Спосіб виготовлення полюсного блока перемикального пристрою середньої напруги, а також полюсний блок
Формула / Реферат
1. Спосіб виготовлення полюсного блока перемикального пристрою середньої напруги, у якому вакуумна переривальна камера має ізоляцію, при цьому вакуумна переривальна камера ізольована разом з ливарною вставкою, яка прикріплена до неї на її нижньому покритті під час лиття у форму з використанням ізоляційного матеріалу, який відрізняється тим, що, перед процесом ізоляції, компенсуюче кільце поміщають як окреме лите ущільнення на або поблизу зовнішньої периферії покриття вакуумної переривальної камери між нижнім покриттям вакуумної переривальної камери і ливарною вставкою, а потім також ізолюють так, що воно залишається як втрачене ущільнення в ізоляції з ливарною вставкою, яку потім видаляють.
2. Спосіб за п. 1, який відрізняється тим, що ливарну вставку, яку використовують в процесі виготовлення, виготовляють із загартованої сталі.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що компенсуюче кільце, яке використовують як лите ущільнення в процесі виготовлення, виготовляють з міді або мідного сплаву.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що компенсуюче кільце, яке використовують як лите ущільнення в процесі виготовлення, виготовляють з алюмінію або алюмінієвого сплаву.
5. Спосіб за п. 1 або п. 2, який відрізняється тим, що компенсуюче кільце, яке використовують як лите ущільнення в процесі виготовлення, виготовляють з термостійкого і стійкого до стискання пластику, який витримує відповідні температури процесу лиття під тиском, який має відповідні значення під час лиття.
6. Полюсний блок для перемикального пристрою середньої напруги, у якому розміщена вакуумна переривальна камера з ізоляцією, який відрізняється тим, що встановлене компенсуюче кільце (4) для тимчасового контакту з ливарною вставкою на такій поверхні покриття вакуумної переривальної камери (1), до якої тимчасово прикріплена ливарна вставка (6) для формування ізоляції, і у якому компенсуюче кільце (4) розташоване так, що воно залишається повністю ізольованим.
7. Полюсний блок за п. 6, який відрізняється тим, що компенсуюче кільце (4) виготовлене з міді або мідного сплаву.
8. Полюсний блок за п. 6, який відрізняється тим, що компенсуюче кільце (4) виготовлене з алюмінію або алюмінієвого сплаву.
9. Полюсний блок за п. 6, який відрізняється тим, що компенсуюче кільце (4) виготовлене з термостійкого і стійкого до стискання пластику.
Текст
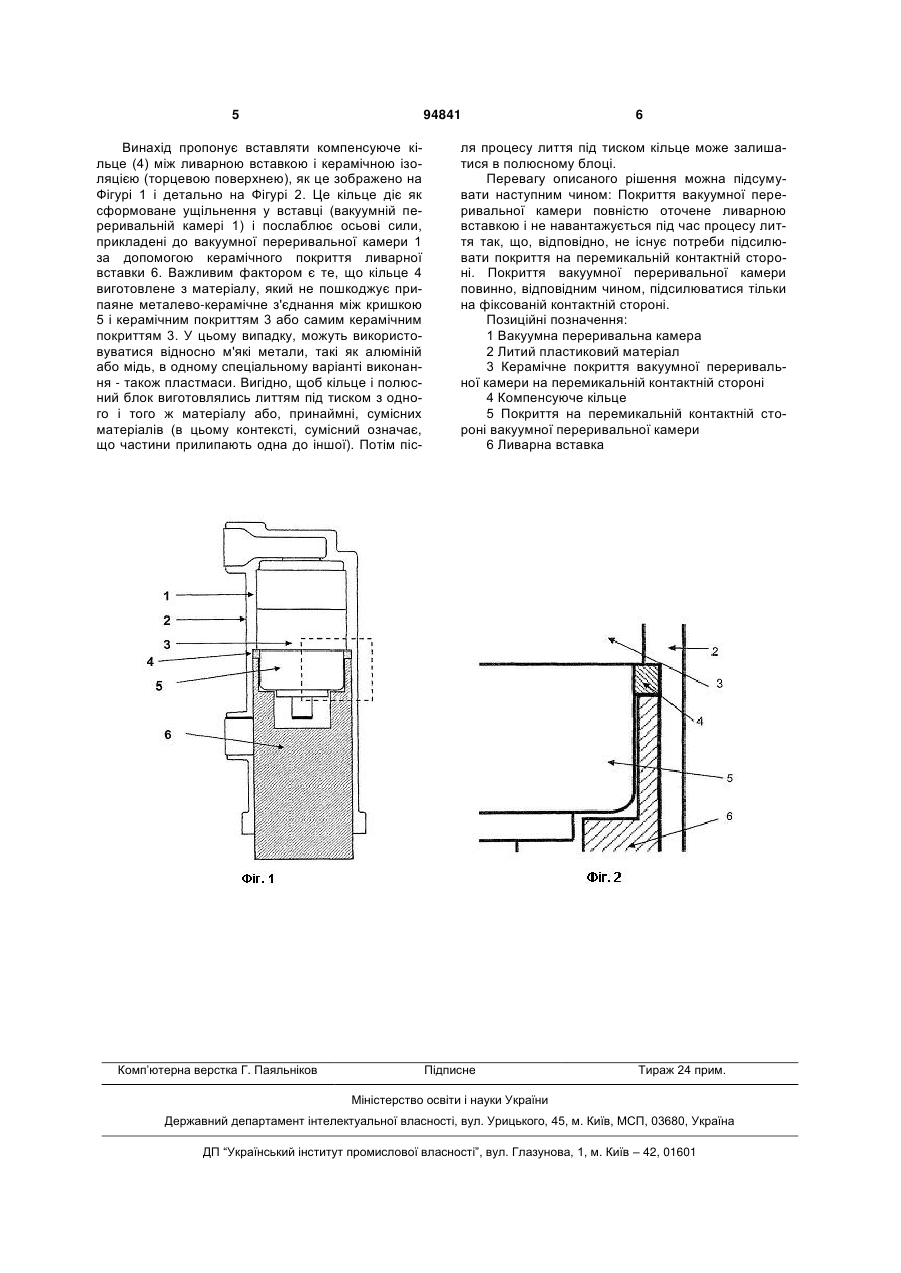
1. Спосіб виготовлення полюсного блока перемикального пристрою середньої напруги, у якому вакуумна переривальна камера має ізоляцію, при цьому вакуумна переривальна камера ізольована разом з ливарною вставкою, яка прикріплена до неї на її нижньому покритті під час лиття у форму з використанням ізоляційного матеріалу, який відрізняється тим, що, перед процесом ізоляції, компенсуюче кільце поміщають як окреме лите ущільнення на або поблизу зовнішньої периферії покриття вакуумної переривальної камери між нижнім покриттям вакуумної переривальної камери і ливарною вставкою, а потім також ізолюють так, що воно залишається як втрачене ущільнення в ізоляції з ливарною вставкою, яку потім видаляють. 2. Спосіб за п. 1, який відрізняється тим, що ливарну вставку, яку використовують в процесі виготовлення, виготовляють із загартованої сталі. C2 2 (11) 1 3 ється перед ізоляцією полюсного блока. З іншого боку, перемикальна контактна сторона фіксованої з'єднувальної деталі полюсного блока з'єднана з рухомою лінією електроживлення вакуумної переривальної камери так, що це дозволяє відносне переміщення рухомої лінії електроживлення. Це з'єднання може виконуватися у формі багатоконтактної системи перед ізоляцією або, інакше, у формі струмопровідної стрічки після ізоляції. Відомо, що ізольовані полюсні блоки виготовляють з епоксидної смоли з використанням способу здійснення тверднення під тиском. Полюсний блок з епоксидної смоли використовується для підвищення зовнішньої діелектричної міцності вакуумної переривальної камери і він виконує механічні функції. Подібним чином попереднім рівнем техніки для полюсних блоків, які виготовляються з використанням лиття під тиском, у випадку якого, зокрема, використовуються термопластичні матеріали на додаток термореактивних пластичних матеріалів, є DE 10 2005 039 555 А1. На противагу до способу здійснення тверднення під тиском, значення тиску всередині форми, який присутній у процесі лиття під тиском, становить більше ніж 100 бар; приблизно 300-400 бар є типовим тиском для традиційного способу лиття під тиском. Важливою перевагою способу лиття під тиском є значно скорочена тривалість циклу і спрощений процес виробництва з одночасним забезпеченням механічних і діелектричних характеристик. В усіх вже відомих способах виготовлення ізольованих полюсних блоків, вакуумна переривальна камера повністю покривається ізоляційним матеріалом за виключенням торцевої поверхні на перемикальній контактній стороні. Вільний простір, який вимагається для перемикання під вакуумною перемикальною камерою, одержується за допомогою так званої ливарної вставки, яка герметизується на торцевій поверхні покриття вакуумної переривальної камери і перешкоджає потраплянню рідкого ізоляційного матеріалу під час процесу формування ізоляційного покриття. Під час процесу лиття під тиском, на вакуумну переривальну камеру діють сили. Локально, це, перш за все, впливає на внутрішній тиск інструмента, який має місце, і це може призвести, зокрема, до локальної деформації стальних покриттів вакуумних переривальних камер. Однак, процес наповнення також створює результуючі сили, які діють на вакуумну переривальну камеру. У спеціальному випадку наповнення зі сторони фіксованого контакту, на вакуумну переривальну камеру діє осьова сила, що може призвести до вдавлювання верхнього і нижнього покриття камери при використанні фіксованої ливарної вставки. Для забезпечення витримування вакуумною переривальною камерою цих сил без ушкодження, було запропоновано підсилити вставками стінку вакуумної переривальної камери в покриттях з нержавіючої сталі, зовнішніми кришками або спеціально сформованими керамічними деталями (заявка No. 102006041149.8-34). 94841 4 Запропоновані заходи по підсиленню вакуумної переривальної камери мають недолік, який полягає у високій вартості. Тому, винахід базується на задачі уникнення дорогих підсилюючих засобів, принаймні, на перемикальній контактній стороні вакуумної переривальної камери на ділянці ливарної вставки, тим не менше, з одночасним досяганням оптимального лиття під тиском. Для способу цього загального типу, поставлена задача вирішується згідно з винаходом відмітними ознаками п. 1 формули винаходу. Подальші переважні вдосконалення способу описані в пунктах 2-5 формули винаходу. Стосовно самого полюсного блока, поставлена задача вирішується згідно з винаходом відмітними ознаками п. 6 формули винаходу. Подальші переважні вдосконалення описуються в інших пунктах формули винаходу. Суть способу згідно з винаходом полягає в тому, що перед процесом формування ізоляційного покриття, компенсуюче кільце встановлюється як окреме лите ущільнення на або поблизу зовнішньої периферії покриття вакуумної переривальної камери на ділянці циліндричного керамічного покриття на торцевій поверхні між нижнім покриттям вакуумної переривальної камери і ливарною вставкою, і потім також ізолюється так, що воно залишається як втрачене ущільнення в ізоляції при повторному видаленні ливарної вставки. Це компенсуюче кільце зменшує навантаження на вакуумну переривальну камеру під час процесу лиття під тиском. В одному переважному вдосконаленні, ливарна вставка, яка використовується в процесі виготовлення, може потім виготовлятися із загартованої сталі, оскільки використання компенсуючого кільця призводить до бажаного зниження навантаження, особливо при використанні кільця між керамічним покриттям і стальною вставкою. Одне переважне вдосконалення додатково передбачає компенсуюче кільце, яке використовується як лите ущільнення в процесі виготовлення і виготовлене з міді або мідного сплаву. Таким чином, вибирається придатний м'якіший матеріал. Як альтернатива цьому, компенсуюче кільце, яке використовується як лите ущільнення в процесі виготовлення, може також виготовлятися з алюмінію або алюмінієвого сплаву. Подальшою альтернативою є компенсуюче кільце, яке використовується як лите ущільнення в процесі виготовлення і виготовляється з термостійкого і стійкого до стискання пластику, який витримує відомі температури лиття під тиском під час дії тиску з відомими значеннями в ході процесу лиття. Винахід буде описуватися детальніше у подальшому тексті і проілюстрований на кресленнях, на яких: Фігура 1 зображає полюсний блок з вставленою сформованою деталлю і компенсуючим кільцем, і Фігура 2 зображає детальну схему, яка відноситься до Фігури 1. 5 94841 Винахід пропонує вставляти компенсуюче кільце (4) між ливарною вставкою і керамічною ізоляцією (торцевою поверхнею), як це зображено на Фігурі 1 і детально на Фігурі 2. Це кільце діє як сформоване ущільнення у вставці (вакуумній переривальній камері 1) і послаблює осьові сили, прикладені до вакуумної переривальної камери 1 за допомогою керамічного покриття ливарної вставки 6. Важливим фактором є те, що кільце 4 виготовлене з матеріалу, який не пошкоджує припаяне металево-керамічне з'єднання між кришкою 5 і керамічним покриттям 3 або самим керамічним покриттям 3. У цьому випадку, можуть використовуватися відносно м'які метали, такі як алюміній або мідь, в одному спеціальному варіанті виконання - також пластмаси. Вигідно, щоб кільце і полюсний блок виготовлялись литтям під тиском з одного і того ж матеріалу або, принаймні, сумісних матеріалів (в цьому контексті, сумісний означає, що частини прилипають одна до іншої). Потім піс Комп’ютерна верстка Г. Паяльніков 6 ля процесу лиття під тиском кільце може залишатися в полюсному блоці. Перевагу описаного рішення можна підсумувати наступним чином: Покриття вакуумної переривальної камери повністю оточене ливарною вставкою і не навантажується під час процесу лиття так, що, відповідно, не існує потреби підсилювати покриття на перемикальній контактній стороні. Покриття вакуумної переривальної камери повинно, відповідним чином, підсилюватися тільки на фіксованій контактній стороні. Позиційні позначення: 1 Вакуумна переривальна камера 2 Литий пластиковий матеріал 3 Керамічне покриття вакуумної переривальної камери на перемикальній контактній стороні 4 Компенсуюче кільце 5 Покриття на перемикальній контактній стороні вакуумної переривальної камери 6 Ливарна вставка Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of a pole part of medium-voltage switching and a pole part itself
Автори англійськоюClaus, Oliver, Gentsch, Dietmar, Humpert, Christof
Назва патенту російськоюСпособ изготовления полюсного блока переключающего устройства среднего напряжения, а также полюсный блок
Автори російськоюКлаус Оливер, Генч Дитмар, Хумперт Кристоф
МПК / Мітки
МПК: H01H 33/662
Мітки: виготовлення, блок, полюсного, пристрою, блока, перемикального, також, спосіб, полюсний, середньої, напруги
Код посилання
<a href="https://ua.patents.su/3-94841-sposib-vigotovlennya-polyusnogo-bloka-peremikalnogo-pristroyu-seredno-naprugi-a-takozh-polyusnijj-blok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полюсного блока перемикального пристрою середньої напруги, а також полюсний блок</a>
Висувний блок для розподільного пристрою низької напруги
Номер патенту: 87193
Опубліковано: 25.06.2009
Автори: Фрьоліх Том, Шмідт Маріо
МПК: H02B 11/00
Мітки: розподільного, пристрою, висувний, напруги, блок, низької
Формула / Реферат:
1. Висувний блок (10) для розподільного пристрою низької напруги, що містить принаймні один контактний апарат (12) для утворення електричного контакту з розміщеним у розподільному пристрої контактним елементом (14, 16), зокрема з мідною шиною (14), причому кожен контактний апарат (12) має по обидва боки принаймні по одному контактному пальцю (18) і одну пружину (20), що притискає контактний палець (18) до контактної планки (22), причому кожен...
Кабель середньої напруги
Номер патенту: 29117
Опубліковано: 10.01.2008
Автори: Василець Людмила Григорівна, Чопов Євген Юрійович, Золотарьов Володимир Михайлович, Антонець Юрій Панасович, Карпушенко Василь Петрович
МПК: H01B 7/00
Мітки: середньої, кабель, напруги
Формула / Реферат:
Кабель середньої напруги, що містить осердя у вигляді однієї або кількох ізольованих струмопровідних жил, вільний простір між якими може бути заповнений полімерним матеріалом, виготовлене з металевих і полімерних шарів захисне покриття та зовнішній екструдований суцільний шар полімерного матеріалу поверх нього, який відрізняється тим, що вільний простір між ізольованими струмопровідними жилами та зовнішній шар заповнено полімерною композицією...
Кабель середньої напруги

Номер патенту: 87534
Опубліковано: 27.07.2009
Автори: Золотарьов Володимир Михайлович, Чопов Євген Юрійович, Антонець Юрій Панасович, Карпушенко Василь Петрович, Василець Людмила Григорівна
МПК: H01B 7/00
Мітки: кабель, напруги, середньої
Формула / Реферат:
Кабель середньої напруги, який містить осердя у вигляді однієї або кількох ізольованих струмопровідних жил, вільний простір між якими може бути заповнений полімерним матеріалом, виготовлене з металевих і/або полімерних шарів захисне покриття та зовнішній екструдований суцільний шар полімерного матеріалу поверх нього, який відрізняється тим, що вільний простір між ізольованими струмопровідними жилами та зовнішній шар заповнено полімерною...
Будівельна панель, спосіб її виготовлення і створені на цій основі фундаментний будівельний блок, фундамент будівлі, тривимірна будівельна конструкція, висотна споруда і тривимірна будівля, а також спосіб кріпл
Номер патенту: 28017
Опубліковано: 16.10.2000
Автор: Ебу-Речед Роджер Джорджес
МПК: E04C 2/26, E04F 13/02, E04H 1/02, E02D 27/34, E04H 9/02, E04B 1/348
Мітки: спосіб, фундамент, блок, конструкція, кріпл, також, створені, панель, основі, фундаментний, висотна, будівельна, будівля, тривимірна, будівлі, виготовлення, споруда, будівельний, цій
Текст:
...370 изображена в положении, в котором она может быть соединена с блоками фундамента. Положение панели таково, что поперечный край 376 прилегает к боковому блоку 40 фундамента, а продольный край 374 к оконечному блоку 42 фундамента. Перед присоединением панели пола к блокам фундамента угловой соединительный фланец 380 прикрепляют к параллельному элементу 170, примыкающему к поперечному краю 376 и продольному краю 374, а угловой соединительный...
Модульний блок, спосіб і пристрій для монтажу цього блока
Номер патенту: 44342
Опубліковано: 15.02.2002
Автори: Кляйн Лотар, Карстенсен Хартмут
МПК: B61D 17/04, B62D 33/00
Мітки: блока, блок, спосіб, пристрій, цього, монтажу, модульний
Формула / Реферат:
1. Модульний блок з двома будівельними деталями, які мають попарно відповідні одна одній стикові поверхні, зокрема слоних модулів із екструдованих профілів для кузовів залізничних транспортних засобів, який відрізняється тим, що будівельні деталі (1, 2) принаймні частково заходять одна в одну, що стиковим поверхням (3, 4) на обох будівельних деталях (1, 2), які плоскопаралельно протистоять одна одній, припасовано опорні поверхні (8, 9), які...
Попередній патент: Композиція для одержання пінополіуретану
Наступний патент: Роликовий захват бурильних труб шестигранного профілю
Випадковий патент: Апарат для дисталізації зубів