Спосіб виготовлення архітектурних профільних декоративних виробів
Формула / Реферат
1. Спосіб виготовлення архітектурних профільних декоративних виробів, що включає нарізання заготівок з пінополістиролу, нарізання армуючого матеріалу, формування захисного покриття на поверхні заготівки з використанням армуючого матеріалу і зв'язуючого розчину та сушіння готового виробу, який відрізняється тим, що як армуючий матеріал використовують склополотно, а захисне покриття формують шляхом нанесення шару зв'язуючого розчину на поверхню заготівки, укладання на нього армуючого матеріалу з одночасним вирівнюванням поверхні заготівки і нанесення додаткового шару зв'язуючого розчину, при цьому як зв'язуючий розчин використовують цементно-полімерну клейову мастику.
2. Спосіб за п. 1, який відрізняється тим, що зв'язуючий розчин наносять шаром 0,8-1,5 мм.
Текст
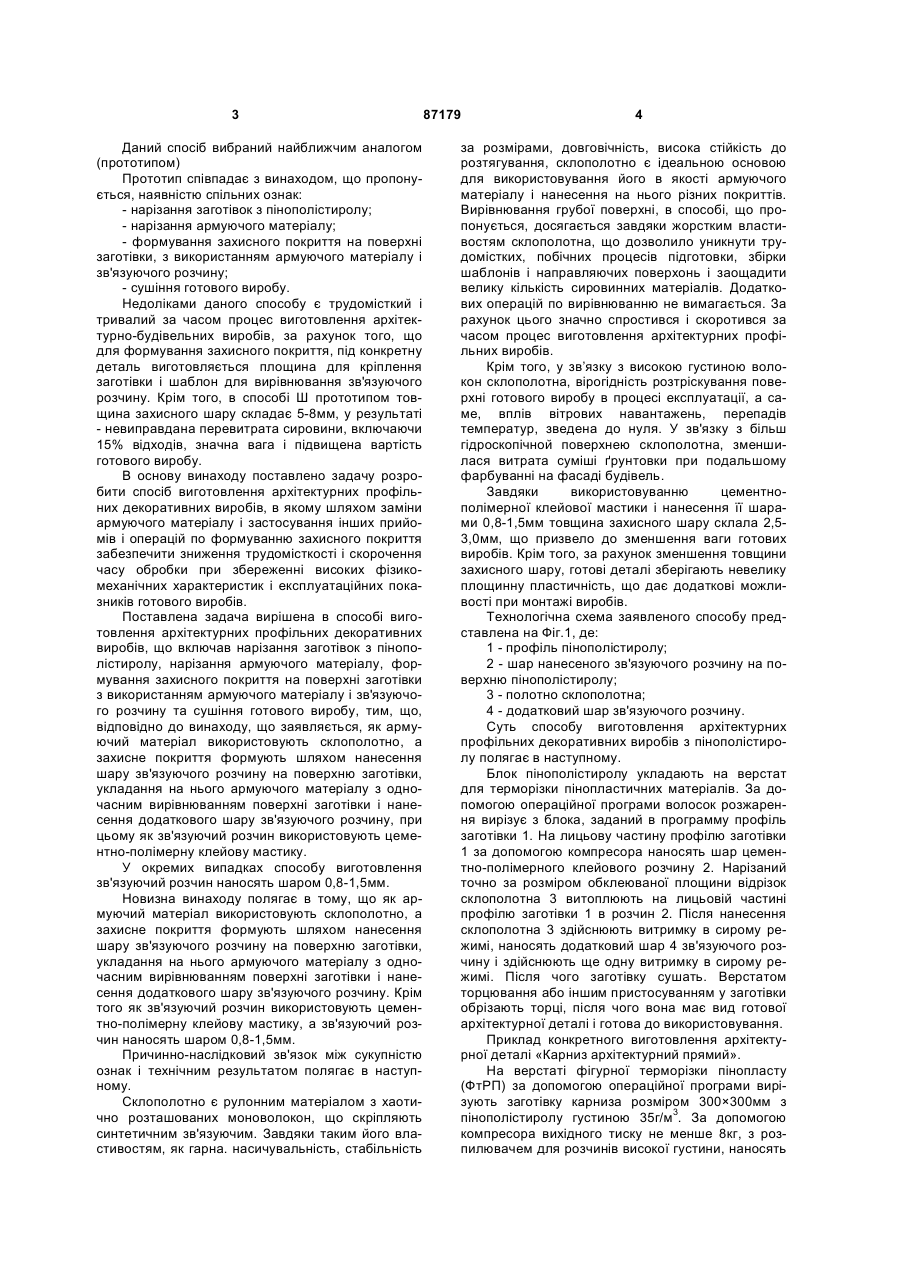
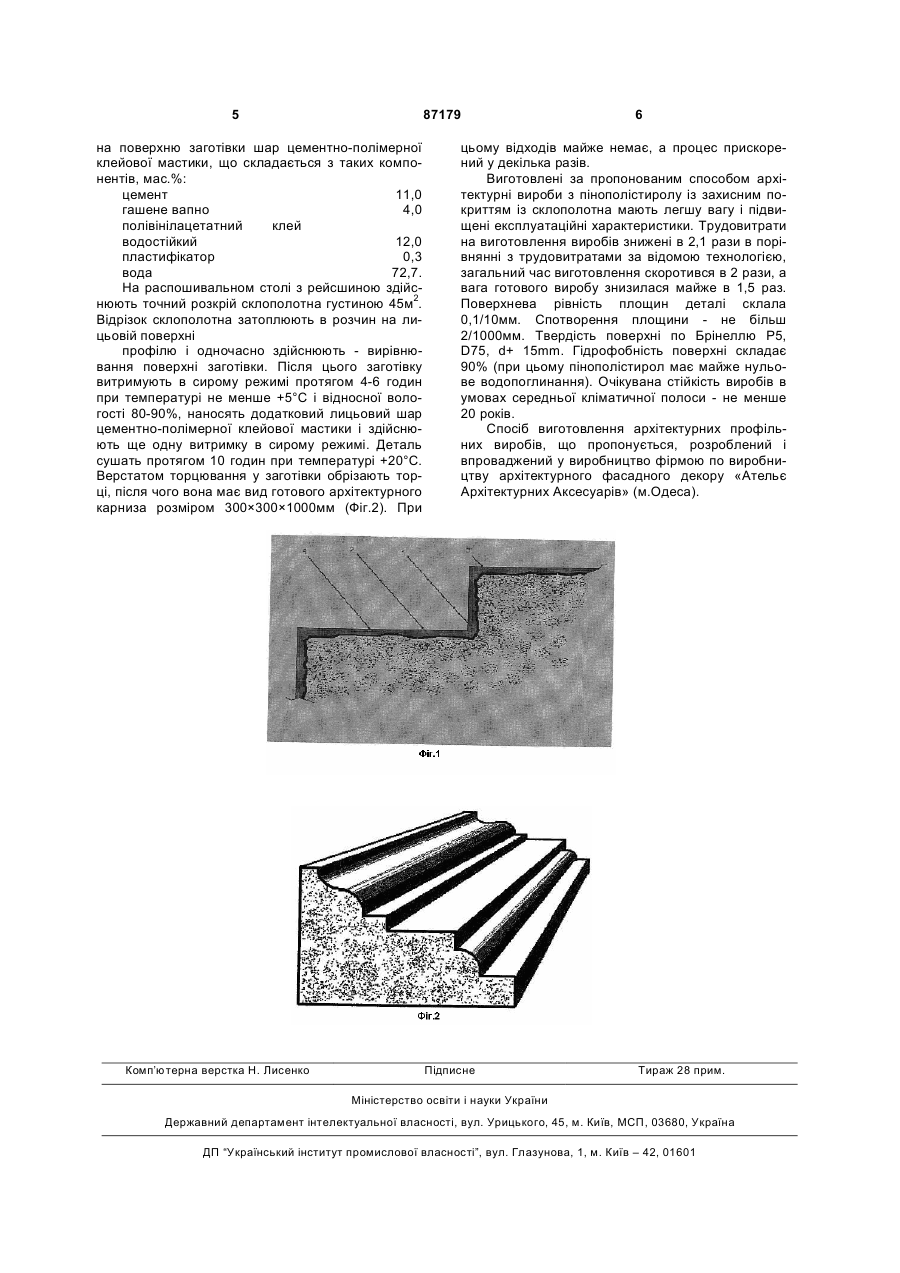
1. Спосіб виготовлення архітектурних профільних декоративних виробів, що включає нарізання заготівок з пінополістиролу, нарізання армуючо 3 Даний спосіб вибраний найближчим аналогом (прототипом) Прототип співпадає з винаходом, що пропонується, наявністю спільних ознак: - нарізання заготівок з пінополістиролу; - нарізання армуючого матеріалу; - формування захисного покриття на поверхні заготівки, з використанням армуючого матеріалу і зв'язуючого розчину; - сушіння готового виробу. Недоліками даного способу є трудомісткий і тривалий за часом процес виготовлення архітектурно-будівельних виробів, за рахунок того, що для формування захисного покриття, під конкретну деталь виготовляється площина для кріплення заготівки і шаблон для вирівнювання зв'язуючого розчину. Крім того, в способі Ш прототипом товщина захисного шару складає 5-8мм, у результаті - невиправдана перевитрата сировини, включаючи 15% відходів, значна вага і підвищена вартість готового виробу. В основу винаходу поставлено задачу розробити спосіб виготовлення архітектурних профільних декоративних виробів, в якому шляхом заміни армуючого матеріалу і застосування інших прийомів і операцій по формуванню захисного покриття забезпечити зниження трудомісткості і скорочення часу обробки при збереженні високих фізикомеханічних характеристик і експлуатаційних показників готового виробів. Поставлена задача вирішена в способі виготовлення архітектурних профільних декоративних виробів, що включав нарізання заготівок з пінополістиролу, нарізання армуючого матеріалу, формування захисного покриття на поверхні заготівки з використанням армуючого матеріалу і зв'язуючого розчину та сушіння готового виробу, тим, що, відповідно до винаходу, що заявляється, як армуючий матеріал використовують склополотно, а захисне покриття формують шляхом нанесення шару зв'язуючого розчину на поверхню заготівки, укладання на нього армуючого матеріалу з одночасним вирівнюванням поверхні заготівки і нанесення додаткового шару зв'язуючого розчину, при цьому як зв'язуючий розчин використовують цементно-полімерну клейову мастику. У окремих випадках способу виготовлення зв'язуючий розчин наносять шаром 0,8-1,5мм. Новизна винаходу полягає в тому, що як армуючий матеріал використовують склополотно, а захисне покриття формують шляхом нанесення шару зв'язуючого розчину на поверхню заготівки, укладання на нього армуючого матеріалу з одночасним вирівнюванням поверхні заготівки і нанесення додаткового шару зв'язуючого розчину. Крім того як зв'язуючий розчин використовують цементно-полімерну клейову мастику, а зв'язуючий розчин наносять шаром 0,8-1,5мм. Причинно-наслідковий зв'язок між сукупністю ознак і технічним результатом полягає в наступному. Склополотно є рулонним матеріалом з хаотично розташованих моноволокон, що скріпляють синтетичним зв'язуючим. Завдяки таким його властивостям, як гарна. насичувальність, стабільність 87179 4 за розмірами, довговічність, висока стійкість до розтягування, склополотно є ідеальною основою для використовування його в якості армуючого матеріалу і нанесення на нього різних покриттів. Вирівнювання грубої поверхні, в способі, що пропонується, досягається завдяки жорстким властивостям склополотна, що дозволило уникнути трудомістких, побічних процесів підготовки, збірки шаблонів і направляючих поверхонь і заощадити велику кількість сировинних матеріалів. Додаткових операцій по вирівнюванню не вимагається. За рахунок цього значно спростився і скоротився за часом процес виготовлення архітектурних профільних виробів. Крім того, у зв’язку з високою густиною волокон склополотна, вірогідність розтріскування поверхні готового виробу в процесі експлуатації, а саме, вплів вітрових навантажень, перепадів температур, зведена до нуля. У зв'язку з більш гідроскопічной поверхнею склополотна, зменшилася витрата суміші ґрунтовки при подальшому фарбуванні на фасаді будівель. Завдяки використовуванню цементнополімерної клейової мастики і нанесення її шарами 0,8-1,5мм товщина захисного шару склала 2,53,0мм, що призвело до зменшення ваги готових виробів. Крім того, за рахунок зменшення товщини захисного шару, готові деталі зберігають невелику площинну пластичність, що дає додаткові можливості при монтажі виробів. Технологічна схема заявленого способу представлена на Фіг.1, де: 1 - профіль пінополістиролу; 2 - шар нанесеного зв'язуючого розчину на поверхню пінополістиролу; 3 - полотно склополотна; 4 - додатковий шар зв'язуючого розчину. Суть способу виготовлення архітектурних профільних декоративних виробів з пінополістиролу полягає в наступному. Блок пінополістиролу укладають на верстат для терморізки пінопластичних матеріалів. За допомогою операційної програми волосок розжарення вирізує з блока, заданий в программу профіль заготівки 1. На лицьову частину профілю заготівки 1 за допомогою компресора наносять шар цементно-полімерного клейового розчину 2. Нарізаний точно за розміром обклеюваної площини відрізок склополотна 3 витоплюють на лицьовій частині профілю заготівки 1 в розчин 2. Після нанесення склополотна 3 здійснюють витримку в сирому режимі, наносять додатковий шар 4 зв'язуючого розчину і здійснюють ще одну витримку в сирому режимі. Після чого заготівку сушать. Верстатом торцювання або іншим пристосуванням у заготівки обрізають торці, після чого вона має вид готової архітектурної деталі і готова до використовування. Приклад конкретного виготовлення архітектурної деталі «Карниз архітектурний прямий». На верстаті фігурної терморізки пінопласту (ФтРП) за допомогою операційної програми вирізують заготівку карниза розміром 300×300мм з пінополістиролу густиною 35г/м3. За допомогою компресора вихідного тиску не менше 8кг, з розпилювачем для розчинів високої густини, наносять 5 87179 на поверхню заготівки шар цементно-полімерної клейової мастики, що складається з таких компонентів, мас.%: цемент 11,0 гашене вапно 4,0 полівінілацетатний клей водостійкий 12,0 пластифікатор 0,3 вода 72,7. На распошивальном столі з рейсшиною здійснюють точний розкрій склополотна густиною 45м2. Відрізок склополотна затоплюють в розчин на лицьовій поверхні профілю і одночасно здійснюють - вирівнювання поверхні заготівки. Після цього заготівку витримують в сирому режимі протягом 4-6 годин при температурі не менше +5°С і відносної вологості 80-90%, наносять додатковий лицьовий шар цементно-полімерної клейової мастики і здійснюють ще одну витримку в сирому режимі. Деталь сушать протягом 10 годин при температурі +20°С. Верстатом торцювання у заготівки обрізають торці, після чого вона має вид готового архітектурного карниза розміром 300×300×1000мм (Фіг.2). При Комп’ютерна верстка Н. Лиcенко 6 цьому відходів майже немає, а процес прискорений у декілька разів. Виготовлені за пропонованим способом архітектурні вироби з пінополістиролу із захисним покриттям із склополотна мають легшу вагу і підвищені експлуатаційні характеристики. Трудовитрати на виготовлення виробів знижені в 2,1 рази в порівнянні з трудовитратами за відомою технологією, загальний час виготовлення скоротився в 2 рази, а вага готового виробу знизилася майже в 1,5 раз. Поверхнева рівність площин деталі склала 0,1/10мм. Спотворення площини - не більш 2/1000мм. Твердість поверхні по Брінеллю Р5, D75, d+ 15mm. Гідрофобність поверхні складає 90% (при цьому пінополістирол має майже нульове водопоглинання). Очікувана стійкість виробів в умовах середньої кліматичної полоси - не менше 20 років. Спосіб виготовлення архітектурних профільних виробів, що пропонується, розроблений і впроваджений у виробництво фірмою по виробництву архітектурного фасадного декору «Ательє Архітектурних Аксесуарів» (м.Одеса). Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of architectural profiled decorative articles
Автори англійськоюKriulin Oleksii Petrovych
Назва патенту російськоюСпособ изготовления архитектурных профильных декоративных изделий
Автори російськоюКриулин Алексей Петрович
МПК / Мітки
МПК: E04F 13/00, E04F 13/18
Мітки: виготовлення, декоративних, спосіб, виробів, профільних, архітектурних
Код посилання
<a href="https://ua.patents.su/3-87179-sposib-vigotovlennya-arkhitekturnikh-profilnikh-dekorativnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення архітектурних профільних декоративних виробів</a>
Спосіб виготовлення архітектурних профільних декоративних виробів
Номер патенту: 27740
Опубліковано: 12.11.2007
Автор: Кріулін Олексій Петрович
МПК: E04F 13/18
Мітки: виробів, архітектурних, виготовлення, профільних, декоративних, спосіб
Формула / Реферат:
1. Спосіб виготовлення архітектурних профільних декоративних виробів, який включає нарізку заготівок з пінополістиролу, нарізку армуючого матеріалу, формування захисного покриття на поверхні заготівки з використанням армуючого матеріалу і зв'язуючого розчину і сушіння готового виробу, який відрізняється тим, що як армуючий матеріал використовують склополотно, а захисне покриття формують шляхом нанесення шару зв'язуючого розчину на поверхню...
Спосіб виготовлення декоративних виробів з металу
Номер патенту: 49160
Опубліковано: 16.09.2002
Автор: Назаренко Василь Романович
МПК: B44C 1/22, C22C 38/00
Мітки: виробів, спосіб, декоративних, виготовлення, металу
Формула / Реферат:
1. Спосіб виготовлення декоративних виробів із металу, що включає виготовлення виробу з булатної сталі, шліфування і полірування поверхні виробу, нанесення на поверхні виробу елемента з воску, парафіну чи іншої суміші, покриття всієї поверхні виробу сметаноподібним розчином вогнетривкої глини з добавкою крихти азбесту чи іншого подібного матеріалу, сушіння, цементацію і видалення кірки із сметаноподібного розчину, який відрізняється тим, що...
Спосіб виготовлення художньо-декоративних виробів або їх елементів
Номер патенту: 33151
Опубліковано: 10.06.2008
Автори: Шевчук Володимир Аркадійович, Косаєв Махір Ахмедалі огли, Шевченко Віктор Федорович, Польотіна Ірина Олександрівна
Мітки: виготовлення, виробів, спосіб, елементів, художньо-декоративних
Формула / Реферат:
1. Спосіб виготовлення художньо-декоративних виробів або їх елементів, що включає нанесення малюнка з використанням барвної речовини на поверхні попередньо обробленої шкіри тварини, який відрізняється тим, що нанесення малюнка здійснюють методом татуажу, при якому багаторазово наколюють шкіру на глибину 0,3-2,0 мм з одночасним введенням барвної речовини та подальшим нанесенням захисного покриття.2. Спосіб за п. 1, який відрізняється...
Спосіб виготовлення декоративних виробів
Номер патенту: 62014
Опубліковано: 15.12.2003
Автор: Багрій-Шахматова Тетяна Леонідовна
МПК: B44C 5/00
Мітки: виготовлення, виробів, декоративних, спосіб
Формула / Реферат:
Спосіб виготовлення декоративних виробів, що включає нанесення контуру малюнка на полімерний матеріал, вирізання контуру виробу до отримання об'ємної форми, фарбування і сушіння виробу, який відрізняється тим, що як полімерний матеріал використовують пенопласт, формування об'ємного зображення здійснюють вирізуванням за допомогою ножа, видушуванням твердим предметом, вириванням шматків пальцями рук, витравлюванням нітролаком, сушіння виробу...
Спосіб виготовлення профільних виробів із силоксанової гуми
Номер патенту: 43260
Опубліковано: 16.08.2004
Автори: Шульга Олена Миколаївна, Богатиренко Олена Олексіївна, Мельник Людмила Олексіївна, Піднебесний Андрій Петрович
МПК: B29C 47/00
Мітки: профільних, гуми, виготовлення, виробів, спосіб, силоксанової
Формула / Реферат:
Спосіб виготовлення профільних виробів із силоксанової гуми, який включає виготовлення та вилежування гумової суміші, її розігрів та подачу у черв‘ячний прес у вигляді живильної стрічки, шприцювання та вулканізацію одержаного профілю, який відрізняється тим, що в гумову суміш не менше ніж через 20 годин після її виготовлення вводять додатково під час розігріву 4-7 мас. ч. аеросилу та 2-5 мас. ч. низькомолекулярного силоксанового каучуку,...
Попередній патент: Полімерна композиція для виготовлення будівельних матеріалів і конструкцій
Наступний патент: Плівкова ємність або упаковка
Випадковий патент: Спосіб вилучення кольорових металів із низькоконцентрованих розчинів