Спосіб виготовлення виливка корпусу контейнера для захоронення та транспортування радіоактивних відходів
Номер патенту: 88741
Опубліковано: 10.11.2009
Автори: Шейко Анатолій Антонович, Козак Дмитро Сергійович, Бубликов Валентин Борисович, Косинська Аліна Василівна, Зелений Борис Григорович, Латенко Володимир Петрович
Формула / Реферат
Спосіб виготовлення виливка корпусу контейнера для захоронення та транспортування радіоактивних відходів, що включає одержання методом лиття виливка з високоміцного феритного чавуну, який відрізняється тим, що стінки виливка виготовляють із зовнішнім та внутрішнім шарами з високоміцного феритного чавуну, а середній шар проміж ними утворюють встановленням додаткового стрижня з перекристалізованого кам'яного петрургічного матеріалу, який залишають у виливку.
Текст
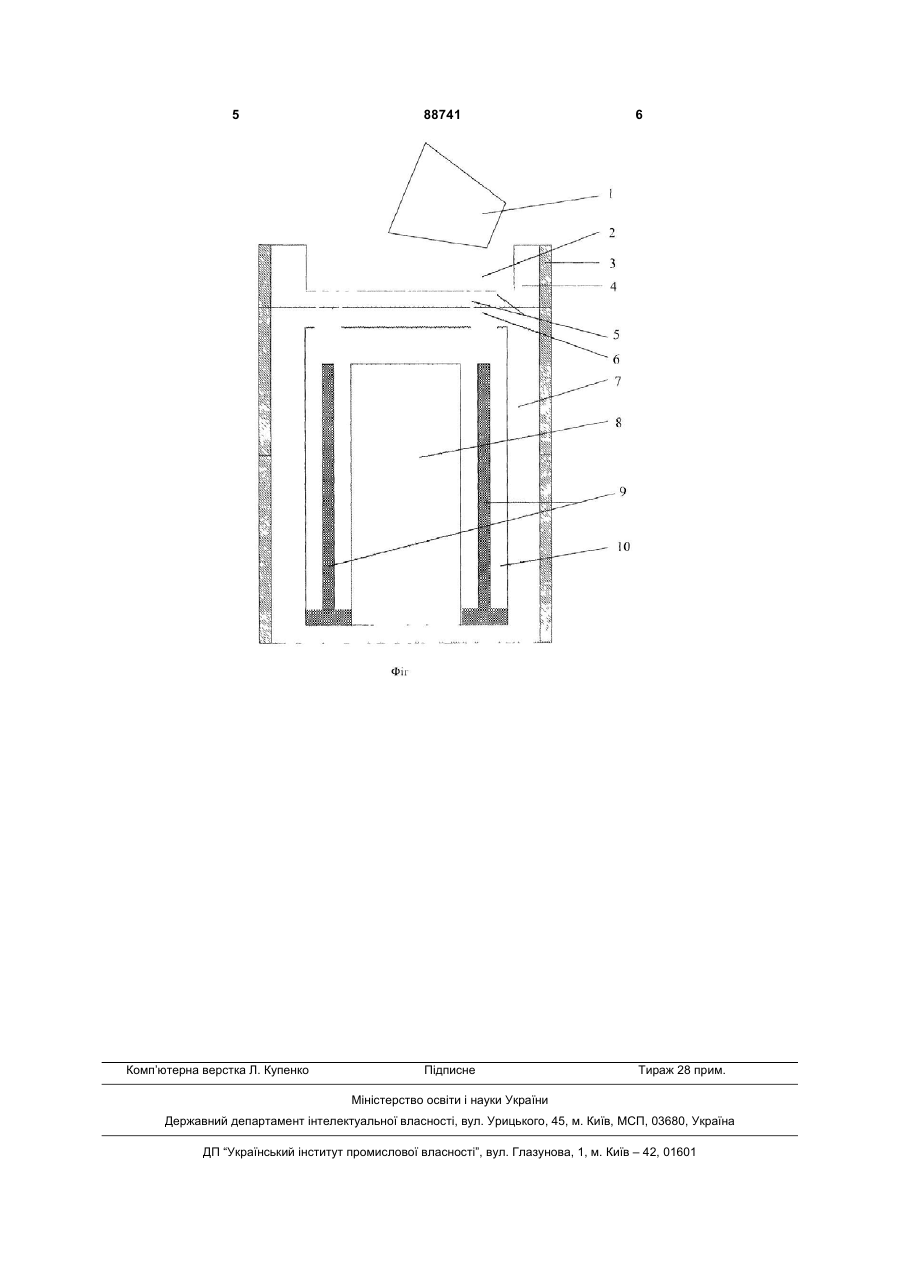
Спосіб виготовлення виливка корпусу контейнера для захоронення та транспортування радіоактивних відходів, що включає одержання методом лиття виливка з високоміцного феритного чавуну, який відрізняється тим, що стінки виливка виготовляють із зовнішнім та внутрішнім шарами з високоміцного феритного чавуну, а середній шар проміж ними утворюють встановленням додаткового стрижня з перекристалізованого кам'яного петрургічного матеріалу, який залишають у виливку. (19) (21) a200807282 (22) 27.05.2008 (24) 10.11.2009 (46) 10.11.2009, Бюл.№ 21, 2009 р. (72) КОЗАК ДМИТРО СЕРГІЙОВИЧ, БУБЛИКОВ ВАЛЕНТИН БОРИСОВИЧ, ШЕЙКО АНАТОЛІЙ АНТОНОВИЧ, ЗЕЛЕНИЙ БОРИС ГРИГОРОВИЧ, ЛАТЕНКО ВОЛОДИМИР ПЕТРОВИЧ, КОСИНСЬКА АЛІНА ВАСИЛІВНА (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) UA 23401 A, 02.06.1998 UA 30867 A, 15.12.2000 3 них відходів, що включає одержання методом лиття виливка з високоміцного феритного чавуну, згідно з винаходом, стінки виливка виготовляють з зовнішнім та внутрішнім тарами з високоміцного феритною чавуну, а середній шар проміж ними утворюють додатковим стрижнем з перекристалізованого кам'яного петрургічного матеріалу, який залишають у виливку. Після заливання ливарної форми рідким чавуном матеріал додаткового стрижня зазнає слідуючі перетворення. При температурі заливки в межах 1300-1360°С тривалість часу до повної кристалізації металу в виливку складає до кількох годин в залежності від габаритів і маси виливка. За цей період часу внаслідок теплопередачі через весь матеріал додаткового стрижня, починаючи з його контактної зони, розігрівається до температури 1000°С, при якій гранули кам'яного петрургічного матеріалу та рідкого скла оплавлюються. При подальшому охолоджені виливка в ливарній формі до 850-900°С в додатковому стрижні проходить процес перекристалізації петрургічного матеріалу, що призводить до збільшення ступінню рівнозернистої його структури та зменшення розмірів кристалів. Застосування цього додаткового стрижня не зменшує рівень біологічного захисту від РАВ в порівнянні з використанням монолітного виливку корпусу контейнера, оскільки перекристалізований кам'яний петрургічний матеріал мас показник лінійного коефіцієнту ослаблення гамма-квантів в межах 0,41-0,45см-1, а високоміцний феритний чавун має показник в межах 0,42-0,47см-1. Суть винаходу пояснюється конкретним прикладом виконання і приведеним кресленням на Фіг. Здійснення способу проводили при виготовленні в ливарній формі з стрижнями виливка макету-корпусу контейнера. Розміри виливка складали: діаметр зовнішній - 500мм, діаметр внутрішній 160мм, висота виливка 600мм. Загальна товщина стінки виливка 170мм, при цьому товщина кожного шару з високоміцного феритного чавуну складала по 50мм, а товщина шару з петрургічного кам'яного матеріалу складала 70мм. На Фіг.1 зображено (подовжній розріз): 1 - заливальний ківш, 2 рідкий модифікований чавун, 3 металева опока, 4 - чаша для заливання форми, 5 - дощові живильники, 6 - надливи, 7 - ливарна форма, 8 - центральний стрижень, 9 - додатковий стрижень, 10 - виливок. Ливарну форму, центральний стрижень та чашу для заливання виготовили з кварцового піску і фенол формальдегідної смоли. Додатковий стри 88741 4 жень виготовили з рідкої самотвердіючої суміші з гранульованого кам'яною петрургічного матеріалу з домішками рідкого скла, ферохромового шлаку та піноутворювача. Ця суміш протягом 3 годин тверділа і мала міцність, яка перевищує 6кг/см2. Ливарну форму формували в металевих опоках, збирали її, для чого в середину вставляли стрижні, а зверху ставили опоку, в якій формували чашу для заливання рідкого чавуну. Високоміцний феритний чавун виплавляли з шихти, компонентами якої були рафінований ливарний чавун (ЛР6), переробний чавун (ПВКЗ), сталевий лом. Плавку проводили в дуговій електричній печі з кислою футерівкою. Модифікували рідкий чавун у заливальному ковші „сендвічпроцесом" лігатурою ЖКМК-4Р. Заливку ливарної форми з встановленими в неї стрижнями проводили зверху рідким чавуном після його модифікування з заливального ковша через заливальну чашу, в якій були розташовані дощові живильники. Після повного охолодження виливка в ливарній формі поверхню виливка звільнили від пригару, надливи зрізали газорізкою, а додатковий стрижень залишили у виливку. Механічні властивості високоміцного феритного чавуну були одержані на зразках, вирізаних з виливка, і складали по межі міцності 400МПа, по відносному подовженню 15%. Зменшення товщини стінок виливка контейнера за рахунок одержання середнього шару з кам'яного петрургічного матеріалу на 20% зменшує масу виливка, оскільки питома вага феритного високоміцного чавуну складає 7,0т/м3, а кам'яного петрургічного матеріалу 3,4т/м3. Застосування запропонованого способу дозволяє на 15-20% підвищити межу міцності, на 3045% відносне подовження та до 25% зменшити масу виливка корпусу контейнера. Джерела інформації 1. Сертифікат-дозвіл RUS/3093/B (U)F-96 на конструкцію транснортно-пакувального комплексу ТУК-128 (ТУЧ R8/1). 2. А.Η. Копилевич, Ю.В.Гейзер, Н.Н. Александров, Б.В. Ковалевич, В.И. Куликов. Перспективы изготовления контейнеров из высокопрочного чугуна для транспортирования и хранения отработанного ядерною топлива. Литейное производство №3, 2001, с. 11-12. 3. The Production of High-Quality Casting in Grade EN-GJS 350-22LT for Transportation of Nuclear Waste The Ductile Iron Society's 1998 Keith D. Millis Word Symposium on Ductile Jron American Foundyman's Society Inc. pp. 511-528. 5 Комп’ютерна верстка Л. Купенко 88741 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing casting of housing of container for disposal and transport of radioactive waste
Автори англійськоюKozak Dmytro Serhiiovych, Bublykov Valentyn Borysovych, Sheiko Anatolii Antonovych, Zelenyi Borys Hryhorovych, Latenko Volodymyr Petrovych, Kosynska Alina Vasylivna
Назва патенту російськоюСпособ изготовления отливки корпуса контейнера для транспортировки и захоронения радиоактивных отходов
Автори російськоюКозак Дмитрий Сергеевич, Бубликов Валентин Борисович, Шейко Анатолий Антонович, Зеленый Борис Григорьевич, Латенко Владимир Петрович, Косинская Алина Васильевна
МПК / Мітки
МПК: B22D 25/00, G01F 5/00, B22D 15/00
Мітки: відходів, виливка, транспортування, корпусу, контейнера, виготовлення, радіоактивних, спосіб, захоронення
Код посилання
<a href="https://ua.patents.su/3-88741-sposib-vigotovlennya-vilivka-korpusu-kontejjnera-dlya-zakhoronennya-ta-transportuvannya-radioaktivnikh-vidkhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливка корпусу контейнера для захоронення та транспортування радіоактивних відходів</a>
Спосіб виготовлення контейнера для транспортування і/або зберігання радіоактивних предметів
Номер патенту: 67781
Опубліковано: 15.07.2004
Автори: Глушке Конрад, Дірш Рудольф, Метлінг Дітер
МПК: G21F 5/005
Мітки: транспортування, виготовлення, контейнера, радіоактивних, предметів, зберігання, спосіб
Формула / Реферат:
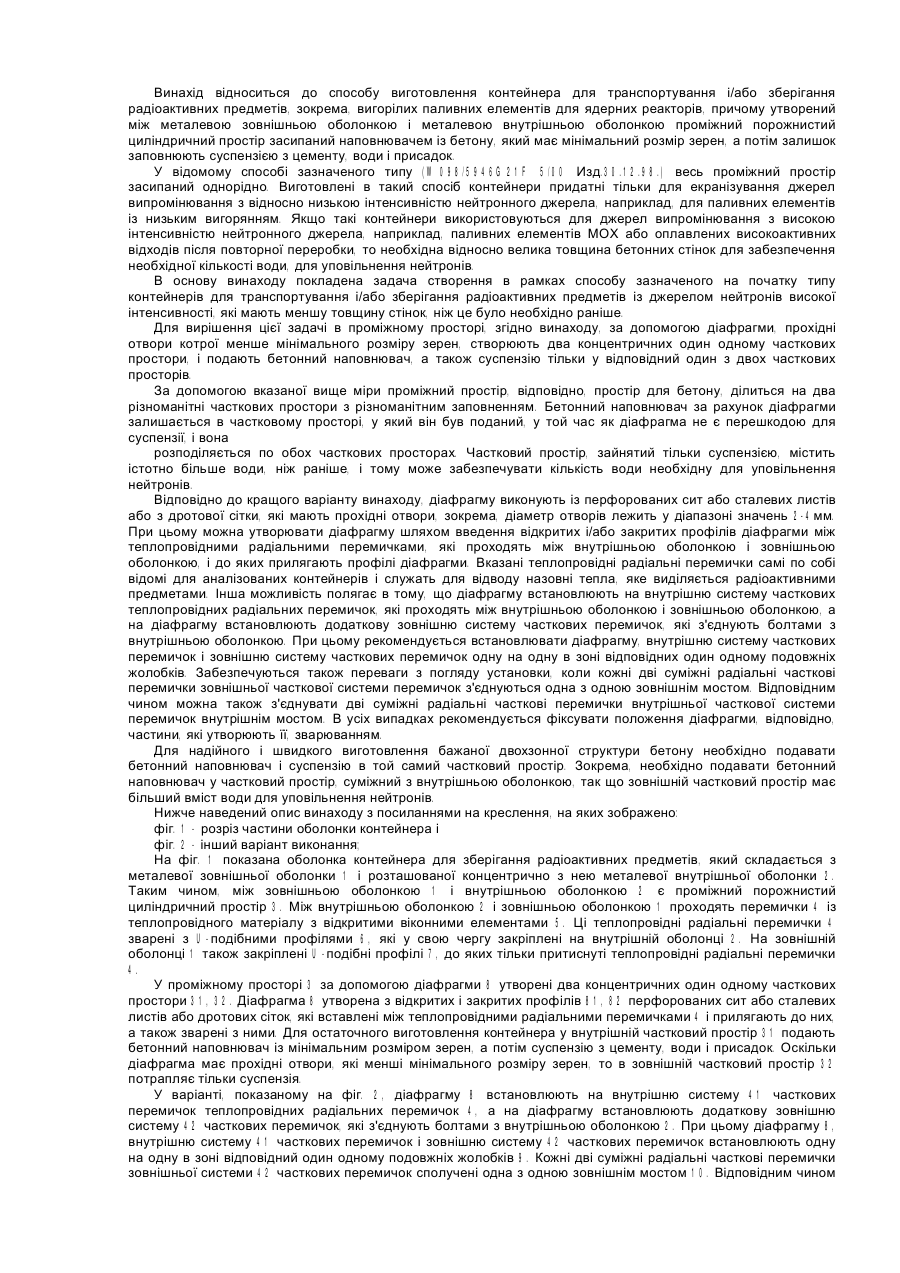
1. Спосіб виготовлення контейнера для транспортування і/або зберігання радіоактивних предметів, при якому утворений між металевою внутрішньою оболонкою і металевою зовнішньою оболонкою порожнистий циліндричний проміжний простір заповнюють бетонним наповнювачем, який має мінімальний розмір зерен, суспензією з цементу, води і присадки, який відрізняється тим, що в проміжному просторі за допомогою діафрагми, прохідні отвори якої менші за...
Спосіб виготовлення виливка корпусу блока циліндрів
Номер патенту: 85516
Опубліковано: 26.01.2009
Автори: Кравченко Володимир Павлович, Шинський Олег Йосипович, Шульга Василь Тимофійович, Дорошенко Володимир Степанович, Клименко Степан Іванович
МПК: B22D 27/04, B22C 9/02
Мітки: корпусу, спосіб, циліндрів, виливка, блока, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виливка корпусу блока циліндрів, що включає виготовлення вакуумованої форми з кварцового піску, створення газового розрідження в піску форми, заливку металевого розплаву в форму, твердіння, охолодження з використанням подачі води для зволоження вакуумованого піску усередині кожного циліндра і видалення виливка, який відрізняється тим, що воду подають в пісок до досягнення відносної вологості піску W - 5-8 % всередині...
Спосіб захоронення радіоактивних відходів в наземних сховищах
Номер патенту: 58390
Опубліковано: 15.07.2003
Автор: Спічак Юрій Миколайович
МПК: G21F 9/00, E21D 11/38
Мітки: наземних, сховищах, спосіб, радіоактивних, захоронення, відходів
Формула / Реферат:
1. Спосіб захоронення радіоактивних відходів в наземних сховищах в залізобетонних контейнерах, який відрізняється тим, що залізобетонні контейнери з радіоактивними відходами попередньо герметизують твердіючим глиноцементним складом з наступною капсулізацією кожного контейнера цим складом шляхом заповнення їм усіх порожнин між сусідніми, вище та нижче розташованими, контейнерами наземного сховища.2. Спосіб за п.1, який відрізняється...
Контейнер для захоронення токсичних, хімічно активних і радіоактивних відходів
Номер патенту: 80944
Опубліковано: 26.11.2007
Автори: Зайцев Леонід Павлович, Гарник Володимир Кирилович, Шипко Іван Іванович
Мітки: хімічної, радіоактивних, захоронення, токсичних, активних, відходів, контейнер
Формула / Реферат:
Контейнер для захоронення токсичних, хімічно активних та радіоактивних відходів, що містить циліндричний корпус, виконаний як пакет відпрацьованих шин, які примикають одна до одної боковинами і затиснуті між собою в осьовому напрямку тягами, та нижнє і верхнє днища, який відрізняється тим, що між боковинами шин прокладена клейка еластична прокладка, в пакет шин вмонтована циліндрична пластикова ємність зі знімною кришкою, при цьому в шинах...
Бетонополімерний контейнер для зберігання, транспортування та захоронення екологічно шкідливих відходів

Номер патенту: 38131
Опубліковано: 15.05.2001
Автори: Корецький Володимир Петрович, Сидорова Сусана Юріївна, Тишкевич Юрій Олександрович, Левченко Анатолій Ісидорович
МПК: G21F 5/00
Мітки: контейнер, зберігання, захоронення, шкідливих, транспортування, відходів, екологічної, бетонополімерний
Формула / Реферат:
Бетонополімерний контейнер для зберігання, транспортування та захоронення екологічно шкідливих відходів, в склад якого входять залізобетонний корпус у вигляді стакана та залізобетонна герметична кришка, насичені полімером, який відрізняється тим, що на з'єднувальних поверхнях кришки та корпусу контейнера в стиковому зазорі, який заповнений герметичним пластичним або твердим матеріалом, виконані шпонкові пази, а на кришці контейнера...