Спосіб обробки листових матеріалів різанням
Номер патенту: 88877
Опубліковано: 10.12.2009
Автори: Терещенко Юрій Петрович, Твердохліб Василь Григорович
Формула / Реферат
Спосіб обробки листових матеріалів різанням абразивно-рідинним струменем рідини надвисокого тиску, який включає з однієї сторони подачу води під тиском, що утворюється в мультиплікаторі станції високого тиску, а з іншої - подачу абразиву з бункера на різальну головку позиціонера, який відрізняється тим, що виконують плавне підвищення (зниження) тиску водяного різального струменя, для чого застосовують систему програмного керування тиском в масляній магістралі мультиплікатора, в якому також забезпечують омивання зовнішньої сторони радіатора охолоджуваним маслом, а внутрішньої сторони -проходженням води, при цьому передбачають, що кількість просочуваної рідини через ущільнення мультиплікатора контролюють спеціальними датчиками, встановленими в місці збору рідини; а далі по способу виконують програмне регулювання подачі необхідної кількості абразиву на різальну головку, струминне сопло для якої виготовляють з рубіну чи сапфіру, а самій головці надають можливість руху в трьох координатах по заданій траєкторії та керують швидкістю різання (через швидкість руху головки), тиском струменя води; при цьому балки блочно-модульної конструкції виготовляють із алюмінієвого сплаву, а водозбірник виконують збірним із необхідної, в залежності від довжини оброблюваного матеріалу, кількості секцій.
Текст
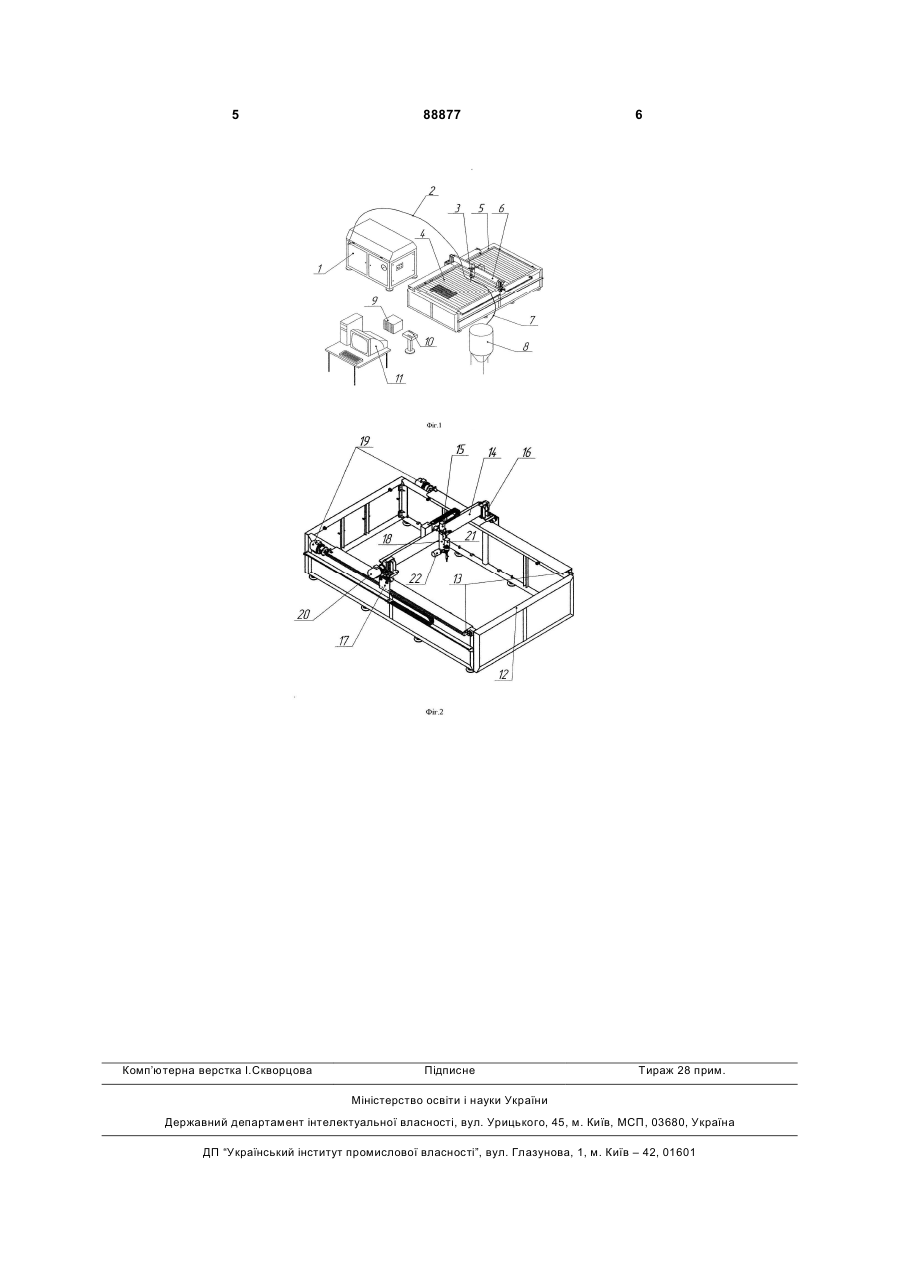
Спосіб обробки листових матеріалів різанням абразивно-рідинним струменем рідини надвисокого тиску, який включає з однієї сторони подачу води під тиском, що утворюється в мультиплікаторі станції високого тиску, а з іншої - подачу абразиву з бункера на різальну головку позиціонера, який відрізняється тим, що виконують плавне підвищення (зниження) тиску водяного різального C2 1 3 абразивно-рідинним струменем рідини надвисокого тиску, який включає з однієї сторони подачу води під тиском, що утворюється в мультиплікаторі станції високого тиску, а з іншої - подачу абразиву з бункера на різальну головку позиціонера згідно винаходу, виконують плавне підвищення (зниження) тиску водяного різального струменя, для чого використовують систему програмного керування тиском в масляній магістралі мультиплікатора, в якому також забезпечують омивання зовнішньої сторони радіатора охолоджуваним маслом, а внутрішньої сторони - проходженням води, при цьому передбачають, що кількість просочуваної рідини через ущільнення мультиплікатора контролюють спеціальними датчиками, встановленими в місці збору рідини; а далі по способу виконують програмне регулювання подачі необхідної кількості абразиву на різальну головку, струминне сопло якої виготовляють з рубіну чи сапфіру, а самій головці надають можливість руху в трьох координатах по заданій траєкторії та керують швидкістю різання (через швидкість руху головки), тиском струменя води та кількістю подачі абразиву, при цьому балки позиціонера блочномодульної конструкції виготовляють із алюмінієвого сплаву, а водозбірник зі столом технологічним виконують збірним із необхідної, в залежності від довжини оброблюваного матеріалу, кількості секцій. Створення такого способу забезпечує плавне та надійне програмне регулювання тиску масляної магістралі, що дає можливість вплинути на якість оброблення матеріалів, знизити вірогідність виникнення тріщин в крихких матеріалах, схильних до розтріскування в період врізання (пробивання) отвору, передбачити та запобігти виникненню аварійних ситуацій, а також в ньому передбачено , що кількість просочуваної рідини через ущільнення мультиплікатора контролюють спеціальним датчиком, встановленим в місці збору рідини. Це ще дозволить контролювати стан ущільнень та координувати роботи по плановій заміні ущільнень чи інших елементів, які відпрацювали свій термін. Виготовлення струминного сопла головки з рубіну чи сапфіру забезпечує її довговічність, а сама головка, завдяки можливості руху в трьох координатах забезпечує можливе різання матеріалу в трьох координатах. Балки позиціонера виготовляють із алюмінієвого сплаву, що робить їх легкими та збірними, завдяки блочно -модульній конструкції, також легким по технологічному циклу є водозбірник, який є збірним із необхідної кількості секцій, які можна додавати чи зменшувати. Для пояснення реалізації заявленого способу різання представлені графічні матеріали, де на фіг. 1 зображено комплекс, загальний вигляд; на фіг.2 загальний вигляд позиціонера. Гідроабразивний комплекс для різання листового матеріалу складається з станції високого тис 88877 4 ку 1 (див.фіг.1), трубки високого тиску 2, головки різальної 3, стола технологічного 4, водозбірника секційного 5, позиціонера 6, трубки подачі абразиву 7, бункера подачі абразиву 8, системи керування з ЧПУ 9, пульта оператора 10, комп'ютера технологічного 11. При цьому позиціонер 6 складається ( див.фіг.2) з каркаса розбірного 12 ( чотири рами, з'єднані між собою болтами та штифтами) на віброопорах, що регулюються, двох балок координати Υ( Υ1 та Υ2) 13, балки координати X 14, закріпленої до повзунів балок 13, за допомогою кронштейнів 16,17 та балки координати Ζ 18, закріпленої до повзунів балки координати X 14, електрорушіїв з асинхронними електродвигунами з оптичними датчиками та дисками 19,20, крокове двигуна 15, для вертикального руху балки координати Ζ 18, двох крокових двигунів 21, 22 для повороту головки різальної навкруги своєї горизонтальної та вертикальної осей. Спосіб реалізують наступним чином. Воду під високим тиском, утвореним в станції високого тиску 1, передають на різальну головку застосовуючи систему програмного керування тиском в масляній магістралі мультиплікатора. Системою програмного керування тиском в одних випадках плавно підвищують тиск до необхідної величини, наприклад на початку різання, а в кінці циклу плавно знижують тиск до необхідної величини. Одночасно забезпечують омивання зовнішньої сторони радіатора охолоджуваним маслом, що використовується в масляній частині станції високого тиску, а внутрішньої сторони - проходженням частини води (хладоагента) через водяну частину мультиплікатора, при цьому підживлюючись та змішуючись з водою із водопровідної мережі та частиною води, що проходить через зовнішній теплообмінник і повертається (охолодженою) на повторне використання. Далі вода, що використовується для технологічних потреб різання, після стискання в мультиплікаторі, по трубці високого тиску 2 подається в різальну головку 3, що встановлена на балці координати Ζ 18 позиціонера 6. В головці вода проходить через струминне сопло (виготовлене з рубіну чи сапфіру), що формує струмінь, змішується з абразивом, що подається по трубці 7 з бункера подачі абразиву 8, та через фокусуючу втулку, на виході з головки, вже робочим різальним струменем водоабразивної суміші подають в зону різання під тиском біля 400 МПа. При цьому самій головці 3 надають можливість руху в трьох координатах по заданій траєкторії та керують швидкістю різання (через швидкість руху головки), тиском струменя води (плавно зменшуючи чи збільшуючи від 0 МПа до 400 МПа) та кількістю подачі абразиву за допомогою пристрою, що керується програмно, встановленого на бункері для подачі абразиву. 5 Комп’ютерна верстка І.Скворцова 88877 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting sheet materials
Автори англійськоюTereschenko Yurii Petrovych, Tverdokhlib Vasyl Hryhorovych
Назва патенту російськоюСпособ обработки листовых материалов резанием
Автори російськоюТерещенко Юрий Петрович, Твердохлеб Василий Григорьевич
МПК / Мітки
МПК: B24C 5/00, B23D 31/00
Мітки: спосіб, різанням, матеріалів, обробки, листових
Код посилання
<a href="https://ua.patents.su/3-88877-sposib-obrobki-listovikh-materialiv-rizannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки листових матеріалів різанням</a>
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: спосіб, різанням, матеріалів, обробки
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Спосіб обробки матеріалів різанням
Номер патенту: 88094
Опубліковано: 10.09.2009
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00, B23B 1/00, B23B 35/00, B23B 27/00
Мітки: різанням, обробки, спосіб, матеріалів
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, яку оброблюють, а інша - перпендикулярна до неї, який відрізняється тим, що спочатку обробку матеріалу в площині, яка перпендикулярна поверхні, що обробляють, виконують зубом вільним або невільним різанням, а далі в площині обробленої поверхні виконують обробку ножем тільки вільним...
Інструмент для обробки різанням
Номер патенту: 15856
Опубліковано: 17.07.2006
Автори: Ткаліч Василь Арсенович, Никитенко Юрій Петрович, Кузнєцов Юрій Миколайович
МПК: B23B 27/00, B23B 1/00
Мітки: обробки, різанням, інструмент
Формула / Реферат:
Інструмент для обробки різанням, що містить державку, різальну частину у вигляді пластини, з'єднану з державкою, і підвідні та відвідні канали для змащувально-охолоджувальної рідини, який відрізняється тим, що між площиною пластини, вершина якої розташована вище передньої грані державки, і державкою виконана плоскощілинна камера, зв'язана з підвідними каналами, а на поверхні державки виконані клиноподібні щілини, що сходяться в бік,...
Мастильно-охолодна рідина для обробки металічних і неметалічних матеріалів різанням
Номер патенту: 10484
Опубліковано: 25.12.1996
Автори: Гарун Ярослав Євстахійович, Угрин Ярослава Антонівна, Лукашевич Тамара Тимофіївна, Жук Петро Миколайович
МПК: C10M 133/16, C10M 173/00, C10M 125/26, C10M 129/16, C10M 129/08
Мітки: рідина, обробки, мастильно-охолодна, матеріалів, неметалічних, металічних, різанням
Формула / Реферат:
Смазочно-охлаждающая жидкость для обработки металлических и неметаллических материалов резанием, содержащая латекс поливинилхлорида, масло И-12А и воду, отличающийся тем, что жидкость дополнительно содержит смесь по-лиоксиэтиленгликолевых эфиров стеариновой кислоты, смесь полиоксиэтиленгликолевых эфиров высших жирных спиртов, глицерин, триэтаноламин, 1,2,3-бензотриазол и высокомолекулярное основание Манниха, модифицированное борной...
Спосіб досліджування оброблюваності матеріалів різанням
Номер патенту: 67679
Опубліковано: 15.06.2004
Автори: Пилипенко Анжела Михайлівна, Вислоух Сергій Петрович, Засименко Оксана Вячеславівна
МПК: B23Q 15/00
Мітки: оброблюваності, спосіб, досліджування, різанням, матеріалів
Формула / Реферат:
Спосіб досліджування оброблюваності матеріалів різанням, який полягає у встановленні значень критеріїв оптимальності продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації, визначення ступеня зносу, який відрізняється тим, що проводять короткочасні експериментальні досліди в довільних умовах тільки над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах...
Попередній патент: Теплове захисне покриття зі стабілізованою еластичною мікроструктурою
Випадковий патент: Спосіб сальпінго-сальпінгоанастомозу