Спосіб обробки матеріалів різанням
Формула / Реферат
Спосіб обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, яку оброблюють, а інша - перпендикулярна до неї, який відрізняється тим, що спочатку обробку матеріалу в площині, яка перпендикулярна поверхні, що обробляють, виконують зубом вільним або невільним різанням, а далі в площині обробленої поверхні виконують обробку ножем тільки вільним ковзним різанням, при цьому різальну крайку ножа розташовують нижче торцевої поверхні зуба, а подачу на ніж вибирають відповідно до залежності:
S = l∙sinJ,
де S - подача на ніж;
l - довжина робочої різальної крайки;
J - кут між різальною крайкою і напрямком швидкості головного руху різання.
Текст
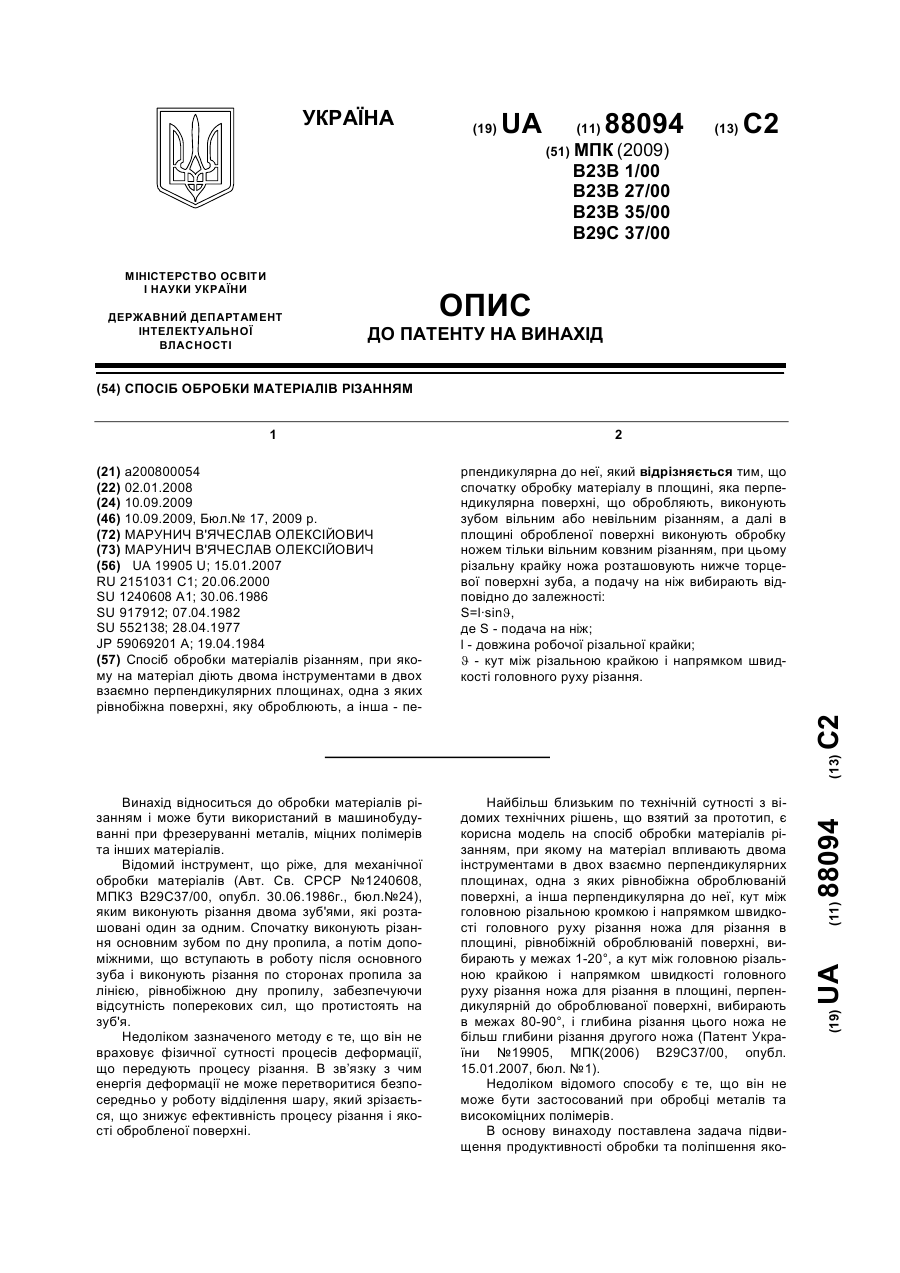
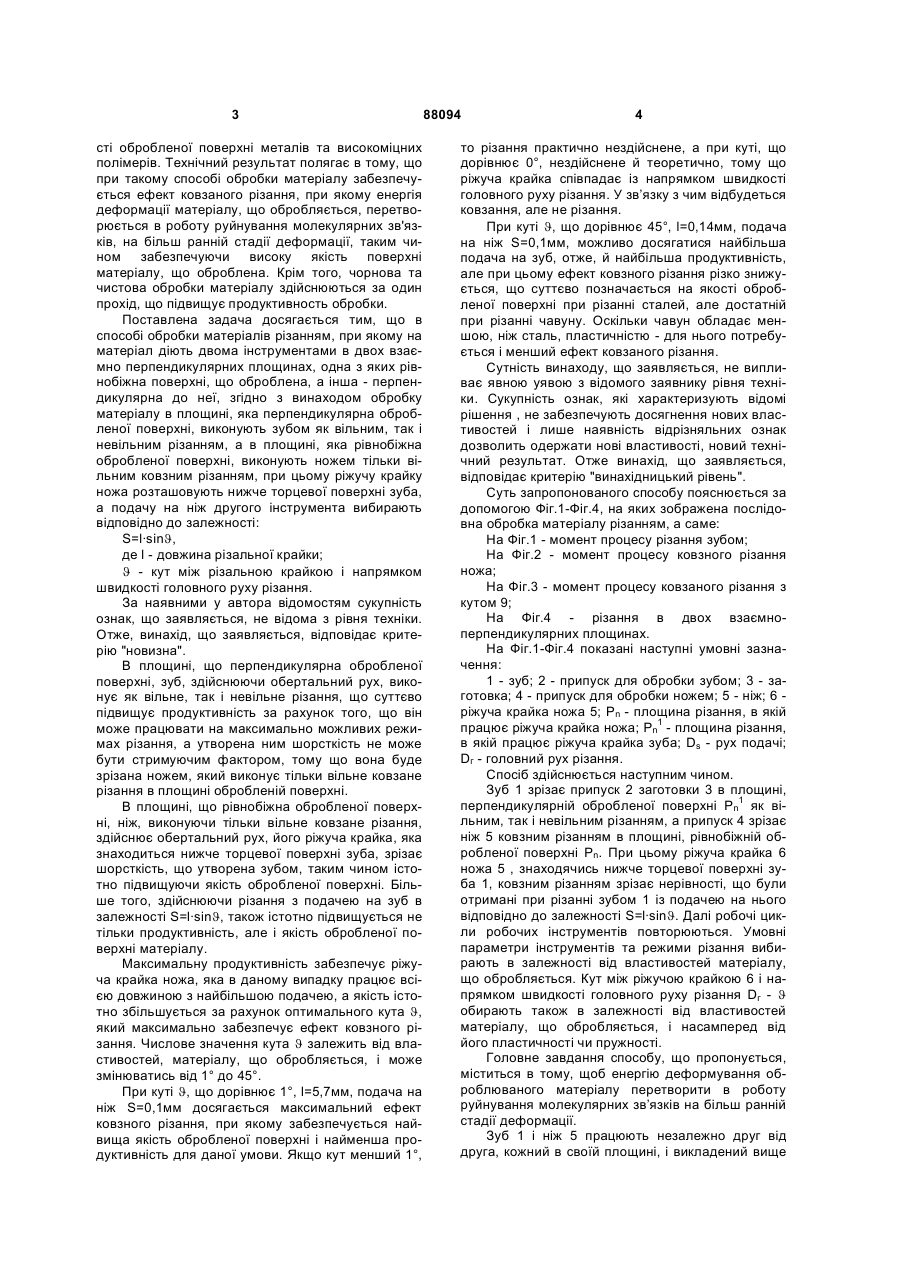
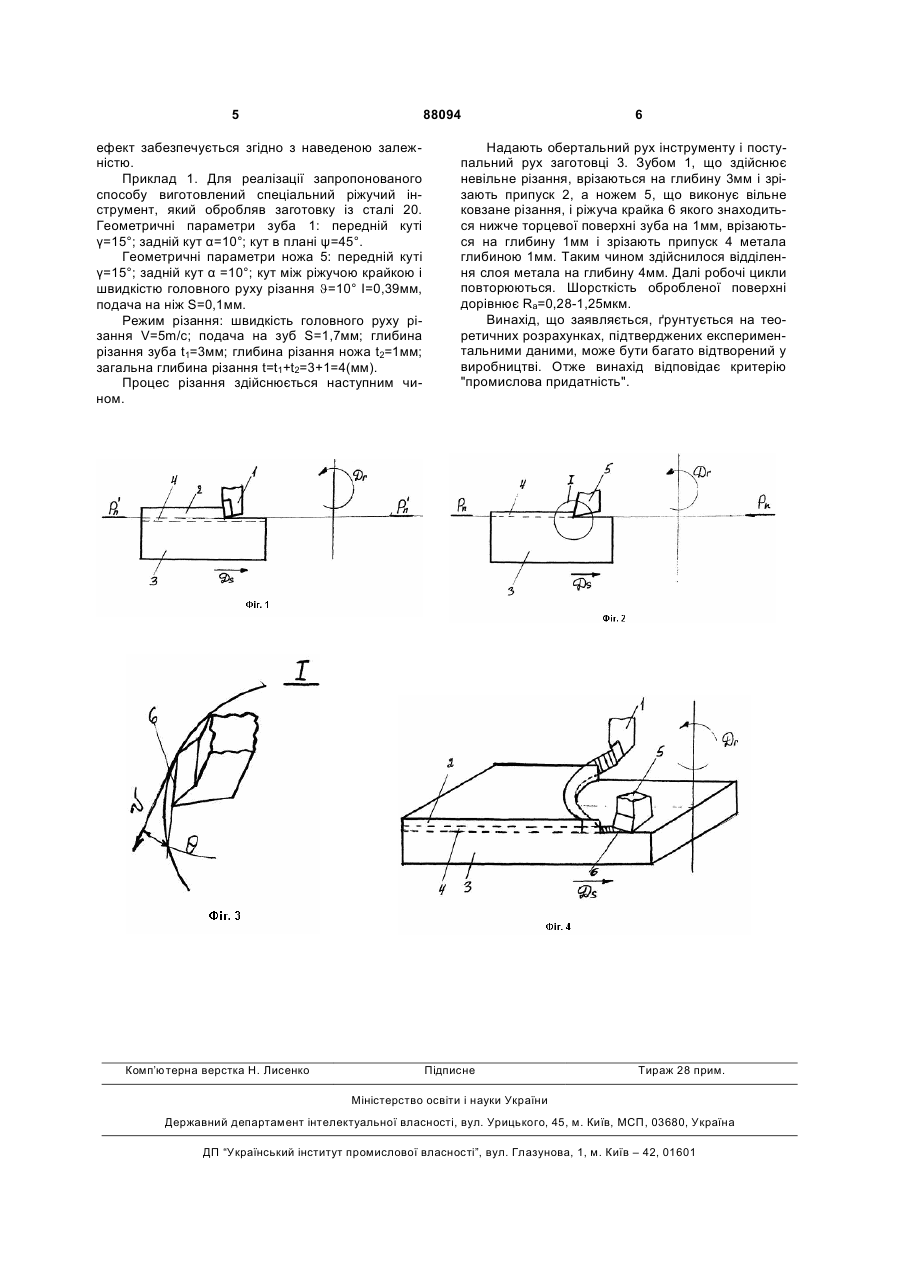
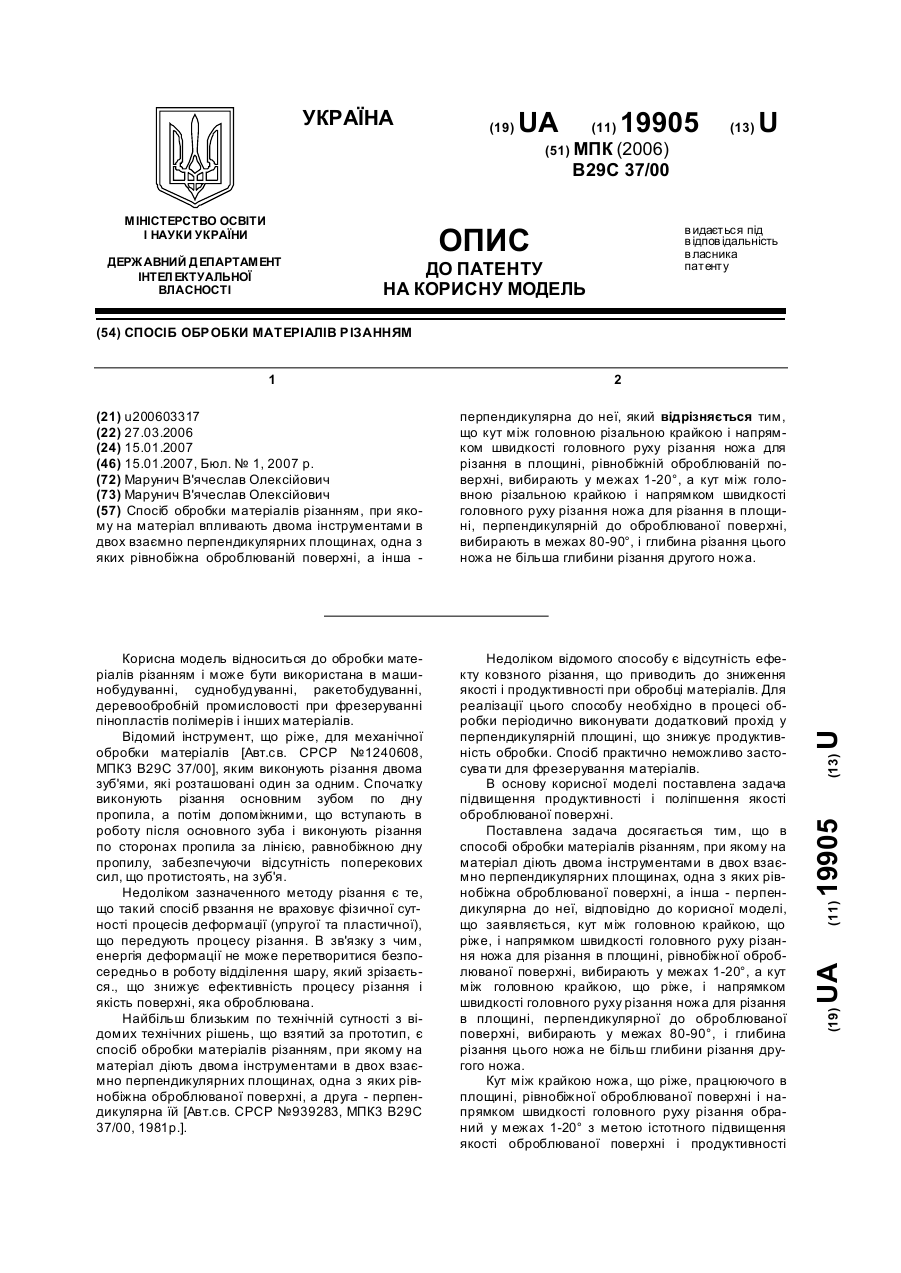
Спосіб обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, яку оброблюють, а інша - пе 3 сті обробленої поверхні металів та високоміцних полімерів. Технічний результат полягає в тому, що при такому способі обробки матеріалу забезпечується ефект ковзаного різання, при якому енергія деформації матеріалу, що обробляється, перетворюється в роботу руйнування молекулярних зв'язків, на більш ранній стадії деформації, таким чином забезпечуючи високу якість поверхні матеріалу, що оброблена. Крім того, чорнова та чистова обробки матеріалу здійснюються за один прохід, що підвищує продуктивность обробки. Поставлена задача досягається тим, що в способі обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, що оброблена, а інша - перпендикулярна до неї, згідно з винаходом обробку матеріалу в площині, яка перпендикулярна обробленої поверхні, виконують зубом як вільним, так і невільним різанням, а в площині, яка рівнобіжна обробленої поверхні, виконують ножем тільки вільним ковзним різанням, при цьому ріжучу крайку ножа розташовують нижче торцевої поверхні зуба, а подачу на ніж другого інструмента вибирають відповідно до залежності: S=l·sinJ, де l - довжина різальної крайки; J - кут між різальною крайкою і напрямком швидкості головного руху різання. За наявними у автора відомостям сукупність ознак, що заявляється, не відома з рівня техніки. Отже, винахід, що заявляється, відповідає критерію "новизна". В площині, що перпендикулярна обробленої поверхні, зуб, здійснюючи обертальний рух, виконує як вільне, так і невільне різання, що суттєво підвищує продуктивність за рахунок того, що він може працювати на максимально можливих режимах різання, а утворена ним шорсткість не може бути стримуючим фактором, тому що вона буде зрізана ножем, який виконує тільки вільне ковзане різання в площині обробленій поверхні. В площині, що рівнобіжна обробленої поверхні, ніж, виконуючи тільки вільне ковзане різання, здійснює обертальний рух, його ріжуча крайка, яка знаходиться нижче торцевої поверхні зуба, зрізає шорсткість, що утворена зубом, таким чином істотно підвищуючи якість обробленої поверхні. Більше того, здійснюючи різання з подачею на зуб в залежності S=l·sinJ, також істотно підвищується не тільки продуктивність, але і якість обробленої поверхні матеріалу. Максимальну продуктивність забезпечує ріжуча крайка ножа, яка в даному випадку працює всією довжиною з найбільшою подачею, а якість істотно збільшується за рахунок оптимального кута J, який максимально забезпечує ефект ковзного різання. Числове значення кута J залежить від властивостей, матеріалу, що обробляється, і може змінюватись від 1° до 45°. При куті J, що дорівнює 1°, l=5,7мм, подача на ніж S=0,1мм досягається максимальний ефект ковзного різання, при якому забезпечується найвища якість обробленої поверхні і найменша продуктивність для даної умови. Якщо кут менший 1°, 88094 4 то різання практично нездійснене, а при куті, що дорівнює 0°, нездійснене й теоретично, тому що ріжуча крайка співпадає із напрямком швидкості головного руху різання. У зв’язку з чим відбудеться ковзання, але не різання. При куті J, що дорівнює 45°, l=0,14мм, подача на ніж S=0,1мм, можливо досягатися найбільша подача на зуб, отже, й найбільша продуктивність, але при цьому ефект ковзного різання різко знижується, що суттєво позначається на якості обробленої поверхні при різанні сталей, але достатній при різанні чавуну. Оскільки чавун обладає меншою, ніж сталь, пластичністю - для нього потребується і менший ефект ковзаного різання. Сутність винаходу, що заявляється, не випливає явною уявою з відомого заявнику рівня техніки. Сукупність ознак, які характеризують відомі рішення , не забезпечують досягнення нових властивостей і лише наявність відрізняльних ознак дозволить одержати нові властивості, новий технічний результат. Отже винахід, що заявляється, відповідає критерію "винахідницький рівень". Суть запропонованого способу пояснюється за допомогою Фіг.1-Фіг.4, на яких зображена послідовна обробка матеріалу різанням, а саме: На Фіг.1 - момент процесу різання зубом; На Фіг.2 - момент процесу ковзного різання ножа; На Фіг.3 - момент процесу ковзаного різання з кутом 9; На Фіг.4 - різання в двох взаємноперпендикулярних площинах. На Фіг.1-Фіг.4 показані наступні умовні зазначення: 1 - зуб; 2 - припуск для обробки зубом; 3 - заготовка; 4 - припуск для обробки ножем; 5 - ніж; 6 ріжуча крайка ножа 5; Рn - площина різання, в якій працює ріжуча крайка ножа; Рn1 - площина різання, в якій працює ріжуча крайка зуба; Ds - рух подачі; Dг - головний рух різання. Спосіб здійснюється наступним чином. Зуб 1 зрізає припуск 2 заготовки 3 в площині, перпендикулярній обробленої поверхні Рn1 як вільним, так і невільним різанням, а припуск 4 зрізає ніж 5 ковзним різанням в площині, рівнобіжній обробленої поверхні Рn. При цьому ріжуча крайка 6 ножа 5 , знаходячись нижче торцевої поверхні зуба 1, ковзним різанням зрізає нерівності, що були отримані при різанні зубом 1 із подачею на нього відповідно до залежності S=l·sinJ. Далі робочі цикли робочих інструментів повторюються. Умовні параметри інструментів та режими різання вибирають в залежності від властивостей матеріалу, що обробляється. Кут між ріжучою крайкою 6 і напрямком швидкості головного руху різання Dг - J обирають також в залежності від властивостей матеріалу, що обробляється, і насамперед від його пластичності чи пружності. Головне завдання способу, що пропонується, міститься в тому, щоб енергію деформування оброблюваного матеріалу перетворити в роботу руйнування молекулярних зв’язків на більш ранній стадії деформації. Зуб 1 і ніж 5 працюють незалежно друг від друга, кожний в своїй площині, і викладений вище 5 88094 ефект забезпечується згідно з наведеною залежністю. Приклад 1. Для реалізації запропонованого способу виготовлений спеціальний ріжучий інструмент, який обробляв заготовку із сталі 20. Геометричні параметри зуба 1: передній куті γ=15°; задній кут α=10°; кут в плані ψ=45°. Геометричні параметри ножа 5: передній куті γ=15°; задній кут α =10°; кут між ріжучою крайкою і швидкістю головного руху різання J=10° І=0,39мм, подача на ніж S=0,1мм. Режим різання: швидкість головного руху різання V=5m/c; подача на зуб S=1,7мм; глибина різання зуба t1=3мм; глибина різання ножа t2=1мм; загальна глибина різання t=t1+t2=3+1=4(мм). Процес різання здійснюється наступним чином. Комп’ютерна верстка Н. Лиcенко 6 Надають обертальний рух інструменту і поступальний рух заготовці 3. Зубом 1, що здійснює невільне різання, врізаються на глибину 3мм і зрізають припуск 2, а ножем 5, що виконує вільне ковзане різання, і ріжуча крайка 6 якого знаходиться нижче торцевої поверхні зуба на 1мм, врізаються на глибину 1мм і зрізають припуск 4 метала глибиною 1мм. Таким чином здійснилося відділення слоя метала на глибину 4мм. Далі робочі цикли повторюються. Шорсткість обробленої поверхні дорівнює Ra=0,28-1,25мкм. Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментальними даними, може бути багато відтворений у виробництві. Отже винахід відповідає критерію "промислова придатність". Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treatment of materials by cutting
Автори англійськоюMarunych Viacheslav Oleksiiovych
Назва патенту російськоюСпособ обработки материалов резанием
Автори російськоюМарунич Вячеслав Алексеевич
МПК / Мітки
МПК: B23B 1/00, B23B 35/00, B29C 37/00, B23B 27/00
Мітки: спосіб, обробки, різанням, матеріалів
Код посилання
<a href="https://ua.patents.su/3-88094-sposib-obrobki-materialiv-rizannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки матеріалів різанням</a>
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: різанням, спосіб, обробки, матеріалів
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Спосіб досліджування оброблюваності матеріалів різанням
Номер патенту: 67679
Опубліковано: 15.06.2004
Автори: Засименко Оксана Вячеславівна, Вислоух Сергій Петрович, Пилипенко Анжела Михайлівна
МПК: B23Q 15/00
Мітки: спосіб, різанням, досліджування, оброблюваності, матеріалів
Формула / Реферат:
Спосіб досліджування оброблюваності матеріалів різанням, який полягає у встановленні значень критеріїв оптимальності продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації, визначення ступеня зносу, який відрізняється тим, що проводять короткочасні експериментальні досліди в довільних умовах тільки над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Зарубицький Євген Улянович, Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович
МПК: B23D 23/00
Мітки: різанням, деталей, поверхонь, обробки, плоских, спосіб
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Спосіб механічної обробки металів різанням
Номер патенту: 43112
Опубліковано: 10.08.2009
Автори: Ларшин Василь Петрович, Якимов Олександр Васильович, Ларшина Алла Василівна, Ліщенко Наталія Володимирівна
МПК: C21D 10/00
Мітки: механічної, різанням, обробки, металів, спосіб
Формула / Реферат:
1. Спосіб механічної обробки металів різанням, що включає процес різання та подачу в зону різання мастильно-охолоджуючого технологічного засобу (МОТЗ) на основі базового компонента, наприклад стеарину, у кількості 60...65 мас. %, при цьому МОТЗ містить руйнувальну складову на основі поверхнево-активної речовини, наприклад олеїнову кислоту, у кількості 20...25 мас.%, який відрізняється тим, що цей засіб додатково містить відновну складову на...
Інструмент для обробки різанням
Номер патенту: 15856
Опубліковано: 17.07.2006
Автори: Кузнєцов Юрій Миколайович, Никитенко Юрій Петрович, Ткаліч Василь Арсенович
МПК: B23B 27/00, B23B 1/00
Мітки: різанням, інструмент, обробки
Формула / Реферат:
Інструмент для обробки різанням, що містить державку, різальну частину у вигляді пластини, з'єднану з державкою, і підвідні та відвідні канали для змащувально-охолоджувальної рідини, який відрізняється тим, що між площиною пластини, вершина якої розташована вище передньої грані державки, і державкою виконана плоскощілинна камера, зв'язана з підвідними каналами, а на поверхні державки виконані клиноподібні щілини, що сходяться в бік,...
Попередній патент: Шихта для виготовлення вогнетривких виробів
Наступний патент: Пристрій для виготовлення розгорток картонних паковань
Випадковий патент: Екобіоенергокомплекс