Спосіб лиття прокатних валків з чавуну з вермикулярним графітом
Номер патенту: 93800
Опубліковано: 10.03.2011
Автори: Хазанов Андрій Володимирович, Хричиков Валерій Євгенович, Колотило Євген Вікторович, Іванова Людмила Харитонівна, Шляпін Іван Володимирович, Івонін Ілля Валерійович
Формула / Реферат
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, який відрізняється тим, що первинне модифікування чавуну здійснюють у розливальному ковші комплексним модифікатором на основі рідкісноземельних елементів у кількості 0,5-0,7 мас. %, а вторинне модифікування проводять на струмені чавуну при заливанні валкової форми з чавуном феросиліцієм при його витраті 0,2-0,4 мас. %.
Текст
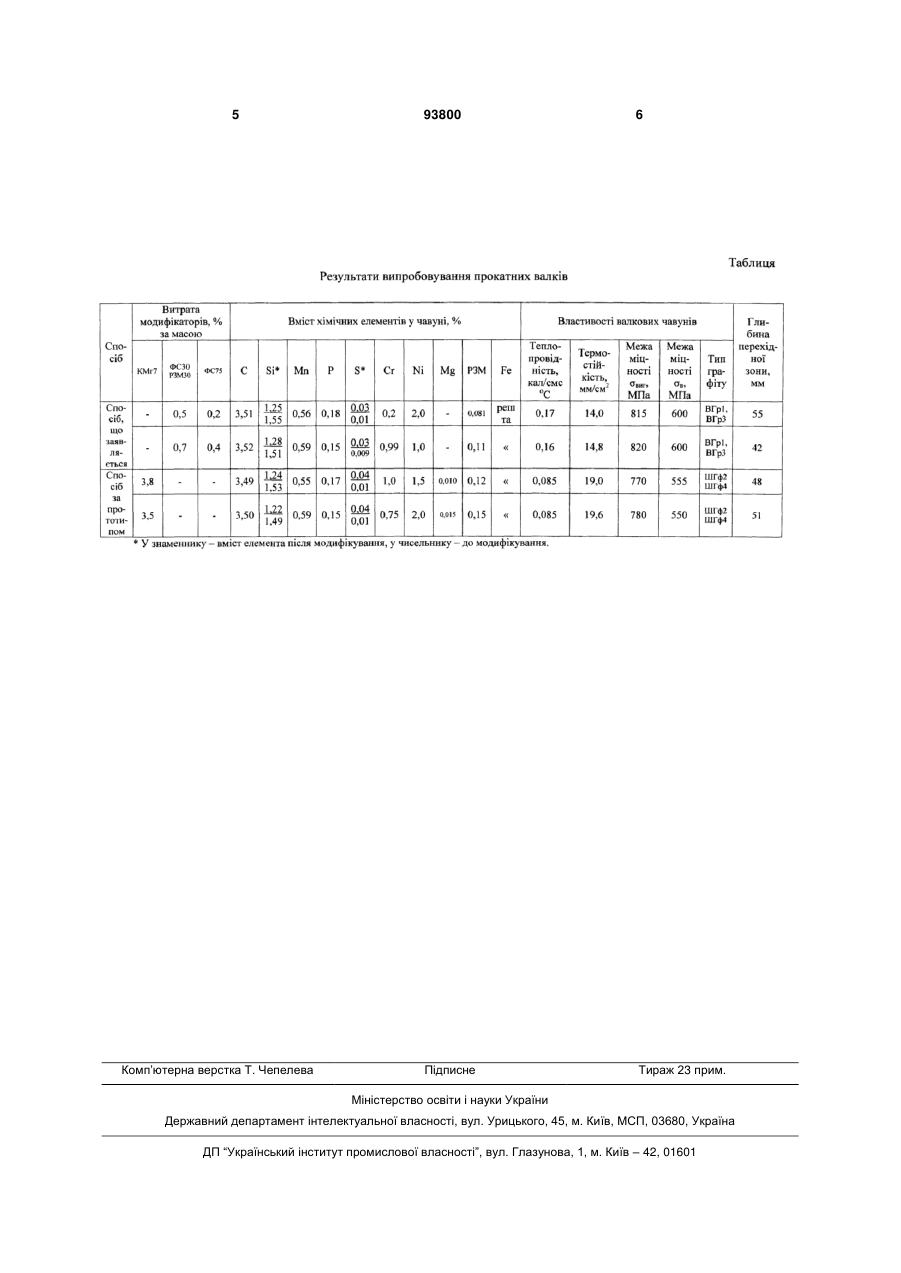
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, який відрізняється тим, що первинне модифікування чавуну здійснюють у розливальному ковші комплексним модифікатором на основі рідкісноземельних елементів у кількості 0,5-0,7мас. %, а вторинне модифікування проводять на струмені чавуну при заливанні валкової форми з чавуном феросиліцієм при його витраті 0,2-0,4мас. %. Винахід відноситься до чорної металургії, зокрема до розробки способів виготовлення литих валків високої якості. Відомий спосіб лиття прокатних валків (А. с. СРСР №214555, МКИ С21С1/10, опубл. 1968р.), за яким підвищення зносостійкості та термостійкості досягається шляхом заповнення ливарної форми чавуном, що модифікований сплавом рідкісноземельних елементів з магнієм, з залишковим вмістом магнію в чавуні 0,005-0,015%. Цей спосіб забезпечує одержання графіту кулястої форми у валках, внаслідок чого матеріал валка має низьку теплопровідність. Крім того, робочий шар таких валків містить велику кількість магнієвих неметалевих включень, що зменшує його термостійкість та фізико-механічні властивості. Найбільш близьким за технічною сутністю та результату, що досягається, до пропонованого способу є спосіб лиття прокатних валків, за якого модифікування здійснюють магнієм або лігатура ми, що містять магній, в ливарному ковші та додатково передбачають введення на струм графітизуючих модифікаторів, що також містять магній (А.с. СРСР №692680, МКИ B22D25/00, опубл. 1979p.). Недоліком цього способу є низька теплопровідність та забруднення робочого шару неметалевими включеннями, що зменшують фізикомеханічні та спеціальні властивості матеріалу. В основу винаходу поставлена задача підвищити теплопровідність, термостійкість, механічні властивості та одержати оптимальну перехідну зону у прокатному валку. Технічний результат досягається тим, що за пропонованим способом лиття прокатних валків включає первинне та вторинне модифікування сприяють одержанню у робочому шарі, шийках і серцевині прокатного валка графіту вермикулярної форми, а тому й підвищенню теплопровідності та термостійкості, а також одержанню оптимального (19) UA (11) 93800 (13) C2 (21) a200913016 (22) 14.12.2009 (24) 10.03.2011 (46) 10.03.2011, Бюл.№ 5, 2011 р. (72) ХРИЧИКОВ ВАЛЕРІЙ ЄВГЕНОВИЧ, ІВАНОВА ЛЮДМИЛА ХАРИТОНІВНА, КОЛОТИЛО ЄВГЕН ВІКТОРОВИЧ, ШЛЯПІН ІВАН ВОЛОДИМИРОВИЧ, ХАЗАНОВ АНДРІЙ ВОЛОДИМИРОВИЧ, ІВОНІН ІЛЛЯ ВАЛЕРІЙОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) SU, 692 680, A, 25.10.1979 SU, 1 227 329, A1, 30.04.1986 SU, 1 303 260, A1, 15.04.1987 UA, 78 166, C2, 15.02.2007 RU, 2 280 534, C2, 27.07.2006 3 діапазону розмірів перехідної зони прокатного валка. Зазначена задача вирішується розробкою способу лиття прокатних валків із чавунів з вермикулярним графітом, що включає обробку чавуну комплексним модифікатором на основі рідкісноземельних елементів у кількості 0,5-0,7% від маси металу у розливальному ковші та вторинне модифікування феросиліцієм на струмені чавуну при заливанні валкової форми при витраті 0,2-0,4% від маси металу. За наявними у авторів відомостями сукупність ознак, що заявляються та характеризують сутність способу виготовлення прокатних валків є раніше невідомими. Таким чином, запропонований винахід відповідає критерію «новизна». При встановленні необхідних кількісних параметрів способу виходили з такого. Серією лабораторних і промислових експериментів для умов вальцеливарного виробництва було встановлено параметри технології модифікування розплаву модифікатором ФС30РЗМ30 (РЗМ - 35, Si - 40, Аl 4, Fe - решта), що забезпечувало коефіцієнт засвоєння РЗМ на рівні 0,5-0,6мас.%. У раніше виконаних роботах авторами був визначений інтервал концентрацій РЗМ, що забезпечував одержання в робочому шарі, у шийках та серцевині валка графіту вермикулярної форми, котрий складав 0,080,12мас.%. Ураховуючи коефіцієнт засвоєння РЗМ, встановили витрати модифікатора 0,50,7мас.% від маси розплаву. Збільшення або зменшення витрати комплексного модифікатора призводило до одержання графітних включень кулястої або пластинчастої форми і тому зменшувало або теплопровідність, або міцністні характеристики матеріалу валка. Особливістю макроструктури прокатних валків по глибині бочки є наявність трьох макрозон: робочий (поверхневий) шар з білого або половинчастого чавуну - 20-35мм, перехідна зона - 40-60мм та центральна частина (чавун перліто-графітного класу). Якість прокатних валків залежить від величин протяжності робочого шару та перехідної зони. Глибина робочого шару у пропонованому способі забезпечується модифікуваннямрідкісноземельними металами. Для регулювання глибини перехідної зони рекомендується вторинне модифікування феросиліцієм. При концентраціях його нижче за 0,2мас.% перехідна зона збільшується, що у ряді випадків призводить до зниження міцністних характеристик матеріалу валка та до його зламу. Збільшення ж присадки феросиліцію вище за 0,4мас.% зменшує глибину перехідної зони й може призвести до повного її зникнення, що визиває відшарування робочого шару під час експлуатації валка. Таким чином, виходячи з надійності одержати глибину перехідної зони суворо регламентованих розмірів вторинне модифікування необхідно проводити застосовуючи 0,2-0,4% феросиліцію від маси розплаву. Спосіб здійснюється наступним чином. 93800 4 У лабораторних та промислових умовах встановили параметри запропонованого способу обробки чавуну. Були відлиті дослідні партії валків з розмірами 0460×1016мм за способом прототипу та запропонованим. Плавку здійснювали в індукційній печі промислової частоти ІЧТ-6. Як шихтові матеріали застосовували: лом прокатних валків, переробні та ливарні чавуни, сталевий лом, феросплави. Як модифікатори використовували для лиття за способом прототипу лігатуру на основі магнію та феросиліцій, а для лиття за запропонованим способом комплексний модифікатор ФС30РЗМ30 та феросиліцій. Для заливання валкових форм використовували ківш місткістю 10т. Чавунний розплав з температурою 1410±5°С з печі випускали у ливарний ківш, на дно котрого завантажували необхідну кількість подрібненої (фракція 70-90мм) лігатури. Після витримки протягом 5-10хв. розплав заливали у ливарну форму. За цього на струмінь розплаву вводили необхідну кількість такої ж фракції вторинного модифікатору або суміші модифікаторів за прототипом. Кількість модифікаторів, що застосовувалися, та результати проведених досліджень наведені у таблиці. Випробовування проводили на зразках, вирізаних при механічному обробленні валків. Міцністні характеристики та мікроструктуру чавунів досліджували за стандартними методиками. Визначення теплопровідності проводили на зразках діаметром 15 та висотою 5мм з використанням вимірювача теплопровідності IT--400 з діапазоном вимірювання теплопровідності від 0,1 до 5Вт/м К при температурах від -100 до 400°С (похибка вимірювання ±10%). Термостійкість оцінювали за протяжністю тріщин на одиниці шліфа розмірами 10×10×15мм після 100 термоциклів при температурах нагрівання до 650°С та охолодження до 20°С. В ході експерименту фіксували утворення перших макро- та мікротріщин. Так перші мікротріщини у цементиті утворювалися після 4 циклів у зразках з чавуну, одержаного за способом прототипу, та після 7 циклів у зразках з чавуну, що був одержаний за пропонованим способом, а перші макротріщини (що було видно без мікроскопу) - після 14 та 20 теплозмін, відповідно. З даних таблиці видно, що поставлена мета була досягнута. При первинному модифікуванні у робочому шарі, шийках і серцевині одержано графіт вермикулярної форми. Теплопровідність такого чавуну у 2 рази, а термостійкість - на 25% вище, ніж у матеріалу валків, відлитих за способом прототипу, рівень міцностних властивостей підвищився на 5%, а діапазон глибини перехідної зони збільшився з 3 до 13мм. Винахід, що заявляється, засновано на теоретичних та промислових розробках, підтверджених експериментальними даними та може бути багаторазово відтворений у виробництві. Таким чином, винахід, що заявляється, відповідає критерію «промислова придатність». 5 Комп’ютерна верстка Т. Чепелева 93800 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of casting cast iron rolls with vermicular graphite
Автори англійськоюKhrychykov Valerii Yevhenovych, Ivanova Liudmyla Kharytonivna, Kolotylo Yevhen Viktorovych, Shliapin Ivan Volodymyrovych, Khazanov Andrii Volodymyrovych, Ivonin Illia Valeriiovych
Назва патенту російськоюСпособ литья чугунных валков c вермикулярным графитом
Автори російськоюХрычиков Валерий Евгеньевич, Иванова Людмила Харитоновна, Колотило Евгений Викторович, Шляпина Иван Владимирович, Хазанов Андрей Владимирович, Ивонин Илья Валериевич
МПК / Мітки
МПК: C21C 1/00, B22D 25/00, B22D 27/20
Мітки: прокатних, чавуну, вермикулярним, графітом, лиття, спосіб, валків
Код посилання
<a href="https://ua.patents.su/3-93800-sposib-littya-prokatnikh-valkiv-z-chavunu-z-vermikulyarnim-grafitom.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття прокатних валків з чавуну з вермикулярним графітом</a>
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Балаклієць Ігор Альбінович, Сирота Дмитро Олександрович, Гольдштейн Леонід Борисович, Жижкіна Наталія Олександрівна, Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Будаг'янц Микола Абрамович
МПК: B22D 13/02
Мітки: прокатних, високолегованого, спосіб, валків, чавуну, шаром, двошарових, лиття, відцентрового, робочим
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 36314
Опубліковано: 15.07.2003
Автори: Дяченко Юрій Васильович, Сирота Дмитро Олександрович, Балаклієць Ігор Альбінович, Гольдштейн Леонід Борисович, Кондратенко Віктор Іванович, Ревякін Олександр Миколайович, Будаг'янц Микола Абрамович
МПК: B22D 27/20, B22D 19/16
Мітки: лиття, спосіб, двошарових, прокатних, валків, чавунних
Формула / Реферат:
Спосіб лиття двошарових чавунних прокатних валків, що включає заливання у форму металу робочого прошарку валка, модифікованого телуром, витримку для кристалізації робочого прошарку, наступне заливання у форму металу серцевини, який відрізняється тим, що заливання ведуть у кокіль із піщаним покриттям на робочій поверхні, а витрату телуру визначають за таким співвідношенням:Te = F · Rt · K,де Те - витрата телуру, г на тонну...
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 62257
Опубліковано: 16.10.2006
Автори: Сирота Олександр Олексійович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Кондратенко Віктор Іванович, Філіпов Валентин Семенович, Дяченко Юрій Васильович
МПК: B22D 25/00, B22D 27/20
Мітки: двошарових, спосіб, лиття, прокатних, валків, чавунних
Формула / Реферат:
Пружна муфта, що містить ведучу і ведену півмуфти та першу групу обладнаних пружними обмежувачами гідроциліндрів, циліндри яких закріплені на веденій півмуфті, а штоки зв'язані з ведучою півмуфтою за допомогою шарнірів, осі яких паралельні осі муфти, циліндри гідравлічно зв'язані робочими порожнинами між собою і з пристроєм для забезпечення пружності гідравлічного ланцюга, виконаним у вигляді другої групи гідроциліндрів, оснащених пружними...
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Будаг'янц Микола Абрамович, Дяченко Юрій Васильович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: відцентрового, двошарових, спосіб, прокатних, лиття, валків
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Спосіб термічної обробки високоміцного чавуну з вермикулярним графітом
Номер патенту: 26073
Опубліковано: 10.09.2007
Автори: Костіна Людмила Леонідівна, Мощенок Василь Іванович
МПК: C21D 5/00
Мітки: обробки, спосіб, термічної, високоміцного, чавуну, графітом, вермикулярним
Формула / Реферат:
Спосіб термічної обробки високоміцного чавуну з вермикулярним графітом, який включає нагрівання до температури вище критичної АС1к +15-30 °С, витримку 0,5-1,0 годину та охолодження, який відрізняється тим, що проводять двократне нагрівання до температури АС1к +15-30 °С, кожний раз витримують 0,5 години та підстуджують до температури АС1п +15-30 °С разом з піччю та остаточно охолоджують на повітрі.
Попередній патент: Чавун для прокатних валків
Наступний патент: Спосіб та установка для одержання ректифікованого спирту з фракцій спиртового виробництва
Випадковий патент: Фармацевтична композиція