Електрод і спосіб формування електрода
Формула / Реферат
1. Спосіб формування електрода, що включає
заливку розплавленого металу в ливарну форму для формування електрода з ділянкою утримувача і ділянкою пластини та
прокатку ділянки пластини електрода після його відливання.
2. Спосіб за п. 1, що включає прокатку ділянки пластини з одержанням частин щонайменше двох різних товщин.
3. Спосіб за п. 1 або 2, що включає введення другого металу в ливарну форму перед заливкою в неї розплавленого металу.
4. Спосіб за п. 3, в якому другим металом є мідь.
5. Спосіб за будь-яким з попередніх пунктів, в якому метал є свинцем або сплавом свинцю.
6. Спосіб за п. 5, в якому електродом є анод, формування якого здійснюють зі свинцю або сплаву свинцю.
7. Електрод, що включає
литу ділянку утримувача та
прокатану ділянку пластини, відформовану разом з ділянкою утримувача.
8. Електрод за п. 7, в якому ділянка утримувача має щонайменше дві частини різної товщини.
9. Електрод за п. 7 або 8, що включає другий метал, відформований як єдине ціле з електродом.
10. Електрод за п. 9, в якому другим металом є мідь.
11. Електрод за будь-яким з пп. 7-10, відформований зі свинцю або сплаву свинцю.
12. Електрод за п. 11, що є анодом зі свинцю або сплаву свинцю.
Текст
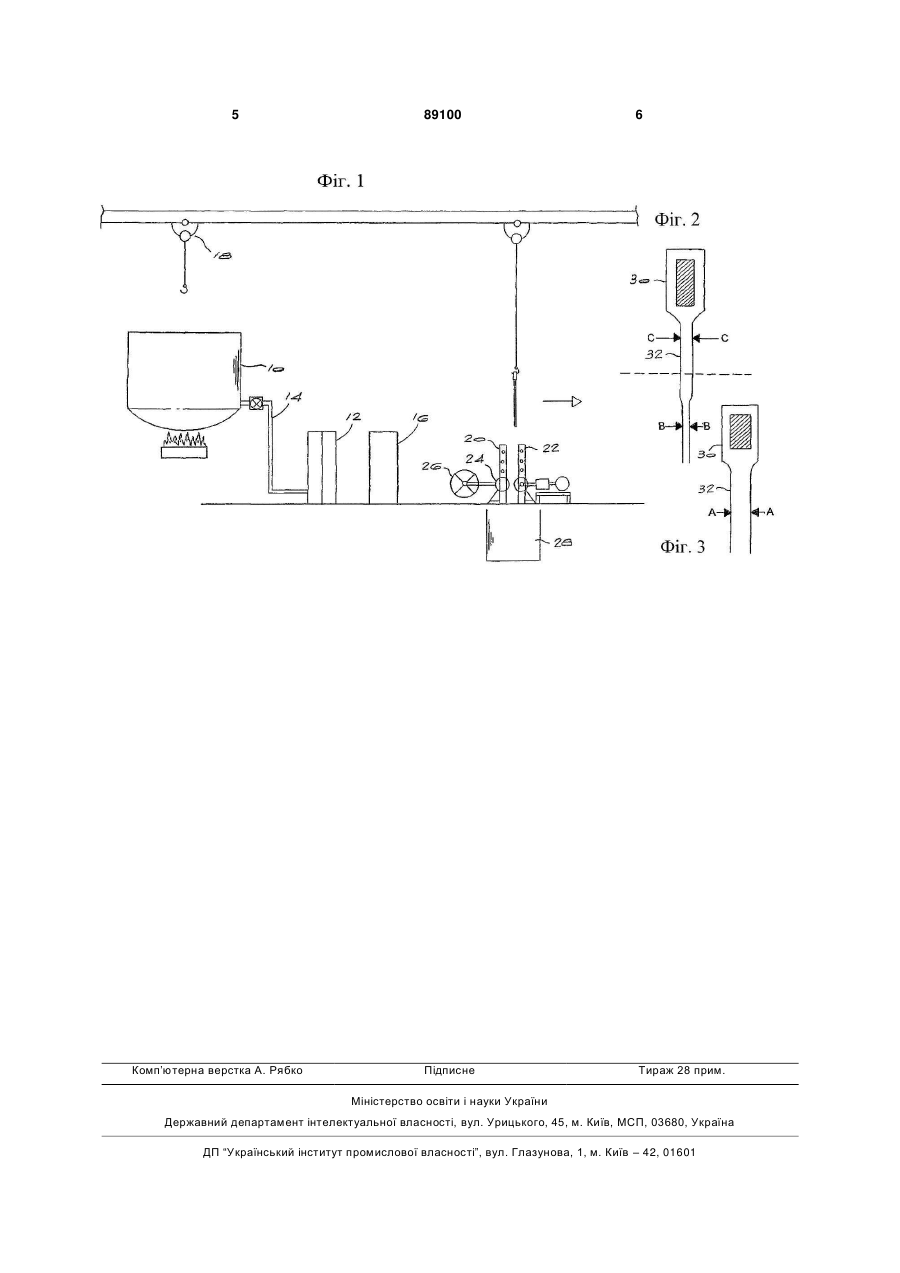
1. Спосіб формування електрода, що включає заливку розплавленого металу в ливарну форму для формування електрода з ділянкою утримувача і ділянкою пластини та C2 2 89100 1 3 Спосіб може включати прокат ділянки пластини з одержанням частин пластини принаймні двох різних товщин. Спосіб також може включати введення другого металу в ливарну форму перед заливкою розплавленого металу в ливарну форму. Другий метал може бути міддю. Згідно однієї особливості, метал є свинцем або сплавом свинцю, а спосіб відноситься до формування аноду зі свинцю або сплаву свинцю. Винахід також відноситься до електроду, що включає: литу ділянку утримувача і прокатану ділянку пластини, відформовану як єдине ціле з ділянкою утримувача. Ділянка пластини має частини щонайменше двох різних товщин. Електрод може включати другий метал, що вводиться при відливанні електроду. Другий метал може бути міддю. В одному прикладі здійснення, електрод формується зі свинцю або сплаву свинцю, і є анодом зі свинцю або сплаву свинцю. Нижче винахід детальніше розглянутий з посиланням на креслення, що додаються, на яких: на Фіг.1 представлений приклад установки для виготовлення електродів, згідно одного варіанту здійснення винаходу, на Фіг.2 схематично представлений електрод, відформований на установці, показаній на Фіг.1, і на Фіг.3 схематично представлений електрод після формування, перед прокатом. Дійсне розкриття здійснення винаходу буде проведено на прикладі формування анодів зі сплаву свинцю, проте слід мати на увазі, що цей спосіб може бути використаний для виготовлення електродів з інших металів або сплавів металу, наприклад, для формування алюмінієвих катодів. Як показано на прикладених кресленнях, метал або сплав металу поступає в тигель 10. Тигель нагрівається, залежно від сплаву, до температури в інтервалі, наприклад, від 300°С до 600°С, і сплав розплавляється. Другий метал, наприклад мідний стрижень, поміщається в ливарну форму 12. Мідь використовується всюди і є переважним металом для подібного застосування. Довжина, форма і товщина мідного стрижня кронштейну визначаються вагою і розміром формованого аноду. Під дією сили тяжіння розплавлений сплав свинцю переходить з тиглю по сполучній трубі 14 в нижню частину ливарної форми 12, піднімається вгору і покриває мідний стрижень. Завдяки тому, що розплавлений сплав свинцю поступає під дією сили тяжіння з нижньої частини ливарної форми, вдається уникнути появи повітряних раковин, а забруднення спливають на поверхні основного металу. Коли метал достатньо охолоне, він, при необхідності, поміщається в охолоджуючу ванну 16. Для деяких сплавів охолодження не вимагається і охолоджуюча ванна не використовується. Метал переміщається з ливарної форми 12 в охолоджуючу ванну 16 за допомогою мостового крану 18. 89100 4 Таким чином, перший крок лиття металу або сплаву металу в ливарній формі завершений, і метал передається в пристрій 20 формування, що є пристроєм формування з горизонтальними валками. Після того, як анод відлито, але ще не піддано прокату, його форма відповідає показаній на Фіг.3, причому товщина пластини 32 рівна «А». Пристрій формування зазвичай включає направляючі валки 22 і обтискові валки 24, що мають привід 26 з маховиком. При проходженні литого металу через горизонтальні валки, відбувається прокат литого металу і його форма змінюється. При необхідності, електрод може бути прокатаний в одній площині, а потім в перпендикулярній площині для рівномірного розтягування матеріалу. Після прокату ширина пластини 32 стає, як показано на Фіг.2, причому товщина «В» і «С» менше товщини «А» на Фіг.3. Товщина відливу перед прокатом визначається необхідною кінцевою товщиною, і зазвичай зменшується обтискуванням на 30%-70%, залежно від використовуваного сплаву. У прикладі здійснення, приведеному як ілюстрація, це зменшення товщини складає приблизно 3мм. У будь-якому випадку, обтискові валки 24 спочатку встановлюються в більш розведене положення з тим, щоб дозволити частині електроду з мідною вставкою пройти між валкими в колодязь 28. Як тільки частина з мідною вставкою пройде до заданого положення, обтискові валки починають сходитися, стискуючи частину металу або сплаву металу за мідною вставкою. Таким чином, проводиться одночасне формування мідного стрижня 30 утримувача і пластини 32 без застосування зварки утримувача з пластиною. Прокат утримувача зазвичай не проводиться, оскільки він не занурюється в розчин і не схильний до руйнування. Далі проводиться обрізування і зачистка електроду, і він готовий для використання. Слід зазначити, що у випадках, коли руйнування електроду відбувається швидше біля поверхні розчину, товщина електроду після прокату може бути збільшена на відрізку від утримувача до приблизно 30мм нижче за рівень поверхні розчину, при цьому решта пластини може прокатуватися до необхідної товщини. Приклад цього варіанту наведений на Фіг.2. Таким чином, електрод має три частини різної товщини, як це представлено на прикладі електроду на прикладеному кресленні. У будь-якому випадку, запропонований спосіб придатний для виготовлення будь-якого електроду з металу або сплаву металу і забезпечить необхідну електричну провідність і механічну міцність прокатаного металу або сплаву металу, при цьому технологія виготовлення простіша, а витрати нижчі, ніж в існуючих варіантах. Крім того, запропонований спосіб дає можливість виконувати повторне відливання і прокат існуючих свинцевих анодів для одержання вдосконаленої конструкції. 5 Комп’ютерна верстка А. Рябко 89100 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode and a method of forming electrode
Автори англійськоюTurner, John, Thomas
Назва патенту російськоюЭлектрод и способ формирования электрода
Автори російськоюТернер Джон Томас
МПК / Мітки
МПК: H01M 4/00, B22D 25/00, C22C 11/00, B22D 19/00
Мітки: електрода, формування, електрод, спосіб
Код посилання
<a href="https://ua.patents.su/3-89100-elektrod-i-sposib-formuvannya-elektroda.html" target="_blank" rel="follow" title="База патентів України">Електрод і спосіб формування електрода</a>
Спосіб формування деформівного металевого продукту із витрачуваного електрода (варіанти), зливок, деформівний металевий продукт і витрачуваний електрод
Номер патенту: 39889
Опубліковано: 16.07.2001
Автори: ФІШЕР Джон Г., ХІТЛІ Чарльз, ХУБЕР Луіс, ІНГЛМАН Роберт К., Кумар Прабхат
МПК: C22B 4/00, C22C 1/10, C22C 27/00, C22B 9/20, B23K 35/24, C22B 34/24, B23K 35/40
Мітки: формування, зливок, продукт, деформівний, варіанти, електрода, деформівного, металевій, витрачуваний, електрод, продукту, металевого, витрачуваного, спосіб
Формула / Реферат:
1. Способ формования деформируемого металлического продукта из расходуемого электрода, включающий формование тела расходуемого электрода из исходного металла с нанесением на его поверхность, по меньшей мере, первого слоя сплава, установку металлического тела электрода вблизи от тигля, имеющего заземляющий источник, индуцирование между телом электрода и заземляющим источником дугового разряда, создающего температуру, достаточную для...
Спосіб періодичного подовження електрода електродугової печі та електрод електродугової печі
Номер патенту: 75399
Опубліковано: 17.04.2006
Автори: Хлопонін Віктор Ніколаєвіч, Шумахер Евалд
Мітки: електрод, печі, електрода, періодичного, подовження, електродугової, спосіб
Формула / Реферат:
1. Спосіб періодичного подовження електрода електродугової печі, що включає згвинчування на діючий електрод електродної колони нового електрода за допомогою ніпеля з різьбою, що має подовжній наскрізний отвір, який відрізняється тим, що в отвір ніпеля вставляють східчастий металевий стрижень таким чином, що більший діаметр стрижня розташовується в порожнині нового електрода, при цьому температура плавлення матеріалу стрижня нижча за робочу...
Спосіб виготовлення іонселективного електрода
Номер патенту: 3915
Опубліковано: 15.12.2004
Автори: Тичков Володимир Володимирович, Степаненко Віталій Євгенович
МПК: G01N 27/30
Мітки: електрода, спосіб, виготовлення, іонселективного
Формула / Реферат:
Спосіб виготовлення іонселективного електрода, що включає нанесення електродно-активної речовини на металеву основу, який відрізняється тим, що як основу використовують струмопровідну суміш порошку металу з твердим зв'язуючим діелектриком, а електродно-активну речовину утворюють на поверхні основи шляхом занурення основи в розчин електроліту та анодної поляризації при нормальній температурі і щільності струму від 1х10-7 А/мм2 до 1х10-8 А/мм2,...
Спосіб виготовлення іонселективного електрода
Номер патенту: 3914
Опубліковано: 15.12.2004
Автори: Степаненко Віталій Євгенович, Тичков Володимир Володимирович
МПК: G01N 27/30, C25D 3/00, C25D 3/02
Мітки: спосіб, електрода, виготовлення, іонселективного
Формула / Реферат:
Спосіб виготовлення іонселективного електрода, що включає нанесення електродно-активної речовини на металеву основу, який відрізняється тим, що як основу використовують струмопровідну суміш порошку металу з твердим зв'язуючим діелектриком, а електродно-активна речовина утворюється на поверхні основи шляхом занурення основи в розчин електроліту та анодної поляризації при щільності струму від 1х10-7 А/мм2 до 1х10-8 А/мм2.
Спосіб імплантації електрода в міжшлуночкову перетинку

Номер патенту: 36742
Опубліковано: 10.11.2008
Автори: Бойко Валерій Володимирович, Волков Дмитро Євгенович
МПК: A61F 2/02, A61B 17/00
Мітки: спосіб, перетинку, міжшлуночкову, імплантації, електрода
Формула / Реферат:
Спосіб імплантації електрода в міжшлуночкову перетинку, що включає введення електрода в праве передсердя за допомогою прямого стилета, зміну стилета на вигнутий для проведення електрода в правий шлуночок, який відрізняється тим, що заздалегідь визначають діаметр базального відділу правого шлуночка шляхом ультразвукового дослідження, а вигнутому стилету додатково надають тангенціальної кривизни, яка дорівнює визначеному раніше діаметру.
Попередній патент: Кутова головка для ультразвукової ударної обробки важкодоступних місць деталей і зварних з’єднань
Наступний патент: Багатофункціональна мікрокомп’ютерна електромагнітна пошуково-вимірювальна система
Випадковий патент: Поворотна стулка для механічного клапана серця (варіанти) і механічний клапан серця (варіанти)