Спосіб виготовлення виливка корпусу блока циліндрів
Номер патенту: 85516
Опубліковано: 26.01.2009
Автори: Кравченко Володимир Павлович, Клименко Степан Іванович, Шульга Василь Тимофійович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення виливка корпусу блока циліндрів, що включає виготовлення вакуумованої форми з кварцового піску, створення газового розрідження в піску форми, заливку металевого розплаву в форму, твердіння, охолодження з використанням подачі води для зволоження вакуумованого піску усередині кожного циліндра і видалення виливка, який відрізняється тим, що воду подають в пісок до досягнення відносної вологості піску W - 5-8 % всередині кожного циліндра в кількості
g = (W πr2hγ)/(100 – W),
де g - вага води, π = 3,14, r - внутрішній радіус циліндра, h - довжина циліндра, γ - питома вага піску форми.
2. Спосіб за п. 1, який відрізняється тим, що після подачі води вакуумування припиняють або герметизують отвори, через які її подають у форму.
3. Спосіб за п. 1, який відрізняється тим, що воду подають до нагріву піску вище за температуру кипіння води.
4. Спосіб за п. 1, який відрізняється тим, що швидкість охолоджування регулюють шляхом подачі води з різною температурою в діапазоні від температури її замерзання до температури кипіння.
5. Спосіб за п. 1, який відрізняється тим, що кількість води g збільшують в 1,1-1,5 разу.
6. Спосіб за п. 1, який відрізняється тим, що для чавунних виливків воду подають в пісок при охолоджуванні циліндрів до досягнення чавуну температури евтектоїдного перетворення.
7. Спосіб за п. 3, який відрізняється тим, що воду подають в пісок відразу після заливки, а тривалість її поглинання регулюють величиною газового розрідження.
Текст
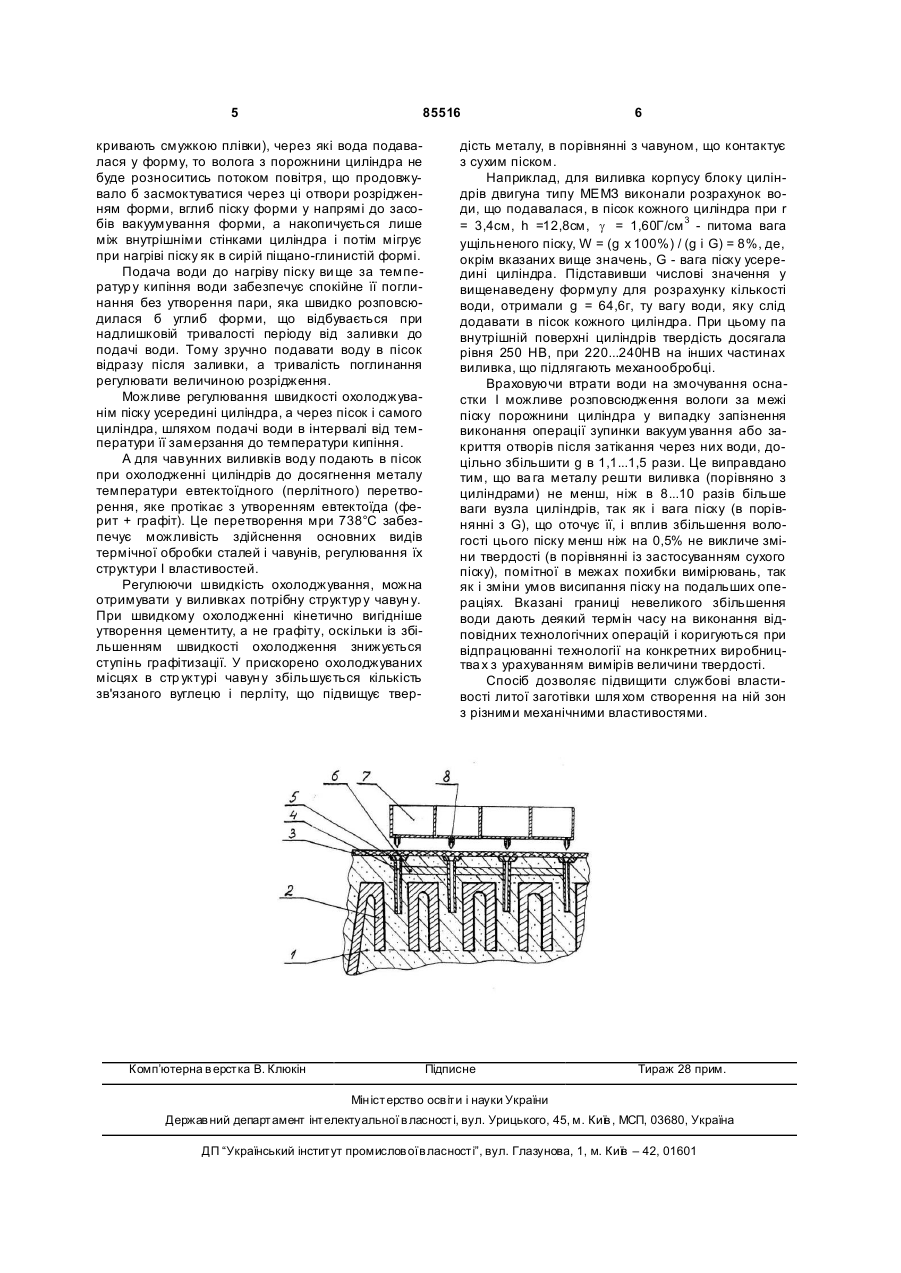
УКРАЇНА (19) UA (11) 85516 (13) C2 (51) МПК (2009) B22C 9/02 B22D 27/04 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ ВИЛИВКА КОРПУСУ БЛОКА Ц ИЛІНДРІВ (13) води до піску, які показали зниження X мри відносній вологості W > 5% у суміші з питомою вагою 1230 кГ/м 3 і W > 8% у суміші з питомою вагою 1470 кГ/м 3 при виготовленні цих сумішей з несіяного піску з питомою вагою g - 1600 кГ/м 3 після ущільнення [Носков Е.А., Яновер Я.Д. Исследование теплофизических характеристик формовочных материалов методами регулярного режима. Известия высших учебных заведений. 1971 - №11 C.147-151]. Проте на основі цих даних не розроблені технологічні способи регулювання теплового режиму формі*. Найбільш близьким до заявленого є технічне рішення для отримання виливків, що включає ви 85516 Винахід відноситься до ливарного виробництва, а саме до способів виробництва виливків корпусу блоку циліндрів і інших виливків з порожнинами. Відоме застосування в ливарній формі систем охолодження рідким холодоагентом [Авторські свідоцтва СРСР №404555 МПК В 22 d 27/04, опубл. 1972, та №801981 МПК В 22 С 27/04, опубл. 1981]. Однак вони являють собою досить складні конструкції холодильної техніки, а в описі їх застосування не вказані оптимальні витрати холодоагента для конкретних виливків. Відома наявність максимальних значень теплопровідності l кварцового піску в сумішах з водою, визначених дослідженнями впливу добавок (11) логості піску W - 5-8 % всередині кожного циліндра в кількості g = (W πr 2hγ)/(100 – W), де g - вага води, π = 3,14, r - внутрішній радіус циліндра, h - довжина циліндра, γ - питома вага піску форми. 2. Спосіб за п. 1, який відрізняється тим, що після подачі води вакуум ування припиняють або герметизують отвори, через які її подають у форму. 3. Спосіб за п. 1, який відрізняється тим, що воду подають до нагріву піску вище за температуру кипіння води. 4. Спосіб за п. 1, який відрізняється тим, що швидкість охолоджування регулюють шляхом подачі води з різною температурою в діапазоні від температури її замерзання до температури кипіння. 5. Спосіб за п. 1, який відрізняється тим, що кількість води g збільшують в 1,1-1,5 разу. 6. Спосіб за п. 1, який відрізняється тим, що для чавунних виливків воду подають в пісок при охолоджуванні циліндрів до досягнення чавун у температури евтектоїдного перетворення. 7. Спосіб за п. 3, який відрізняється тим, що воду подають в пісок відразу після заливки, а тривалість її поглинання регулюють величиною газового розрідження. UA (21) a200702567 (22) 12.03.2007 (24) 26.01.2009 (46) 26.01.2009, Бюл.№ 2, 2009 р. (72) ШИНСЬКИЙ ОЛЕГ ЙОСИПОВИЧ, UA, ДОРОШЕНКО ВОЛОДИМИР СТЕПАНОВИЧ, U A, КЛИМЕНКО СТЕП АН ІВАНОВИЧ, U A, ШУЛЬГА ВАСИЛЬ ТИМОФІЙОВИЧ, UA, КРАВЧЕНКО ВОЛОДИМИР П АВЛОВИЧ, U A (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ Н АН УКРАЇНИ, UA (56) UA, a 200612198, дата подання 20.11.2008 SU, 1310097, A1, 15.05.1987 SU, 825269, A1, 30.04.1981 SU, 1787653, A1, 15.01.1993 CN, 1439469, A, 03.09.2003 JP, 62077148, A, 04.09.1987 (57) 1. Спосіб виготовлення виливка корпусу блока циліндрів, що включає виго товлення вакуумованої форми з кварцового піску, створення газового розрідження в піску форми, заливку металевого розплаву в форму, твердіння, охолодження з використанням подачі води для зволоження вакуумованого піску усередині кожного циліндра і видалення виливка, який відрізняється тим, що воду подають в пісок до досягнення відносної во C2 2 (19) 1 3 85516 готовлення вакуумованої форми з піску, засипаного в опоку, із засобами подачі води у вигляді ємкостей, створення газового розрідження в піску форми, заливки металевого розплаву в порожнину форми, твердіння, охолоджування з використанням подачі води для зволоження піску і видалення виливка [Авторське свідоцтво СРСР №1787653 МПК В 22 С 9/10, опубл. 1989]. Виливок корпусу блоку циліндрів - одна з найбільш складних литих деталей масового виробництва поршневих двигунів, від якості якої залежить їх ресурс експлуатації. Наприклад, для чавунного блоку зазвичай потрібна наявність твердості металу всього виливка 220...240НВ, але на внутрішній поверхні циліндрів (гільз, суцільнолитих в блоці), по яких рухаються поршні, бажано отримати твердість на рівні 250НВ та вище, що збільшить зносостійкість циліндрів. Подача з пісок всередину циліндра суцільнолитого корпусу зайвої кількості вологи як холодоагента приведе до накопиченій її в небажаних місцях форми і може понизити якість виливка шляхом підвищення твердості всього виливка або непередбачених його частин, що збільшить витрати па механічну обробку, а також перезволожить окремі зони піску і утр уднить його висипку в умовах діючого конвеєрного виробництва, крім того, приведе до підвищеної витрати води І витрат на оснастку для її подачі. У описі способу-прототипу не вказано, як подати і яку мінімальну кількість води до досягнення максимальної теплопровідності піску задля вибіркового охолодження заданих внутрішніх поверхонь циліндрів так, щоб отримати необхідну їх твердість без зміни параметрів якості всього виливка і ускладнення операції висипки піску з опоки. Мета винаходу підвищення якості виливка шляхом створення па ньому зон з різними механічними властивостями. Поставлена мета досягається тим, що в способі виготовлення виливка корпусу блоку циліндрів, що включає виготовлення вакуумованої форми з кварцового піску, створення газового розрідження в піску форми, заливки металевого розплаву в форму, твердіння, охолодження з використанням подачі води для зволоження вакуумованого піску усередині кожного циліндра і видалення виливка, згідно винаходу, воду подають до досягнення відносної вологості піску W = 5...8% усередині кожного циліндра в кількості g = ( W pr 2hg ) / (100 - W), де g - вага води, p = 3,14, r внутрішній радіус циліндра, h -довжина циліндра, g питома вага піску форми. Спосіб реалізують в пижчепаведених варіантах. Після подачі води вакуум ування припиняють або герметизують отвори, через які вона подавалася у форму. Також воду подають до нагріву піску вище за температуру кипіння води. Швидкість охолоджування регулюють шляхом подачі води з різною температурою в діапазоні від температури її замерзання до температури кипіння, а кількість води g можуть збільшувати в 1,1...1,5 раз. Для чавунних виливків воду подають в пісок при охолоджуванні циліндрів до досягнення металу температури евтектоїдного 4 перетворення. Крім того, воду можуть подавати в пісок відразe після заливки, а тривалість її поглинання регулювати величиною розрідження. На Фіг. умовно показана частина піщаної форми в розрізі, отримана в опоці типу контейнера (не показаний) з піском 1, в якій залитий виливок блоку з частинами у вигляді циліндрів (гільз) 2. Пісок герметизують синтетичною плівкою 3 та вакуумують відомими пристроями. У пісок, що заповнює циліндри вставлені металеві трубки 4 з фланцями 5. Грубки можуть бути закріплені на рейці 6. Ємкості 7 для води мають загострені штуцери 8, які сполучають з трубками 4. Здійснення винаходу засноване на використанні властивостей вакуумованої форми, коли в піску заданий час підтримується розрідження на рівні 50 ± 20кПа, у поєднанні із заходами по досягненню максимальних значень теплопровідності l кварцового піску в сумішах з водою в період, коли прискорення охолодження здатне змінити властивості виливка. Приклад використання винаходу полягає в наступному. Виробляють піщану форму в опоці типу контейнера з сухим піском 1, в якій виливають блок з циліндрами 2, переважно методом лиття по моделях, що газифікуються. Під час формовки при засипці моделі піском в циліндри вставляють металеві трубки 4 з фланцями 5, які встановлюють на рівні контрладу, а потім пісок ущільнюють і по контрладу герметизують синтетичною плівкою 3. Трубки можуть мати дрібні отвори по довжині і/або поміщатися на рівні (зазвичай вище за середину по висоті циліндрів), рівновіддаленому від джерел розрідження в опоці, щоб забезпечити рівномірне засмоктування розрідженням вологи на весь об'єм піску усередині циліндра. Грубки для зручності формування-видалення закріплені на рейці 6. Ємкості 7 для води мають загострені штуцери 8, які сполучають з трубками 4 за допомогою отворів у фланцях 5 при проколюванні ними плівки 3. Це відбувається відразу після заливки, коли практично повністю або в основному виливок затвердів, або в період, що забезпечує наступні варіанти реалізації способу, залежні від товщини стінок виливка, його конструкції, температури перегріву металу і інши х умов. У ємкості 7 подають воду, або наливають заздалегідь, використовуючи, наприклад, як крани рухомі пробки, що відкривають отвори штуцерів 8. Конструкція оснастки для заливки води також залежить від величини, серійності виливків і особливостей виробництва. У всіх випадках добиваються розподілу води в об'ємі піску в середині кожного циліндра з відносною вологістю W близькому до максимуму l , чим досягають охолодження циліндрів зсередини в сирій піщаній суміші форми з підвищеною швидкістю. При цьому виконують умови, щоб решта виливка не змінила швидкості охолодження (в сухому піску) за традиційною ретельно відпрацьованою технологією. Порівняно невелика добавка води в пісок форми не погіршує сипучість піску, алеохолоджує необхідні поверхні, досягаючи їх заданої твердості найефективніше. Якщо після подачі води вакуумування припиняють або герметизують отвори (наприклад, за 5 85516 кривають смужкою плівки), через які вода подавалася у форму, то волога з порожнини циліндра не буде розноситись потоком повітря, що продовжувало б засмоктуватися через ці отвори розрідженням форми, вглиб піску форми у напрямі до засобів вакуумування форми, а накопичується лише між внутрішніми стінками циліндра і потім мігрує при нагріві піску як в сирій піщано-глинистій формі. Подача води до нагріву піску ви ще за температур у кипіння води забезпечує спокійне її поглинання без утворення пари, яка швидко розповсюдилася б углиб форми, що відбувається при надлишковій тривалості періоду від заливки до подачі води. Тому зручно подавати воду в пісок відразу після заливки, а тривалість поглинання регулювати величиною розрідження. Можливе регулювання швидкості охолоджуванім піску усередині циліндра, а через пісок і самого циліндра, шляхом подачі води в інтервалі від температури її замерзання до температури кипіння. А для чавунних виливків воду подають в пісок при охолодженні циліндрів до досягнення металу температури евтектоїдного (перлітного) перетворення, яке протікає з утворенням евтектоїда (ферит + графіт). Це перетворення мри 738°С забезпечує можливість здійснення основних видів термічної обробки сталей і чавунів, регулювання їх структури І властивостей. Регулюючи швидкість охолоджування, можна отримувати у виливках потрібну структур у чавун у. При швидкому охолодженні кінетично вигідніше утворення цементиту, а не графіту, оскільки із збільшенням швидкості охолодження знижується ступінь графітизації. У прискорено охолоджуваних місцях в стр уктурі чавун у збільшується кількість зв'язаного вуглецю і перліту, що підвищує твер Комп’ютерна в ерстка В. Клюкін 6 дість металу, в порівнянні з чавуном, що контактує з сухим піском. Наприклад, для виливка корпусу блоку циліндрів двигуна типу МЕМЗ виконали розрахунок води, що подавалася, в пісок кожного циліндра при r = 3,4см, h =12,8см, g = 1,60Г/см 3 - питома вага ущільненого піску, W = (g x 100%) / (g і G) = 8%, де, окрім вказаних вище значень, G - вага піску усередині циліндра. Підставивши числові значення у вищенаведену формулу для розрахунку кількості води, отримали g = 64,6г, ту вагу води, яку слід додавати в пісок кожного циліндра. При цьому па внутрішній поверхні циліндрів твердість досягала рівня 250 НВ, при 220...240НВ на інших частинах виливка, що підлягають механообробці. Враховуючи втрати води на змочування оснастки І можливе розповсюдження вологи за межі піску порожнини циліндра у випадку запізнення виконання операції зупинки вакуум ування або закриття отворів після затікання через них води, доцільно збільшити g в 1,1...1,5 рази. Це виправдано тим, що ва га металу решти виливка (порівняно з циліндрами) не менш, ніж в 8...10 разів більше ваги вузла циліндрів, так як і вага піску (в порівнянні з G), що оточує її, і вплив збільшення вологості цього піску менш ніж на 0,5% не викличе зміни твердості (в порівнянні із застосуванням сухого піску), помітної в межах похибки вимірювань, так як і зміни умов висипання піску на подальших операціях. Вказані границі невеликого збільшення води дають деякий термін часу на виконання відповідних технологічних операцій і коригуються при відпрацюванні технології на конкретних виробництва х з урахуванням вимірів величини твердості. Спосіб дозволяє підвищити службові властивості литої заготівки шля хом створення на ній зон з різними механічними властивостями. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing casting of casing of cylinder block
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych, Klymenko Stepan Ivanovych, Shulha Vasyl Tymofiiovych, Kravchenko Volodymyr Pavlovych
Назва патенту російськоюСпособ изготовления отливки корпуса блока цилиндров
Автори російськоюШинский Олег Иосифович, Шинський Олег Иосифович, Дорошенко Владимир Степанович, Клименко Степан Иванович, Шульга Василий Тимофеевич, Кравченко Владимир Павлович
МПК / Мітки
МПК: B22D 27/04, B22C 9/02
Мітки: блока, спосіб, виготовлення, циліндрів, корпусу, виливка
Код посилання
<a href="https://ua.patents.su/3-85516-sposib-vigotovlennya-vilivka-korpusu-bloka-cilindriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливка корпусу блока циліндрів</a>
Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих його частин
Номер патенту: 82963
Опубліковано: 26.05.2008
Автори: Клименко Степан Іванович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22D 27/04, B22D 27/15
Мітки: регульованим, піщаній, частин, охолоджуванням, спосіб, виготовлення, виливка, форми, окремих
Формула / Реферат:
1. Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих частин виливка, що включає створення газового розрідження в піску форми, заливку металевого розплаву в порожнину форми, твердіння розплаву, охолоджування з подачею холодоагенту на окремі частини або поверхні виливка і видалення виливка, який відрізняється тим, що перед подачею холодоагенту частини або поверхні виливка звільняють від...
Спосіб отримання виливків блока циліндрів двигуна
Номер патенту: 2318
Опубліковано: 16.02.2004
Автори: Кириченко Анатолій Миколайович, Ніколаєв Віктор Миколайович
МПК: B22C 9/10
Мітки: блока, виливків, спосіб, отримання, двигуна, циліндрів
Формула / Реферат:
1. Спосіб отримання виливків блока циліндрів двигуна в опоках по моделі з сорочкою охолоджування, який включає виготовлення заливкою рідкого металу в форми із сипучих вогнетривких наповнювачів, фарбування моделі та видалення модельної суміші в формувальний наповнювач в вигляді рідкої або газової фази, в кінці лиття здійснюють вивільнення виливка від формувальної суміші, який відрізняється тим, що виливання блока циліндрів двигуна здійснюють з...
Спосіб виготовлення виливка з чавуну
Номер патенту: 66968
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
МПК: B22D 7/00, C22C 37/10
Мітки: виготовлення, спосіб, виливка, чавуну
Формула / Реферат:
Спосіб виготовлення виливка з чавуну, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуну, відкривають форму і витягають з форми виливок зі згаданого чавуну, який відрізняється тим, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно...
Кокіль для лиття головки блока циліндрів з алюмінієвих сплавів

Номер патенту: 554
Опубліковано: 15.12.1993
Автори: С'єдін Сергій Миколайович, Мокропуло Віктор Георгійович, Добруля Микола Миколайович, Шелестов Віталій Павлович
Мітки: циліндрів, сплавів, кокіль, блока, головки, лиття, алюмінієвих
Спосіб одержання виливка
Номер патенту: 14360
Опубліковано: 15.05.2006
Автори: Панков Віктор Андрійович, Кисельов Олександр Григорович, Цівковський Олександр Григорович
МПК: B22D 7/00
Мітки: спосіб, одержання, виливка
Формула / Реферат:
Спосіб одержання виливка, що включає заливання розплаву в нижню частину форми й підживлення через ливникову систему, який відрізняється тим, що заповнення порожнин форми й ливникової системи проводять у два прийоми, при цьому спочатку вводять розплав в такому об'ємі, який необхідний для заповнення форми й живильника ливникової системи, а потім у більш дешевий матеріал, наприклад вуглецеву сталь, заповнюючи порожнини ливникової системи.
Попередній патент: Спосіб виготовлення вакуумованої форми
Наступний патент: Котельна установка
Випадковий патент: Пристрій для просочення і дозованого нанесення зв'язуючого на довгомірний волокнистий матеріал