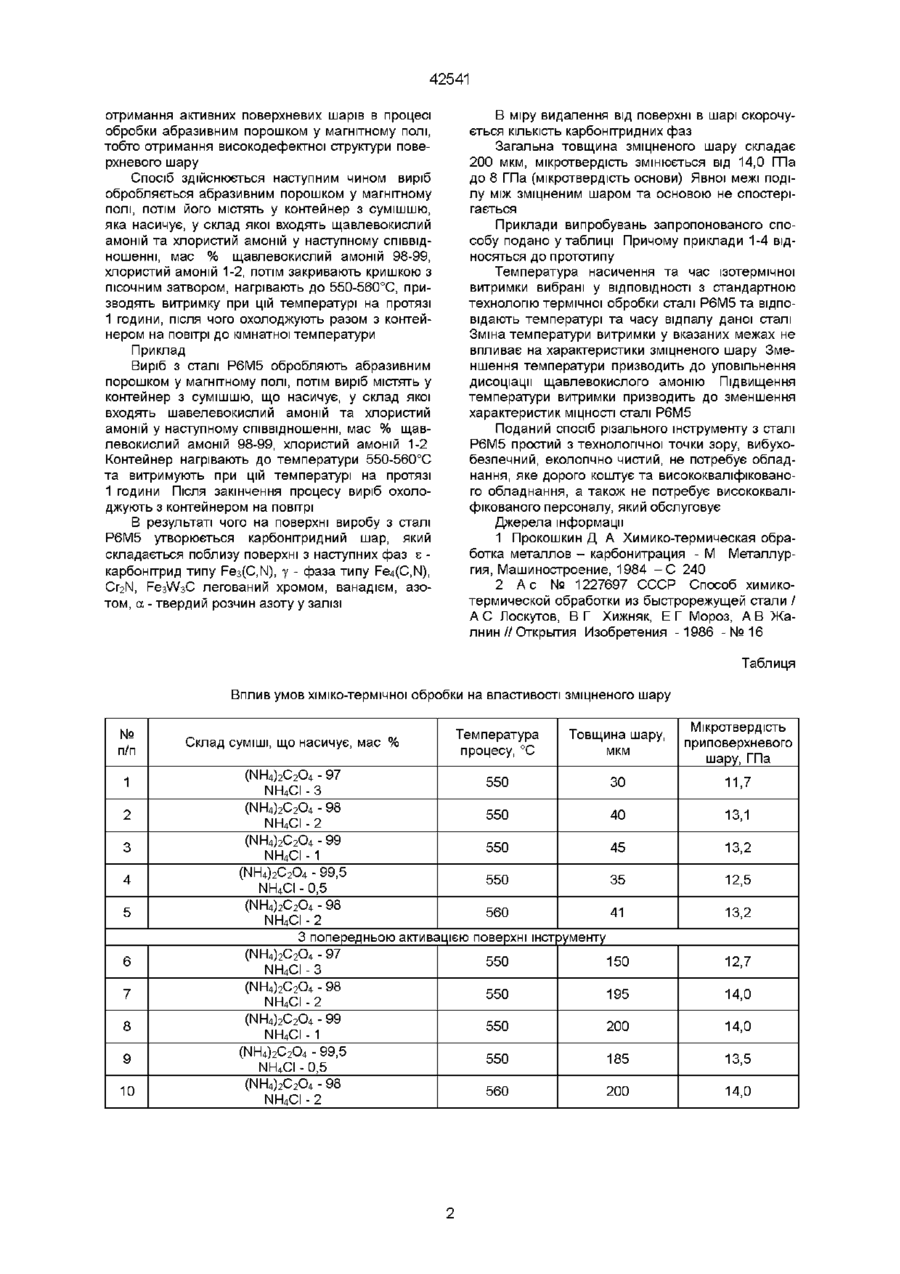
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас % щавлевокислий амоній 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні виробу абразивним порошком у магнітному полі Винахід відноситься до хіміко-термічної обробки та може бути широко використаний в інструментальному господарстві та в будь-якій галузі виробництва для підвищення працездатності різального інструменту з швидкорізальної сталі Відомий спосіб хіміко-термічної обробки [1], який включає нагрів до температур 550-560°С та витримку у середовищі, яке насичує Недоліком даного способу є мала глибина зміцненого шару Відомий також спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, в якості якого використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас % щавлевокислий амоній 98-99, хлористий амоній 1-2, обробку холодом шляхом занурення в середовищі, що охолоджує [2] (прототип) Недоліком даного способу є відносно невелика глибина зміцненого шару, який знімається в процесі експлуатації та перезаточування інструменту, що обумовлено низькою швидкістю дифузії насичуючих елементів при температурі обробки 550-560°С, а також низькою активністю поверхні, що насичують В основу винаходу поставлено задачу удосконалення способу хіміко-термічної обробки інструменту з швидкорізальної сталі, шляхом впровадження попередньої активації поверхні виробу абразивним порошком у магнітному полі, що дозволяє отримати малу шорсткість робочої поверхні виробу та в поверхневому шарі карбонітридний шар товщиною більш ніж 30-60 мкм, за рахунок якого отримати високу твердість та хорошу пластичність виробу Поставлена задача досягається тим, що в способі хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, в якості якого використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас % щавлевокислий амоній 98-99, хлористий амоній 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, новим є те, що перед нагрівом проводять активацію поверхні виробу абразивним порошком у магнітному полі Обробка абразивним порошком у магнітному полі включає в себе одночасну дію двох позитивних факторів, які забезпечують процес зміцнення поверхневого шару - перемагнічування деталей, яке виникає за рахунок обертання деталей у постійному магнітному полі, - пластичне деформування поверхневого шару, яке виникає під час контактування частинок магнітно-абразивного порошку з поверхнею деталі, що обробляється Перший фактор позитивно впливає за рахунок магнітно-стрікційних ефектів, які виникають під час перемагнічування і призводять до подрібнення структури (карбідів) і формування напруженого стану в матеріалі Другий фактор позитивно впливає за рахунок формування в поверхневому шарі залишкових стискаючих напружень па глибині до 10 мкм величиною 600-900 МПа Так як підвищення температур для даного способу неприпустимо тоді швидкість дифузії була підвищена за рахунок ю 42541 отримання активних поверхневих шарів в процесі обробки абразивним порошком у магнітному полі, тобто отримання в и со код ефекти о і структури поверхневого шару Спосіб здійснюється наступним чином виріб обробляється абразивним порошком у магнітному полі, потім його містять у контейнер з сумішшю, яка насичує, у склад якої входять щавлевокислий амоній та хлористий амоній у наступному співвідношенні, мас % щавлевокислий амоній 98-99, хлористий амоній 1-2, потім закривають кришкою з пісочним затвором, нагрівають до 550-560°С, призводять витримку при цій температурі на протязі 1 години, після чого охолоджують разом з контейнером на повітрі до кімнатної температури Приклад Виріб з сталі Р6М5 обробляють абразивним порошком у магнітному полі, потім виріб містять у контейнер з сумішшю, що насичує, у склад якої входять шавелевокислий амоній та хлористий амоній у наступному співвідношенні, мас % щавлевокислий амоній 98-99, хлористий амоній 1-2 Контейнер нагрівають до температури 550-560°С та витримують при цій температурі на протязі 1 години Після закінчення процесу виріб охолоджують з контейнером на повітрі В результаті чого на поверхні виробу з сталі Р6М5 утворюється карбонітридний шар, який складається поблизу поверхні з наступних фаз s карбонітрид типу Fe3(C,N), у - фаза типу Fe4(C,N), Cr2N, Рез\Л/зС легований хромом, ванадієм, азотом, а - твердий розчин азоту у залізі В міру видалення від поверхні в шарі скорочується кількість карбонітридних фаз Загальна товщина зміцненого шару складає 200 мкм, мікротвердість змінюється від 14,0 ГПа до 8 ГПа (мікротвердість основи) Явної межі поділу між зміцненим шаром та основою не спостерігається Приклади випробувань запропонованого способу подано у таблиці Причому приклади 1-4 відносяться до прототипу Температура насичення та час ізотермічної витримки вибрані у ВІДПОВІДНОСТІ З стандартною технологію термічної обробки сталі Р6М5 та відповідають температурі та часу відпалу даної сталі Зміна температури витримки у вказаних межах не впливає на характеристики зміцненого шару Зменшення температури призводить до уповільнення дисоціації щавлевокислого амонію Підвищення температури витримки призводить до зменшення характеристик МІЦНОСТІ сталі Р6М5 Поданий спосіб різального інструменту з сталі Р6М5 простий з технологічної точки зору, вибухобезпечний, екологічно чистий, не потребує обладнання, яке дорого коштує та висококваліфікованого обладнання, а також не потребує висококваліфікованого персоналу, який обслуговує Джерела інформації 1 Прокошкин Д А Химико-термическая обработка металлов - карбонитрация - М Металлургия, Машиностроение, 1984 - С 240 2 А с № 1227697 СССР Способ химикотермической обработки из быстрорежущей стали / А С Лоскутов, В Г Хижняк, Е Г Мороз, А В Жалнин//Открытия Изобретения -1986 - № 1 6 Таблиця Вплив умов хіміко-термічної обробки на властивості зміцненого шару № п/п 1 2 3 4 5 6 7 8 9 10 Склад суміші, що насичує, мас % Температура процесу, °С Товщина шару, мкм (NH4)2C2O4 - 97 550 ЗО NH4CI - 3 (NH4)2C2O4 - 98 550 40 NH4CI - 2 (NH4)2C2O4 - 99 550 45 NH4CI -1 (NH4)2C2O4 - 99,5 550 35 NH4CI - 0,5 (NH4)2C2O4 - 98 560 41 NH4CI - 2 3 попередньою активацією поверхні інструменту (NH4)2C2O4 - 97 550 150 NH4CI - 3 (NH4)2C2O4 - 98 550 195 NH4CI - 2 (NH4)2C2O4 - 99 550 200 NH4CI -1 (NH4)2C2O4 - 99,5 550 185 NH4CI - 0,5 (NH4)2C2O4 - 98 560 200 NH4CI - 2 Мікротвердість приповерхневого шару, ГПа 11,7 13,1 13,2 12,5 13,2 12,7 14,0 14,0 13,5 14,0 42541 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку 2002 р Формат 60x84 1/8 Обсяг обл -вид арк Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for chemical and thermal treatment of tool from quick-cutting steel
Автори англійськоюMaiboroda Viktor Stanislavovych, Ulianenko Nataliia Valentynivna, Bobina Maryna Mykolaivna
Назва патенту російськоюСпособ химико-термической обработки инструмента из быстрорежущей стали
Автори російськоюМайборода Виктор Станиславович, Ульяненко Наталия Валентиновна, Бобина Марина Николаевна
МПК / Мітки
МПК: B24B 31/112, C23C 8/00
Мітки: хіміко-термічної, інструменту, спосіб, обробки, сталі, швидкорізальної
Код посилання
<a href="https://ua.patents.su/3-42541-sposib-khimiko-termichno-obrobki-instrumentu-z-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі</a>
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Григор'єв Сергій Миколайович, Саблєв Леонід Павлович, Ступак Римма Іванівна, Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович
МПК: C23C 8/00
Мітки: обробки, інструменту, спосіб, хіміко-термічної
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 14388
Опубліковано: 25.04.1997
Автори: Овчаренко Валерій Давидович, Андреєв Анатолій Афанасійович, Саблєв Леонід Павлович, Аксенов Іван Іванович, Ломіно Микола Степанович, Шелохаєв Володимир Іванович, Хороших Володимир Максимович, Гаврилко Ігор Васильович, Григор'єв Сергій Миколайович, Ступак Римма Іванівна
МПК: C23C 12/00
Мітки: обробки, інструменту, хіміко-термічної, спосіб
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение методом конденсационно-ионной бомбардировки на обрабатываемое изделие нитрида титана и азотирование в плазме газового вакуумно-дугового разряда между обрабатываемым изделием - анодом и дополнительным катодом, отличающийся тем, что, с целью повышения эксплуатационной стойкости обработанного инструмента, азотирование и нанесение нитрида титана производят в одном...
Спосіб термічної обробки швидкорізальної сталі
Номер патенту: 19205
Опубліковано: 25.12.1997
Автори: Хрістофоров Анатолій Ілліч, Шумаков Юрій Іванович, Опріщенко Тетяна Анатоліївна, Д'яченко Светлана Степанівна, Крюков Віктор Костянтинович
МПК: C21D 9/22
Мітки: швидкорізальної, обробки, сталі, термічної, спосіб
Формула / Реферат:
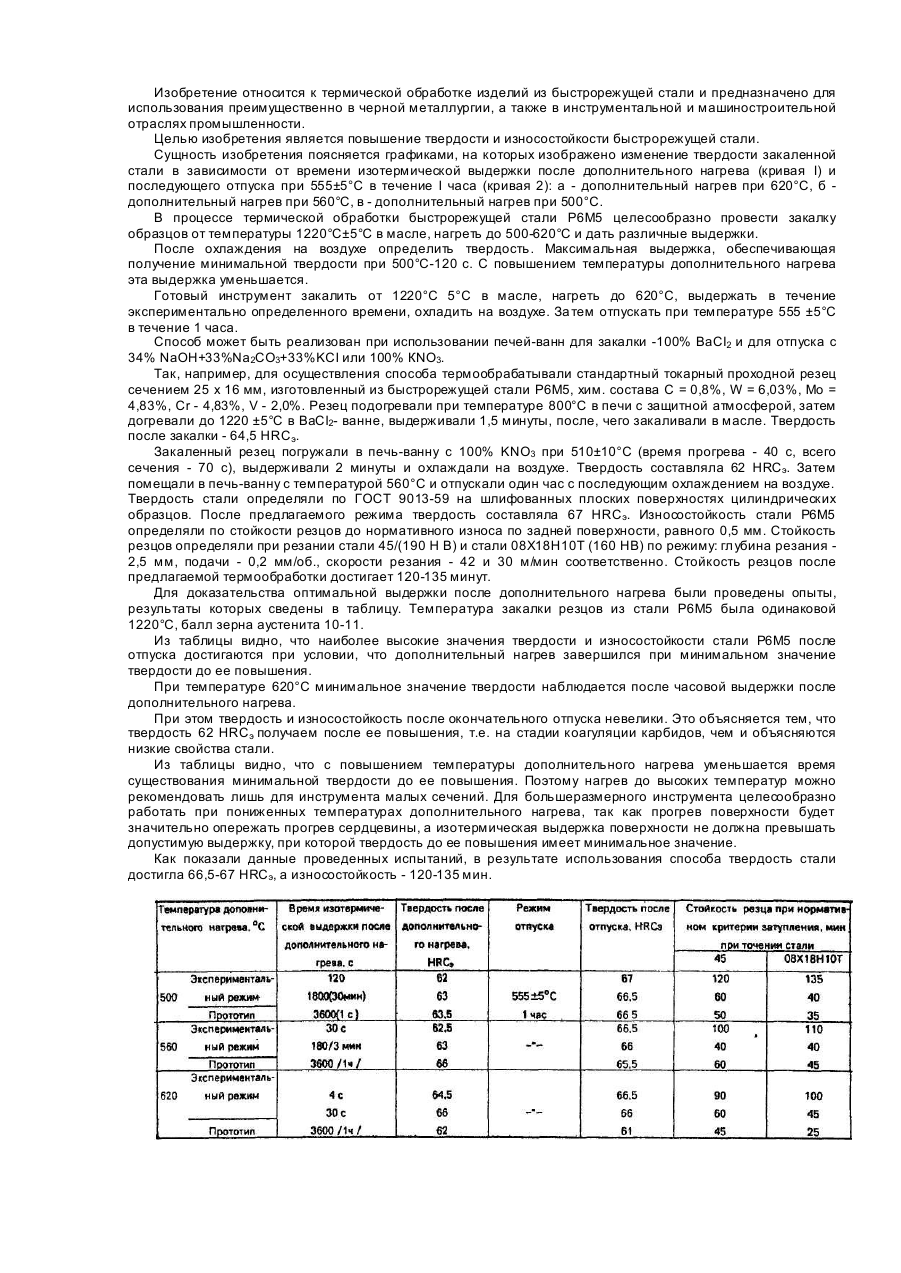
Способ термической обработки быстрорежущей стали, включающий закалку, нагрев до 500~620°С, выдержку, охлаждение на воздуха и отпуск при 555 ±5°С, отличающийся тем, что выдержку проводят в течение времени, позволяющего получить минимальное значение твердости.
Спосіб термічної обробки інструменту із швидкоріжучої сталі
Номер патенту: 2598
Опубліковано: 26.12.1994
Автори: Хижняк Віктор Гаврилович, Жалнін Олександр Васильович, Лєсін Георгій Георгійович, Лоскутов Володимир Федорович, Мороз Олена Григорівна
МПК: C21D 9/22
Мітки: інструменту, термічної, сталі, спосіб, швидкоріжучої, обробки
Формула / Реферат:
Способ термической обработки инструмента из быстрорежущей стали, включающий нагрев и выдержку инструмента в насыщающей среде, обработку холодом путем погружения в охлаждающую среду, отличающийся тем, что, с целью повышения стойкости инструмента, в качестве насыщающей среды используют смесь щавелевокислого аммония и хлористого аммония при следующем соотношении компонентов, мае. %:щавелевокислый аммоний ...
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: спосіб, термічної, ріжучого, твердосплавних, інструменту, обробки, елементів
Формула / Реферат:
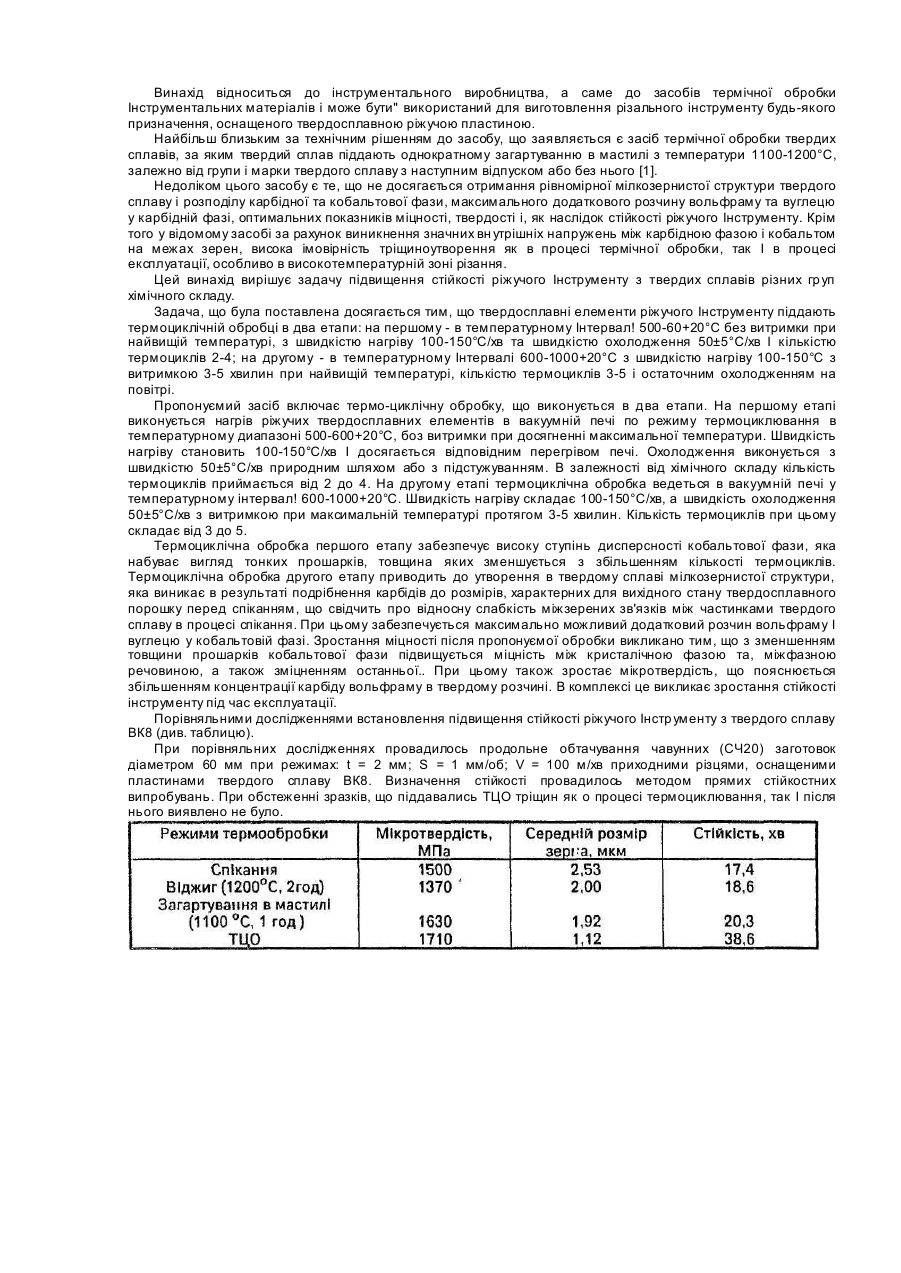
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...