Трубне нарізне з’єднання, яке має поліпшену характеристику високого моментного навантаження
Формула / Реферат
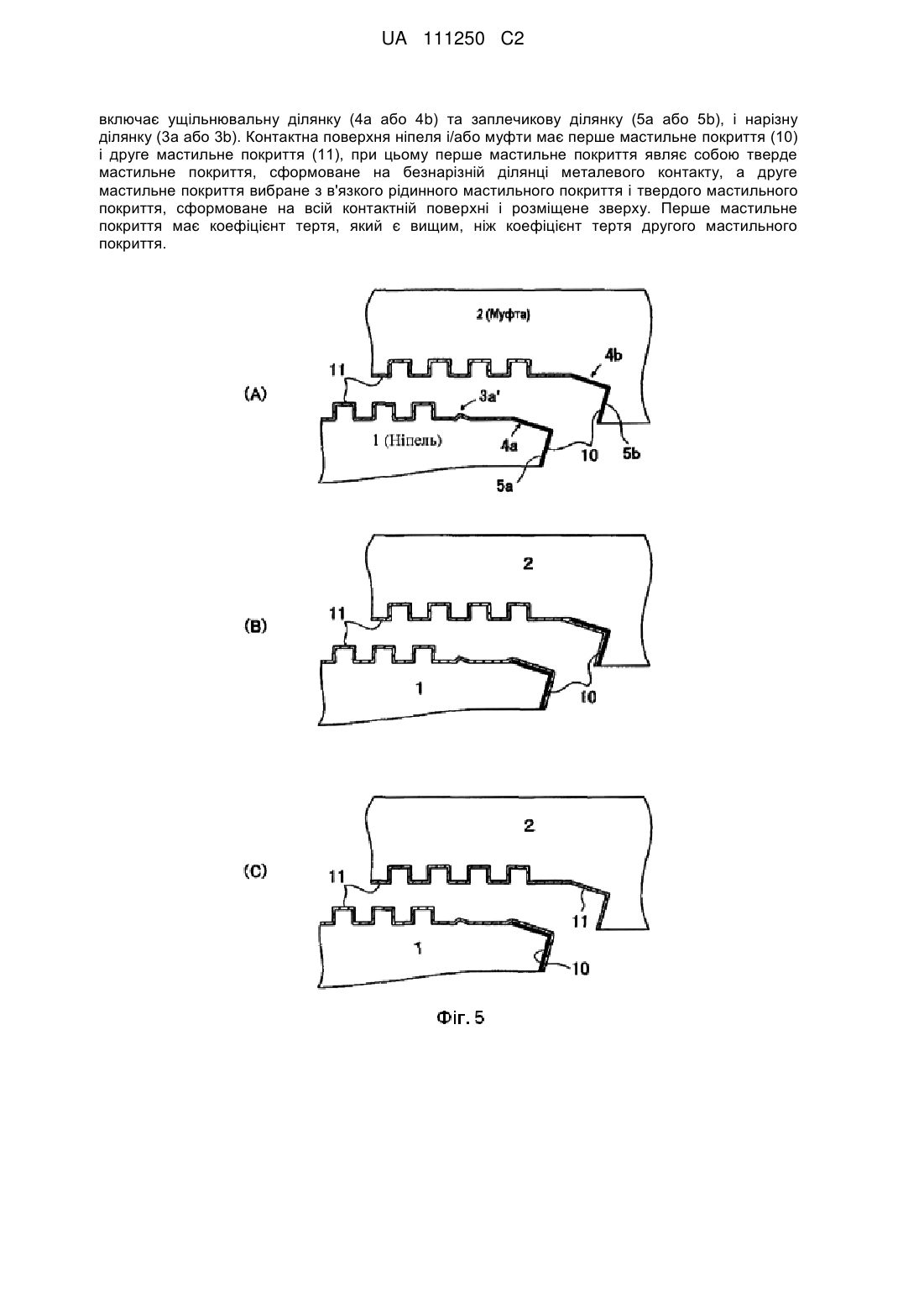
1. Трубне нарізне з'єднання, утворене ніпелем і муфтою, які мають контактну поверхню, яка включає безнарізну ділянку металевого контакту, яка включає ущільнювальну ділянку та заплечикову ділянку, і нарізну ділянку, яке відрізняється тим, що контактна поверхня ніпеля і/або муфти має перше мастильне покриття і друге мастильне покриття, при цьому перше мастильне покриття являє собою тверде мастильне покриття, сформоване на безнарізній ділянці металевого контакту, а друге мастильне покриття вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, сформоване на всій контактній поверхні і розміщене зверху, причому перше мастильне покриття має коефіцієнт тертя, який перевищує коефіцієнт тертя другого мастильного покриття.
2. Трубне нарізне з'єднання за п. 1, яке відрізняється тим, що безнарізна ділянка металевого контакту контактної поверхні ніпеля і/або муфти має перше мастильне покриття, а нарізна ділянка контактної поверхні має друге мастильне покриття.
3. Трубне нарізне з'єднання за п. 1, яке відрізняється тим, що контактна поверхня одного з ніпеля і муфти має перше мастильне покриття, сформоване на частині контактної поверхні, яка включає заплечикову ділянку, і друге мастильне покриття, сформоване на щонайменше частині контактної поверхні, де відсутнє перше мастильне покриття, і контактна поверхня іншого з ніпеля і муфти має покриття, вибране з мастильного покриття, яке вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, твердого антикорозійного покриття і двошарового покриття, яке включає нижній шар у формі мастильного покриття, вибраного з в'язкого рідинного мастильного покриття і твердого мастильного покриття, і верхній шар в формі твердого антикорозійного покриття.
4. Трубне нарізне з'єднання за п. 3, яке відрізняється тим, що тверде антикорозійне покриття основане на отверджуваній ультрафіолетовим випромінюванням смолі.
5. Трубне нарізне з'єднання за будь-яким з пп. 1-4, яке відрізняється тим, що контактна поверхня ніпеля і/або муфти піддана поверхневій обробці способом, вибраним зі струминної обробки, травлення, фосфатної хімічної конверсійної обробки, оксалатної хімічної конверсійної обробки, боратної хімічної конверсійної обробки, нанесення електролітичного покриття, механічного плакування і двох або більше з цих способів, перед формуванням мастильного покриття або антикорозійного покриття.
6. Трубне нарізне з'єднання за будь-яким з пп. 1-4, яке відрізняється тим, що перше мастильне покриття має товщину 5-40 мкм.
7. Трубне нарізне з'єднання за п. 6, яке відрізняється тим, що друге мастильне покриття являє собою в'язке рідинне мастильне покриття, що має товщину 5-200 мкм, і, коли це друге мастильне покриття розміщене зверху першого мастильного покриття, загальна товщина першого мастильного покриття і другого мастильного покриття становить не більше 200 мкм.
8. Трубне нарізне з'єднання за п. 6, яке відрізняється тим, що друге мастильне покриття являє собою тверде мастильне покриття, що має товщину 5-150 мкм, і, коли це друге мастильне покриття розміщене зверху першого мастильного покриття, загальна товщина першого мастильного покриття і другого мастильного покриття становить не більше 150 мкм.
Текст
Реферат: Трубне нарізне з'єднання, яке не містить шкідливих важких металів, яке має чудові характеристики стійкості до фрикційної корозії, газонепроникності і запобігання іржавленню, і яке не виявляє легкої текучості заплечикових ділянок, навіть коли піддається згвинчуванню з високим крутним моментом, утворене ніпелем (1) і муфтою (2), причому кожний конструктивний елемент має контактну поверхню, яка включає безнарізну ділянку металевого контакту, яка UA 111250 C2 (12) UA 111250 C2 включає ущільнювальну ділянку (4а або 4b) та заплечикову ділянку (5а або 5b), і нарізну ділянку (3а або 3b). Контактна поверхня ніпеля і/або муфти має перше мастильне покриття (10) і друге мастильне покриття (11), при цьому перше мастильне покриття являє собою тверде мастильне покриття, сформоване на безнарізній ділянці металевого контакту, а друге мастильне покриття вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, сформоване на всій контактній поверхні і розміщене зверху. Перше мастильне покриття має коефіцієнт тертя, який є вищим, ніж коефіцієнт тертя другого мастильного покриття. UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки Даний винахід стосується трубного нарізного з'єднання, що використовується для з'єднання сталевих труб, і зокрема труб нафтопромислового сегмента, і способу обробки його поверхні. Трубне нарізне з'єднання згідно з даним винаходом може надійно виявляти чудову стійкість до фрикційної корозії без застосування консистентного мастила, такого, як мастильний компаунд, яке в минулому використовували для нарізних з'єднань кожен раз, коли проводили згвинчування колони з труб нафтопромислового сегмента. Тому при трубному нарізному з'єднанні згідно з даним винаходом можна уникнути шкідливих впливів на глобальне навколишнє середовище і на персонал, зумовлених компонентами мастила. У доповнення, з'єднання не допускає легкої текучості, навіть якщо згвинчування проводять із високим крутним моментом, тим самим забезпечуючи можливість створення стабільного метало-металевого ущільнення з належним робочим допуском. Рівень техніки Труби нафтопромислового сегмента, такі, як насосно-компресорна труба і обсадна труба, які використовуються при бурінні нафтових свердловин для розробки родовищ сирої нафти або газу, звичайно з'єднують одна з одною (компонують) із використанням трубних нарізних з'єднань. У минулому глибина нафтових свердловин становила 2000-3000 метрів, але в глибоких свердловинах, таких, як на сучасних нафтових родовищах у морі, глибина іноді досягає 8000-10000 метрів або більше. Довжина труб нафтопромислового сегмента звичайно становить близько 10 метрів, і насосно-компресорна труба, через яку протікає текуче середовище, таке, як сира нафта, оточена численними обсадними трубами. Тому кількість труб нафтопромислового сегмента, які з'єднані нарізними з'єднаннями, досягає величезної величини. Оскільки трубні нарізні з'єднання для труб нафтопромислового сегмента в середовищі їх застосування піддаються впливу навантажень у формі розтягувальних зусиль в осьовому напрямку, зумовлених масою самих труб нафтопромислового сегмента і їх з'єднань, складних тисків, таких, як внутрішній і зовнішній тиск, і геотермального тепла, вони повинні зберігати газонепроникність без пошкодження навіть у таких суворих умовах навколишнього середовища. Типові трубні нарізні з'єднання, які використовуються для скріплення труб нафтопромислового сегмента (які також називаються спеціальними нарізними з'єднаннями), мають конструкцію "ніпель-муфта". Ніпель, який являє собою конструктивний елемент з'єднання, що має охоплювану (зовнішню) різь, звичайно формують на зовнішній поверхні обох кінців труби нафтопромислового сегмента, і муфту, яка являє собою сполучений конструктивний елемент з'єднання, що має охоплювальну (внутрішню) різь, яка входить в зачеплення із зовнішньою різзю, типово формують на внутрішній поверхні обох сторін з'єднувального фітингу, який являє собою окрему деталь. Як показано на фіг. 1, ніпель має заплечикову ділянку (яка також називається упорним уступом), сформовану на кінцевій поверхні краю ніпеля, і ущільнювальну ділянку, сформовану між кінцевою поверхнею і зовнішньою різзю. Відповідно муфта має ущільнювальну ділянку і заплечикову ділянку, розташовані позаду внутрішньої різі і призначені для контакту з ущільнювальною ділянкою і заплечиковою ділянкою ніпеля відповідно. Ущільнювальні ділянки і заплечикові ділянки ніпеля і муфти складають безнарізні ділянки металевого контакту трубного нарізного з'єднання, і безнарізні ділянки металевого контакту і нарізні ділянки ніпеля і муфти утворюють контактні поверхні трубного нарізного з'єднання. Описаний нижче патентний документ 1 розкриває приклад такого спеціального нарізного з'єднання. Для виконання згвинчування цього трубного нарізного з'єднання один кінець (ніпель) труби нафтопромислового сегмента вставляють у з'єднувальний фітинг (муфту), і затягують зовнішню різь і внутрішню різь, доки заплечикові ділянки ніпеля і муфти не прийдуть у контакт між собою і не притиснуться з належним моментним навантаженням. У результаті ущільнювальні ділянки ніпеля і муфти увійдуть в тісний контакт одна з одною з утворенням метало-металевого ущільнення, яке забезпечує газонепроникність нарізного з'єднання. Внаслідок різноманітних проблем, які виникають під час процесу опускання насоснокомпресорної труби або обсадної колони в стовбур нафтової свердловини, іноді необхідно послаблювати нарізне з'єднання, яке було згвинчене, підіймати з'єднання зі стовбура нафтової свердловини, знову затягувати його і знову опускати його в стовбур свердловини. API (Американський нафтовий інститут) задає такий норматив стійкості до фрикційної корозії, що не має місця неусувний прихоплювач, який називається заїданням, і газонепроникність зберігається, навіть якщо затягування (згвинчування) і послаблення (розгвинчування) проводять 10 разів на з'єднанні для насосно-компресорної труби і 3 рази на з'єднанні для обсадної труби. 1 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Щоб підвищити стійкість до фрикційної корозії і газонепроникність, в'язкий рідкий мастильний матеріал (консистентне мастило), який називається мастильним компаундом або мастилом для герметизації, що містить порошкоподібний важкий метал, раніше наносили на контактні поверхні нарізного з'єднання кожний раз, коли проводили згвинчування. Такий мастильний компаунд запропонований в інструкції API BUL 5А2. З метою збільшення тривалості утримання мастильного компаунда і поліпшення характеристик ковзання було запропоновано піддавати контактні поверхні нарізного з'єднання поверхневій обробці різноманітних типів з утворенням одного або більше шарів, такій, як нітридна обробка, плакування різних типів, зокрема цинкування і дисперсійна металізація, і фосфатна хімічна конверсійна обробка. Однак, як зазначено нижче, застосування мастильного компаунда може впливати шкідливим чином на навколишнє середовище і персонал. Мастильний компаунд містить великі кількості порошку важких металів, таких, як цинк, свинець і мідь. Під час згвинчування нарізного з'єднання нанесене мастило змивається або перетікає на зовнішню поверхню, і вона може впливати шкідливим чином на навколишнє середовище, і особливо на морські живі організми, зокрема, що зумовлено шкідливими важкими металами, такими, як свинець. У доповнення, процес нанесення мастильного компаунда погіршує умови виробничого середовища і продуктивність праці, і також існує проблема завдання шкоди людям. У недавні роки в результаті введення в силу в 1998 році Конвенції про захист морського середовища в Північно-Східній Атлантиці (конвенція OSPAR), яка має на меті запобігання забрудненню моря в Північно-Східній частині Атлантичного океану, в глобальному масштабі набрали чинності суворі законодавчі розпорядження в галузі екології, і в деяких регіонах застосування мастильного компаунда вже регламентоване. Відповідно цьому, щоб уникнути шкідливих впливів на навколишнє середовище і людей під час буріння газових свердловин і нафтових свердловин, з'явилася потреба в нарізних з'єднаннях, які можуть виявляти чудову стійкість до фрикційної корозії без застосування мастильного компаунда. Як нарізне з'єднання, яке може бути використане для скріплення труб нафтопромислового сегмента без застосування мастильного компаунда, даний заявник в патентному документі 2 запропонував нарізне з'єднання для сталевих труб, яке має в'язке рідинне або напівтверде мастильне покриття, і в патентному документі 3 нарізне з'єднання для сталевих труб, яке має тверде мастильне покриття. Патентний документ 1: JP 5-87275 А Патентний документ 2: JP 2002-173692 А Патентний документ 3: WO 2009/072486 Суть винаходу Як було указано вище, у випадку спеціального нарізного з'єднання, подібного показаному на фіг. 1, що складається з ніпеля і муфти, виконаними з ущільнювальною ділянкою, ущільнювальні ділянки ніпеля і муфти утворюють метало-металеве ущільнення для забезпечення газонепроникності в кінці згвинчування. Фіг. 2 показує графік крутного моменту під час згвинчування нарізного з'єднання цього типу (ордината: крутний момент, абсциса: кількість обертів). Як показано на цьому кресленні, коли відбувається обертання, спочатку входять у контакт нарізні ділянки ніпеля і муфти, і крутний момент поступово наростає. Потім стикаються ущільнювальні ділянки ніпеля і муфти, і швидкість підвищення крутного моменту збільшується. У кінцевому результаті, заплечикова ділянка на кінцевій частині ніпеля і заплечикова ділянка муфти приходять у контакт і починають взаємодіяти з натягом (крутний момент на початку цієї взаємодії позначається як крутний момент Ts на заплечику), при якому крутний момент різко зростає. Згвинчування завершують, коли крутний момент досягає попередньо заданого моментного навантаження при згвинчувані. Оптимальний крутний момент на фіг. 2 означає крутний момент, який є оптимальним для завершення згвинчування з досягненням ступеню натягу в ущільнювальних ділянках, який необхідний для забезпечення газонепроникності. Правильне значення оптимального крутного моменту є попередньо заданим залежно від внутрішнього діаметра і типу з'єднання. Однак у спеціальному нарізному з'єднанні, що застосовується в дуже глибоких свердловинах, в яких утворюються стискаючі навантаження і згинаючі навантаження, згвинчування іноді проводять із крутним моментом, який є вищим, ніж звичайний, щоб запобігти послабленню затягнутого нарізного з'єднання. У цьому випадку заплечикова ділянка на кінці ніпеля і заплечикова ділянка в муфті, які контактують, іноді виявляють текучість, що приводить до пластичної деформації заплечикової ділянки щонайменше одного конструктивного елемента з ніпеля і муфти. У результаті, як показано на фіг. 2, швидкість наростання крутного моменту раптово падає. Крутний момент у час, коли відбувається перехід у стан текучості, називається 2 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 крутним моментом Ty на межі текучості. Текучість на заплечикових ділянках приводить до втрати газонепроникності. У нарізному з'єднанні, яке згвинчене з високим крутним моментом, переважно, щоб значення [Ty мінус Ts] (Ty-Ts=ΔТ, або опір крутного моменту на заплечику) було високим. Однак в трубних нарізних з'єднаннях, описаних в патентному документі 2, що мають в'язке рідинне або напівтверде мастильне покриття, значення Ty є низьким порівняно з тим, коли нанесений традиційний мастильний компаунд. В результаті цього величина ΔТ стає малою, і заплечикові ділянки виявляють текучість при низькому крутному моменті згвинчування, так що іноді виявляється неможливим виконати згвинчування з високим крутним моментом. У трубних нарізних з'єднаннях, описаних в патентному документі 3, що мають також тверде мастильне покриття, величина ΔТ стає меншою, ніж значення для традиційного мастильного компаунда. Задачею даного винаходу є створення трубного нарізного з'єднання, яке не піддається легкому переходу в стан текучості на його заплечикових ділянках, навіть коли його згвинчувати з високим крутним моментом, і яке має мастильне покриття, що не містить шкідливих важких металів, яке має чудові характеристики стійкості до фрикційної корозії, газонепроникності і захисту від корозії, і яке може забезпечувати високе значення ΔТ в з'єднанні. Було виявлено, що, навіть якщо склад мастильного покриття варіює так, що варіює його коефіцієнт тертя, значення ΔТ не змінюється в значній мірі, оскільки Ts і Ty типово виявляють зміни в одному і тому ж напрямку. Наприклад, якщо коефіцієнт тертя мастильного покриття зростає, то збільшується Ty, і також підвищується і Ts (явище, яке називається високим натягом). У результаті, в найгіршому випадку, виникає стан, який називається "безупорним", в якому заплечикові ділянки не контактують із попередньо заданим моментним навантаженням, і згвинчування не може бути завершене. Автори даного винаходу визначили, що в трубному нарізному з'єднанні, яке має в'язке рідинне або тверде мастильне покриття, що не містить шкідливі важкі метали, які погіршують стан глобального навколишнього середовища, формуванням твердого мастильного покриття з високим коефіцієнтом тертя на частині контактної поверхні (нарізній ділянці і безнарізній ділянці металевого контакту) щонайменше одного конструктивного елемента з ніпеля і муфти, такій, як заплечикова ділянка, яка спочатку контактує, і переважно на безнарізній ділянці металевого контакту, що включає ущільнювальну ділянку і заплечикову ділянку, і формуванням щонайменше на іншій частині контактної поверхні мастильного покриття, вибраного з в'язкого рідинного мастильного покриття і твердого мастильного покриття, що має нижчий коефіцієнт тертя, ніж тверде мастильне покриття з високим коефіцієнтом тертя, виходить трубне нарізне з'єднання, яке має велике значення ΔТ, і яке не допускає безупорного стану, в той же час маючи достатні характеристики стійкості до фрикційної корозії, газонепроникності і захисту від корозії. Механізм дії, яким досягається велике значення ΔТ, пояснюється наступним. Згвинчування трубного нарізного з'єднання проводять таким чином, що вставляють ніпель в муфту і потім обертають ніпель або муфту. Спочатку контактують тільки нарізні ділянки ніпеля і муфти, і входять у зачеплення один з одним в міру просування по різі. На кінцевому етапі згвинчування починають контактувати ущільнювальні ділянки і заплечикові ділянки, і згвинчування завершують, коли одержують попередньо заданий ступінь натягу між ущільнювальними ділянками і заплечиковими ділянками. Як показано на фіг. 5(А), наприклад, в трубному нарізному з'єднанні, що має тверде мастильне покриття з високим коефіцієнтом тертя на ущільнювальних ділянках і заплечикових ділянках контактних поверхонь як ніпеля, так і муфти, і мастильне покриття, що має нижчий коефіцієнт тертя, на іншій ділянці (головним чином на нарізних ділянках), в той час як спочатку контактують тільки нарізні ділянки ніпеля і муфти, досягається стан із низьким тертям завдяки мастильному покриттю, яке має низький коефіцієнт тертя, яке покриває нарізні ділянки, так що значення Ts стає низьким. На кінцевому етапі згвинчування, коли починають контактувати ущільнювальні ділянки і заплечикові ділянки, входять у контакт тверді мастильні покриття з високим коефіцієнтом тертя, які покривають ці ділянки, зумовлюючи виникнення стану з високим коефіцієнтом тертя і спричиняючи підвищення величини Ty. У результаті підвищується значення ΔТ. Даний винахід, який засновується на цьому виявленому факті, представляє трубне нарізне з'єднання, складене ніпелем і муфтою, причому кожний конструктивний елемент має контактну поверхню, яка включає безнарізну ділянку металевого контакту, що включає ущільнювальну ділянку і заплечикову ділянку, і нарізну ділянку, яка відрізняється тим, що контактна поверхня щонайменше одного конструктивного елемента з ніпеля і муфти має перше мастильне покриття і друге мастильне покриття, причому перше мастильне покриття являє собою тверде мастильне 3 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 покриття, сформоване на частині контактної поверхні, що включає заплечикову ділянку, причому друге мастильне покриття вибирають із в'язкого рідинного мастильного покриття і твердого мастильного покриття, і формують щонайменше на частині контактної поверхні, де перше мастильне покриття не присутнє, причому перше мастильне покриття має коефіцієнт тертя, який є вищим, ніж коефіцієнт тертя другого мастильного покриття, причому друге мастильне покриття розміщують вгорі на ділянці, де присутнє як перше мастильне покриття, так і друге мастильне покриття. Частина контактної поверхні, що має перше мастильне покриття, може бути тільки заплечиковою ділянкою, але переважно являє собою повністю всю безнарізну ділянку металевого контакту, а саме, ущільнювальну ділянку і заплечикову ділянку. Друге мастильне покриття може бути розміщене тільки на частині контактної поверхні, яка не має першого мастильного покриття, або воно може бути розміщене на всій контактній поверхні, що має перше мастильне покриття. В останньому випадку друге мастильне покриття розміщують зверху першого мастильного покриття. Товщини шару для кожного покриття переважно є наступними. Товщина шару першого мастильного покриття становить 5-40 мкм. Товщина шару в'язкого рідинного мастильного покриття як друге мастильне покриття становить 5-200 мкм. Однак, коли це в'язке рідинне мастильне покриття розміщують зверху першого мастильного покриття, сума товщини шару першого мастильного покриття і товщини шару в'язкого рідинного мастильного покриття становить не більше 200 мкм. Товщина шару твердого мастильного покриття як другого мастильного покриття становить 5-150 мкм. Однак, коли це тверде мастильне покриття розміщують зверху першого мастильного покриття, сума товщини шару першого мастильного покриття і товщини шару твердого мастильного покриття становить не більше 150 мкм. Коли контактна поверхня тільки одного конструктивного елемента з ніпеля і муфти має перше мастильне покриття і друге мастильне покриття, як описано вище, немає яких-небудь конкретних обмежень відносно контактної поверхні іншого конструктивного елемента з ніпеля і муфти, і вона може бути в необробленому стані (наприклад, вона може бути в стані, як після описаної нижче підготовчої поверхневої обробки). Однак переважно, щоб щонайменше частина контактної поверхні іншого конструктивного елемента і переважно вся контактна поверхня мала будь-яке з наступних сформованих на ній поверхневою обробкою покриттів: 1) мастильне покриття, вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, 2) тверде антикорозійне покриття або 3) нижній шар у формі мастильного покриття, вибраного із в'язкого рідинного мастильного покриття і твердого мастильного покриття, і верхній шар в формі твердого антикорозійного покриття. Тверде антикорозійне покриття переважно являє собою покриття, основане на отверджуваній ультрафіолетовим випромінюванням смолі. Мастильне покриття може являти собою або вищеописане перше мастильне покриття, або друге тверде мастильне покриття. Контактна поверхня щонайменше одного і переважно обох конструктивних елементів з ніпеля і муфти може бути попередньо піддана поверхневій обробці способом, вибраним з одного або більше зі струминної обробки, травлення, фосфатної хімічної конверсійної обробки, оксалатної хімічної конверсійної обробки, боратної хімічної конверсійної обробки, нанесення електролітичного покриття, і механічної металізації, щоб підвищити адгезію і ступінь утримання покриття, сформованого зверху контактної поверхні, і/або для підвищення стійкості нарізного з'єднання до фрикційної корозії. У трубному нарізному з'єднанні згідно з даним винаходом мастильне покриття, яке сформоване на його контактних поверхнях, виявляє високе значення ΔТ, як таке, що виявляється у випадку покриття, виконаного з традиційного консистентного мастила, такого, як мастильний компаунд, який містить шкідливі важкі метали. Тому, навіть під час згвинчування з високим крутним моментом можна виконувати згвинчування без виникнення стану текучості або фрикційної корозії заплечикових ділянок. У доповнення, фрикційна корозія може бути подавлена навіть у жорстких умовах, таких, як під час нестабільних бурильних операцій в морі. Крім того, оскільки мастильне покриття по суті не містить шкідливих важких металів, таких, як свинець, воно майже не створює навантаження на глобальне навколишнє середовище. Трубне нарізне з'єднання згідно з даним винаходом запобігає виникненню іржі, і воно може продовжувати виявляти мастильну дію, навіть коли піддається повторюваним згвинчуванню і розгвинчуванню, так що воно може забезпечувати газонепроникність після згвинчування. Короткий опис креслень 4 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 1 схематично показує безнарізні ділянки металевого контакту (заплечикові ділянки і ущільнювальні ділянки) спеціального нарізного з'єднання. Фіг. 2 представляє типовий графік крутного моменту під час згвинчування спеціального нарізного з'єднання. Фіг. 3 схематично показує зібрану конструкцію сталевої труби і з'єднувальної муфти під час перевезення сталевої труби. Фіг. 4 схематично показує спеціальне нарізне з'єднання в розрізі. Фіг. 5(А)-5(С) показують приклади конструкції покриттів на трубному нарізному з'єднанні згідно з даним винаходом. Фіг. 6(А)-6(С) показують приклади конструкції різних покриттів на трубному нарізному з'єднанні згідно з даним винаходом. Способи здійснення винаходу Нижче за допомогою прикладів будуть детально роз'яснені варіанти виконання трубного нарізного з'єднання згідно з даним винаходом. Даний винахід не обмежується згаданими нижче варіантами здійснення. Фіг. 3 схематично показує стан типового трубного нарізного з'єднання під час перевезення. Ніпель 1, що має ділянку 3а із зовнішньою різзю, сформований на зовнішній поверхні обох кінців сталевої труби А, і муфта 2, що має ділянку 3b із внутрішньою різзю, сформована на внутрішній поверхні обох сторін з'єднувального фітинга В. З'єднувальний фітинг В попередньо приєднаний до одного кінця сталевої труби А. Хоча це не показано в кресленні, на незв'язаний ніпель сталевої труби А і незв'язану муфту з'єднувального фітинга В перед перевезенням попередньо встановлюють протектор для захисту нарізних ділянок. Ці протектори перед застосуванням видаляють із нарізного з'єднання. Як показано на кресленні, в типовому трубному нарізному з'єднанні ніпель формують на зовнішній поверхні обох кінців сталевої труби, і муфту формують на внутрішній поверхні з'єднувального фітинга, який являє собою окрему деталь. Також є інтегральні трубні нарізні з'єднання, в яких не використовують з'єднувальний фітинг, і в яких один кінець сталевої труби виконаний у вигляді ніпеля, й інший кінець зроблений в формі муфти. Трубне нарізне з'єднання згідно з даним винаходом може бути обох типів. Фіг. 4 схематично показує конструкцію спеціального нарізного з'єднання (яке нижче називається просто нарізним з'єднанням), яке являє собою типове трубне нарізне з'єднання, що застосовується для з'єднання труб нафтопромислового сегмента. Це нарізне з'єднання складається з ніпеля 1, сформованого на зовнішній поверхні одного кінця сталевої труби А, і муфти 2, сформованої на внутрішній поверхні з'єднувального фітинга В. Ніпель 1 має ділянку 3а із зовнішньою різзю, ущільнювальну ділянку 4а, розташовану поблизу краю сталевої труби, і заплечикову ділянку 5а на її торцевій поверхні. Відповідно до цього муфта 2 має ділянку 3b із внутрішньою різзю, і ущільнювальну ділянку 4b і заплечикову ділянку 5b на її внутрішній стороні. Ущільнювальні ділянки і заплечикові ділянки ніпеля 1 і муфти 2 являють собою безнарізні ділянки металевого контакту, і безнарізні ділянки металевого контакту (а саме - ущільнювальні ділянки і заплечикові ділянки) і нарізні ділянки являють собою контактні поверхні нарізного з'єднання. Ці контактні поверхні повинні мати характеристики стійкості до фрикційної корозії, газонепроникності і захисту від корозії. У минулому для забезпечення цих характеристик (а) на контактні поверхні щонайменше одного конструктивного елемента з ніпеля і муфти наносили мастильний компаунд, який містить порошок важкого металу, або (b) на контактній поверхні формували в'язке рідинне, напівтверде або тверде мастильне покриття. Однак, як вказано вище, (а) пов'язано з такою проблемою, що це здійснює шкідливий вплив на людей і навколишнє середовище, і (b) має проблему малого значення ΔТ, внаслідок чого, коли згвинчування проводять із високим крутним моментом, існує можливість текучості заплечикових ділянок, яка виникає перед завершенням згвинчування. Нарізне з'єднання, згідно з даним винаходом, має перше мастильне покриття і друге мастильне покриття на контактній поверхні щонайменше одного конструктивного елемента з ніпеля і муфти. Перше мастильне покриття являє собою тверде мастильне покриття, сформоване на частині контактної поверхні, що включає щонайменше заплечикову ділянку. Друге мастильне покриття вибирають із в'язкого рідинного мастильного покриття і твердого мастильного покриття, і формують щонайменше на частині контактної поверхні, де перше мастильне покриття не присутнє. Перше мастильне покриття являє собою покриття, що створює відносно сильне тертя з коефіцієнтом тертя, який є вищим, ніж коефіцієнт тертя другого мастильного покриття. Нижче перше мастильне покриття буде називатися твердим мастильним покриттям з високим коефіцієнтом тертя, і коли друге мастильне покриття являє собою тверде мастильне 5 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 покриття, це тверде мастильне покриття іноді буде називатися другим твердим мастильним покриттям. У місцях поблизу нарізних ділянок між нарізними ділянками і ущільнювальними ділянками ніпеля і муфти нарізного з'єднання, де ніпель і муфта не контактують одне з одним, коли нарізне з'єднання згвинчене, передбачена ділянка з метою запобігання просоченню мастильних компонентів під час згвинчування нарізного з'єднання. У деяких нарізних з'єднаннях передбачена безконтактна ділянка, де ніпель і муфта навмисно не контактують. Такі ділянки, де ніпель і муфта не контактують одне з одним під час згвинчування, не є частиною контактних поверхонь, і не має значення, чи наноситься на ці ділянки покриття згідно з даним винаходом. Тверде мастильне покриття з високим коефіцієнтом тертя, яке являє собою перше мастильне покриття, формують тільки на частині контактної поверхні одного або обох з ніпеля і муфти, яка включає заплечикову ділянку. Частина контактної поверхні, що має тверде мастильне покриття з високим коефіцієнтом тертя, може бути тільки заплечиковою ділянкою, але переважно вона являє собою всю безнарізну ділянку металевого контакту, яка включає ущільнювальну ділянку і заплечикову ділянку. А саме: тверде мастильне покриття з високим коефіцієнтом тертя переважно формують на ущільнювальній ділянці і заплечиковій ділянці контактної поверхні щонайменше одного з ніпеля і муфти. Щонайменше інша частина контактної поверхні, якане забезпечена твердим мастильним покриттям з високим коефіцієнтом тертя, має друге мастильне покриття, вибране з сформованого на ній в'язкого рідинного мастильного покриття і твердого мастильного покриття. Друге мастильне покриття може бути сформоване на всій контактній поверхні, в такому випадку друге мастильне покриття розміщують зверху твердого мастильного покриття з високим коефіцієнтом тертя (а саме - воно утворює верхній шар). Також можливо, що друге мастильне покриття формують тільки на ділянці, де тверде мастильне покриття з високим коефіцієнтом тертя не присутнє (наприклад, тільки на нарізній ділянці). Коли контактна поверхня тільки одного конструктивного елемента з ніпеля і муфти має тверде мастильне покриття з високим коефіцієнтом тертя і друге мастильне покриття, немає конкретного обмеження відносно поверхневої обробки контактної поверхні іншого конструктивного елемента з ніпеля і муфти. Наприклад, щонайменше на частині контактної поверхні і переважно на всій контактній поверхні іншого конструктивного елемента може бути сформоване тверде мастильне покриття з високим коефіцієнтом тертя, яке може бути таким же, як перше мастильне покриття, або відрізнятися від нього, в'язке рідинне мастильне покриття або тверде мастильне покриття, яке може бути таким же, як друге мастильне покриття, або відмінним від нього, тверде антикорозійне покриття, і комбінація з нижнього шару в формі мастильного покриття і, зокрема, в'язкого рідинного мастильного покриття, і верхнього шару в формі твердого антикорозійного покриття. В альтернативному варіанті, контактна поверхня іншого конструктивного елемента може бути залишена необробленою, або ж вона може бути піддана тільки описуваній нижче підготовчій поверхневій обробці, щоб зробити поверхню шорсткою (такою, як фосфатна хімічна конверсійна обробка). Фіг. 5(А)-(С) і 6(А)-(В) показують різноманітні можливі варіанти виконання комбінацій першого і другого мастильних покриттів. На цих кресленнях у зовнішній різі нарізної ділянки ніпеля 1 кінцевий і найближчий до ущільнювальної ділянки 4а виток 3a' сформований неповного профілю, що видно на початку різенарізання. Завдяки тому, що різь на кінцевій частині ніпеля зроблена у вигляді неповного витка, стає легшою посадка ніпеля, і зменшується можливість пошкодження нарізної ділянки муфти під час посадки ніпеля. Фіг. 5(А) показує варіант виконання, в якому безнарізні ділянки металевого контакту (ущільнювальні ділянки і заплечикові ділянки) контактних поверхонь як ніпеля, так і муфти, мають тверде мастильне покриття 10 з високим коефіцієнтом тертя, й інша частина кожної контактної поверхні, яка являє собою в основному нарізну ділянку, має друге мастильне покриття 11. Фіг. 5(В) показує варіант виконання, в якому безнарізні ділянки металевого контакту контактних поверхонь як ніпеля, так і муфти, мають тверде мастильне покриття 10 з високим коефіцієнтом тертя, і друге мастильне покриття 11, яке покриває повністю кожну контактну поверхню, сформоване зверху кожного твердого мастильного покриття 10 з високим коефіцієнтом тертя. Фіг. 5(С) показує варіант виконання, в якому один конструктивний елемент з ніпеля і муфти (ніпель на кресленні) має тверде мастильне покриття 10 з високим коефіцієнтом тертя, яке покриває безнарізну ділянку металевого контакту, і зверху нього друге мастильне покриття 11, яке покриває всю контактну поверхню таким же чином, як на фіг. 5(В), і вся контактна поверхня 6 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 іншого конструктивного елемента (муфти на кресленні) покрита другим мастильним покриттям 11. Фіг. 6(А) показує варіант виконання, в якому один конструктивний елемент із ніпеля і муфти (ніпель на фігурі) має тверде мастильне покриття з високим коефіцієнтом тертя, яке покриває безнарізну ділянку металевого контакту, і друге мастильне покриття 11, яке покриває іншу частину контактної поверхні таким же чином, як на фіг. 5(А), і вся контактна поверхня іншого конструктивного елемента (муфти на кресленні) покрита другим мастильним покриттям 11. Фіг. 6(В) показує варіант виконання, в якому один конструктивний елемент з ніпеля і муфти (муфта на кресленні) має тверде мастильне покриття 10 з високим коефіцієнтом тертя, яке покриває безнарізну ділянку металевого контакту, і друге мастильне покриття 11, яке покриває іншу частину контактної поверхні таким же чином, як на кресленні 5(А), і вся контактна поверхня іншого конструктивного елемента (ніпеля на кресленні) покрита твердим антикорозійним покриттям 12. Фіг. 6(С) показує варіант виконання, в якому один конструктивний елемент з ніпеля і муфти (ніпель на кресленні) має тверде мастильне покриття 10 з високим коефіцієнтом тертя, яке покриває безнарізну ділянку металевого контакту, і зверху неї друге мастильне покриття 11, яке покриває іншу частину контактної поверхні таким же чином, як на фіг. 5(В), і вся контактна поверхня іншого конструктивного елемента (муфти на кресленні) покрита твердим мастильним покриттям 10 з високим коефіцієнтом тертя. Кваліфікованим фахівцям в цій галузі технології зрозуміло, що трубне нарізне з'єднання згідно з даним винаходом може мати покривну систему, яка являє собою комбінацію інших покриттів, ніж вищеописані комбінації. Наприклад, друге мастильне покриття 11 на одному конструктивному елементі з ніпеля і муфти на фіг. 5(А) або на ніпелі на фіг. 6(А) може бути замінене твердим антикорозійним покриттям. У цьому випадку друге мастильне покриття 11, яке присутнє тільки на одному конструктивному елементі, покриває ділянку, на якій тверде мастильне покриття з високим коефіцієнтом тертя не сформоване, зокрема щонайменше нарізна ділянка, як показано на фіг. 6(В). Далі будуть роз'яснені різноманітні покриття, які покривають контактні поверхні трубного нарізного з'єднання згідно з даним винаходом. Якщо не обумовлене щось інше, символ "%" відносно вмісту компонентів покриттів означає "% по масі". Цей вміст по суті є таким же, як вміст на основі загального вмісту твердих речовин (загальний вміст нелетких компонентів) в складі шару, для формування мастильного покриття. Тверде мастильне покриття з високим коефіцієнтом тертя Тверде мастильне покриття з високим коефіцієнтом тертя являє собою тверде мастильне покриття, що має відносно високий коефіцієнт тертя порівняно з другим мастильним покриттям. Воно створює стан з високим коефіцієнтом тертя на кінцевому етапі згвинчування нарізного з'єднання (що починається, коли контактують заплечикові ділянки ніпеля і муфти, доти, доки ущільнювальні ділянки не приходять в тісний контакт із попередньо заданим рівнем натягу), тим самим підвищуючи значення ΔТ згідно зі збільшенням Ty і роблячи ускладненим виникнення стану текучості заплечикових ділянок, навіть коли згвинчування проводять із високим крутним моментом. В даному винаході тверде мастильне покриття з високим коефіцієнтом тертя, яке діє таким чином, утворюють так, що воно покриває частину контактної поверхні, яка включає щонайменше заплечикову ділянку щонайменше одного конструктивного елемента з ніпеля і муфти. Переважно твердим мастильним покриттям з високим коефіцієнтом тертя покривають всю безнарізну ділянку металевого контакту, яка включає ущільнювальну ділянку і заплечикову ділянку. Коли нарізне з'єднання має численні ущільнювальні ділянки і заплечикові ділянки, то переважно покривати твердим мастильним покриттям з високим коефіцієнтом тертя повністю всі ущільнювальні ділянки і заплечикові ділянки. Однак мета підвищення ΔТ може бути досягнута, навіть якщо твердим мастильним покриттям з високим коефіцієнтом тертя покриті тільки заплечикові ділянки, де має місце первинний контакт на кінцевому етапі згвинчування нарізного з'єднання. Місцеположення, де формують тверде мастильне покриття з високим коефіцієнтом тертя, може бути належним чином вибране відповідно до форми з'єднання і необхідних технічних характеристик. Навіть коли зверху твердого мастильного покриття 10 з високим коефіцієнтом тертя формують друге мастильне покриття 11, таке, як на ніпелі 1 і муфті 2, як показано на фіг. 5(В), або на ніпелі 1, як показано на фіг. 5(С), стан з високим коефіцієнтом тертя досягається за допомогою твердого мастильного покриття 10 з високим коефіцієнтом тертя на кінцевому етапі згвинчування, і може бути досягнутий бажаний ефект підвищення величини ΔТ. Тверде мастильне покриття з високим коефіцієнтом тертя повинно мати вищий коефіцієнт тертя, ніж 7 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 друге мастильне покриття 11. Необхідний певний ступінь адгезії до підкладки (контактним поверхням ніпеля і муфти, які можуть бути у стані, як відразу після верстатної обробки, або можуть мати створене підготовчою поверхневою обробкою покриття, таке, як сформоване фосфатною хімічною конверсійною обробкою або металоплакуванням). Один приклад твердого мастильного покриття з високим коефіцієнтом тертя, яке придатне для застосування в даному винаході, являє собою покриття, що включає органічну смолу або неорганічний полімер, який містить малу кількість або не містить частинки твердого мастильного матеріалу (таку, як кількість не більше 5 % по масі, переважно не більше 3 % по масі, і більш переважно не більше 1 % по масі, з розрахунку на загальний вміст твердих речовин). Особливо переважне тверде мастильне покриття з високим коефіцієнтом тертя являє собою тверде мастильне покриття, яке формують з плівкоутворювальної композиції, яку використовують для мастильної обробки перед гідроформінгом сталі. Конкретними прикладами такої композиції є Surflube C291 виробництва фірми Nippon Paint Co., Ltd. (на основі водорозчинної смоли) і Gardolube L6334 і L6337 виробництва фірми Chemetall GmbH. Тверде мастильне покриття, сформоване з композиції цього типу, має вищий коефіцієнт тертя, ніж мастильне покриття, яке використовується для мастила нарізних з'єднань (таке, як мастильне покриття, вибране з в'язкого рідинного мастильного покриття і другого твердого мастильного покриття, що застосовується в даному винаході), і воно утворює тверде мастильне покриття, що має хорошу адгезію і спорідненість до мастильного покриття. Однак тверде мастильне покриття, яке сформоване, все ж має хороші мастильні властивості і характеристики ковзання, наприклад, так, як показано на фіг. 5(А) і 6(В), навіть якщо друге мастильне покриття, яке має низький коефіцієнт тертя, не присутнє на безнарізній ділянці металевого контакту, що включає заплечикову ділянку, стійкість до фрикційної корозії, необхідна для згвинчування, і достатня газонепроникність після згвинчування досягаються, якщо друге мастильне покриття присутнє на нарізних ділянках щонайменше одного з ніпеля і муфти. Ще одне тверде мастильне покриття з високим коефіцієнтом тертя, яке може бути застосоване, являє собою покриття, що включає такі ж компоненти, як описане нижче друге тверде мастильне покриття, але яке має знижений вміст твердого мастильного матеріалу (мастильного порошку). Коефіцієнт тертя твердого мастильного покриття або в'язкого рідинного мастильного покриття може бути виміряний згідно зі стандартом ASTM D2625 (навантажувальна здатність і довговічність твердих плівкових мастильних матеріалів) або ASTM D2670 (зносостійкість рідких мастильних матеріалів) методом Фалекса зі стрижнем і V-подібними затискачами (який нижче називається методом Фалекса), з використанням установки, в якій стрижень прокручують у Vподібних блоках. У методі Фалекса блоки (V-подібні блоки), що мають край з V-подібним вирізом, розміщують повернутими до протилежних сторін стрижня, і стрижень приводять в обертання, в той же час із прикладанням попередньо заданого притискаючого навантаження до блоків для вимірювання коефіцієнта тертя. Вимірювання коефіцієнта тертя може бути проведене з використанням випробувальних зразків, що складаються з блоків і стрижня, які відібрані зі сталевої заготовки, виконаної з такого ж матеріалу, як використовуваний в трубному нарізному з'єднанні, і які були піддані такій же підготовчій поверхневій обробці і обробці для нанесення покриття на поверхню. Вимірювання проводять при навантаженні приблизно 1 ГПа, яке відповідає максимальному тиску на заплечикові ділянки під час згвинчування трубного нарізного з'єднання, і може бути порівняний середній коефіцієнт тертя в стані стаціонарного режиму тертя перед виникненням фрикційної корозії. Звичайно, тверде мастильне покриття з високим коефіцієнтом тертя згідно з даним винаходом може бути вибране на основі коефіцієнта тертя, виміряного з використанням іншого пристрою для вимірювання тертя, що звичайно застосовується в лабораторії. Яким би не був метод вимірювання, достатньо, щоб коефіцієнт тертя твердого мастильного покриття з високим коефіцієнтом тертя був вищим, ніж коефіцієнт тертя другого мастильного покриття, коли вимірювання проводять в одних і тих же умовах. Доки тверде мастильне покриття з високим коефіцієнтом тертя згідно з даним винаходом має вищий коефіцієнт тертя, ніж в'язке рідинне мастильне покриття або друге тверде мастильне покриття, що використовується як друге мастильне покриття, немає конкретної нижньої межі коефіцієнта тертя для твердого мастильного покриття з високим коефіцієнтом тертя. Однак, щоб належним чином досягнути мети підвищення Ty і збільшення ΔТ, коефіцієнт тертя твердого мастильного покриття з високим коефіцієнтом тертя переважно є до певної міри вищим, ніж коефіцієнт тертя другого мастильного покриття. Коефіцієнт тертя твердого мастильного покриття з високим коефіцієнтом тертя переважно щонайменше в 1,5 рази, більш переважно 8 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 щонайменше в 2 рази, і найбільш переважно щонайменше в 2,5 рази перевищує коефіцієнт тертя другого мастильного покриття. Коефіцієнт тертя твердого мастильного покриття з високим коефіцієнтом тертя, як виміряний вищезгаданим методом Фалекса, переважно становить щонайменше 0,06, більш переважно щонайменше 0,08, і найбільш переважно щонайменше 0,1. Оскільки гранично високий коефіцієнт тертя впливає шкідливий чином на стійкість нарізного з'єднання до фрикційної корозії, коефіцієнт тертя твердого мастильного покриття з високим коефіцієнтом тертя переважно становить не більше 0,25, і більш переважно не більше 0,20. Товщина твердого мастильного покриття з високим коефіцієнтом тертя переважно становить 5-40 мкм. Якщо вона становить менше 5 мкм, ефект створення високого рівня тертя під час контакту і стійкості до фрикційної корозії може бути неналежним. З іншого боку, якщо вона перевищує 40 мкм, то не тільки досягається межа ефекту підвищення тертя, а й може виявлятися шкідлива дія на характеристики ущільнювальної ділянки. Тверде мастильне покриття з високим коефіцієнтом тертя може бути сформоване методами нанесення покриттів, добре відомими фахівцям в цій галузі техніки. Щоб сформувати тверде мастильне покриття з високим коефіцієнтом тертя на частині контактної поверхні ніпеля і/або муфти, а саме тільки на заплечиковій ділянці або на безнарізній ділянці металевого контакту, що включає ущільнювальну ділянку і заплечикову ділянку, може бути проведене нанесення покриття розпиленням, в той же час з обгороджуванням за допомогою придатних засобів ділянок, де формування твердого мастильного покриття з високим коефіцієнтом тертя небажане. При висушуванні для випаровування розчинників після нанесення може бути сформоване тверде мастильне покриття з високим коефіцієнтом тертя. В'язке рідинне мастильне покриття В'язке рідинне мастильне покриття може бути сформоване з використанням консистентного мастила, яке традиційно використовується для поліпшення стійкості контактних поверхонь нарізного з'єднання до фрикційної корозії. Переважним є застосування консистентного мастила, яке називається "зеленим" мастилом, яке здійснює незначний шкідливий вплив на навколишнє середовище і містить мало або не містить порошку важкого металу. Переважним прикладом такого в'язкого рідинного мастильного покриття є покриття, що включає належну кількість базового мастила і щонайменше один матеріал, вибраний із матеріалу на основі каніфолі, воску, металевого мила і основної солі металу й органічної ароматичної кислоти. З цих компонентів матеріал на основі каніфолі є дійовим головним чином для підвищення коефіцієнта тертя мастильного покриття, а саме збільшення ΔТ, тоді як віск, металеве мило і основна сіль металу й органічної ароматичної кислоти діють в основному для запобігання механічному стиранню мастильного покриття. Тому покриття може виявляти належні мастильні характеристики, навіть якщо воно не містить порошок м'якого важкого металу, такого, як свинець або цинк. Особливо переважне в'язке рідинне мастильне покриття включає все з матеріалу на основі каніфолі, воску, металевого мила і основної солі металу та органічної ароматичної кислоти. Матеріал на основі каніфолі вибирають з каніфолі і її похідних. Коли вона міститься в мастильному покритті, вона стає високов'язкою, коли піддається впливу високого тиску на поверхні тертя. У результаті вона є ефективною для підвищення ΔТ покриття. Каніфоль, яку використовують, може бути будь-якою зі смоли талового масла, живичної каніфолі і екстракційної каніфолі, і можуть бути також застосовані різноманітні похідні каніфолі, такі, як складний ефір каніфолі, гідровані каніфолі, полімеризовані каніфолі, і диспропорційовані каніфолі. Вміст матеріалу на основі каніфолі в мастильному покритті переважно становить 530 %, і більш переважно 5-20 %. Віск не тільки виявляє дію, яка полягає в запобіганні фрикційній корозії завдяки зниженню тертя мастильного покриття, він також зменшує текучість покриття і підвищує міцність покриття. Може бути застосований будь-який з тваринного, рослинного, мінерального і синтетичного воску. Прикладами воску, які можуть бути використані, є бджолиний віск і спермацет (тваринні воски); японський віск, карнаубський віск, канделільський віск і рисовий віск (рослинні воски); парафіновий віск, мікрокристалічний віск, вазелін, монтанський віск, озокерит, і церезин (мінеральні воски); і оксидний віск, поліетиленовий віск, віск Фішера-Тропша, амідний віск, і отверджена касторова олія (касторовий віск) (синтетичні воски). З них переважний парафіновий віск із молекулярною масою 150-500. Вміст воску в мастильному покритті переважно становить 2-20 %. Металеве мило, яке являє собою сіль аліфатичної кислоти з металом, іншим, ніж лужний метал, є ефективним для посилення ефекту запобігання фрикційній корозії і дії покриття в запобіганні ржавінню. Його вміст переважно становить 2-20 %. 9 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Аліфатична кислота у складі металевого мила переважно являє собою кислоту, що має 1230 атомів вуглецю, з міркувань мастильних властивостей і запобігання корозії. Аліфатична кислота може бути будь-якою насиченою або ненасиченою кислотою. Можуть бути використані змішані аліфатичні кислоти, які походять із природних масел і жирів, таких, як яловичий жир, свинне сало, ланолін, пальмова олія, рапсова олія і кокосова олія, й індивідуальні сполуки, такі, як лауринова кислота, тридеканова кислота, міристинова кислота, пальмітинова кислота, ланопальмітинова кислота, стеаринова кислота, ізостеаринова кислота, олеїнова кислота, елаїдинова кислота, арахінова кислота, бегенова кислота, ерукова кислота, лігноцеринова кислота, ланоцеринова кислота, сульфонова кислота, саліцилова кислота, і карбонова кислота. Металева сіль переважно знаходиться в формі кальцієвої солі, але також може бути сіллю ще одного лужноземельного металу або сіллю цинку. Сіль може бути або нейтральною сіллю, або основною сіллю. В'язке рідинне мастильне покриття може містити основну металеву сіль органічної ароматичної кислоти, вибраної з основних сульфонатів, основних саліцилатів, основних фенолятів, і основних карбоксилатів, як засіб для запобігання корозії. Кожна з цих основних металевих солей органічної ароматичної кислоти являє собою сіль органічної ароматичної кислоти з залишком лугу (на основі лужного металу або лужноземельного металу), причому надлишок лугу присутній у вигляді колоїдальних тонкодисперсних частинок, диспергованих в мастилі. Ці основні металеві солі являють собою густе мастило або напівтверду речовину при кімнатній температурі, і виявляють мастильну дію в доповнення до антикорозійної дії. Луг, який утворює катіонну частину основної металевої солі органічної ароматичної кислоти, може бути оснований на лужному металі або на лужноземельному металі, але переважно походить із лужноземельного металу, і зокрема кальцію, барію або магнію, причому кожний дає однаковий ефект. Її вміст у мастильному покритті переважно становить від 10 до 70 %. Що вище лужне число основної металевої солі органічної ароматичної кислоти, яка використовується як засіб для запобігання корозії, то більше число тонкодисперсних частинок солі, які діють як тверде мастило, і то кращі мастильні властивості (стійкість до фрикційної корозії), які можуть бути забезпечені мастильним покриттям. Коли лужне число перевищує певний рівень, сіль виявляє дію, що полягає в нейтралізації кислотних компонентів, і посилюється антикорозійна дія мастильного покриття. З цих міркувань переважне застосування мастильного покриття, що має лужне число (згідно з Японським промисловим стандартом JIS К 2501) 50-500 мг КОН/г. Переважне лужне число становить 100-500 мг КОН/г, і більш переважно варіює в діапазоні 250-450 мг КОН/г. Щоб подавити текучість в'язкого рідинного мастильного покриття при високих температурах і додатково підвищити стійкість до фрикційної корозії, мастильне покриття може містити мастильний порошок. Мастильний порошок може являти собою будь-який безпечний мастильний матеріал, який не є токсичним і який не дуже знижує коефіцієнт тертя. Переважним мастильним порошком є графіт. Більш переважним є аморфний графіт, який створює незначне зниження коефіцієнта тертя. Вміст мастильного порошку переважно становить 0,5-20 %. Для підвищення однорідності дисперсії твердого мастильного порошку в мастильному покритті, або для поліпшення властивостей мастильного покриття, мастильне покриття може включати інші компоненти, ніж описані вище, такі, як один або більше компонентів, вибраних з органічних смол і різноманітних олій і добавок, що звичайно застосовуються в мастилах (таких, як протизадирна присадка). Масла стосуються мастильних компонентів, які є рідкими при кімнатній температурі, і які можуть бути використані в мастилах. Самі масла мають мастильні властивості. Приклади масел, які можуть бути використані, включають синтетичний складний ефір, природні масла і мінеральні масла. Вищеописані антикорозійні агенти (основні солі органічних ароматичних кислот) також маютьмастильні властивості, так що вони також діють як масла. Властивості мастильного покриття варіюють залежно від вмісту масла. Якщо покриття не містить масло, або якщо вміст масла дуже малий, мастильне покриття не стає в'язким рідинним мастильним покриттям, і замість цього стає твердим мастильним покриттям. У даному винаході таке мастильне покриття також може бути застосоване як тверде мастильне покриття. Органічна смола і, зокрема, термопластична смола, придушує клейкість мастильного покриття і збільшує товщину покриття, і коли вона проникає на поверхню тертя, вона підвищує стійкість до фрикційної корозії і знижує тертя між контактуючими металевими деталями, навіть коли при згвинчувані прикладають високий крутний момент (високий тиск). Тому вона може міститися в мастильному покритті. У таких випадках переважне застосування смоли в порошкоподібній формі, що має частинки з діаметром в діапазоні 0,05-30 мкм, і більш переважно в діапазоні 0,07-20 мкм. 10 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Деякими прикладами термопластичних смол є поліетиленові смоли, поліпропіленові смоли, полістирольні смоли, поліметилметакрилатні смоли, смоли на основі співполімеру стиролу і складного ефіру акрилової кислоти, поліамідні смоли, і полібутенові (полібутиленові) смоли. Також може бути застосований співполімер цих смол або суміш з цих смол й інших термопластичних смол. Густина термопластичної смоли (згідно зі стандартом JIS K 7112) переважно становить величину в діапазоні 0,9-1,2. У доповнення, в зв'язку з необхідністю легкої деформованості смоли на поверхні тертя, щоб виявляти мастильні властивості, температура теплової деформації (згідно зі стандартом JIS K 7206) смоли переважно становить 50-150 °C. Коли мастильне покриття містить термопластичну смолу, її вміст в покритті переважно становить не більше 10 %, і більш переважно варіює в діапазоні 0,1-5 %. Загальний вміст вищеописаного матеріалу на основі каніфолі й термопластичної смоли переважно становить не більше 30 %. Приклади природних масел і жирів, які можуть бути застосовані як масло, включають яловичий жир, свинне сало, ланолін, пальмову олію, рапсову олію і кокосову олію. Як масло також може бути використане мінеральне масло (зокрема синтетичне мінеральне масло), що має в'язкість 10-300 сСт при температурі 40 °C. Синтетичні складні ефіри, які можуть бути застосовані як масло, підвищують пластичність термопластичної смоли, і в той же час можуть посилювати текучість мастильного покриття, коли піддаються впливу гідростатичного тиску. У доповнення, синтетичні складні ефіри з високою температурою плавлення можуть бути застосовані для коректування температури плавлення і твердості (м'якість) мастильного покриття. Прикладами синтетичних складних ефірів є складні моноефіри аліфатичних кислот, складні діефіри двоосновних кислот, і складні ефіри аліфатичних кислот із триметилолпропаном або пентаеритритом. Прикладами складних моноефірів аліфатичних кислот є складні моноефіри карбонових кислот, що мають 12-24 атомів вуглецю, з вищими спиртами, що мають 8-20 атомів вуглецю. Прикладами складних діефірів двоосновних кислот є складні діефіри двоосновних кислот, що мають 6-10 атомів вуглецю, з вищими спиртами, що мають 8-20 атомів вуглецю. Прикладами аліфатичних кислот, які складають складний ефір аліфатичних кислот з триметилолпропаном або пентаеритритом, є кислоти, що мають 8-18 атомів вуглецю. Коли мастильне покриття містить щонайменше одне з вищезгаданих масел, вміст масла переважно встановлюють на рівні щонайменше 0,1 % по масі, щоб одержати підвищення стійкості до фрикційної корозії. Вміст переважно роблять таким, що не перевищує 5 % по масі, щоб запобігти зниженню міцності покриття. Протизадирна присадка виявляє дію, яка полягає в підвищенні стійкості мастильного покриття до фрикційної корозії, коли додана в малій кількості. Необмежувальними прикладами протизадирної присадки є вулканізовані масла, полісульфіди, і фосфати, фосфіти, тіофосфати і металеві солі дитіофосфорної кислоти. Коли в мастильному покритті міститься протизадирна присадка, її вміст переважно становить величину в діапазоні 0,05-5 % по масі. Прикладами переважних вулканізованих масел є сполуки, які містять 5-30 % по масі сірки, і отримуються додаванням сірки до ненасичених тваринних або рослинних масел, таких, як оливкова олія, касторова олія, олія рисових висівок, бавовняна олія, рапсова олія, соєва олія, кукурудзяна олія, яловичий жир і свинне сало, і нагріванням суміші. Прикладами переважних полісульфідів є полісульфіди формули R1-(S)c-R2 (в якій R1 і R2 можуть бути однаковими або різними, і представляють алкільну групу, що має 4-22 атомів вуглецю, арильну групу, алкіларильну групу, або арилалкільну групу, і "с" являє ціле число від 2 до 5), і олефінсульфіди, які містять 2-5 сірчаних зв'язків на молекулу. Зокрема, переважні дибензилдисульфід, ди-трет-додецилполісульфід і ди-трет-нонілполісульфід. Фосфати, фосфіти, тіофосфати і металеві солі дитіофосфорної кислоти можуть мати наступні загальні формули: фосфати: (R3O)(R4О)Р(=О)(OR5) фосфіти: (R3O)(R4O)Р(OR5) тіофосфати: (R3О)(R4O)Р(=S)(OR5) металеві солі дитіофосфорної кислоти: [(R3O)(R6O)Р(=S)-S]2-M У вищезгаданих формулах кожний з радикалів R3 і R6 являє алкільну групу, що має від 1 до 24 атомів вуглецю, циклоалкільну групу, алкілциклоалкільну групу, арильну групу, алкіларильну групу або арилалкільну групу, кожний із радикалів R 4 і R5 являє атом водню, алкільну групу, що має від 1 до 24 атомів вуглецю, циклоалкільну групу, алкілциклоалкільну групу, арильну групу, алкіларильну групу, або арилалкільну групу, і M означає молібден (Мо), цинк (Zn) або барій (Ва). У доповнення до вищеописаних компонентів, в'язке рідинне мастильне покриття може містити антиоксидант, консервант, забарвлюючу добавку і тому подібні. 11 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 В'язке рідинне мастильне покриття може бути сформоване на стадіях, в яких наносять покривну композицію на контактні поверхні щонайменше одного з ніпеля і муфти нарізного з'єднання, і висушують покриття, якщо необхідно. Залежно від способу нанесення покриття, композиція, яку використовують, може містити леткий органічний розчинник, в доповнення до вищеописаних компонентів. Коли покривна композиція є твердою або напівтвердою при кімнатній температурі, вона може бути нанесена після нагрівання для зниження її в'язкості (наприклад, вона може бути нанесена за допомогою ручного розбризкувача в формі гарячого розплаву). Коли нагрівання не застосовують, в покривній композиції міститься розчинник для зниження в'язкості композиції до рівня в'язкості, достатнього для нанесення. У результаті товщина покриття і склад мастильного покриття, яке сформоване, робляться рівномірними, і формування покриття може бути проведене ефективно. Прикладами переважних розчинників є нафтові розчинники, такі, як розчинники, відповідні промисловому бензину, визначені стандартом JIS К 2201, уайт-спірити, ароматична бензиново-лігроїнова фракція, ксилол і целозольви. Два або більше з них можуть бути застосовані в поєднанні. Переважний розчинник, що має температуру спалахування щонайменше 30 °C, температуру початку кипіння щонайменше 150 °C і температуру закінчення кипіння щонайменше 210 °C, оскільки він відносно простий в поводжені і швидко випаровується, так що тривалість висушування може бути короткою. Переважна товщина шару в'язкого рідинного мастильного покриття становить 5-200 мкм, і більш переважно 15-200 мкм. Мастильне покриття переважно є достатньо товстим, щоб заповнювати дрібні пустоти в контактних поверхнях, такі, як зазори між витками різі. Якщо товщина покриття дуже мала, вже не можна чекати дії таких компонентів, як матеріал на основі каніфолі, віск, металеве мило або мастильний порошок, що надходять на поверхню тертя з пустот внаслідок впливу гідростатичного тиску, який розвивається під час згвинчування, і стійкість нарізного з'єднання до фрикційної корозії погіршується. Крім того, коли мастильне покриття містить антикорозійний засіб, ефект захисту від корозії стає неналежним. З іншого боку застосування покриття з дуже великою товщиною не тільки є марнотратним, а й не сприяє запобіганню забруднення навколишнього середовища, що є однією з цілей даного винаходу. Коли в'язке рідинне мастильне покриття формують зверху твердого мастильного покриття 10 з високим коефіцієнтом тертя як друге мастильне покриття 11, як показано на фіг. 5(В) і 5(С), загальна товщина шару з твердого мастильного покриття з високим коефіцієнтом тертя і в'язкого рідинного мастильного покриття переважно становить не більше 200 мкм. Друге тверде мастильне покриття Тверде мастильне покриття, яке застосовують для створення другого мастильного покриття в формі другого твердого мастильного покриття в даному винаході, в принципі складається з порошку, що виявляє дію твердого мастила (що називається мастильним порошком), і зв'язувального засобу. Це покриття може бути сформоване нанесенням дисперсії, що має мастильний порошок, диспергований в розчині, який містить зв'язувальний засіб. Мастильний порошок міцно прилипає до поверхні нарізного з'єднання в стані, в якому він диспергований в зв'язувальному засобі в покритті, і під час згвинчування розтягується під дією тиску при згвинчувані зі скороченням товщини. У результаті він підвищує стійкість нарізного з'єднання до фрикційної корозії. Приклади мастильного порошку включають, але не обмежуються такими, дисульфід молібдену, дисульфід вольфраму, графіт, фторований графіт, оксид цинку, сульфід олова, сульфід вісмуту, молібденорганічні сполуки (наприклад, діалкілтіофосфат молібдену або діалкілтіокарбамат молібдену), PTFE (політетрафторетилен) і BN (нітрид бору). Можуть бути застосовані один або більше з них. З міркувань адгезії і антикорозійних характеристик твердого мастильного покриття, графіт являє собою особливо переважний мастильний порошок, і з позиції плівкоутворювальних властивостей більш переважний аморфний графіт. Вміст мастильного порошку в твердому мастильному покритті переважно становить 2-15 % по масі. У даному винаході необхідно, щоб коефіцієнт тертя другого твердого мастильного покриття був нижчим, ніж коефіцієнт тертя твердого мастильного покриття з високим коефіцієнтом тертя. Коефіцієнт тертя другого твердого мастильного покриття може бути скоректований згідно із вмістом мастильного порошку. Відповідно цьому, як відмічено вище, якщо вміст мастильного порошку роблять низьким, то тверде мастильне покриття цього типу також може бути використане як тверде мастильне покриття з високим коефіцієнтом тертя. Зв'язувальний засіб може являти собою органічну смолу або неорганічний полімер. Органічна смола переважно являє собою смолу, що має термічну стійкість і належні твердість і зносостійкість. Прикладами такої смоли є термореактивні смоли, такі, як епоксидні 12 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 смоли, поліімідні смоли, полікарбодіімідні смоли, фенольні смоли, фуранові смоли, і силіконові смоли; і термопластичні смоли, такі, як поліолефіни, полістироли, поліуретани, полііміди, складні поліефіри, полікарбонати, акрилові смоли, термопластичні епоксидні смоли, поліамідімідні смоли, прості поліефірефіркетони, і прості поліефірсульфони. Смола, яка використовується, може бути співполімером або сумішшю двох або більше смол. Коли зв'язувальний засіб являє собою термореактивну смолу, то з міркувань адгезії і зносостійкості термореактивного твердого мастильного покриття переважно виконувати обробку для термоотвердження. Температура цієї обробки для термоотвердження переважно становить щонайменше 120 °C, і більш переважно 150-380 °C, і тривалість обробки переважно становить щонайменше 30 хвилин, і більш переважно 30-60 хвилин. Коли зв'язувальний засіб являє собою термопластичну смолу, то можна використовувати покривну композицію з використанням розчинника, але також можна формувати термопластичне тверде мастильне покриття без розчинника з використанням методу гарячого розплаву. У методі гарячого розплаву покривну композицію, яка містить термопластичну смолу і мастильний порошок, нагрівають до розплавлення термопластичної смоли, і композицію, яка стала малов'язким текучим середовищем, напилюють із розбризкувача, що має здатність підтримувати температуру, щоб зберігати постійну температуру (звичайно температуру, яка є приблизно такою ж, як температура композиції в розплавленому стані). Температура нагрівання композиції переважно є на 10-50 °C вищою, ніж температура плавлення термопластичної смоли (температура плавлення або температура розм'якшення). В цьому методі доцільно застосовувати термопластичну смолу, що має температуру плавлення 80-320 °C, і переважно 90-200 °C. Підкладку, на яку наносять покриття (а саме - контактну поверхню ніпеля і/або муфти), переважно попередньо нагрівають до вищої температури, ніж температура плавлення термопластичної смоли. У результаті можна одержати покриття з хорошими характеристиками. Коли покривна композиція містить невелику кількість (таку, як не більше 2 % по масі) поверхнево-активної речовини, такої, як полідиметилсилоксан, можна сформувати покриття хорошої якості, навіть якщо підкладка не є попередньо нагрітою, або навіть якщо температура попереднього нагрівання є нижчою, ніж температура плавлення базової смоли. Після нанесення покриття термопластична смола твердне при охолоджуванні підкладки за допомогою повітряного охолоджування або природного охолоджування, з утворенням твердого мастильного покриття зверху підкладки. Неорганічний полімер являє собою сполуку, що має тривимірну зшиту структуру з металкисневими зв'язками, такими, як Ti-О, Si-О, Zr-О, Mn-О, Се-О або Ва-О. Ця сполука може бути сформована гідролізом і конденсацією гідролізованої металоорганічної сполуки, типовим прикладом якої є алкоксид металу, хоча також може бути застосована така гідролізована неорганічна сполука, як тетрахлорид титану. Переважний алкоксид металу, який може бути використаний, являє собою сполуку, що має нижчі алкоксигрупи, такі, як метоксильна, етоксильна, ізопропоксильна, пропоксильна, ізобутоксильна, бутоксильна або трет-бутоксильна групи. Переважним алкоксидом металу є алкоксид титану або кремнію, і особливо переважний алкоксид титану. Серед них переважний ізопропоксид титану завдяки його чудовим плівкоутворювальним властивостям. Неорганічний полімер може містити алкільну групу, яка може мати як замісник функціональну групу, таку, як аміногрупа або епоксигрупа. Наприклад, можливе застосування металоорганічної сполуки, в якій деякі з алкоксигруп замінені алкільною групою, що містить функціональну групу, як у випадку силанових зшиваючих реагентів і титанатних зшиваючих реагентів. Коли зв'язувальний засіб являє собою неорганічний полімер, мастильний порошок додають до розчину алкоксиду металу або продукту його часткового гідролізу, і диспергують в ньому, і одержану композицію наносять на контактну поверхню щонайменше одного конструктивного елемента з ніпеля і муфти. Одержане покриття може бути піддане зволожуючій обробці, і потім нагріванню, якщо необхідно, тим самим сприяючи протіканню гідролізу і конденсації алкоксиду металу і формуванню твердого мастильного покриття, в якому мастильний порошок диспергований в покритті, утвореному з неорганічного полімеру, що має метал-кисневі зв'язки. Навіть при використанні будь-якого з вищеописаних зв'язувальних засобів, коли покривна композиція містить розчинник, розчинник може бути будь-яким з води, змішуваного з водою органічного розчинника, такого, як спирт, або незмішуваного з водою органічного розчинника, такого, як вуглеводень або складний ефір. Розчинники двох або більше типів можуть бути застосовані в комбінації. 13 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 У доповнення до мастильного порошку, різноманітні добавки, такі, як антикорозійний засіб, можуть бути додані до твердого мастильного покриття в межах діапазону, який не завдає збитку стійкості покриття до фрикційної корозії. Наприклад, антикорозійні властивості твердого мастильного покриття як такого можуть бути поліпшені додаванням одного або більше з цинкового порошку, хромового пігменту, кремнезему і пігменту на основі оксиду алюмінію. Особливо переважним антикорозійним засобом є кремнезем, підданий іонному обміну з введенням іонів кальцію. Тверде мастильне покриття також може містити неорганічний порошок, щоб скоректувати характеристики ковзання покриття. Прикладами такого неорганічного порошку є діоксид титану і оксид вісмуту. Ці антикорозійні засоби, неорганічні порошки і тому подібні (а саме - порошкоподібні компоненти, інші, ніж мастильний порошок), можуть бути присутніми в сукупній кількості до 20 % від твердого мастильного покриття. У доповнення до вищезгаданих компонентів, тверде мастильне покриття може містити допоміжні добавки, вибрані з поверхнево-активної речовини, забарвлюючої добавки, антиоксиданта і тому подібних, в кількості, наприклад, не більше 5 %. Також можливий вміст протизадирної присадки, рідкого мастила, або тому подібних, в дуже малій кількості, не більше 2 %. З тих же міркувань, як указано для в'язкого рідинного мастильного покриття, товщина твердого мастильного покриття переважно становить 5-150 мкм, і більш переважно 20-100 мкм. Коли тверде мастильне покриття формують зверху твердого мастильного покриття з високим коефіцієнтом тертя, загальна товщина твердого мастильного покриття з високим коефіцієнтом тертя і твердого мастильного покриття переважно становить не більше 150 мкм. Тверде антикорозійне покриття Як указано вище відносно фіг. 4, протягом часу до настання реального використання трубного нарізного з'єднання на ніпелі або муфті, які не були приєднані до іншого конструктивного елемента, часто встановлюють протектор. При цьому необхідно, щоб тверде антикорозійне покриття не порушувалося щонайменше при зусиллі, яке прикладається під час монтажу протектора, не розчинялося, навіть будучи під впливом води, яка конденсується при температурі нижче точки роси під час перевезення або зберігання, і не розм'якшувалося легко при високих температурах, що перевищують 40 °C. Будь-яке покриття, яке може задовольняти такі характеристики, може бути використане як тверде антикорозійне покриття. Наприклад, тверде антикорозійне покриття може являти собою покриття з термореактивної смоли, що необов'язково містить компонент, який запобігає іржавінню. Переважне тверде антикорозійне покриття являє собою покриття, основане на отверджуваній ультрафіолетовим випромінюванням смолі. Як отверджувальна ультрафіолетовим випромінюванням смола можуть бути застосовані відомі композиції смол, які включають щонайменше мономер, олігомер й ініціатор фотополімеризації. Приклади мономерів включають, але не обмежуються такими, поліфункціональні (ди-, триабо вище) складні ефіри багатоатомного спирту з (мет)акриловою кислотою, різноманітні (мет)акрилатні сполуки, N-вінілпіролідон, N-вінілкапролактам, і стирол. Приклади олігомерів включають, але не обмежуються такими, епокси(мет)акрилати, уретан(мет)акрилати, складні поліефір(мет)акрилати, складні поліефір(мет)акрилати, прості поліефір(мет)акрилати, і силікон(мет)акрилати. Придатними ініціаторами фотополімеризації є сполуки, що виявляють поглинання в діапазоні довжин хвиль 260-450 нм, зокрема бензоїн і його похідні, бензофенон і його похідні, ацетофенон і його похідні, кетон Міхлера, бензил і його похідні, тетраалкілтіурамоносульфід, тіоксани і тому подібні. Особливо переважне застосування тіоксану. З міркувань міцності покриття і характеристик ковзання, тверде мастильне покриття, сформоване з отверджуваної ультрафіолетовим випромінюванням смоли, може містити добавку, вибрану з мастильного засобу і/або волокнистого наповнювача, і антикорозійного засобу. Прикладами мастильного засобу є металеві мила, такі, як стеарат кальцію і стеарат цинку, і політетрафторетиленова (PTFE) смола. Прикладом волокнистого наповнювача є голчатий карбонат кальцію, такий, як Whiskal фірми Maruo Calcium Co., Ltd. Одна або більше цих добавок можуть бути введені в кількості 0,05-0,35 частини по масі з розрахунку на 1 частину по масі отверджуваної ультрафіолетовим випромінюванням смоли. Прикладами антикорозійного засобу є триполіфосфат алюмінію і фосфіт алюмінію. Він може бути доданий в максимальній кількості близько 0,10 частини по масі відносно 1 частини по масі отверджуваної ультрафіолетовим випромінюванням смоли. Тверде антикорозійне покриття, яке сформоване з отверджуваної ультрафіолетовим випромінюванням смоли, часто є прозорим. З міркувань спрощення перевірки якості одержаного твердого антикорозійного покриття або візуально, або обробкою зображень 14 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 (дослідження, чи є покриття, і чи є рівномірною або нерівномірною товщина покриття), тверде антикорозійне покриття може містити забарвлюючу добавку. Забарвлююча добавка, яку застосовують, може бути вибрана з пігментів, барвників і флуоресцентних матеріалів. Кількість забарвлюючої добавки переважно становить максимально 0,05 частини по масі з розрахунку на одну частину по масі отверджуваної ультрафіолетовим випромінюванням смоли. Переважною забарвлюючою добавкою є флуоресцентний матеріал. Флуоресцентний матеріал може бути будь-яким з флуоресцентних пігментів, флуоресцентних барвників і люмінофор, що застосовуються у флуоресцентних фарбах, але переважно являє собою флуоресцентний пігмент. Тверде антикорозійне покриття, яке містить флуоресцентний матеріал, є безбарвним або прозорим на колір при освітленні видимим світлом, але коли його опромінюють невидимим випромінюванням або ультрафіолетовими променями, воно флуоресціює і стає забарвленим, забезпечуючи можливість виявити присутність покриття або те, чи є покриття неоднорідним. Крім того, оскільки воно є прозорим у видимому світлі, можна обстежити матеріал, розташований під твердим антикорозійним покриттям, а саме - поверхню підкладки. Відповідно до цього тверде антикорозійне покриття не заважає виявленню пошкодження нарізних ділянок нарізного з'єднання. Після нанесення композиції, основаної на отверджуваній ультрафіолетовим випромінюванням смолі, на контактну поверхню нарізного з'єднання, її опромінюють ультрафіолетовим випромінюванням для отвердження покриття, приводячи до формування твердого антикорозійного покриття на основі отверджуваної ультрафіолетовим випромінюванням смоли. Для опромінення ультрафіолетовим випромінюванням може бути застосований звичайний пристрій, що є в продажу на ринку для впливу ультрафіолетовим випромінюванням, що дає вихідне випромінювання з довжиною хвилі в діапазоні 200-450 нм. Прикладами джерел ультрафіолетового випромінювання є ртутна лампа високого тиску, ртутна лампа надвисокого тиску, ксенонова лампа, дугова вугільна лампа, металогалогена лампа і сонячне світло. Товщина шару твердого антикорозійного покриття (сукупна товщина покриття, коли є два або більше шари отверджуваної ультрафіолетовим випромінюванням смоли) переважно становить величину в діапазоні 5-50 мкм, і більш переважно в діапазоні 10-40 мкм. Якщо товщина шару твердого антикорозійного покриття дуже мала, вона не забезпечує належної дії як антикорозійного покриття. З іншого боку, якщо товщина шару твердого антикорозійного покриття дуже велика, тверде антикорозійне покриття іноді руйнується під впливом зусилля при монтажі, коли вставляють захисний елемент, такий протектор, і запобігання корозії перестає бути належним. Тверде антикорозійне покриття на основі отверджуваної ультрафіолетовим випромінюванням смоли являє собою прозоре покриття, так що крізь покриття можна обстежити стан підкладки без видалення його, і можна перевіряти нарізні ділянки перед згвинчуванням зверху через покриття. Відповідно до цього формуванням твердого антикорозійного покриття на контактній поверхні ніпеля можна легко виявляти пошкодження нарізної ділянки ніпеля, яку типово формують на зовнішній поверхні кінця сталевої труби, і який легко ушкоджується. Як було вказано вище щодо твердого мастильного покриття з високим коефіцієнтом тертя, кожне з вищеописаного в'язкого рідинного мастильного покриття, твердого мастильного покриття і твердого антикорозійного покриття переважно формують способом розпилювального нанесення покриття. Розпилювальне нанесення покриття включає нанесення покриття з гарячого розплаву. Як показано на фіг. 5(А), коли тверде мастильне покриття з високим коефіцієнтом тертя формують на безнарізній ділянці металевого контакту контактної поверхні, і друге мастильне покриття створюють на нарізній ділянці, яка являє собою іншу частину контактної поверхні, то першим може бути сформовано або тверде мастильне покриття з високим коефіцієнтом тертя, або друге мастильне покриття. У цьому випадку, зокрема, коли друге мастильне покриття являє собою тверде мастильне покриття, переважно наносити тверде мастильне покриття з високим коефіцієнтом тертя і тверде мастильне покриття приблизно з однією і тією ж товщиною (наприклад, в межах ± 15 мкм), щоб не виникала велика сходинка на межі між покриттями двох типів. Коли друге мастильне покриття являє собою в'язке рідинне мастильне покриття, воно має велику здатність деформуватися під час згвинчування, так що друге мастильне покриття і тверде мастильне покриття з високим коефіцієнтом тертя можуть сильно розрізнятися за товщиною. Як правило, в'язке рідинне мастильне покриття має більшу товщину шару, ніж тверде мастильне покриття з високим коефіцієнтом тертя. Підготовча поверхнева обробка 15 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 У трубному нарізному з'єднанні згідно з даним винаходом, в якому тверде мастильне покриття з високим коефіцієнтом тертя і друге мастильне покриття, і в деяких випадках також тверде антикорозійне покриття, формують на контактних поверхнях ніпеля і/або муфти, якщо проводять підготовчу поверхневу обробку, щоб зробити шорстковатими контактні поверхні, які являють собою підкладку для покриттів, таким чином, що поверхнева шорсткість становить більше 3-5 мкм, що відповідає поверхневій шорсткості після верстатної обробки, підвищується адгезія покриття, і має місце тенденція до посилення бажаних ефектів покриттів. Відповідно до цього перед формуванням покриття бажано провести підготовчу поверхневу обробку контактних поверхонь для надання поверхням шорсткості. Коли покриття формують зверху контактної поверхні, що має велику поверхневу шорсткість, товщина покриття переважно становить більше, ніж Rmax контактної поверхні, щоб повністю покрити контактну поверхню. Коли контактна поверхня є шорстковатою, товщина покриття являє собою середнє значення загальної товщини покриття, яка розраховується з площі, маси і густини покриття. Прикладами підготовчої поверхневої обробки для надання поверхневої шорсткості є струминна обробка впливом абразивного матеріалу, що видувається, такого, як сферичний дріб або кутовата металева крихта, травлення зануренням в сильну кислоту, таку, як сірчана кислота, соляна кислота, азотна кислота або фтористоводнева кислота, для надання поверхневої шорсткості, хімічна конверсійна обробка, така, як фосфатна обробка, оксалатна обробка або боратна обробка (як така, що приводить до росту кристалів, причому шорсткість посилюється завдяки поверхні кристалів), нанесення електролітичного покриття з металу, такого, як Cu, Fe, Sn або Zn, або сплаву цих металів (вибірно плакуються виступи, так що поверхня стає злегка шорсткою), і механічне плакування, яке може формувати пористе плакувальне покриття. Як один тип електроплакування, композитне плакування, яке утворює плакувальне покриття, в якому дрібні тверді частинки дисперговані в металі, можливе як метод надання поверхневої шорсткості, оскільки дрібні тверді частинки виступають із плакувального покриття. Для підготовчої поверхневої обробки можуть бути використані два або більше способів у поєднанні. Обробка може бути проведена відповідно до відомих методів. Який би метод підготовчої поверхневої обробки не був використаний для контактних поверхонь, шорсткість Rmax поверхні, створена підготовчою поверхневою обробкою для надання шорсткості поверхням, переважно становить 5-40 мкм. Якщо значення Rmax становить менше 5 мкм, адгезія сформованого на поверхні мастильного покриття і утримання покриття можуть стати недостатніми. З іншого боку, якщо величина Rmax становить більше 40 мкм, посилюється тертя, покриття може виявитися нездатним протистояти зрізаючим навантаженням і стискаючим зусиллям під час створення високого тиску, і покриття може легко зруйнуватися або відшаруватися. З міркувань адгезії мастильного покриття, переважна підготовча поверхнева обробка, яка може формувати пористе покриття, а саме - хімічна конверсійна обробка і механічне плакування. За допомогою цих способів, щоб зробити значення Rmax пористого покриття щонайменше 5 мкм, товщину покриття переважно доводять щонайменше до 5 мкм. Конкретної верхньої межі товщини покриття немає, але звичайно достатні не більше 50 мкм, і переважно не більше 40 мкм. Якщо мастильне покриття формують зверху пористого покриття, яке утворене підготовчою поверхневою обробкою, адгезія мастильного покриття підвищується завдяки так званому "якірному ефекту". В результаті цього стає ускладненим виникнення відшаровування твердого мастильного покриття при повторюваних згвинчуванні і розгвинчуванні, ефективно запобігається контакт між металами, і додатково поліпшуються стійкість до фрикційної корозії, газонепроникність і корозійна стійкість. Особливо переважним типами підготовчої поверхневої обробки для формування пористого покриття є фосфатна хімічна конверсійна обробка (обробка фосфатом марганцю, фосфатом цинку, фосфатом заліза-марганцю, або фосфатом цинку-кальцію), і формування покриття з цинку або заліза-цинкового сплаву способом механічного плакування. Покриття з фосфату марганця є переважним з позиції адгезії, а покриття з цинку або залізо-цинкового сплаву, яке, як очікується, може створювати ефект запобігання корозії за рахунок витрачання цинку, є переважним з міркувань корозійної стійкості. Фосфатна хімічна конверсійна обробка (фосфатування) може бути проведена зануренням або напиленням загальновживаним способом. Кислотний фосфатуючий розчин, який звичайно використовують для оцинкованих матеріалів, може бути застосований як розчин для хімічної конверсійної обробки. Наприклад, може бути використаний цинковмісний фосфатуючий розчин, що містить 1-150 г/л фосфатних іонів, 3-70 г/л іонів цинку, 1-100 г/л нітрату-іонів, і 0-30 г/л іонів нікелю. Також можливе застосування фосфатуючого розчину, який містить марганець, який 16 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 звичайно використовують для нарізних з'єднань. Температура розчину може варіювати від кімнатної температури до 100 °C, і тривалість обробки може становити до 15 хвилин, залежно від бажаної товщини покриття. Щоб сприяти формуванню покриття, перед фосфатною обробкою на оброблювану поверхню може бути нанесений водний розчин для кондиціонування поверхні, що містить колоїдальний титан. Після фосфатної обробки переважно виконують промивання холодною або теплою водою з подальшим висушуванням. Ударне плакування може бути проведене механічною металізацією, в якій частинки стикаються з матеріалом, що підлягає плакуванню, всередині обертального барабана, або шляхом струминного плакування, в якому частинки стикаються з матеріалом, що підлягає плакуванню, при використанні пристрою для струминної обробки. У даному винаході достатнім є плакування тільки контактної поверхні, так що переважне використання струминного плакування, яким можна виконати локалізоване плакування. Товщина шару цинку або цинкового сплаву, який формують механічним плакуванням, переважно становить 5-40 мкм, з міркувань як корозійної стійкості, так і адгезії. Наприклад, частинки, які мають залізну серцевину, покриту цинком або цинковим сплавом, видуваються струменем на контактну поверхню, що покривається. Вміст цинку або цинкового сплаву в частинках переважно варіює в діапазоні 20-60 % по масі, і діаметр частинок переважно становить величину в діапазоні 0,2-1,5 мм. В результаті струминної обробки тільки цинк або цинковий сплав, який становить покривний шар на частинках, прилипає до контактної поверхні, яка утворює підкладку, і на контактній поверхні формується пористе покриття, виконане з цинку або цинкового сплаву. Це ударне плакування може створювати пористе металеве плакувальне покриття, що має хорошу адгезію до сталевої поверхні, незалежно від складу сталі. Як ще один тип підготовчої поверхневої обробки, хоча вона майже не створює ефекту поверхневої шорсткості, нанесення електролітичного покриття з утворенням одного або більше заданих шарів може поліпшити адгезію мастильного покриття до підкладки, і може поліпшити стійкість трубного нарізного з'єднання до фрикційної корозії. Прикладами такої підготовчої поверхневої обробки для мастильного покриття є електролітичне осадження металу, такого, як Cu, Sn або Ni, або сплавів цих металів. Плакування може бути одношаровим плакуванням або багатошаровим плакуванням, з двома або більше шарами. Конкретними прикладами електроплакування цього типу є осадження Cu, осадження Sn, осадження Ni, осадження Cu-Sn-сплаву, осадження Cu-Sn-Zn-сплаву, двошарове плакування з осадженням Cu і осадженням Sn, і тришарове плакування з осадженням Ni, осадженням Cu і осадженням Sn. Зокрема, трубне нарізне з'єднання, виконане зі сталі, що має вміст Cr, який перевищує 5 %, є чутливим до фрикційної корозії, і тому переважно піддавати його підготовчій поверхневій обробці в формі одношарового плакування з осадженням Cu-Sn-сплаву або Cu-Sn-Zn-сплаву, або багатошарового плакування з нанесенням двох або більше шарів, вибраних із цих плакувальних сплавів, і осадження Cu, осадження Sn, і осадження Ni, таких, як двошарове плакування з осадженням Cu і осадженням Sn, двошарового плакування з осадженням Ni і осадженням Sn, двошарового плакування з осадженням Ni і осадженням Cu-Sn-Zn-сплаву, і переважне тришарове плакування з осадженням Ni, осадженням Cu і осадженням Sn. Плакування цих типів може бути виконане методом, описаним в патентному документі JP 2003-74763 А. У випадку багатошарового плакування найнижчий шар плакувального покриття (звичайно шар Ni) переважно являє собою гранично тонкий плакувальний шар, який називається гальванопластичним і має товщину менше 1 мкм. Товщина плакувального покриття (загальна товщина у випадку багатошарового плакування) переважно становить величину в діапазоні 5-15 мкм. Як ще один метод підготовчої поверхневої обробки можливе формування твердого антикорозійного покриття. Коли друге мастильне покриття являє собою в'язке рідинне мастильне покриття, то, щоб знизити липкість поверхні цього покриття, як верхній шар на мастильному покритті може бути сформоване тонке, сухе тверде покриття (наприклад, яке має товщину 10-50 мкм). Це сухе тверде покриття може являти собою звичайне покриття зі смоли (таке, як покриття з епоксидної смоли, поліамідної смоли, поліамід-імідної смоли, або полівінілової смоли), і воно може бути сформоване або з композиції на водній основі, або з композиції на основі органічного розчинника. Покриття також може містити невелику кількість воску, щоб надати ковзкість. Приклади Ефекти даного винаходу будуть ілюстровані нижченаведеними прикладами і порівняльними прикладами. У нижченаведеному роз'ясненні контактна поверхня ніпеля, що включає нарізну ділянку і безнарізну ділянку металевого контакту, буде називатися поверхнею ніпеля, і 17 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 контактна поверхня муфти, що включає нарізну ділянку і безнарізну ділянку металевого контакту, буде називатися поверхнею муфти. Шорсткість поверхні виражається як Rmax. Якщо не обумовлено конкретно інше, "%" означає "% по масі". Поверхня ніпеля і поверхня муфти, які є у продажу на ринку спеціальних нарізних з'єднань (VAM TOP із зовнішнім діаметром 17,78 см (7 дюймів) і товщиною стінки 1,036 см (0,408 дюйми), виробництва фірми Sumitomo Metal Industries, Ltd.), виготовлених з вуглецевої сталі А, Cr-Moсталі В, або сталі С з 13 % Cr, що має склад, показаний в таблиці 1, піддали підготовчій поверхневій обробці, як показано в таблиці 2. Потім, як показано в таблиці 3, на поверхні ніпеля і поверхні муфти сформували тверде мастильне покриття з високим коефіцієнтом тертя і друге мастильне покриття, вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, й іноді твердого антикорозійного покриття. Нижче будуть описані подробиці обробки і склад покриттів. У таблиці 3 безнарізна ділянка металевого контакту означає ущільнювальну ділянку і заплечикову ділянку, і нарізна ділянка означає іншу частину контактної поверхні, ніж ущільнювальна ділянка і заплечикова ділянка. При формуванні різних покриттів на безнарізній ділянці металевого контакту і нарізній ділянці спочатку сформували тверде мастильне покриття з високим коефіцієнтом тертя на безнарізній ділянці металевого контакту, і потім вказане мастильне покриття сформували на нарізній ділянці. При формуванні мастильного покриття на нарізній ділянці використовували екрануючу пластину, щоб не створювати мастильне покриття зверху твердого мастильного покриття з високим коефіцієнтом тертя, яке було сформоване на безнарізній ділянці металевого контакту. Однак межа між цими покриттями не повинна бути чіткою, і ефекти даного винаходу можуть бути одержані, навіть коли є ділянка перекритів з протяжністю близько 1 мм. Коефіцієнти тертя твердого мастильного покриття з високим коефіцієнтом тертя, в'язкого рідинного мастильного покриття і твердого мастильного покриття, які були сформовані, були максимальними коефіцієнтами тертя в умовах стаціонарного стану, коли коефіцієнти тертя вимірювали вищезазначеним випробувальним методом Фалекса з тиском 1 ГПа. Вимірювання проводили відповідно до стандарту ASTM D2670. Стрижень, використаний для вимірювання, мав діаметр 6,35 мм (1/4 дюйми), і 2 V-подібні блоки мали V-подібний виріз із кутом профілю 96° і шириною отвору 6,35 мм (1/4 дюйма). Стрижень і блоки були приготовані вирізанням їх із заготовки такої ж сталі, як для випробуваного нарізного з'єднання, і вони були піддані такій же підготовчій поверхневій обробці і обробці для нанесення покриття, як поверхня ніпеля і муфти, відповідно, випробуваного нарізного з'єднання. Випробування з високим моментним навантаженням, в якому згвинчування проводили з високим крутним моментом згвинчування, виконували на трубному нарізному з'єднанні, яке було виготовлене вищеописаних способом, для одержання графіка крутного моменту, який показаний на фіг. 2. Значення Ts (крутного моменту на заплечику), Ty (крутного моменту на межі текучості) і ΔТ (опору крутного моменту на заплечику = Ty-Ts) були виміряні на графіку крутного моменту. Ts представляв крутний момент на початку взаємодії заплечикових ділянок. Конкретніше, Ts представляв крутний момент, коли зміна крутного моменту, який виявлявся на початку взаємодії заплечикових ділянок, переходила в лінійну область (область пружної деформації). Ty представляв крутний момент на початку пластичної деформації. Більш конкретно, Ty представляв крутний момент, коли значення крутного моменту починало відхилятися від лінійної області після того, як був досягнутий Ts, причому зміна крутного моменту з кількістю обертів була лінійною. Значення ΔТ (= Ty-Ts) було зроблене таким, що дорівнювало 100 для порівняльного прикладу 1 в таблиці 3 із використанням загальновживаного мастильного компаунда. Таблиця 4 показує результати порівняння інших прикладів з цим значенням ΔТ. Випробування згвинчування і розгвинчування, що повторюються, проводили на кожному трубному нарізному з'єднанні, і оцінювали стійкість до фрикційної корозії. У випробуванні згвинчування і розгвинчування, що повторюються, згвинчування нарізного з'єднання проводили зі швидкістю згвинчування 10 об./хв. і високим моментним навантаженням згвинчування на рівні 20 кН-м, і після розгвинчування обстежували стан механічного стирання поверхні ніпеля і поверхні муфти. У випадках, в яких подряпини від заклинювання, які утворювалися внаслідок згвинчування, були незначними, і повторне згвинчування було можливим, якщо виконували ремонт, ремонт проводили і продовжували згвинчування і розгвинчування. Згвинчування проводили 10 разів (для 10 циклів). Таблиця 4 також показує результати цього випробування. 18 UA 111250 C2 Таблиця 1 Марка А В С Склад сталі нарізного з'єднання (% по масі, інша кількість: Fe і забруднювальні домішки) С Si Mn P S Cu Ni Cr Mo 0.24 0.3 1.3 0.02 0.01 0.04 0.07 0.17 0.04 0.25 0.25 0.8 0.02 0.01 0.04 0.05 0.95 0.18 0.19 0.25 0.8 0.02 0.01 0.04 0.1 13 0.04 Таблиця 2 № Приклад 1 Приклад 2 Приклад 3 Приклад 4 Порівн. приклад 1 Порівн. приклад 2 Порівн. приклад 3 Порівн. приклад 4 Порівн. приклад 5 Підготовча поверхнева обробка Ніпель Муфта 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Zn-фосфатування (R=8) (t=12) 2. Mn-фосфатування (R=12) (t=15) 1. Верстатне шліфування (R=3) Піскоструминна обробка (R=10) 2. Ni-гальванопластика + осадження Cu (R=3)(t=12) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Ni-гальванопластика + плакування 2. Zn-фосфатування (R=8)(t=12) Cu-Sn-Zn-сплавом (R=2)(t=7) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Ni-гальванопластика + плакування 2. Zn-фосфатування (R=8)(t=12) Cu-Sn-Zn-сплавом (R=2)(t=7) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Zn-фосфатування (R=8)(t=12) 2. Mn-фосфатування (R=12) (t=15) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Zn-фосфатування (R=8)(t=12) 2. Mn-фосфатування (R=10) (t=12) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Zn-фосфатування (R=8)(t=12) 2. Mn-фосфатування (R=10) (t=12) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Zn-фосфатування (R=8)(t=12) 2. Mn-фосфатування (R=10) (t=12) 1. Верстатне шліфування (R=3) 1. Верстатне шліфування (R=3) 2. Zn-фосфатування (R=8)(t=12) 2. Mn-фосфатування (R=10) (t=12) Марка сталі A C B В А В В В В R: шорсткість поверхні (мкм); t: товщина покриття (мкм). Таблиця 3 № Приклад 1 Приклад 2 Ніпель Муфта Безнарізна Безнарізна Шар ділянка ділянка Нарізна ділянка Нарізна ділянка металевого металевого контакту контакту Тверде мастильне Тверде мастильне покриття з В'язке рідинне покриття з В'язке рідинне високим мастильне високим мастильне коефіцієнтом покриття коефіцієнтом покриття тертя тертя Тверде мастильне покриття з Нижній високим В'язке рідинне мастильне покриття коефіцієнтом тертя Верхній В'язке рідинне мастильне покриття 5 19 UA 111250 C2 Продовження таблиці 3 № Шар Приклад 3 Нижній Верхній Приклад 4 Порівн. приклад 1 Порівн. приклад 2 Порівн. приклад 3 Порівн. приклад 4 Порівн. приклад 5 Ніпель Безнарізна ділянка Нарізна ділянка металевого контакту Тверде мастильне покриття з високим коефіцієнтом тертя В'язке рідинне мастильне покриття Муфта Безнарізна ділянка металевого контакту Нарізна ділянка Тверде мастильне покриття з високим коефіцієнтом тертя Тверде мастильне покриття з Тверде УФ-отверджуване тверде високим антикорозійне антикорозійне покриття коефіцієнтом покриття тертя Мастильний компаунд у формі в'язкої рідини відповідно до API BUL 5А2 В'язке рідинне мастильне покриття УФ-отверджуване тверде антикорозійне покриття Тверде мастильне покриття з високим коефіцієнтом тертя УФ-отверджуване тверде антикорозійне покриття В'язке рідинне мастильне покриття Тверде мастильне покриття В'язке рідинне мастильне покриття Тверде мастильне покриття з високим коефіцієнтом тертя Таблиця 4 1) № Приклад 1 Приклад 2 Приклад 3 Приклад 4 Порівн. приклад 1 Порівн. приклад 2 Порівн. приклад 3 Порівн. приклад 4 Порівн. приклад 5 Величина ΔT (= Ty-Ts) (відносне значення, коли значення порівняльного Прикладу 1 становить 100) 125 112 110 105 100 52 70 61 Не підлягає оцінці Результати випробування на згвинчування і розгвинчування, які повторюються, з високим крутним моментом для 10 циклів Немає фрикційної корозії протягом 10 циклів Немає фрикційної корозії протягом 10 циклів Немає фрикційної корозії протягом 10 циклів Немає фрикційної корозії протягом 10 циклів Немає фрикційної корозії протягом 10 циклів Немає фрикційної корозії протягом 10 циклів Немає фрикційної корозії протягом 10 циклів Фрикційна корозія виникає на 5 циклі Фрикційна корозія виникає на 1 циклі Значення на рівні щонайменше 95 є прийнятним для практичного застосування. 5 10 Приклад 1 Поверхню ніпеля і поверхню муфти спеціального нарізного з'єднання, виготовленого з вуглецевої сталі, яка має показаний в таблиці 1 склад А, піддали підготовчій поверхневій обробці і обробці для нанесення покриття, як описано нижче, з утворенням покривної структури, показаної на фіг. 5(А). Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти піддали підготовчій поверхневій обробці зануренням протягом 10 хвилин у марганецьфосфатуючий розчин при температурі 80-95 °C з утворенням марганець-фосфатного покриття, яке має товщину 15 мкм (шорсткість поверхні - 12 мкм). 20 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Склад Surflube C291 виробництва фірми Nippon Paint Co., Ltd., який був розбавлений водою до концентрації 10 %, нанесли способом розпилювального нанесення покриття на безнарізну ділянку металевого контакту (ущільнювальну ділянку і заплечикову ділянку) поверхні муфти, яка була піддана підготовчій поверхневій обробці, з утворенням твердого мастильного покриття з високим коефіцієнтом тертя, що має товщину шару приблизно 10 мкм після висушування. Коефіцієнт тертя цього твердого мастильного покриття становив 0,1. Нарізну ділянку (інші ділянки, ніж ущільнювальна ділянка і заплечикова ділянка) поверхні муфти, яка була піддана підготовчій поверхневій обробці, обробили так, щоб сформувати на ній в'язке рідинне мастильне покриття таким чином. Композиція в'язкого рідинного мастильного покриття являла собою суміш 15 % складного ефіру гідрованої каніфолі (Ester Gum Н виробництва фірми Arakawa Chemical Industries, Ltd.), 48 % високоосновного сульфонату кальцію як основної металевої солі органічної ароматичної кислоти (Calcinate С-400CLR виробництва фірми Crompton Corporation, лужне число 400 мг KOH/г), 17 % стеарату кальцію як металевого мила (виробництва фірми DIC Corporation), 10 % аморфного графіту як твердого мастила (Blue Р виробництва фірми Nippon Graphite Industries, Ltd.) і 10 % парафінового воску. Після того, як вищеописану композицію розбавили 30 частинами по масі органічного розчинника (Exxsol D40 виробництва фірми Exxon Mobil Corporation) на 100 частин по масі композиції для зниження її в'язкості, її нанесли на нарізну ділянку поверхні муфти розпилювальним способом нанесення покриття. Після випаровування розчинника сформували в'язке рідинне мастильне покриття, що має товщину приблизно 50 мкм. Коефіцієнт тертя цього мастильного покриття становив 0,04. Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля піддали підготовчій поверхневій обробці зануренням протягом 10 хвилин у цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість поверхні 8 мкм) з товщиною 12 мкм. Таку ж обробку, як для поверхні муфти, з утворенням мастильних покриттів провели на поверхні ніпеля, яка була піддана підготовчій поверхневій обробці. А саме: вищеописане тверде мастильне покриття з високим коефіцієнтом тертя сформували на безнарізній ділянці металевого контакту, і вищеописане в'язке рідинне мастильне покриття сформували на нарізній ділянці. Товщина покриття і коефіцієнт тертя кожного покриття були такими ж, як для поверхні муфти. Як можна бачити з Таблиці 4, значення ΔТ у випробуванні з високим моментним навантаженням було таким, що відношення ΔТ, коли значення ΔТ для порівняльного прикладу 1 становило величину 100 (яка нижче називається відношенням ΔT), становило 125 %. Порівняно з відношенням ΔТ близько 50 % для порівняльного прикладу 2, який не мав твердого мастильного покриття з високим коефіцієнтом тертя на ущільнювальній ділянці або заплечиковій ділянці (вся поверхня ніпеля і поверхня муфти повністю була покрита в'язким рідинним мастильним покриттям), відношення ΔТ в значній мірі підвищилося. Більш того значення ΔТ у прикладі 1 підвищилося на 25 % відносно ΔТ для контрольного прикладу при використанні мастильного компаунда (порівняльний приклад 1). Відповідно до цього було підтверджено, що нарізне з'єднання прикладу 1 могло би бути згвинчене з високим крутним моментом без виникнення текучості на заплечикових ділянках. У випробуванні на згвинчування і розгвинчування, що повторюються, згвинчування і розгвинчування могли бути виконані 10 разів без виникнення фрикційної корозії. Приклад 2 Поверхня ніпеля і поверхня муфти спеціального нарізного з'єднання, виготовленого зі сталі з 13 % Cr, що має показаний в таблиці 1 склад С, піддали описаній нижче підготовчій поверхневій обробці і обробці для нанесення покриття, з утворенням покривної структури, показаної на фіг. 5(С). Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти піддали гальванопластиці з осадженням Ni і потім Cu-плакуванню способом нанесення електролітичного покриття з утворенням плакувального покриття із загальною товщиною 12 мкм. Шорсткість поверхні після цієї підготовчої поверхневої обробки становила 3 мкм. Таке ж в'язке рідинне мастильне покриття, як описано в прикладі 1, сформували розпилювальним нанесенням покриття на всій поверхні муфти, яка була піддана підготовчій поверхневій обробці. Товщина шару в'язкого рідинного мастильного покриття після випаровування розчинника становила 80 мкм, і його коефіцієнт тертя був 0,04. 21 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 Поверхня ніпеля Поверхню ніпеля піддали підготовчій поверхневій обробці шляхом піскоструминної обробки піском № 80 для створення поверхневої шорсткості 10 мкм. Способом розпилювального нанесення покриття нанесли нерозбавлений склад Gardolube L6334 виробництва фірми Chemetall GmbH на безнарізну ділянку металевого контакту (ущільнювальну ділянку і заплечикову ділянку) поверхні ніпеля, яка була піддана підготовчій поверхневій обробці, з утворенням твердого мастильного покриття з високим коефіцієнтом тертя, що має товщину приблизно 15 мкм. Коефіцієнт тертя цього твердого мастильного покриття з високим коефіцієнтом тертя становив 0,15. Таке ж в'язке рідинне мастильне покриття, яке було сформоване на поверхні муфти, сформували з такою ж товщиною шару на всій поверхні ніпеля, що включає безнарізну ділянку металевого контакту, на якій було утворене тверде мастильне покриття з високим коефіцієнтом тертя. У випробуванні з високим моментним навантаженням відношення ΔТ становило 112 %, підтверджуючи, що значення ΔТ було вищим, ніж у порівняльному прикладі 1, в якому використовували мастильний компаунд. Звичайно, згвинчування і розгвинчування могли бути проведені 10 разів без яких-небудь проблем у випробуванні на згвинчування і розгвинчування, що повторюються. Приклад 3 Поверхня ніпеля і поверхня муфти спеціального нарізного з'єднання, виготовленого з Cr-Moсталі, що має показаний в таблиці 1 склад В, піддали описаній нижче підготовчій поверхневій обробці і обробці для нанесення покриття, з утворенням покривної структури, показаної на фіг. 6(С). Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти піддали гальванопластиці з осадженням Ni з подальшим плакуванням з осадженням Cu-Sn-Znсплаву способом нанесення електролітичного покриття з утворенням плакувального покриття, що має загальну товщину 7 мкм. Шорсткість поверхні після підготовчої поверхневої обробки становила 2 мкм. На безнарізну ділянку металевого контакту і нарізну ділянку поверхні муфти, які були піддані підготовчій поверхневій обробці, розпилювальним нанесенням покриття нанесли склад Surflube C291 виробництва фірми Nippon Paint Co., Ltd., який був розбавлений водою до концентрації 10 %, з утворенням твердого мастильного покриття з високим коефіцієнтом тертя (коефіцієнт тертя - 0,1), що має товщину шару приблизно 10 мкм після висушування. Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили протягом 10 хвилин в цинк-фосфатуючий розчин при температурі 75-85 °C для підготовчої поверхневої обробки з утворенням цинк-фосфатного покриття (шорсткість поверхні 8 мкм), що має товщину 12 мкм. Безнарізна ділянка металевого контакту поверхні ніпеля, яка була піддана підготовчій поверхневій обробці, розпилювальним нанесенням покриття покрили складом Surflube C291 виробництва фірми Nippon Paint Co., Ltd., який був розбавлений водою до концентрації 10 %, з утворенням твердого мастильного покриття з високим коефіцієнтом тертя з товщиною шару приблизно 10 мкм (коефіцієнт тертя - 0,1) після висушування. Потім в'язке рідинне мастильне покриття, описане в прикладі 1, сформували на твердому мастильному покритті і на нарізній ділянці (а саме - на всій поверхні ніпеля) таким же способом, як у прикладі 1, до товщини шару приблизно 50 мкм. У випробуванні з високим моментним навантаженням відношення ΔТ становило 110 %, підтверджуючи, що значення ΔТ було вищим, ніж для мастильного компаунда порівняльного прикладу 1. В випробуванні на згвинчування і розгвинчування, що повторюються, згвинчування і розгвинчування були виконані 10 разів без яких-небудь проблем. Приклад 4 Поверхня ніпеля і поверхня муфти спеціального нарізного з'єднання, виготовленого з Cr-Moсталі, що має показаний в таблиці 1 склад В, піддали описаній нижче підготовчій поверхневій обробці і обробці для нанесення покриття, з утворенням покривної структури, показаної на фіг. 6(В). Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти піддали гальванопластиці з осадженням Ni з подальшим плакуванням з осадженням Cu-Sn-Znсплаву способом нанесення електролітичного покриття з утворенням плакувального покриття, 22 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 що має загальну товщину 7 мкм. Шорсткість поверхні після підготовчої поверхневої обробки становила 2 мкм. На безнарізну ділянку металевого контакту поверхні муфти, яка була піддана підготовчій поверхневій обробці, розпилювальним нанесенням покриття нанесли покриття зі складу Surflube C291 виробництва фірми Nippon Paint Co., Ltd., який був розбавлений водою до концентрації 10 %, з утворенням твердого мастильного покриття з високим коефіцієнтом тертя (коефіцієнт тертя - 0,1), що має товщину шару приблизно 50 мкм після висушування. На нарізній ділянці поверхні муфти, яка була піддана підготовчій поверхневій обробці, сформували тверде мастильне покриття таким чином. Композицію мастильного покриття, що має описаний нижче склад, нагріли до температури 120 °C в резервуарі, забезпеченому мішалкою, для підтримування в розплавленому стані, що має в'язкість, придатну для нанесення покриття, тоді як поверхню муфти, яка була піддана описаній вище підготовчій поверхневій обробці, попередньо нагріли до температури 120 °C способом індукційного нагрівання. З використанням ручного розбризкувача, що має розпилювальну головку з пристроєм для підтримання температури, вищеописану розплавлену композицію мастильного покриття нанесли на нарізну ділянку попереднього нагрітої поверхні муфти. Після охолоджування сформували тверде мастильне покриття, що має товщину 50 мкм (коефіцієнт тертя 0,03). Склад композиції мастильного покриття був наступним: 15 % карнаубського воску, 15 % стеарату цинку, TM 5 % рідкого поліалкілметакрилату (Viscoplex 6-950 виробництва фірми Rohmax Corporation), TM 49 % інгібітора корозії (NA-SUL Ca/W1935 виробництва фірми King Industries, Inc.), 3,5 % аморфного графіту, 1 % оксиду цинку, 5 % діоксиду титану, 5 % триоксиду вісмуту, 1 % силікону (полідиметилсилоксану), і антиоксиданти (виготовлені фірмою Ciba-Geigy Corporation): TM 0,3 % Irganox L150 і TM 0,2 % Irgafos 168. Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили протягом 10 хвилин в цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість поверхні - 8 мкм), що має товщину 12 мкм. На всій поверхні ніпеля, яка була піддана цій підготовчій поверхневій обробці, сформували тверде антикорозійне покриття з отверджуваної ультрафіолетовим випромінюванням смоли таким чином. Покривну композицію приготували додаванням фосфату алюмінію-цинку як антикорозійного засобу і поліетиленового воску як мастильного матеріалу до забарвленої композиції отверджуваної ультрафіолетовим випромінюванням смоли на основі епоксидно-акрилової смоли (безсольвентного типу) виробництва фірми Chugoku Marine Paints, Ltd. Одержана покривна композиція містила 94 % смоли, 5 % антикорозійного засобу і 1 % мастильного матеріалу, з розрахунку на загальний вміст твердих речовин. Цю покривну композицію нанесли розпиленням на всю поверхню ніпеля і опромінили ультрафіолетовими променями (довжина хвилі - 260 нм) від ртутної лампи з повітряним охолоджуванням, що має вихідну потужність 4 кВт, для отвердження покриття. Одержане покриття мало товщину 25 мкм, і було безбарвним і прозорим. Ділянка ніпеля із зовнішньою різзю могла бути обстежена крізь покриття або неозброєним оком, або за допомогою збільшувального скла. У випробуванні з високим моментним навантаженням відношення ΔТ становило 105 %. Відношення ΔТ було значно підвищене відносно порівняльного прикладу 3, в якому тверде мастильне покриття з високим коефіцієнтом тертя не формували на безнарізній ділянці металевого контакту (ущільнювальній ділянці і заплечиковій ділянці) поверхні муфти. У доповнення, відношення ΔТ підвищилося відносно порівняльного прикладу 1, в якому використовували загальновживаний мастильний компаунд. У випробуванні на згвинчування і розгвинчування, що повторюється, згвинчування і розгвинчування могли бути виконані 10 разів без яких-небудь проблем. Порівняльний приклад 1 23 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поверхню ніпеля і поверхню муфти спеціального нарізного з'єднання, виготовленого із вуглецевої сталі, що має показаний в таблиці 1 склад А, піддали описаній нижче підготовчій поверхневій обробці і обробці для нанесення покриття. Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти піддали підготовчій поверхневій обробці зануренням протягом 10 хвилин у марганецьфосфатуючий розчин при температурі 80-95 °C з утворенням марганець-фосфатного покриття, що має товщину 15 мкм (шорсткість поверхні - 12 мкм). В'язкий рідкий мастильний компаунд відповідно до інструкції API BUL 5А2 нанесли на поверхню муфти, яка була піддана цій підготовчій поверхневій обробці, з утворенням мастильного покриття. Кількість покриття з мастильного компаунда загалом становила 50 г на ніпель і муфту. Площа покриття загалом 2 становила приблизно 1400 см . Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили протягом 10 хвилин у цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість - поверхні 8 мкм) з товщиною 12 мкм. Такий же мастильний компаунд, який був використаний на поверхні муфти, нанесли на поверхню ніпеля, яка була піддана цій підготовчій поверхневій обробці. Як показано в таблиці 3, під час 10 циклів згвинчування і розгвинчування у випробуванні на згвинчування і розгвинчування, що повторюються, фрикційна корозія не виникала до десятого циклу. Однак мастильний компаунд містить важкий метал, такий, як свинець, так що він є шкідливим для людей і навколишнього середовища. У випробуванні з високим моментним навантаженням з'єднання виявило високе значення Ty з великим значенням ΔТ, при якому текучість заплечикових ділянок не відбувалася, навіть коли згвинчування проводили з високим крутним моментом. Значення відношення ΔТ в інших прикладах були розраховані відносно значення ΔТ, яке в цьому випадку становить величину 100. Порівняльний приклад 2 Поверхню ніпеля і поверхню муфти спеціального нарізного з'єднання, виготовленого зі CrMo-сталі, що має показаний в таблиці 1 склад В, піддали наступній підготовчій поверхневій обробці і обробці для нанесення покриття. Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти занурили на 10 хвилин у марганець-фосфатуючий розчин при температурі 80-95 °C з утворенням марганець-фосфатного покриття з товщиною 12 мкм (шорсткість поверхні - 10 мкм). В'язке рідинне мастильне покриття, описане в прикладі 1, сформували таким же способом на всій поверхні муфти, яка була піддана цій підготовчій поверхневій обробці. Після випаровування розчинника сформували в'язке рідинне мастильне покриття, що має товщину приблизно 60 мкм. Коефіцієнт тертя цього мастильного покриття становив 0,04. Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили на 10 хвилин у цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість поверхні - 8 мкм), що має товщину 12 мкм. Таке ж в'язке рідинне мастильне покриття, як на поверхні муфти, сформували до товщини 60 мкм на всій поверхні ніпеля, яка була піддана підготовчій поверхневій обробці. У випробуванні на згвинчування і розгвинчування, що повторюються, результати були виключно хорошими, без виникнення фрикційної корозії протягом 10 циклів згвинчування і розгвинчування. Однак у випробуванні з високим моментним навантаженням відношення ΔТ було гранично малим зі значенням 52 % порівняно з традиційним мастильним компаундом (порівняльний приклад 1). А саме: було знову підтверджено, що якщо контактні поверхні трубного нарізного з'єднання повністю покриті тільки в'язким рідинним мастильним покриттям, який має низький коефіцієнт тертя, відношення ΔТ значно знижується. Порівняльний приклад 3 Поверхню ніпеля і поверхню муфти спеціального нарізного з'єднання, виготовленого зі CrMo-сталі, що має показаний в таблиці 1 склад В, піддали наступній підготовчій поверхневій обробці і обробці для нанесення покриття. Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти піддали підготовчій поверхневій обробці зануренням на 10 хвилин у марганець-фосфатуючий розчин при температурі 80-95 °C з утворенням марганець-фосфатного покриття, що має 24 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 60 товщину 12 мкм (шорсткість поверхні - 10 мкм). Таке ж тверде мастильне покриття, як описане в прикладі 4, сформували таким же способом на всій поверхні муфти, яка була піддана підготовчій поверхневій обробці. Після охолоджування сформували тверде мастильне покриття, що має товщину приблизно 50 мкм (коефіцієнт тертя - 0,03). Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили на 10 хвилин у цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість поверхні - 8 мкм), що має товщину 12 мкм. Таке ж покриття з отверджуваної ультрафіолетовим випромінюванням смоли (товщина покриття - 25 мкм), як описано в прикладі 4, сформували таким же способом на всій поверхні ніпеля, яка була піддана підготовчій поверхневій обробці. У випробуванні на згвинчування і розгвинчування, що повторюються, результати були виключно хорошими, без виникнення фрикційної корозії протягом 10 циклів згвинчування і розгвинчування. Однак у випробуванні з високим моментним навантаженням відношення ΔТ було виключно малим зі значенням 70 % порівняно з традиційним мастильним компаундом. Порівняльний приклад 4 Поверхню ніпеля і поверхню муфти спеціального нарізного з'єднання, виготовленого зі CrMo-сталі, що має показаний в таблиці 1 склад В, піддали наступній підготовчій поверхневій обробці і обробці для нанесення покриття. Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти занурили на 10 хвилин у марганець-фосфатуючий розчин при температурі 80-95 °C з утворенням марганець-фосфатного покриття, що має товщину 12 мкм (шорсткість поверхні - 10 мкм). Таке ж в'язке рідинне мастильне покриття, як описане в прикладі 1, сформували таким же способом на всій поверхні муфти, яка була піддана цій підготовчій поверхневій обробці. Після випаровування розчинника сформували в'язке рідинне мастильне покриття, що має товщину приблизно 60 мкм. Коефіцієнт тертя цього мастильного покриття становив 0,04. Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили на 10 хвилин у цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість поверхні - 8 мкм), що має товщину 12 мкм. Таке ж тверде мастильне покриття з високим коефіцієнтом тертя, як сформоване на безнарізній ділянці металевого контакту поверхні ніпеля в прикладі 1, сформували до товщини 10 мкм на всій поверхні ніпеля, яка була піддана підготовчій поверхневій обробці. У випробуванні на згвинчування і розгвинчування, що повторюються, крутний момент при згвинчувані був постійно високим від першого циклу, і фрикційна корозія виникла на п'ятому циклі, унеможливлюючи продовження випробування. У випробуванні з високим моментним навантаженням відношення ΔТ мало мале значення 61 % порівняно з традиційним мастильним компаундом (порівняльний приклад 1). А саме: коли вся контактна поверхня одного конструктивного елемента нарізного з'єднання була покрита твердим мастильним покриттям із високим коефіцієнтом тертя, стійкість до фрикційної корозії значно погіршувалась, і внаслідок істотного зростання крутного моменту на заплечику відношення ΔТ не поліпшувалося. Порівняльний приклад 5 Поверхню ніпеля і поверхню муфти спеціального нарізного з'єднання, виготовленого з CrMo-сталі, що має показаний в таблиці 1 склад В, піддали наступній підготовчій поверхневій обробці і обробці для нанесення покриття. Поверхня муфти Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню муфти занурили на 10 хвилин у марганець-фосфатуючий розчин при температурі 80-95 °C з утворенням марганець-фосфатного покриття, що має товщину 12 мкм (шорсткість поверхні - 10 мкм). Таке ж тверде мастильне покриття з високим коефіцієнтом тертя, як сформоване на безнарізній ділянці металевого контакту поверхні муфти в прикладі 4, сформували до товщини близько 20 мкм на всій поверхні муфти, яка була піддана підготовчій поверхневій обробці. Поверхня ніпеля Після завершення верстатного шліфування (шорсткість поверхні - 3 мкм) поверхню ніпеля занурили на 10 хвилин у цинк-фосфатуючий розчин при температурі 75-85 °C з утворенням цинк-фосфатного покриття (шорсткість поверхні - 8 мкм), що має товщину 12 мкм. Таке ж покриття з отверджуваної ультрафіолетовим випромінюванням смоли (товщина покриття - 25 мкм), як описане в прикладі 4, сформували таким же способом на всій поверхні ніпеля, яка була піддана підготовчій поверхневій обробці. 25 UA 111250 C2 5 10 15 20 25 30 35 40 45 50 55 У випробуванні на згвинчування і розгвинчування, що повторюються, фрикційна корозія виникала в першому циклі, і випробування припинили. Ця передчасна фрикційна корозія робить неможливою оцінку випробування з високим моментним навантаженням. Було підтверджено, що комбінація покриттів у цьому прикладі дає погане змащування, приводячи до значного погіршення стійкості до фрикційної корозії, яка є основною технічною характеристикою, необхідною для трубного нарізного з'єднання. Інші випробування Для дослідження характеристик захисту від корозії трубного нарізного з'єднання, виготовленого в прикладах 1-4, виконали таку ж підготовчу поверхневу обробку і формування мастильного покриття, як для муфти в таблиці 2, на окремо приготованому випробувальному зразку (70 мм × 150 мм × 1,0 мм товщини). Кожний випробувальний зразок піддали випробуванню в соляному тумані (згідно зі стандартом JIS Z 2371 (згідно зі стандартом ISO 9227) при температурі 35 °C протягом 1000 годин) або випробуванню на вологостійкість (згідно зі стандартом JIS К 5600-7-2 (згідно зі стандартом ISO 6270) при температурі 50 °C і відносній вологості 98 % протягом 200 годин), і обстежували появу іржі. В результаті було виявлено, що в будь-якому із випробувань утворення іржі на трубних нарізних з'єднаннях прикладів 1-4 не відбувалося. Коли кожний із прикладів трубних нарізних з'єднань піддавали випробуванню на газонепроникність і випробуванню на фактичне застосування в реальній буровій установці, кожне з'єднання виявляло задовільні характеристики. Було підтверджено, що згвинчування могло стабільно проводитися за допомогою цих з'єднань, навіть коли крутний момент при згвинчувані був високим, завдяки значенням ΔТ, які були вищими, ніж при традиційно застосовуваному мастильному компаунді. ФОРМУЛА ВИНАХОДУ 1. Трубне нарізне з'єднання, утворене ніпелем і муфтою, які мають контактну поверхню, яка включає безнарізну ділянку металевого контакту, яка включає ущільнювальну ділянку та заплечикову ділянку, і нарізну ділянку, яке відрізняється тим, що контактна поверхня ніпеля і/або муфти має перше мастильне покриття і друге мастильне покриття, при цьому перше мастильне покриття являє собою тверде мастильне покриття, сформоване на безнарізній ділянці металевого контакту, а друге мастильне покриття вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, сформоване на всій контактній поверхні і розміщене зверху, причому перше мастильне покриття має коефіцієнт тертя, який перевищує коефіцієнт тертя другого мастильного покриття. 2. Трубне нарізне з'єднання за п. 1, яке відрізняється тим, що безнарізна ділянка металевого контакту контактної поверхні ніпеля і/або муфти має перше мастильне покриття, а нарізна ділянка контактної поверхні має друге мастильне покриття. 3. Трубне нарізне з'єднання за п. 1, яке відрізняється тим, що контактна поверхня одного з ніпеля і муфти має перше мастильне покриття, сформоване на частині контактної поверхні, яка включає заплечикову ділянку, і друге мастильне покриття, сформоване на щонайменше частині контактної поверхні, де відсутнє перше мастильне покриття, і контактна поверхня іншого з ніпеля і муфти має покриття, вибране з мастильного покриття, яке вибране з в'язкого рідинного мастильного покриття і твердого мастильного покриття, твердого антикорозійного покриття і двошарового покриття, яке включає нижній шар у формі мастильного покриття, вибраного з в'язкого рідинного мастильного покриття і твердого мастильного покриття, і верхній шар в формі твердого антикорозійного покриття. 4. Трубне нарізне з'єднання за п. 3, яке відрізняється тим, що тверде антикорозійне покриття основане на отверджуваній ультрафіолетовим випромінюванням смолі. 5. Трубне нарізне з'єднання за будь-яким з пп. 1-4, яке відрізняється тим, що контактна поверхня ніпеля і/або муфти піддана поверхневій обробці способом, вибраним зі струминної обробки, травлення, фосфатної хімічної конверсійної обробки, оксалатної хімічної конверсійної обробки, боратної хімічної конверсійної обробки, нанесення електролітичного покриття, механічного плакування і двох або більше з цих способів, перед формуванням мастильного покриття або антикорозійного покриття. 6. Трубне нарізне з'єднання за будь-яким з пп. 1-4, яке відрізняється тим, що перше мастильне покриття має товщину 5-40 мкм. 7. Трубне нарізне з'єднання за п. 6, яке відрізняється тим, що друге мастильне покриття являє собою в'язке рідинне мастильне покриття, що має товщину 5-200 мкм, і, коли це друге 26 UA 111250 C2 5 мастильне покриття розміщене зверху першого мастильного покриття, загальна товщина першого мастильного покриття і другого мастильного покриття становить не більше 200 мкм. 8. Трубне нарізне з'єднання за п. 6, яке відрізняється тим, що друге мастильне покриття являє собою тверде мастильне покриття, що має товщину 5-150 мкм, і, коли це друге мастильне покриття розміщене зверху першого мастильного покриття, загальна товщина першого мастильного покриття і другого мастильного покриття становить не більше 150 мкм. 27 UA 111250 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюTubular threaded joint having improved high torque performance
Автори англійськоюGoto, Kunio, Tanaka, Yuji, Yamamoto, Yasuhiro
Назва патенту російськоюТрубное нарезное соединение, которое имеет улучшенную характеристику высокой моментной нагрузки
Автори російськоюГото Кунио, Танака Юдзи, Ямамото Ясухиро
МПК / Мітки
МПК: C10M 159/24, F16L 15/04, C10N 30/00, C10M 105/00, C10M 103/00, E21B 17/042, C10M 159/04, C10N 30/12, C10M 129/40, C10N 10/04, C10N 30/06
Мітки: яке, моментного, трубне, високого, нарізне, характеристику, з'єднання, навантаження, має, поліпшену
Код посилання
<a href="https://ua.patents.su/31-111250-trubne-narizne-zehdnannya-yake-maeh-polipshenu-kharakteristiku-visokogo-momentnogo-navantazhennya.html" target="_blank" rel="follow" title="База патентів України">Трубне нарізне з’єднання, яке має поліпшену характеристику високого моментного навантаження</a>
Трубне нарізне з’єднання з поліпшеними властивостями для високомоментного згвинчування
Номер патенту: 110685
Опубліковано: 25.01.2016
Автор: Гото Куніо
МПК: E21B 17/042, F16L 15/04
Мітки: властивостями, нарізне, поліпшеними, трубне, високомоментного, згвинчування, з'єднання
Формула / Реферат:
1. Трубне нарізне з'єднання, яке складається з ніпеля і муфти, кожний з яких має контактну поверхню, яка складається з нарізної ділянки і контактної ділянки, яка не має різі, що включає ущільнюючу ділянку і упорну ділянку, яке відрізняється тим, що на ділянці, яка включає упорну ділянку контактної поверхні щонайменше одного елемента з ряду, що містить ніпель і муфту, присутнє перше тверде мастильне покриття, на щонайменше частині контактної...
Трубне нарізне з’єднання
Номер патенту: 91751
Опубліковано: 25.08.2010
Автори: Ле Шевальє Бенуа, Хамамото Такахіро, Сумітані Кацутосі, Сугіно Масаакі, Ямамото Міюкі, Верже Ерік, Івамото Мітіхіко, Шарве-Кемен Жан-Франсуа
МПК: F16L 15/00, E21B 17/042
Мітки: з'єднання, нарізне, трубне
Формула / Реферат:
1. Трубне нарізне з'єднання, яке містить ніпель, що є охоплюваним нарізним елементом, утвореним на кінцевій ділянці першої трубної деталі, і муфту, що є охоплюючим нарізним елементом, утвореним на кінцевій ділянці другої трубної деталі, причому як ніпель, так і муфта має нарізну зону і щонайменше одну упорну поверхню для затягування, охоплювана нарізна зона ніпеля зчіплюється з охоплюючою нарізною зоною муфти, щонайменше одна упорна поверхня...
Трубне нарізне з’єднання

Номер патенту: 110034
Опубліковано: 10.11.2015
Автори: Меллон Бертранд, Елдер Рассел
МПК: F16L 15/04, F16L 15/00, E21B 17/02
Мітки: з'єднання, нарізне, трубне
Формула / Реферат:
1. Нарізне трубне з'єднання, що містить:першу трубу, причому перша труба містить елемент у вигляді ніпеля, що проходить від кінця основного корпусу першої труби до наконечника першої труби, причому елемент у вигляді ніпеля містить двї радіально зміщені секції зовнішніх різей, причому дві радіально зміщені секції зовнішніх різей містять першу секцію різі й другу секцію різі, причому перша секція різі відділена від другої секції різі за...
Трубне нарізне з’єднання, яке піддається діаметральному розширенню
Номер патенту: 73779
Опубліковано: 15.09.2005
Автори: Ноель Т'єррі, Кулон Жан-Люк, Варенн Емманюель, Руссі Габріель
МПК: E21B 17/042, F16L 15/00
Мітки: яке, нарізне, з'єднання, піддається, розширенню, трубне, діаметральному
Формула / Реферат:
1. Трубне нарізне з'єднання, що піддається діаметральному розширенню, яке містить обхоплюваний нарізний елемент, виконаний на кінці першої труби, і обхоплюючий нарізний елемент, виконаний на кінці другої труби, причому обхоплюваний нарізний елемент, якщо розглядати його послідовно у напрямку до вільного кінця цього обхоплюваного елемента, містить обхоплювану різь і обхоплювану кромку, яка, в свою чергу, містить зовнішню периферійну поверхню і...
Трубне нарізне з’єднання
Номер патенту: 54429
Опубліковано: 17.03.2003
Автори: Кассіагерра Брюно, Ноель Тьєрі
МПК: E21B 17/042, E21B 17/043
Мітки: нарізне, трубне, з'єднання
Формула / Реферат:
1. Трубне нарізне з'єднання (1), що включає складову (3), що охоплюється, яка має зовнішню різь (8), що охоплюється, складову (2), що охоплює, яка має внутрішню різь (6), що охоплює, що відповідає різі складової, що охоплюється, і засіб для складання цих двох складових при заданому моменті затягування, при цьому складову (3), що охоплюється, угвинчено всередину складової (2), що охоплює, заданим моментом, яке відрізняється тим, що складова...
Попередній патент: Спосіб фіторизоремедіації девастованих ґрунтів
Наступний патент: Спосіб одержання нанопорошків карбідів тугоплавких металів
Випадковий патент: Гранулятор мінеральних добрив