Застосування суцільної литої заготівки порожнистої циліндричної форми з патрубком або патрубками, виготовленої електрошлаковим переплавом, як частини корпусу атомного енергетичного реактора або парогенератора
Номер патенту: 96376
Опубліковано: 25.10.2011
Автори: Саєнко Володимир Якович, Патон Борис Євгенович, Федоровський Борис Борисович, Медовар Лев Борисович, Стовпченко Ганна Петрівна
Формула / Реферат
Застосування суцільної литої заготівки порожнистої циліндричної форми з патрубком або патрубками, виготовленої електрошлаковим переплавом, як частини корпусу атомного енергетичного реактора або парогенератора.
Текст
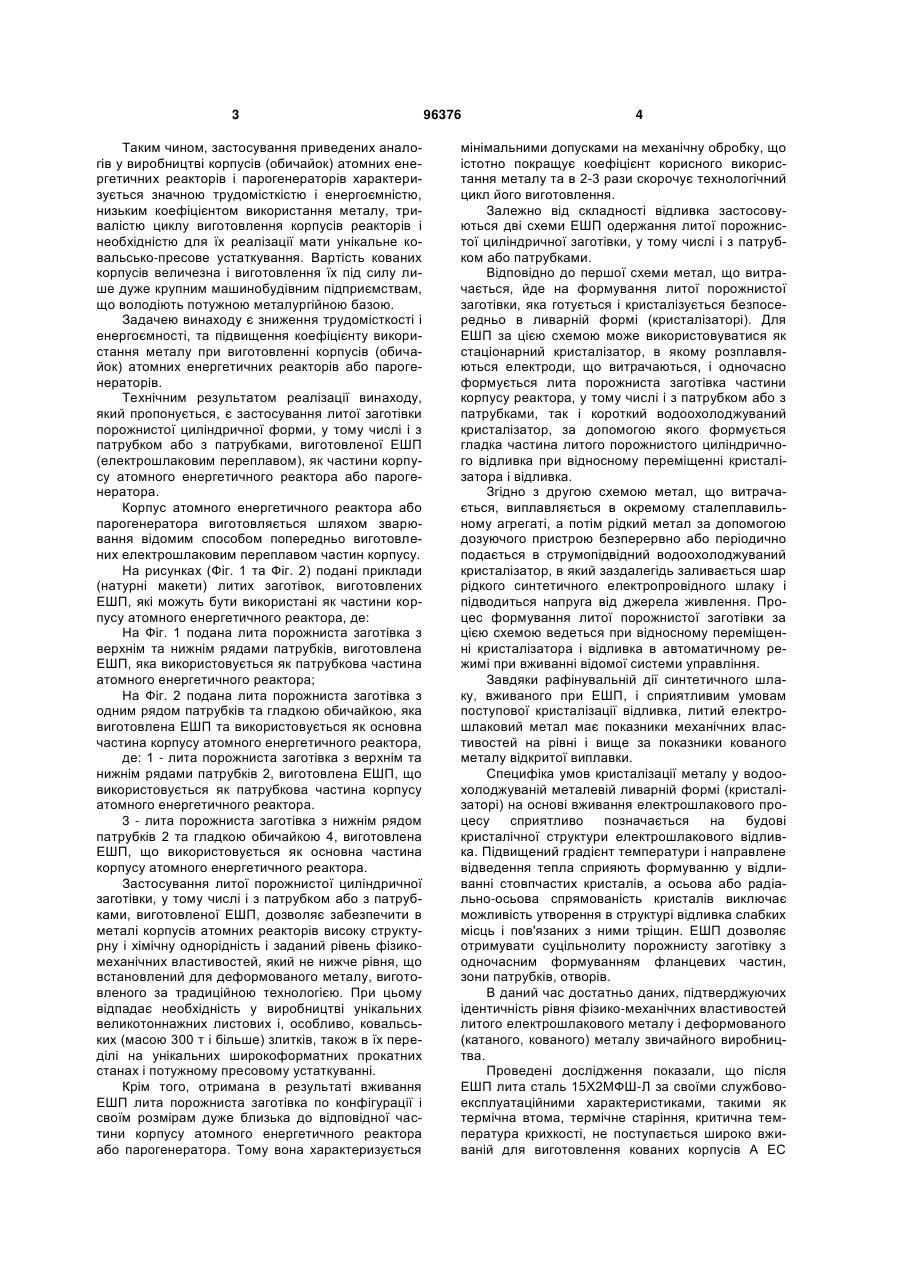
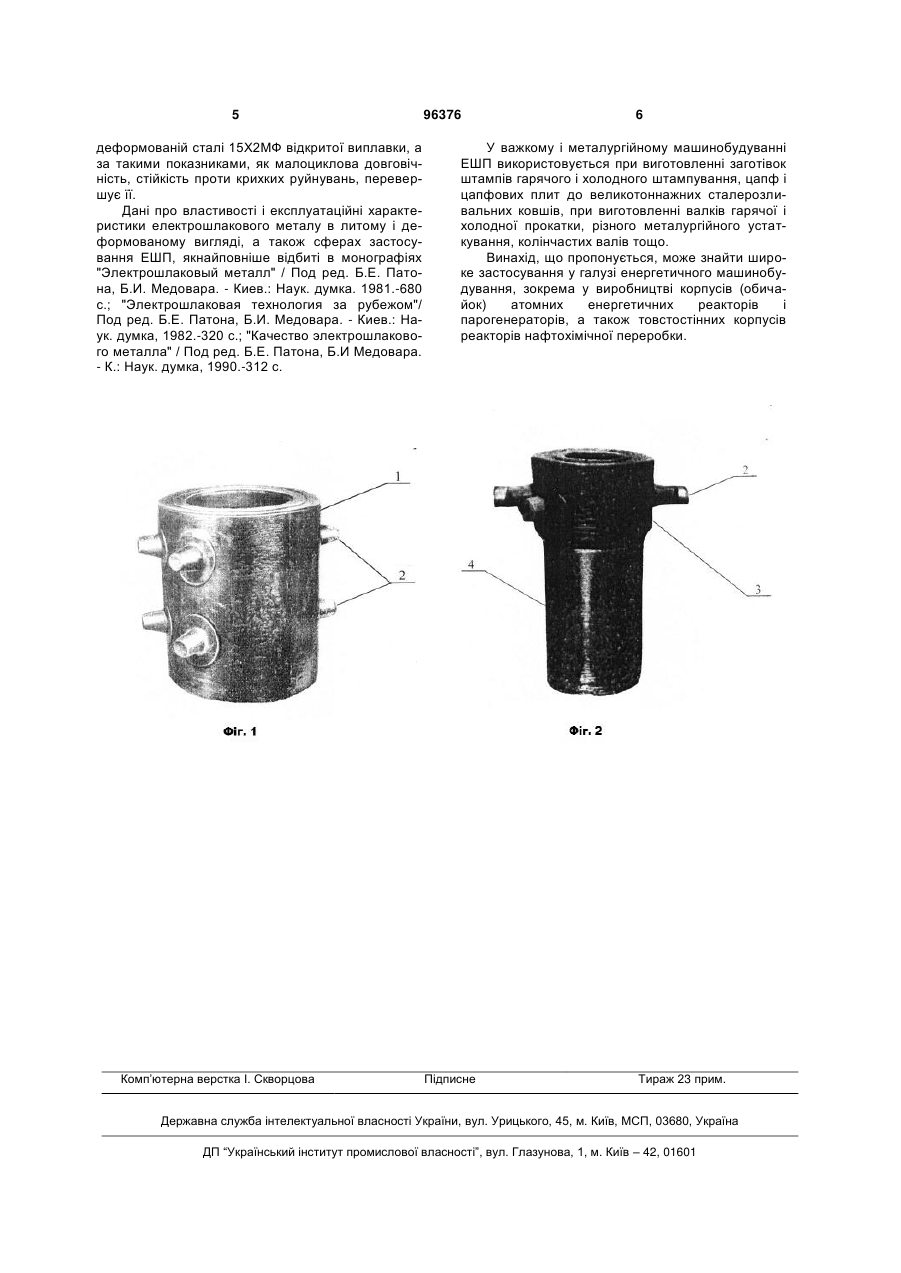
Застосування суцільної литої заготівки порожнистої циліндричної форми з патрубком або патрубками, виготовленої електрошлаковим переплавом, як частини корпусу атомного енергетичного реактора або парогенератора. (19) (21) a201007388 (22) 14.06.2010 (24) 25.10.2011 (46) 25.10.2011, Бюл.№ 20, 2011 р. (72) ПАТОН БОРИС ЄВГЕНОВИЧ, МЕДОВАР ЛЕВ БОРИСОВИЧ, СТОВПЧЕНКО ГАННА ПЕТРІВНА, САЄНКО ВОЛОДИМИР ЯКОВИЧ, ФЕДОРОВСЬКИЙ БОРИС БОРИСОВИЧ (73) ПРИВАТНЕ ПІДПРИЄМСТВО "ЕЛМЕТ-РОЛ" (56) SU 294498 A1, 25.11.1977 3 Таким чином, застосування приведених аналогів у виробництві корпусів (обичайок) атомних енергетичних реакторів і парогенераторів характеризується значною трудомісткістю і енергоємністю, низьким коефіцієнтом використання металу, тривалістю циклу виготовлення корпусів реакторів і необхідністю для їх реалізації мати унікальне ковальсько-пресове устаткування. Вартість кованих корпусів величезна і виготовлення їх під силу лише дуже крупним машинобудівним підприємствам, що володіють потужною металургійною базою. Задачею винаходу є зниження трудомісткості і енергоємності, та підвищення коефіцієнту використання металу при виготовленні корпусів (обичайок) атомних енергетичних реакторів або парогенераторів. Технічним результатом реалізації винаходу, який пропонується, є застосування литої заготівки порожнистої циліндричної форми, у тому числі і з патрубком або з патрубками, виготовленої ЕШП (електрошлаковим переплавом), як частини корпусу атомного енергетичного реактора або парогенератора. Корпус атомного енергетичного реактора або парогенератора виготовляється шляхом зварювання відомим способом попередньо виготовлених електрошлаковим переплавом частин корпусу. На рисунках (Фіг. 1 та Фіг. 2) подані приклади (натурні макети) литих заготівок, виготовлених ЕШП, які можуть бути використані як частини корпусу атомного енергетичного реактора, де: На Фіг. 1 подана лита порожниста заготівка з верхнім та нижнім рядами патрубків, виготовлена ЕШП, яка використовується як патрубкова частина атомного енергетичного реактора; На Фіг. 2 подана лита порожниста заготівка з одним рядом патрубків та гладкою обичайкою, яка виготовлена ЕШП та використовується як основна частина корпусу атомного енергетичного реактора, де: 1 - лита порожниста заготівка з верхнім та нижнім рядами патрубків 2, виготовлена ЕШП, що використовується як патрубкова частина корпусу атомного енергетичного реактора. 3 - лита порожниста заготівка з нижнім рядом патрубків 2 та гладкою обичайкою 4, виготовлена ЕШП, що використовується як основна частина корпусу атомного енергетичного реактора. Застосування литої порожнистої циліндричної заготівки, у тому числі і з патрубком або з патрубками, виготовленої ЕШП, дозволяє забезпечити в металі корпусів атомних реакторів високу структурну і хімічну однорідність і заданий рівень фізикомеханічних властивостей, який не нижче рівня, що встановлений для деформованого металу, виготовленого за традиційною технологією. При цьому відпадає необхідність у виробництві унікальних великотоннажних листових і, особливо, ковальських (масою 300 т і більше) злитків, також в їх переділі на унікальних широкоформатних прокатних станах і потужному пресовому устаткуванні. Крім того, отримана в результаті вживання ЕШП лита порожниста заготівка по конфігурації і своїм розмірам дуже близька до відповідної частини корпусу атомного енергетичного реактора або парогенератора. Тому вона характеризується 96376 4 мінімальними допусками на механічну обробку, що істотно покращує коефіцієнт корисного використання металу та в 2-3 рази скорочує технологічний цикл його виготовлення. Залежно від складності відливка застосовуються дві схеми ЕШП одержання литої порожнистої циліндричної заготівки, у тому числі і з патрубком або патрубками. Відповідно до першої схеми метал, що витрачається, йде на формування литої порожнистої заготівки, яка готується і кристалізується безпосередньо в ливарній формі (кристалізаторі). Для ЕШП за цією схемою може використовуватися як стаціонарний кристалізатор, в якому розплавляються електроди, що витрачаються, і одночасно формується лита порожниста заготівка частини корпусу реактора, у тому числі і з патрубком або з патрубками, так і короткий водоохолоджуваний кристалізатор, за допомогою якого формується гладка частина литого порожнистого циліндричного відливка при відносному переміщенні кристалізатора і відливка. Згідно з другою схемою метал, що витрачається, виплавляється в окремому сталеплавильному агрегаті, а потімрідкий метал за допомогою дозуючого пристрою безперервно або періодично подається в струмопідвідний водоохолоджуваний кристалізатор, в який заздалегідь заливається шар рідкого синтетичного електропровідного шлаку і підводиться напруга від джерела живлення. Процес формування литої порожнистої заготівки за цією схемою ведеться при відносному переміщенні кристалізатора і відливка в автоматичному режимі при вживанні відомої системи управління. Завдяки рафінувальній дії синтетичного шлаку, вживаного при ЕШП, і сприятливим умовам поступової кристалізації відливка, литий електрошлаковий метал має показники механічних властивостей на рівні і вище за показники кованого металу відкритої виплавки. Специфіка умов кристалізації металу у водоохолоджуваній металевій ливарній формі (кристалізаторі) на основі вживання електрошлакового процесу сприятливо позначається на будові кристалічної структури електрошлакового відливка. Підвищений градієнт температури і направлене відведення тепла сприяють формуванню у відливанні стовпчастих кристалів, а осьова або радіально-осьова спрямованість кристалів виключає можливість утворення в структурі відливка слабких місць і пов'язаних з ними тріщин. ЕШП дозволяє отримувати суцільнолиту порожнисту заготівку з одночасним формуванням фланцевих частин, зони патрубків, отворів. В даний час достатньо даних, підтверджуючих ідентичність рівня фізико-механічних властивостей литого електрошлакового металу і деформованого (катаного, кованого) металу звичайного виробництва. Проведені дослідження показали, що після ЕШП лита сталь 15Х2МФШ-Л за своїми службовоексплуатаційними характеристиками, такими як термічна втома, термічне старіння, критична температура крихкості, не поступається широко вживаній для виготовлення кованих корпусів A EC 5 деформованій сталі 15Х2МФ відкритої виплавки, а за такими показниками, як малоциклова довговічність, стійкість проти крихких руйнувань, перевершує її. Дані про властивості і експлуатаційні характеристики електрошлакового металу в литому і деформованому вигляді, а також сферах застосування ЕШП, якнайповніше відбиті в монографіях "Электрошлаковый металл" / Под ред. Б.Е. Патона, Б.И. Медовара. - Киев.: Наук. думка. 1981.-680 с.; "Электрошлаковая технология за рубежом"/ Под ред. Б.Е. Патона, Б.И. Медовара. - Киев.: Наук. думка, 1982.-320 с.; "Качество электрошлакового металла" / Под ред. Б.Е. Патона, Б.И Медовара. - К.: Наук. думка, 1990.-312 с. Комп’ютерна верстка І. Скворцова 96376 6 У важкому і металургійному машинобудуванні ЕШП використовується при виготовленні заготівок штампів гарячого і холодного штампування, цапф і цапфових плит до великотоннажних сталерозливальних ковшів, при виготовленні валків гарячої і холодної прокатки, різного металургійного устаткування, колінчастих валів тощо. Винахід, що пропонується, може знайти широке застосування у галузі енергетичного машинобудування, зокрема у виробництві корпусів (обичайок) атомних енергетичних реакторів і парогенераторів, а також товстостінних корпусів реакторів нафтохімічної переробки. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUse of continuous cast billet of hollow cylindrical shape with a sleeve or sleeves manufactured by electroslag remelting as a part of vessel of reactor or steam generator
Автори англійськоюPaton Borys Yevhenovych, Medovar Lev Borysovych, Stovpchenko Hanna Petrivna, Saienko Volodymyr Yakovych, Fedorovskyi Borys Borysovych
Назва патенту російськоюИспользование сплошной литой заготовки полой цилиндрической формы, с патрубком или патрубками, изготовленной электрошлаковым переплавом, как часть корпуса атомного энергетического реактора или парогенератора
Автори російськоюПатон Борис Евгеньевич, Медовар Лев Борисович, Стовпченко Анна Петровна, Саенко Владимир Яковлевич, Федоровский Борис Борисович
МПК / Мітки
МПК: G21C 21/00, B22D 23/00, F22B 33/00
Мітки: атомного, реактора, переплавом, заготівки, циліндричної, патрубком, частини, суцільної, патрубками, застосування, виготовленої, корпусу, парогенератора, литої, енергетичного, порожнистої, електрошлаковим, форми
Код посилання
<a href="https://ua.patents.su/3-96376-zastosuvannya-sucilno-lito-zagotivki-porozhnisto-cilindrichno-formi-z-patrubkom-abo-patrubkami-vigotovleno-elektroshlakovim-pereplavom-yak-chastini-korpusu-atomnogo-energetichnogo.html" target="_blank" rel="follow" title="База патентів України">Застосування суцільної литої заготівки порожнистої циліндричної форми з патрубком або патрубками, виготовленої електрошлаковим переплавом, як частини корпусу атомного енергетичного реактора або парогенератора</a>
Спосіб безпечного відведення енергії із аварійного атомного енергетичного об’єкта
Номер патенту: 22918
Опубліковано: 25.04.2007
Автор: Пилипенко Петро Матвійович
МПК: F01K 1/00, H01M 8/00, G21F 7/00, A62B 37/00
Мітки: аварійного, відведення, енергії, безпечного, енергетичного, спосіб, об'єкта, атомного
Формула / Реферат:
Спосіб безпечного відведення енергії із аварійного атомного енергетичного об'єкта, який включає відвід продуктів розпаду через отвір у верхній частині атомного реактора до укриття енергоблока, які виводять на редуктор, що виконує функцію регулятора тиску, який відрізняється тим, що через отвори у боковій частині корпусу енергоблока виводять суміш піску з гранулами свинцю, засипану до аварійного енергоблока, а продукти розпаду з постійним...
Спосіб отримання бар`єрного шару на елементах атомного енергетичного устаткування
Номер патенту: 31067
Опубліковано: 25.03.2008
Автори: Лазько Галина Вікторівна, Алімов Валерій Іванович, Дурягіна Зоя Антонівна, Афанасьєва Марія Вікторівна
МПК: B21F 21/00
Мітки: енергетичного, бар'єрного, спосіб, атомного, отримання, устаткування, шару, елементах
Формула / Реферат:
Спосіб одержання бар'єрного шару на елементах атомного енергетичного устаткування, що включає підготовку поверхні, нанесення покриття й наступний лазерний вплив, який відрізняється тим, що лазерний вплив із продувкою азотом здійснюють до одержання в бар'єрному шарі квазіаморфної структури.
Структурний бар’єр на поверхні конструктивних елементів атомного енергетичного обладнання
Номер патенту: 17292
Опубліковано: 15.09.2006
Автори: Тепла Тетяна Леонідівна, Алімов Валерій Іванович, Дурягіна Зоя Антонівна, Штихно Алла Петрівна
МПК: B21C 9/00, B21F 21/00
Мітки: обладнання, поверхні, атомного, енергетичного, елементів, бар'єр, конструктивних, структурний
Формула / Реферат:
Структурний бар'єр на поверхні конструктивних елементів атомного енергетичного обладнання, що містить змінений дією плазми шар, який відрізняється тим, що модифікований азотною плазмою шар додатково містить зовнішню оболонку з перерізом структурних комірок 0,1-0,3 мкм, яка складає за товщиною 5-10 % від товщини модифікованого шару.
Спосіб виробництва стрічки на тонколистовому стані гарячої прокатки з литої заготівки
Номер патенту: 51977
Опубліковано: 10.08.2010
Автори: Пронюшкін Володимир Степанович, Мінаєв Андрій Євгенович, Негрій Сергій Дмитрович, Садохін Володимир Генадійович, Грабовецький Юрій Миколайович, Куракін Юрій Миколайович, Омельяненко Микола Іванович, Лук'янчиков Олександр Миколайович, Мурашкін Олександр Вікторович, Підтикан Віталій Олександрович
МПК: B21B 1/02
Мітки: заготівки, спосіб, прокатки, гарячої, виробництва, стрічки, стані, литої, тонколистовому
Формула / Реферат:
1. Спосіб виробництва стрічки на тонколистовому стані гарячої прокатки з литої заготівки, що включає попереднє нагрівання безперервнолитої заготівки і її прокатку в обтискній кліті, наступне остаточне нагрівання заготівки в методичній печі і її прокатку на тонколистовому стані до заданої товщини, який відрізняється тим, що попереднє нагрівання безперервнолитої заготівки проводять у методичних печах тонколистового стана, а попередню прокатку...
Спосіб охолодження атомного реактора

Номер патенту: 62493
Опубліковано: 25.08.2011
Автори: Лищишин Марія Омелянівна, Лищишин Омелян Іванович
МПК: G01C 1/00
Мітки: атомного, спосіб, охолодження, реактора
Формула / Реферат:
Спосіб охолодження атомного реактора, що включає подачу води іззовні, її циркуляцію через реактор, де в активній зоні вона нагрівається, при цьому гарячу воду подають у теплообмінник, де вона віддає своє тепло воді вторинного контуру для перетворення її в пару, яка приводить в дію турбогенератор та генератор струму, який відрізняється тим, що при цьому виникають коливання атомів та молекул повітря, утворюються бульбашки охолоджуючої води в...
Попередній патент: Пристрій для вимірювання концентрації важких металів
Наступний патент: Постійне ослаблення перешкод в системі бездротового зв’язку
Випадковий патент: Спосіб автоматичної подачі енергоносіїв до газових пальників печі