Багаторазова упаковка зі слабколипким клейовим матеріалом
Номер патенту: 110334
Опубліковано: 25.12.2015
Автори: Ромео Дерек Джей, Менн Лінн С., Зерфас Поль Ентоні
Формула / Реферат
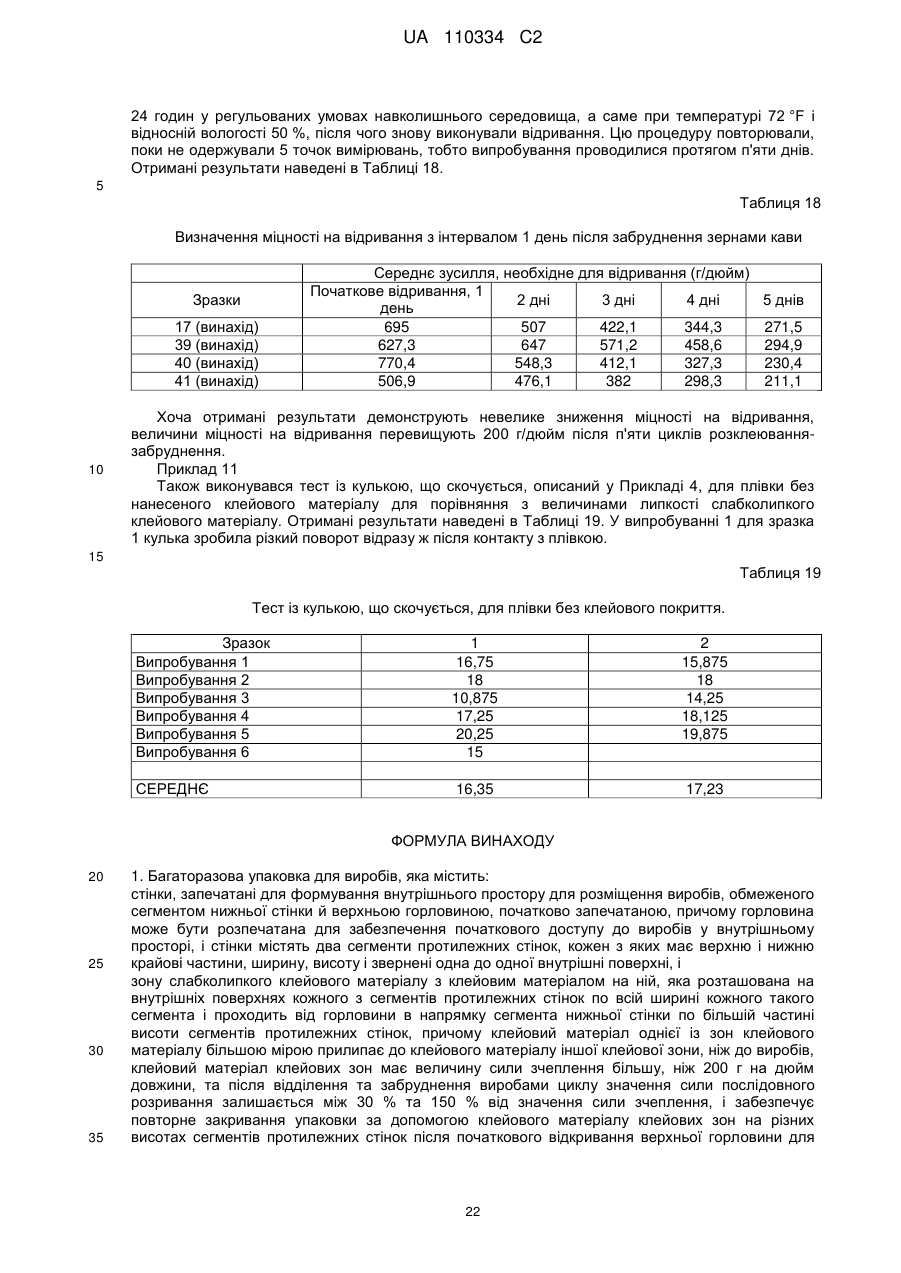
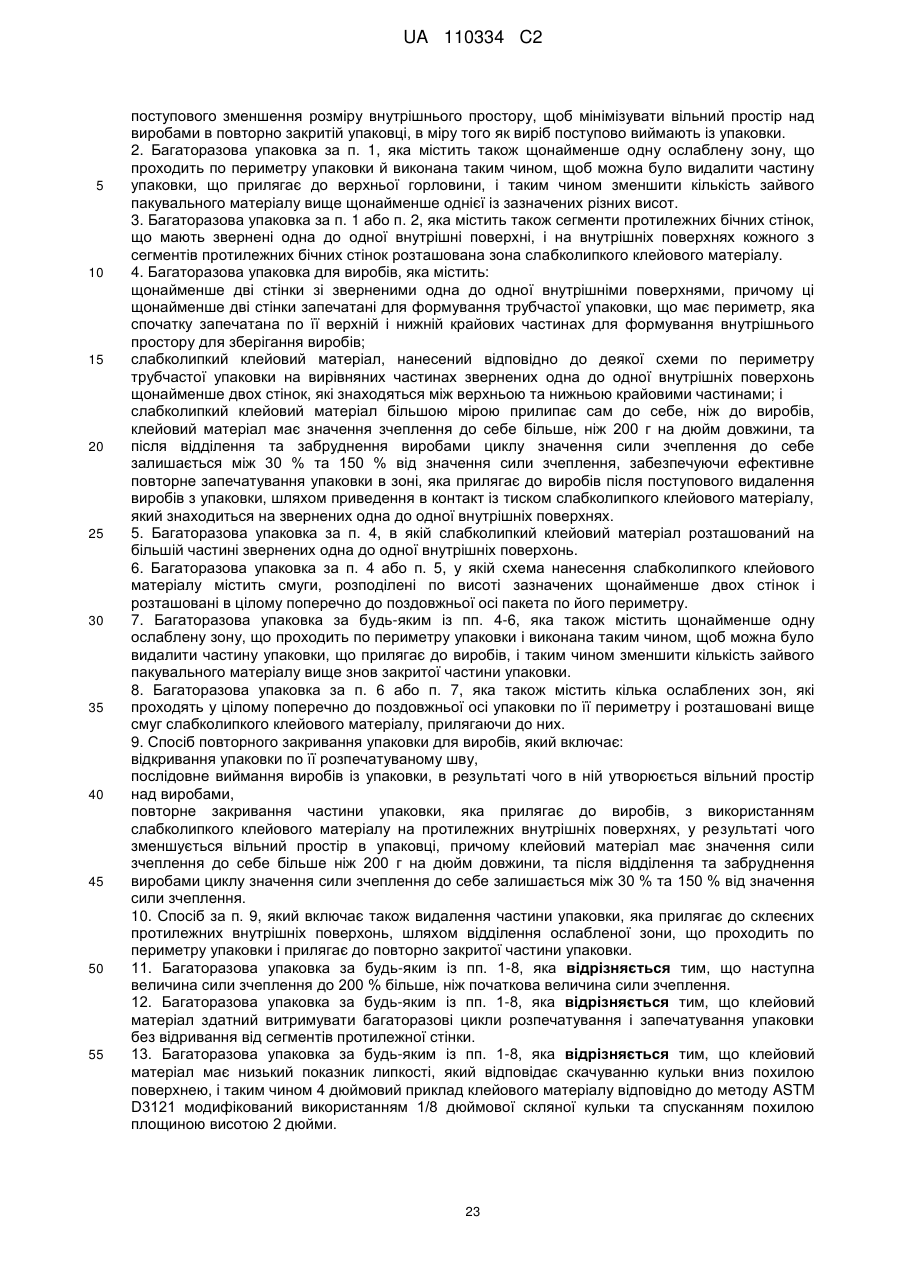
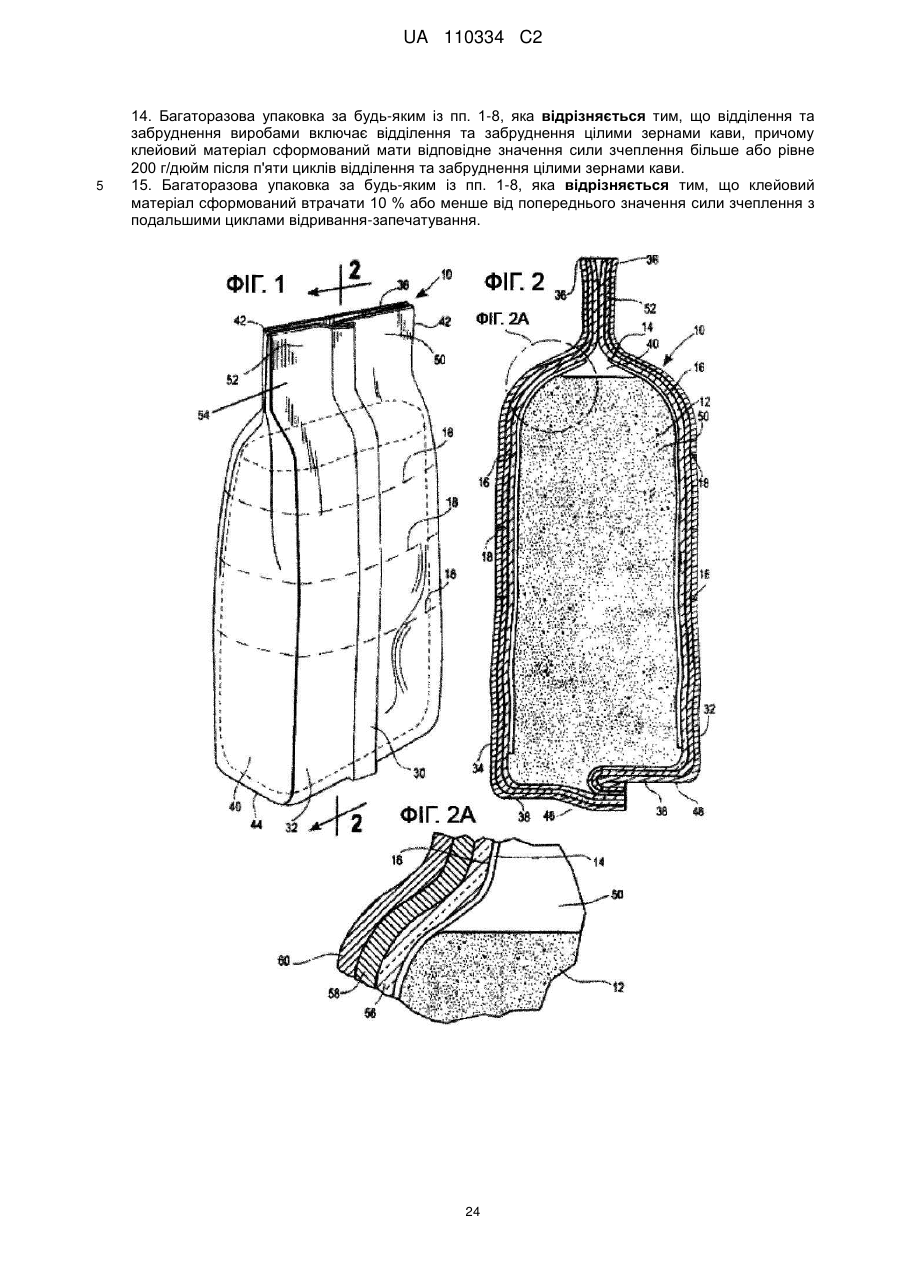
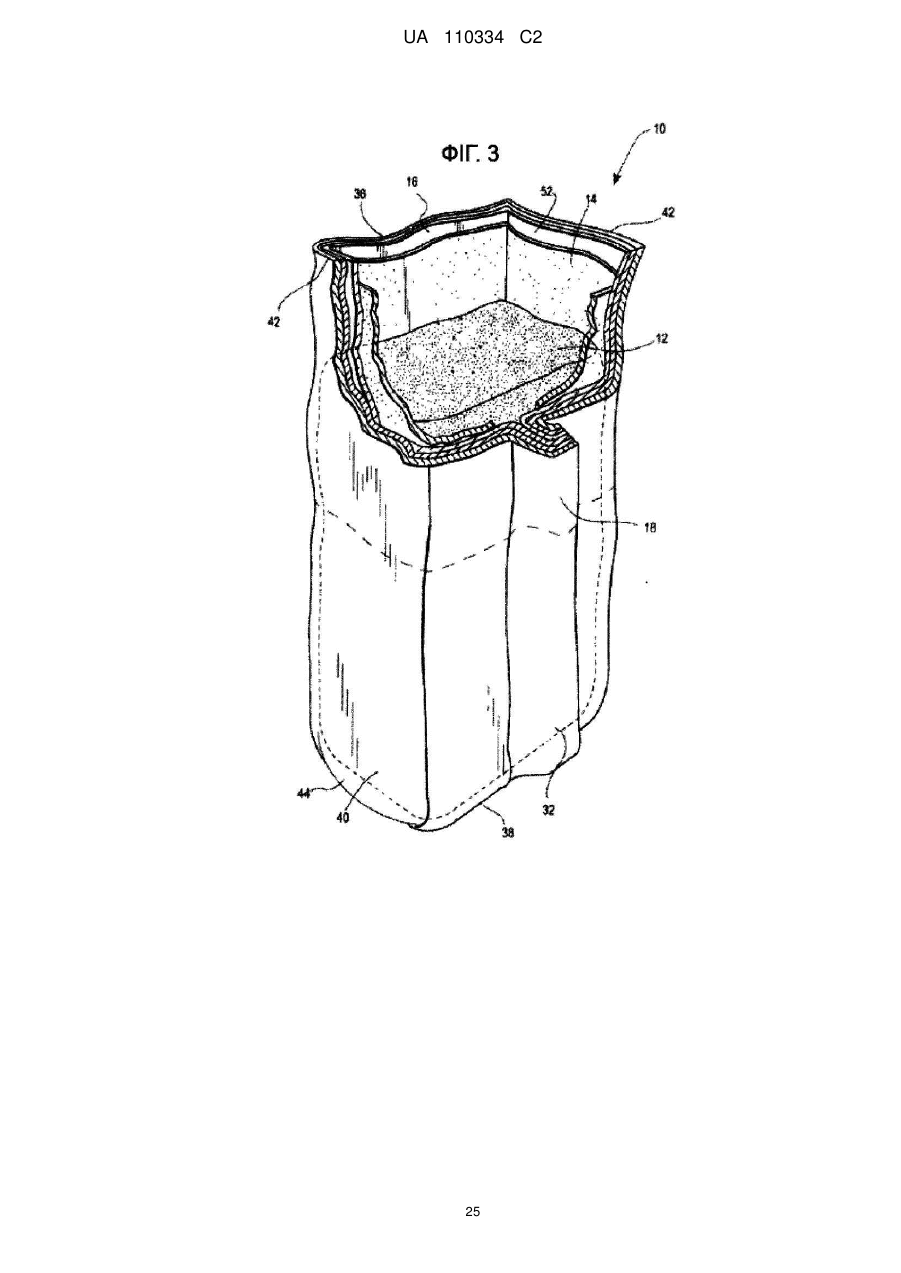
1. Багаторазова упаковка для виробів, яка містить:
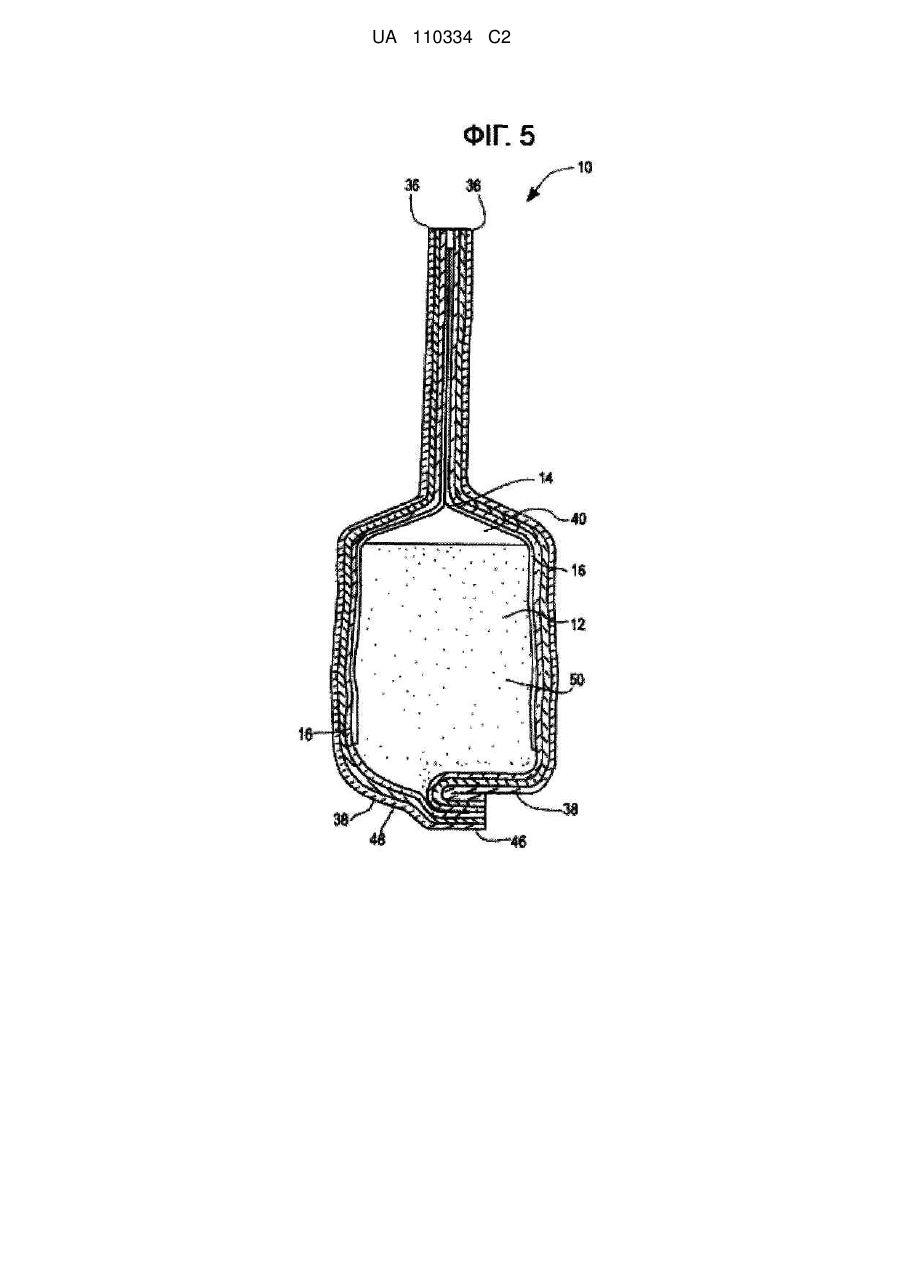
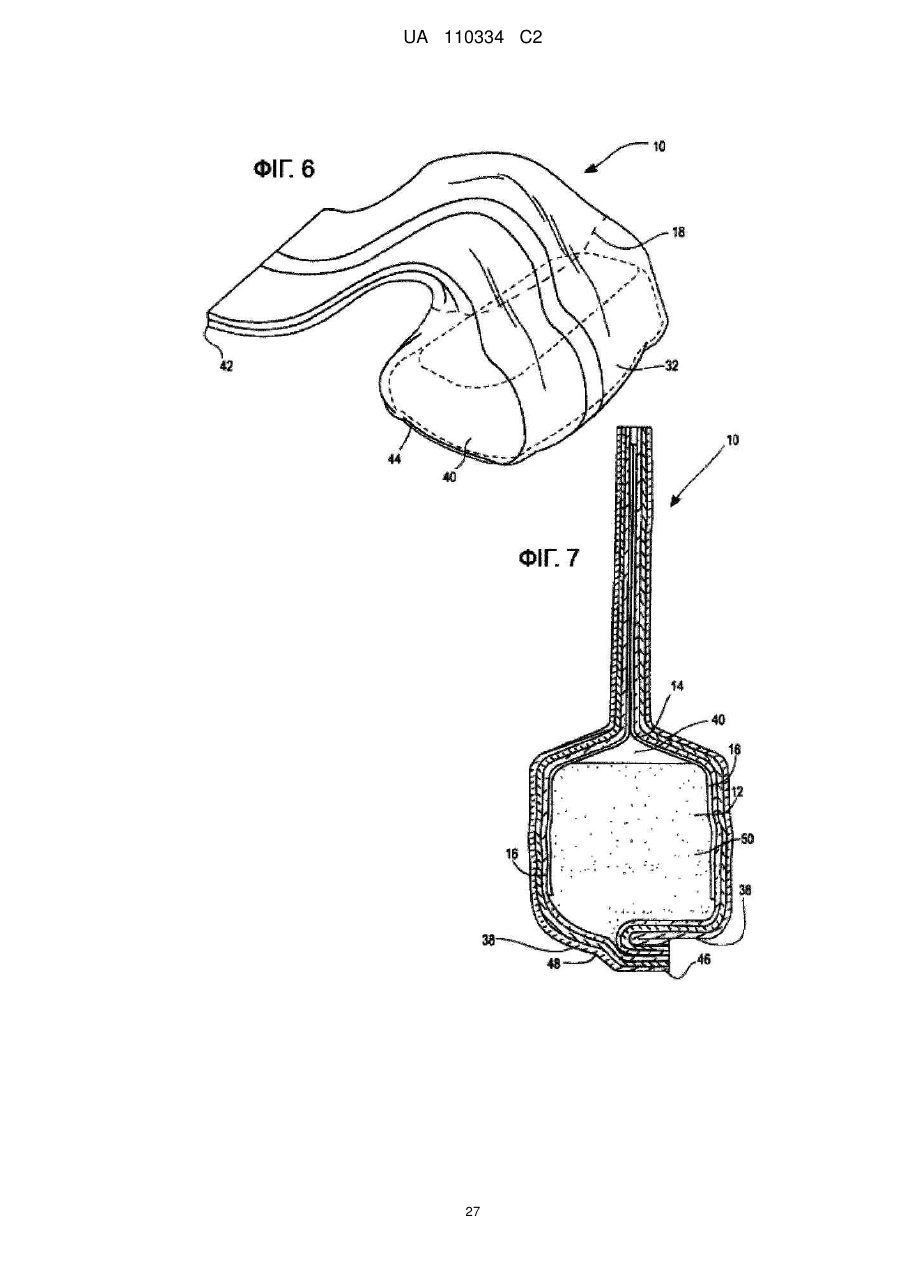
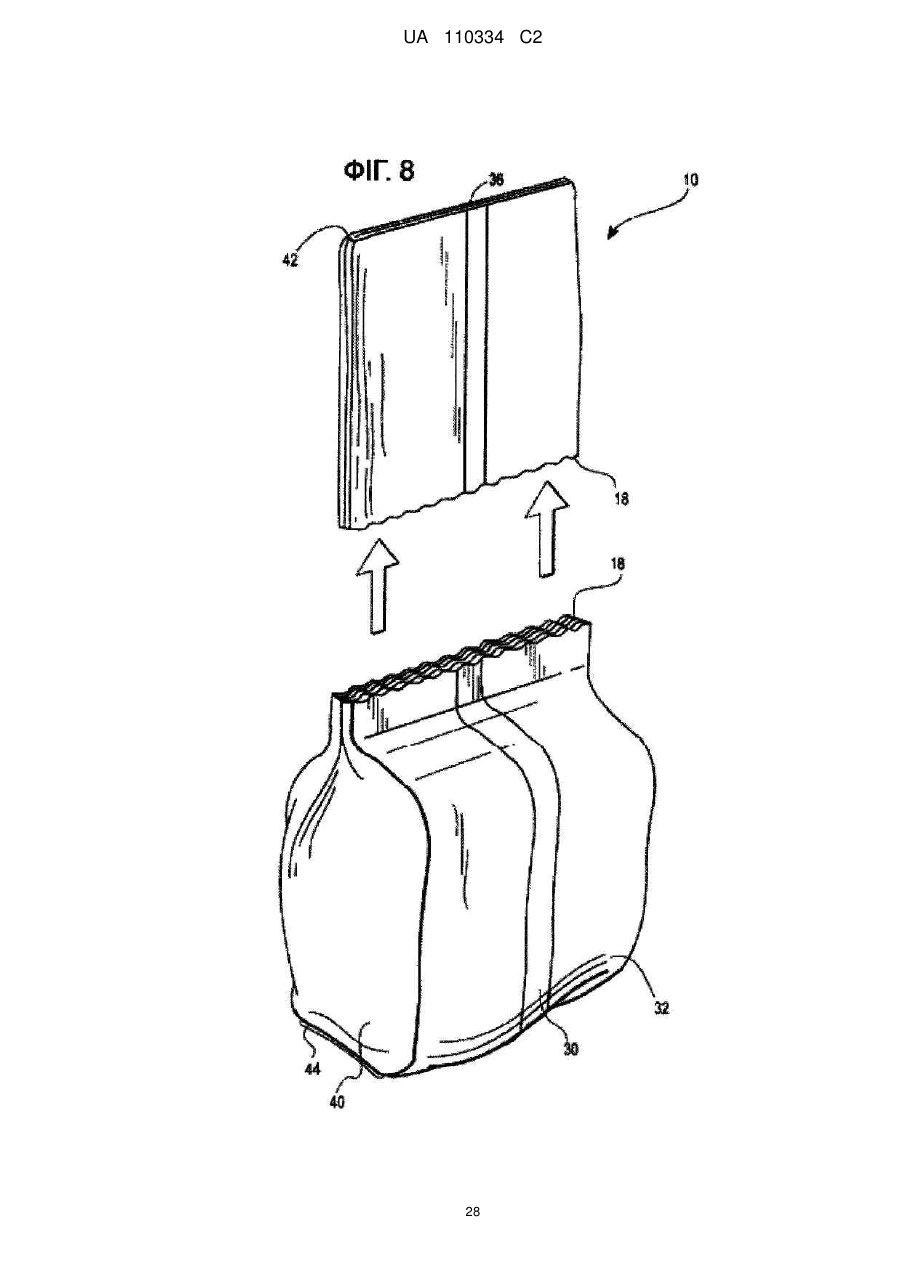
стінки, запечатані для формування внутрішнього простору для розміщення виробів, обмеженого сегментом нижньої стінки й верхньою горловиною, початково запечатаною, причому горловина може бути розпечатана для забезпечення початкового доступу до виробів у внутрішньому просторі, і стінки містять два сегменти протилежних стінок, кожен з яких має верхню і нижню крайові частини, ширину, висоту і звернені одна до одної внутрішні поверхні, і
зону слабколипкого клейового матеріалу з клейовим матеріалом на ній, яка розташована на внутрішніх поверхнях кожного з сегментів протилежних стінок по всій ширині кожного такого сегмента і проходить від горловини в напрямку сегмента нижньої стінки по більшій частині висоти сегментів протилежних стінок, причому клейовий матеріал однієї із зон клейового матеріалу більшою мірою прилипає до клейового матеріалу іншої клейової зони, ніж до виробів, клейовий матеріал клейових зон має величину сили зчеплення більшу, ніж 200 г на дюйм довжини, та після відділення та забруднення виробами циклу значення сили послідовного розривання залишається між 30 % та 150 % від значення сили зчеплення, і забезпечує повторне закривання упаковки за допомогою клейового матеріалу клейових зон на різних висотах сегментів протилежних стінок після початкового відкривання верхньої горловини для поступового зменшення розміру внутрішнього простору, щоб мінімізувати вільний простір над виробами в повторно закритій упаковці, в міру того як виріб поступово виймають із упаковки.
2. Багаторазова упаковка за п. 1, яка містить також щонайменше одну ослаблену зону, що проходить по периметру упаковки й виконана таким чином, щоб можна було видалити частину упаковки, що прилягає до верхньої горловини, і таким чином зменшити кількість зайвого пакувального матеріалу вище щонайменше однієї із зазначених різних висот.
3. Багаторазова упаковка за п. 1 або п. 2, яка містить також сегменти протилежних бічних стінок, що мають звернені одна до одної внутрішні поверхні, і на внутрішніх поверхнях кожного з сегментів протилежних бічних стінок розташована зона слабколипкого клейового матеріалу.
4. Багаторазова упаковка для виробів, яка містить:
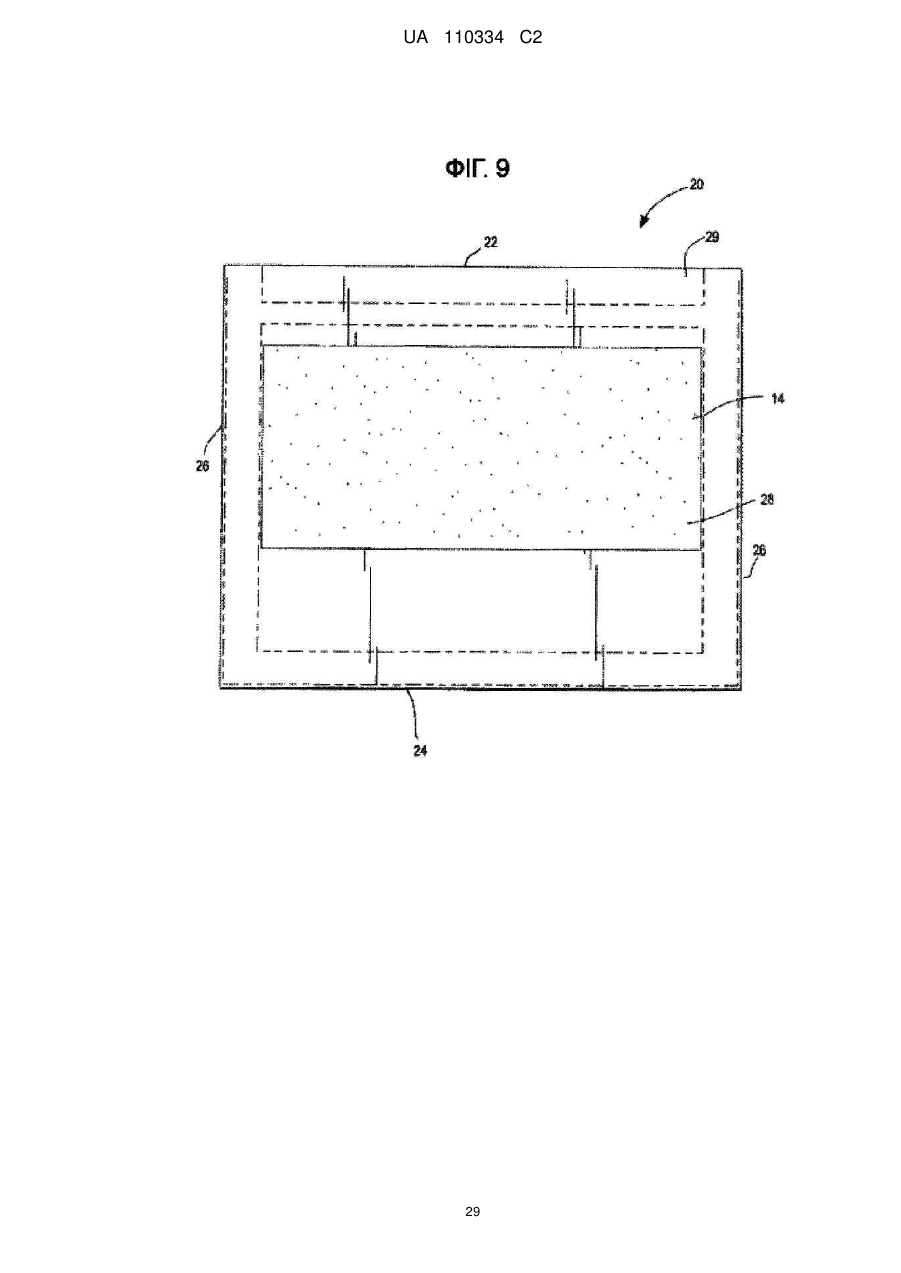
щонайменше дві стінки зі зверненими одна до одної внутрішніми поверхнями, причому ці щонайменше дві стінки запечатані для формування трубчастої упаковки, що має периметр, яка спочатку запечатана по її верхній і нижній крайових частинах для формування внутрішнього простору для зберігання виробів;
слабколипкий клейовий матеріал, нанесений відповідно до деякої схеми по периметру трубчастої упаковки на вирівняних частинах звернених одна до одної внутрішніх поверхонь щонайменше двох стінок, які знаходяться між верхньою та нижньою крайовими частинами; і
слабколипкий клейовий матеріал більшою мірою прилипає сам до себе, ніж до виробів, клейовий матеріал має значення зчеплення до себе більше, ніж 200 г на дюйм довжини, та після відділення та забруднення виробами циклу значення сили зчеплення до себе залишається між 30 % та 150 % від значення сили зчеплення, забезпечуючи ефективне повторне запечатування упаковки в зоні, яка прилягає до виробів після поступового видалення виробів з упаковки, шляхом приведення в контакт із тиском слабколипкого клейового матеріалу, який знаходиться на звернених одна до одної внутрішніх поверхнях.
5. Багаторазова упаковка за п. 4, в якій слабколипкий клейовий матеріал розташований на більшій частині звернених одна до одної внутрішніх поверхонь.
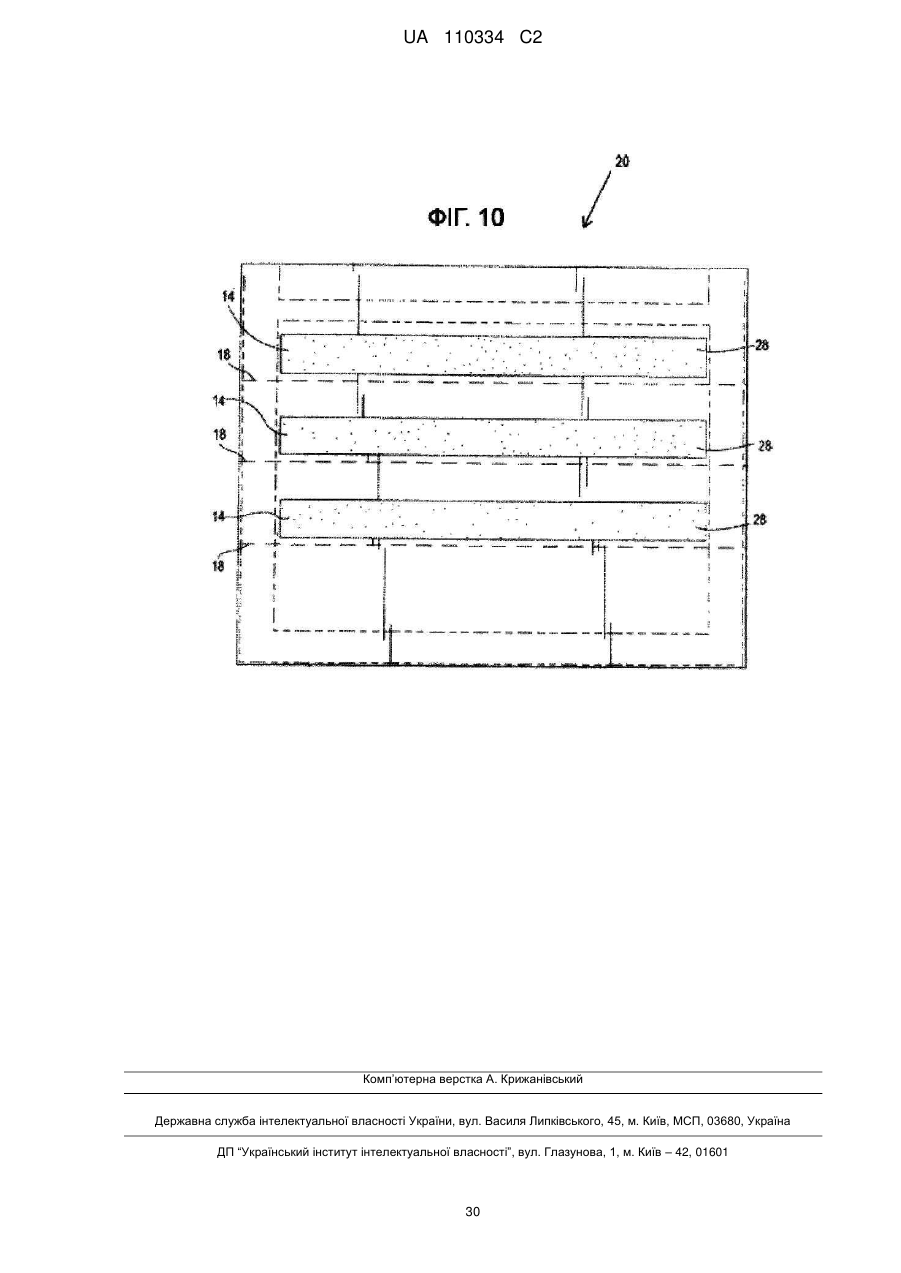
6. Багаторазова упаковка за п. 4 або п. 5, у якій схема нанесення слабколипкого клейового матеріалу містить смуги, розподілені по висоті зазначених щонайменше двох стінок і розташовані в цілому поперечно до поздовжньої осі пакета по його периметру.
7. Багаторазова упаковка за будь-яким із пп. 4-6, яка також містить щонайменше одну ослаблену зону, що проходить по периметру упаковки і виконана таким чином, щоб можна було видалити частину упаковки, що прилягає до виробів, і таким чином зменшити кількість зайвого пакувального матеріалу вище знов закритої частини упаковки.
8. Багаторазова упаковка за п. 6 або п. 7, яка також містить кілька ослаблених зон, які проходять у цілому поперечно до поздовжньої осі упаковки по її периметру і розташовані вище смуг слабколипкого клейового матеріалу, прилягаючи до них.
9. Спосіб повторного закривання упаковки для виробів, який включає:
відкривання упаковки по її розпечатуваному шву,
послідовне виймання виробів із упаковки, в результаті чого в ній утворюється вільний простір над виробами,
повторне закривання частини упаковки, яка прилягає до виробів, з використанням слабколипкого клейового матеріалу на протилежних внутрішніх поверхнях, у результаті чого зменшується вільний простір в упаковці, причому клейовий матеріал має значення сили зчеплення до себе більше ніж 200 г на дюйм довжини,та після відділення та забруднення виробами циклу значення сили зчеплення до себе залишається між 30 % та 150 % від значення сили зчеплення.
10. Спосіб за п. 9, який включає також видалення частини упаковки, яка прилягає до склеєних протилежних внутрішніх поверхонь, шляхом відділення ослабленої зони, що проходить по периметру упаковки і прилягає до повторно закритої частини упаковки.
11. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що наступна величина сили зчеплення до 200 % більше, ніж початкова величина сили зчеплення.
12. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що клейовий матеріал здатний витримувати багаторазові цикли розпечатування і запечатування упаковки без відривання від сегментів протилежної стінки.
13. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що клейовий матеріал має низький показник липкості, який відповідає скачуванню кульки вниз похилою поверхнею, і таким чином 4 дюймовий приклад клейового матеріалу відповідно до методу ASTM D3121 модифікований використанням 1/8 дюймової скляної кульки та спусканням похилою площиною висотою 2 дюйми.
14. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що відділення та забруднення виробами включає відділення та забруднення цілими зернами кави, причому клейовий матеріал сформований мати відповідне значення сили зчеплення більше або рівне 200 г/дюйм після п′яти циклів відділення та забруднення цілими зернами кави.
15. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що клейовий матеріал сформований втрачати 10 % або менше від попереднього значення сили зчеплення з подальшими циклами відривання-запечатування.
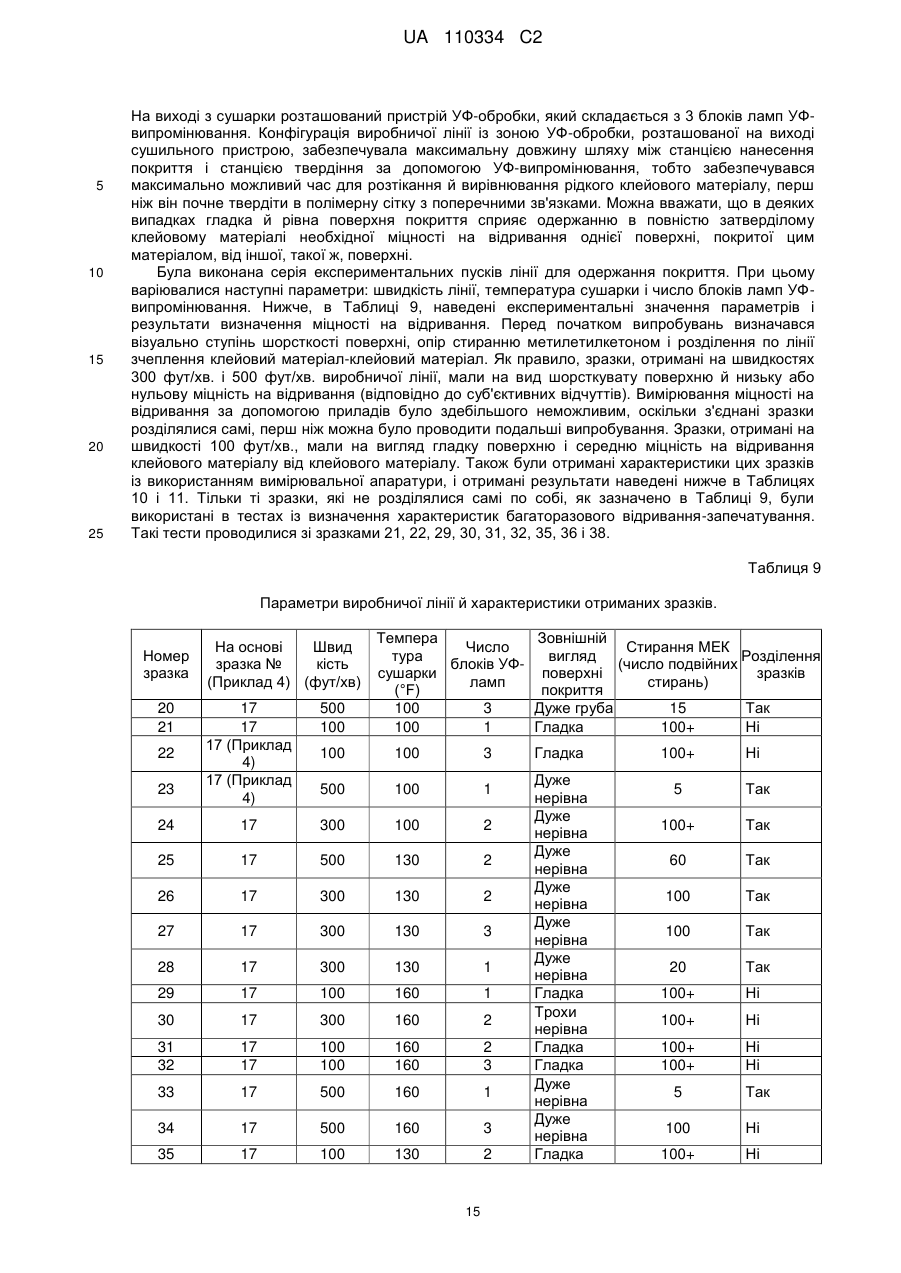
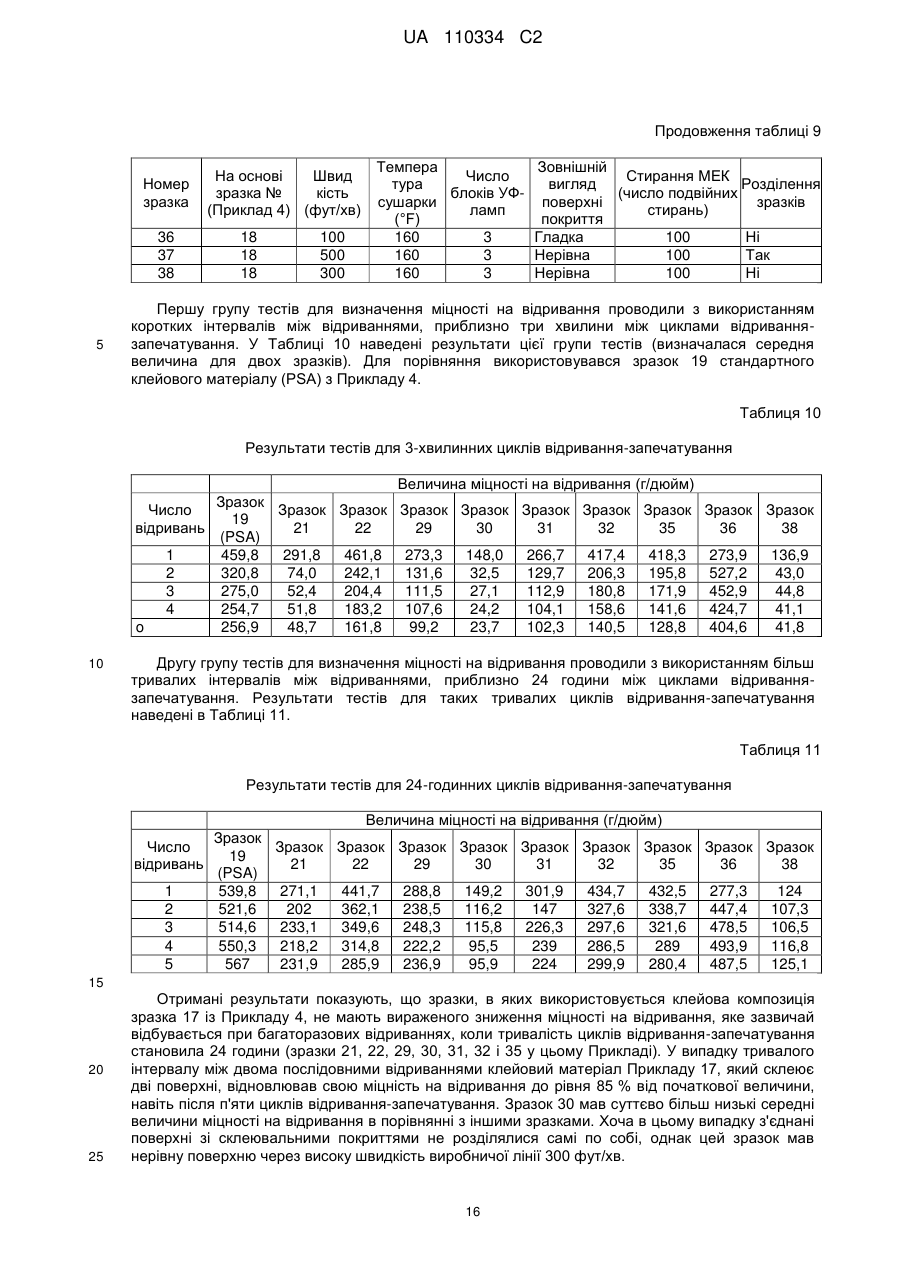
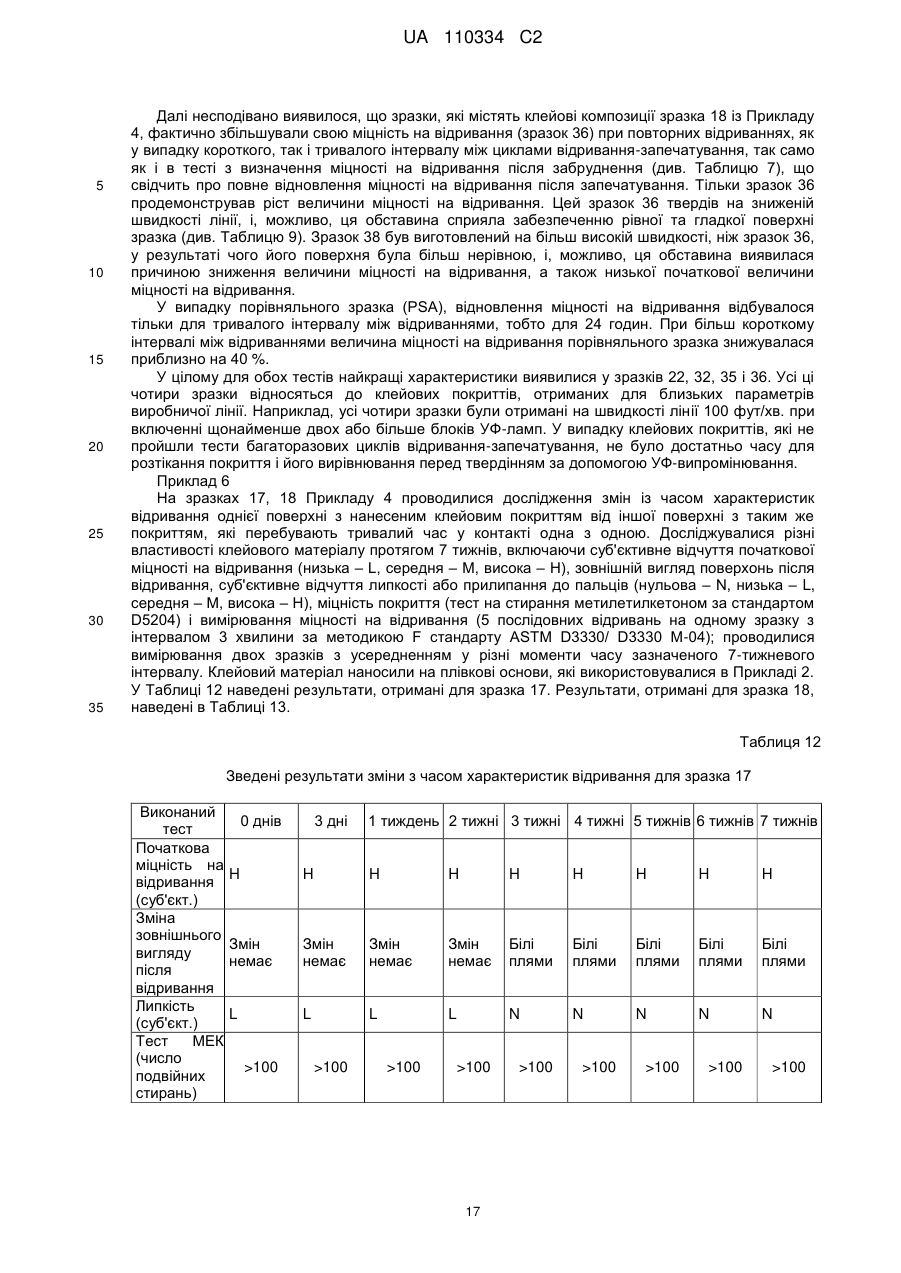
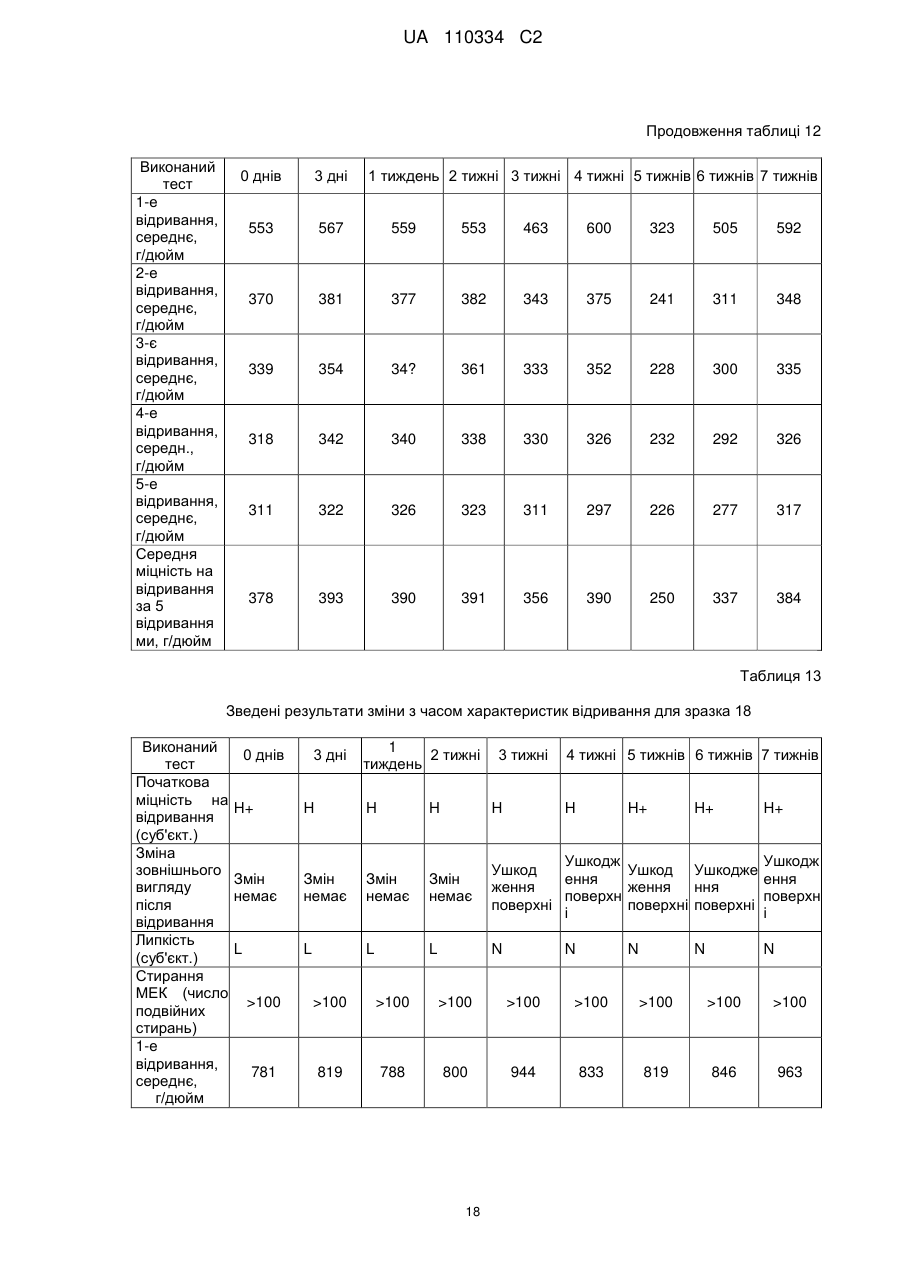
Текст
Реферат: Винахід належить до виготовлення упаковки, яка виконана з можливістю її закривання після початкового відкривання зі зменшенням вільного простору в ній, причому упаковка містить стінки з двома сегментами протилежних стінок, і кожний такий сегмент має верхню та нижню крайові частини, ширину, висоту і звернені одна до одної внутрішні поверхні. Стінки запечатані для формування внутрішнього простору для розміщення в ньому виробів, і цей простір обмежений сегментом нижньої стінки і верхньою горловиною, початково запечатаною з можливістю її видалення. Упаковка містить також зону слабколипкого клейового матеріалу, яка розташована по всій її ширині й проходить від прилягаючої горловини в напрямку сегмента нижньої стінки щонайменше по більшій частині висоти звернених одна до одної внутрішніх поверхонь. Зони клейового матеріалу більшою мірою прилипають одна до одної, ніж до виробів, і забезпечують кількаразове повторне відкривання та закривання упаковки на різних висотах, щоб мінімізувати вільний простір над виробами. UA 110334 C2 (12) UA 110334 C2 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 60 Перехресне посилання на споріднені заявки У даній заявці заявляється конвенційний пріоритет за тимчасовими заявками США: № 61/308,540, подана 26 лютого 2010 р., № 61/317,592, подана 25 березня 2010 р., № 61/407,406, подана 27 жовтня 2010 р., і № 61/407,409, подана 27 жовтня 2010 р., повний зміст яких вводиться тут посиланням. Область техніки У даній заявці розкривається упаковка, яка повторно закривається (багаторазова), і, більш конкретно, багаторазова упаковка, в якій використовується слабколипкий клейовий матеріал для повторного закривання упаковки. Передумови створення винаходу Упаковки, такі як, наприклад, упаковки, виготовлені з гнучкого матеріалу, широко застосовуються для зберігання виробів при транспортуванні, для їхнього зберігання і споживання користувачем. Відомі упаковки виготовляються у великих кількостях зі смуги плівкового матеріалу. Зі смуги матеріалу формується безперервний рукав шляхом запечатування поздовжніх країв смуги. Потім отриманий безперервний рукав може бути розділений на невеликі упаковки шляхом формування поперечних швів і розрізання рукава упоперек у зонах поперечних швів. Зазвичай вироби в таких упаковках можуть зберігатися в герметизованому внутрішньому просторі упаковки до придбання їх споживачем. Після цього споживач може розкрити один із поперечних швів упаковки або видалити кут упаковки для одержання доступу всередину до виробів, що містяться в ній. Після розкривання упаковки виникає проблема її ефективного повторного закривання. Повторне закривання упаковки можна здійснювати за допомогою застібки типу "блискавка", включаючи такі застібки з ковзаючим механізмом, розкритим у патенті США № 5,007,143. Однак таке рішення обмежується можливістю повторного закривання упаковки по лінії блискавки у верхній частині упаковки, в результаті чого в міру виймання з неї продуктів над виробами, що залишилися, утворюється вільний простір. Крім того, вартість блискавки може збільшувати вартість упаковки. Якщо упаковка не має засобу повторного закривання, то звичайна практика полягає в складанні країв упаковки, в результаті чого зменшується вільний простір над виробами і закривається розкритий шов. Для утримання країв упаковки в складеному стані може використовуватися затискач. Однак у цьому випадку часто не забезпечується достатнє закривання упаковки, і якщо у споживача немає затискача, то складені краї упаковки можуть розгорнутися, і вироби будуть відкритими. Короткий опис винаходу У винаході пропонується упаковка, виконана з можливістю повторного закривання в декількох місцях, поступово все ближче до нижньої частини упаковки, після її початкового відкривання й наступного виймання виробів, наявних усередині упаковки, для зменшення вільного простору над виробами. Упаковка містить дві протилежні стінки, кожна з яких містить щонайменше одну клейку зону, на якій є наявним слабколипкий клейовий матеріал, нанесений по суті по всій ширині внутрішньої поверхні упаковки. Коли протилежні стінки притискають одну до одної, клейкі зони знову закривають упаковку. Слабколипкий клейовий матеріал особливо ефективний для повторного закривання упаковки, оскільки зони клейового матеріалу більшою мірою прилипають одна до одної, ніж до виробів в упаковці, у результаті чого зони клейового матеріалу приклеюються одна до одної, навіть якщо цей матеріал дотикається до виробів. У міру того, як вироби послідовно виймають із упаковки і упаковку знову закривають, над виробами утворюється вільний простір. Розмір клейких зон може забезпечувати притиснення протилежних стінок одна до одної на висоті, достатньо близькій до виробів, для повторного закривання упаковки в цьому місці, у результаті чого мінімізується вільний простір в упаковці. Упаковка може містити також одну або декілька ослаблених зон, які забезпечують можливість видалення верхньої частини упаковки над її повторно закритою частиною. Така упаковка має ряд переваг. Наприклад, у результаті зменшення в упаковці вільного простору над виробами може бути зменшений об'єм повітря в повторно закритій упаковці. Крім того, якщо клейка зона розташована на декількох висотах упаковки, то упаковка може бути закрита повторно на декількох висотах, і може забезпечуватися можливість повторного закривання упаковки поряд із виробами, що знаходяться в ній, які послідовно вилучають із упаковки в дискретні моменти часу. Нарешті, додаткові ослаблені зони можуть забезпечувати видалення зайвої частини упаковки, що буде полегшувати доступ до виробів. У одному з варіантів упаковка може містити стінки з двома сегментами протилежних стінок, і кожний такий сегмент має верхню та нижню крайові частини, ширину, висоту й звернені одна до одної внутрішні поверхні. Стінки запечатуються для формування внутрішнього простору, в 1 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 60 якому розміщаються вироби. Внутрішній простір обмежується знизу сегментом нижньої стінки і зверху верхньою, початково запечатаною горловиною, яка може бути розпечатана шляхом розділення стінок для забезпечення початкового доступу до виробів. Упаковка містить також клейку зону, на якій розташований слабколипкий клейовий матеріал і яка проходить по суті по всій ширині протилежних внутрішніх поверхонь. Така клейка зона може проходити від самої горловини в напрямку сегмента нижньої стінки, займаючи щонайменше більшу частину висоти сегментів протилежних стінок. Клейкі зони можуть у більшій мірі прилипати одна до одної, ніж до виробів, і забезпечують кількаразове повторне закривання упаковки на різних висотах сегментів протилежних стінок. Повторне закривання упаковки на різних висотах може забезпечувати можливість мінімізації вільного простору в упаковці над виробами, у міру того як їх послідовно вилучають із упаковки в дискретні моменти часу. У іншому варіанті упаковка може містити щонайменше дві стінки зі зверненими одна до одної внутрішніми поверхнями, причому ці щонайменше дві стінки запечатані по їхніх поздовжніх крайових частинах для формування трубчастого напівфабрикату упаковки. Трубчастий напівфабрикат упаковки спочатку запечатують по його верхній і нижній крайових частинах для формування початково запечатаної упаковки з внутрішнім простором для зберігання виробів. Упаковка може також містити слабколипкий клейовий матеріал, нанесений по суті по периметру трубчастої упаковки на вирівняних частинах звернених одна до одної внутрішніх поверхонь щонайменше двох стінок. Переважно клейовий матеріал розташований між верхньою і нижньою крайовими частинами. Далі, слабколипкий клейовий матеріал більшою мірою прилипає сам до себе, ніж до виробів, забезпечуючи ефективне повторне запечатування упаковки в зоні, яка прилягає до виробів після поступового їх виймання, шляхом приведення в контакт із тиском слабколипкого клейового матеріалу, який знаходиться на звернених одна до одної внутрішніх поверхнях. Короткий опис креслень Фігура 1 – вид у перспективі багаторазової упаковки, на якому ілюструється її горловина в початковому закритому стані, і упаковка повністю заповнена виробами. Фігура 2 – вид збоку перерізу багаторазової упаковки, показаної на фігурі 1, по лінії 2-2 фігури 1, на якому видно заповнення упаковки виробами. Фігура 2А – вид збільшеної частини перерізу, показаного на фігурі 2, на якому ілюструються тонкі шари стінки багаторазової упаковки. Фігура 3 – вид у перспективі багаторазової упаковки, показаної на фігурі 1, з вирізом частини упаковки, причому горловина показана у відкритому стані, і упаковка повністю заповнена виробами. Фігура 4 – вид у перспективі багаторазової упаковки, показаної на фігурі 1, після початкового відкривання горловини і вилучення через неї частини виробів із наступним запечатуванням протилежних стінок над виробами, причому вироби, що залишаються в упаковці, мають проміжний рівень. Фігура 5 – вид перерізу багаторазової упаковки, показаної на фігурі 4, з виробами, що мають проміжний рівень, і з протилежними стінками, запечатаними над виробами. Фігура 6 – вид у перспективі багаторазової упаковки, показаної на фігурі 1, після розкривання горловини і вилучення через неї частини виробів із наступним запечатуванням протилежних стінок над виробами, причому вироби, що залишаються в упаковці, мають низький рівень. Фігура 7 – вид перерізу багаторазової упаковки, показаної на фігурі 6, з виробами, що мають низький рівень і з протилежними стінками, запечатаними над виробами. Фігура 8 – вид у перспективі багаторазової упаковки, показаної на фігурі 1, на якому ілюструється віддалена частина над протилежними стінками, запечатаними над виробами, що мають проміжний рівень. Фігура 9 – вид зверху в плані листа гнучкого матеріалу, на якому показана схема нанесення слабколипкого клейового матеріалу. Фігура 10 – вид зверху в плані листа гнучкого матеріалу, на якому показана схема нанесення слабколипкого клейового матеріалу. Докладний опис винаходу На фігурі 1 представлений вид багаторазової упаковки 10, яка забезпечує користувачеві можливість її повторного закривання зі зменшенням вільного простору над виробами 12, які знаходяться всередині упаковки 10, при їх послідовному вийманні. Виробами 12 можуть бути будь-які продукти, підходящі для зберігання в упаковці 10, такі як, наприклад, харчові продукти, включаючи крекери, печиво, сир, м'ясо, каву, горіхи, сушені фрукти, спеції і т.п., або інші вироби, які можна поступово діставати з упаковки, такі як компакт-диски, батарейки або канцелярські 2 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 60 товари. В ілюстративному варіанті, розглянутому в даному описі, мова йде про упаковку для харчових продуктів. Багаторазову упаковку, розкриту в даному описі, одержують щонайменше частково з використанням слабколипкого клейового матеріалу 14, нанесеного на протилежні внутрішні поверхні 16 багаторазової упаковки 10, у якій слабколипкий клейовий матеріал 14 більшою мірою приклеюється сам до себе, ніж до харчових продуктів 12. У результаті забезпечується можливість склеювання протилежних внутрішніх поверхонь 16, на які нанесений клейовий матеріал 14, коли користувач стискає їх разом, навіть якщо харчові продукти 12 стикаються з клейовим матеріалом 14 при їх вийманні з упаковки 10. Багаторазова упаковка 10 може додатково містити зону 18 зменшеної міцності, яка проходить по периметру упаковки, що дозволяє користувачеві видалити частину упаковки над харчовими продуктами 12 разом із прилягаючою запечатаною ділянкою протилежних внутрішніх поверхонь 16, у результаті чого зменшується розмір упаковки 10. Слабколипкий клейовий матеріал 14 і упаковка 10 мають такі характеристики, які дозволяють мінімізувати можливість небажаного приклеювання клейового матеріалу 14 до інших поверхонь або до харчових продуктів 12 і в той же час забезпечують досить ефективне повторне закривання упаковки. А саме, клейовий матеріал 14 має унікальну композицію, яка забезпечує задані характеристики приклеювання поверхонь, що запечатуються, і їх відривання одна від одної таким чином, щоб користувач міг багато разів закривати упаковку для запечатування її вмісту та відкривати її, і щоб у той же час не відбувалося відшаровування багатошарового матеріалу від плівкової основи, яка формує протилежні внутрішні поверхні 16. Для цієї мети клейовий матеріал 14 зазвичай містить склад, який твердіє за допомогою УФвипромінювання і має порівняно низькі рівні липкості для мінімізації небажаного приклеювання до інших поверхонь, а також задані зусилля приклеювання або відривання, достатні для надійного повторного запечатування й відкривання упаковки 10. У той же час клейовий матеріал 14 має достатнє зчеплення з багатошаровим матеріалом упаковки 10, так щоб матеріал 14 не відшаровувався від нього при відкриванні упаковки 10. У одному з варіантів клейовий матеріал 14 може містити спеціальні суміші акрилового олігомеру, який твердіє за допомогою УФвипромінювання, і агента, який регулює липкість матеріалу. У інших варіантах клейовий матеріал 14 може містити спеціальні суміші акрилового олігомеру, який твердіє за допомогою УФ-випромінювання, агента, що регулює липкість, і еластомера (каучуку). У переважних варіантах клейовий матеріал 14 являє собою слабколипкий матеріал, який твердіє за допомогою УФ-випромінювання, клеюча дія якого підсилюється при тиску, причому матеріал має невисоку липкість і хороші когезійні властивості, що забезпечує сильне зчеплення з багатошаровим матеріалом, який формує протилежні внутрішні поверхні 16. Як це добре відомо, матеріал, що має когезійні властивості, зазвичай набагато краще приклеюється до споріднених матеріалів (самоадгезія), ніж до інших матеріалів. Підходящі склеювальні матеріали, які використовуються з метою даного винаходу, мають порівняно невисоку липкість стосовно небажаних поверхонь і в той же час проявляють хорошу силу зчеплення із заданими поверхнями, запобігаючи його відшаровуванню від передньої та задньої гнучких панелей, і порівняно хороше когезійне (або самоадгезійне) зчеплення зі схожими поверхнями для утримування упаковки в закритому стані, забезпечуючи в той же час можливість її відкривання користувачем. Обрані клейові матеріали також забезпечують відривання або відклеювання від таких схожих матеріалів, так що клейові шари можуть бути багаторазово відклеєні без суттєвої шкоди для клейового матеріалу і/або основи, що лежить нижче. Коли клейовий матеріал відклеюють (відривають), обраний клейовий матеріал має достатню внутрішню цілісність і відклеюється по межі приклеювання в цілому чисто, без суттєвого захоплення, витягування, відшаровування матеріалу від основи і/або інших суттєвих порушень форми матеріалу. У переважних варіантах сполучні засоби на основі клейового матеріалу забезпечують з'єднання протилежних смуг клейового матеріалу із середньою силою зчеплення (міцність на відривання), яка перевищує приблизно 200 г на дюйм довжини (г/дюйм), переважно від приблизно 200 г/дюйм до приблизно 900 г/дюйм. Більше того, в деяких випадках клейові з'єднувальні засоби 14 зберігають силу зчеплення, яка перевищує 200 г/дюйм і/або щонайменше від приблизно 30 % до приблизно 200 % від середньої величини сили зчеплення, після п'яти циклів запечатування і розпечатування. У іншому варіанті упаковка 10 і клейовий матеріал 14 мають такі характеристики, що сила зчеплення клейового матеріалу з внутрішньою поверхнею 16 основи в цілому перевищує зусилля розпечатування упаковки, необхідне для подолання сили зчеплення між шарами самого клейового матеріалу 14. Таким чином, клейовий матеріал 14 здебільшого залишається приклеєним до внутрішніх поверхонь 16 і практично не знімається, не витягується й не 3 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 60 відшаровується від внутрішніх поверхонь 16, коли користувач відкриває упаковку 10. Наприклад, у одному з варіантів сила зчеплення клейового матеріалу з плівковим матеріалом упаковки перевищує 900 г/дюйм, і шар клейового матеріалу здатний витримувати багаторазові цикли розпечатування і запечатування упаковки без відривання від плівкового матеріалу. Крім того, клейовий матеріал піддають твердінню, так щоб він міг витримати більше 100 подвійних протирань метилетилкетоном (за стандартом ASTM D 5402-06). На фігурах 1 – 10 ілюструється варіант багаторазової упаковки 10, яка виготовляється з листа 20 гнучкого матеріалу, з якого формуються верхня та нижня крайові частини 22, 24, 42 і 44, а також бічні крайові частини 26. Перед формуванням упаковки 10 із листа 20, на поверхню 29 листа, яка формує внутрішні поверхні упаковки 10, може бути нанесений або надрукований за заданою схемою шар слабколипкого клейового матеріалу 14. Однак шар слабколипкого клейового матеріалу 14 може бути нанесений на лист 20 і в процесі формування упаковки 10. Схема 28 нанесення клейового матеріалу може мати будь-яку підходящу форму, включаючи, наприклад, всю поверхню листа 20, практично всю поверхню листа 20 за винятком частин, що запечатуються, і допусків навколо них, більшу частину листа 20, зокрема проміжну частину між верхньою і нижньою частинами листа 20, як показано на фігурі 9, або смуги, розподілені по висоті листа 20, як показано на фігурі 10. Однак у переважних варіантах схема 28 займає щонайменше більшу частину між бічними краями 26 на необхідних висотах, залишаючи місце для поздовжнього шва, так що клейовий матеріал 14 при формуванні упаковки 10 може формувати безперервне ущільнення. У розглянутому варіанті лист 20 може використовуватися для формування багаторазової упаковки 10, яка має, наприклад, типову горизонтальну або вертикальну форму. У цьому випадку упаковка 10 має трубчасту форму з поздовжнім герметизуючим швом 30 типу "fin seal" (риб'ячий плавник), який з'єднує бічні крайові частини 26 листа 20. Упаковка 10 має передню стінку 32 і задню стінку 34, кожна з яких має верхню 36 і нижню 38 крайові частини. Упаковка 10 містить також бічні стінки 40, які з'єднують передню 32 та задню 34 стінки і мають верхню 42 та нижню 44 крайові частини. У розглянутому варіанті нижній шов 46 формується між нижніми крайовими частинами 38 передньої 32 та задньої 34 стінок і нижніх крайових частин 44 бічних стінок 40. Як показано на фігурах, бічні стінки 40 згинаються всередину на нижніх крайових частинах 44 для формування нижнього шва 46, однак бічні стінки 40 можуть також згинатися назовні для формування нижнього шва, який виходить назовні. Згинання нижніх крайових частин 44 бічних стінок 40 усередину може формувати нижній сегмент 48 упаковки 10, на який вона може опиратися при установці у вертикальному положенні. У інших варіантах можуть використовуватися два листи матеріалу, схеми нанесення клейового матеріалу яких є дзеркальними відображеннями одна одної, і ці протилежні краї цих листів запечатуються для формування трубчастої форми. У іншому варіанті вздовж нижньої частини або вздовж сторін упаковки може бути сформоване ребро жорсткості. Після запечатування нижнього шва 46 в упаковці 10 утворюється внутрішній простір 50 із горловиною 52, сформованою верхніми крайовими частинами 36, 42 передньої 32, задньої 34 і бічних 40 стінок. Як це здійснюється у відомих упаковках, після формування поздовжнього шва 30 "fin seal" і нижнього шва 46, внутрішній простір 50 може бути заповнений харчовими продуктами 12. Верхній шов 54, так само як і нижній шов 46, може бути сформований між верхніми крайовими частинами 36 передньої 32 та задньої 34 стінок і верхніми крайовими частинами 42 бічних стінок 40. У розглянутому варіанті верхній шов 54 віддалений на деяку відстань від верхньої крайки 53 упаковки 10. Завдяки цьому формується виступаюча частина 55 стінки, за яку може захоплювати пальцями користувач при відкриванні упаковки 10 шляхом розпечатування або видалення верхнього шва 54. У варіанті, що розглядається, верхній шов 54 і/або нижній шов 46 можуть бути відокремлюваними, наприклад, верхній шов 54 і нижній шов 46 можуть бути початково розпечатані, або ж весь шов 46, 54 може бути відокремлений від упаковки 10, наприклад, по ослаблених зонах. Сформована таким чином упаковка 10 може бути заповнена харчовими продуктами 12 і герметично запечатана для зберігання, транспортування й викладення для продажу. Користувач може відкрити упаковку 10 шляхом відокремлення одного зі швів 46, 54, вилучити харчові продукти 12 і знову запечатати упаковку 10 шляхом склеювання протилежних внутрішніх поверхонь 16 із використанням слабколипкого клейового матеріалу 14. Як уже вказувалося, упаковка 10 може надходити до користувача з харчовими продуктами 12, які знаходяться у внутрішньому просторі 50, у початково герметично запечатаному стані, який забезпечується нижнім швом 46, верхнім швом 54 і поздовжнім швом 30. Користувач може потім розпечатати або відокремити верхній шов 54 для одержання доступу до внутрішнього простору 50 із харчовими продуктами 12. Після початкового розкривання упаковки 10 4 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 60 користувач послідовно вилучає з внутрішнього простору 50 харчові продукти 12, і над продуктами, що залишаються в упаковці, збільшується об'єм вільного простору. Слабколипкий клейовий матеріал 14 може використовуватися споживачем для послідовного зменшення цього вільного простору. Як уже вказувалося, упаковку 10 можна знову запечатувати на висоті, яка знаходиться між верхнім швом 54 і сегментом 48 нижньої стінки, і зокрема на висоті, на якій шар слабколипкого клейового матеріалу 14 проходить практично по всьому периметру упаковки 10 у відповідності зі схемою 28. Шар слабколипкого клейового матеріалу 14 у відповідності зі схемою 28 може покривати більшу частину листа 20, наприклад, область, зміщену в напрямку верхньої частини упаковки 10, як показано на фігурі 9, або весь лист 20, за винятком верхньої 22 та нижньої 24 крайових частин і бічних крайових частин 26. У інших варіантах схема 28 нанесення шару слабколипкого клейового матеріалу 14 може містити кілька поперечних смуг матеріалу 14, як це показано на фігурі 10. Відповідно, після вилучення частини харчових продуктів 12, у результаті чого виникає вільний простір у верхній частині упаковки 10, користувач може зігнути бічні стінки 40 усередину на висоті, відповідній рівню харчових продуктів 12. Після того, як бічні стінки 40 зігнуті всередину, користувач може стиснути передню 32 та задню 34 стінки, в результаті чого шари слабколипкого клейового матеріалу 14 на протилежних стінках будуть притиснуті один до одного. Як уже вказувалося, завдяки тому, що когезійні властивості слабколипкого клейового матеріалу 14 вищі, ніж його адгезійні властивості, тиск, створюваний користувачем, забезпечує склеювання шарів матеріалу 14 і ефективне повторне запечатування упаковки 10. Потім упаковка 10 може бути відкрита шляхом роз'єднання шарів слабколипкого клейового матеріалу 14, які знаходяться на передній 32, задній 34 і бічних 40 стінках, у результаті чого відкривається доступ до харчових продуктів 12. У міру того, як вилучається все більше харчових продуктів 12, користувач може повторно закривати упаковку в зоні, що прилягає до харчових продуктів 12, для видалення додатково виникаючого вільного простору в упаковці 10 шляхом прикладання тиску до слабколипкого склеювального матеріалу 14 на відповідній висоті упаковки в межах області, на яку нанесений шар клейового матеріалу 14. Ця область може займати всю поверхню по початковій висоті упаковки 10 або ж може знаходитися тільки на обраних висотах, наприклад, у нижній третині, у верхній третині, у верхніх двох третинах або у верхніх трьох чвертях. Крім того, може використовуватися кілька рознесених зон, наприклад, частинами по 25 %, 20 % або 10 %, і на зовнішній поверхні можуть бути нанесені покажчики місця розташування цих зон, такі як графічні індикатори, ослаблені зони упаковки і т.п. У одному з варіантів лист 20 може бути сформований із декількох шарів гнучких матеріалів. Як показано на фігурі 2, лист 20 містить внутрішній шар 56, проміжний шар 58 і зовнішній шар 60. У одному з варіантів як внутрішній шар 56 використовується співекструзійна плівка, яка може запечатуватися термозварюванням і складається в основному з полімерної композиції, такої як поліетилен, етиленвінілацетат, Surlyn або їхні суміші; як проміжний шар 58 використовується металева фольга, наприклад, алюмінієва фольга; і як зовнішній шар 60 може використовуватися поліетилентерефталат, такий як орієнтований поліетилентерефталат. При такій будові текстові повідомлення чи інші цифро-буквені або графічні матеріали можуть наноситися на зовнішній шар 60 шляхом друку або приклеювання етикетки. Зазначені шари 57, 58, 60 обгороджують внутрішній простір 50. Як клейовий матеріал переважно використовується клейовий матеріал, який твердіє за допомогою УФ-випромінювання, і більш переважно клейовий матеріал, який твердіє за допомогою УФ-випромінювання, клеюча дія якого підсилюється при тиску і який відрізняється хорошими когезійними властивостями й слабкою липкістю, однак добре приклеюється до плівки, яка формує стінки 32, 34, 40 упаковки 10. Як добре відомо, матеріал, що має когезійні властивості, зазвичай набагато краще приклеюється до споріднених матеріалів (самоадгезія), ніж до інших матеріалів. Підходящі склеювальні матеріали, які використовуються з метою даного винаходу, мають порівняно невисоку липкість (клейкість) стосовно небажаних поверхонь, проявляють хорошу силу зчеплення із заданими поверхнями (без відшаровування від передньої та задньої гнучких панелей) і порівняно хороше когезійне (або самоадгезійне) зчеплення зі схожими поверхнями для утримування гнучкої упаковки в закритому стані, забезпечуючи в той же час можливість відкривання упаковки користувачем. Обрані когезійні матеріали також забезпечують відривання або відклеювання від таких схожих матеріалів, так що когезійні шари можуть бути багаторазово відклеєні один від одного без суттєвої шкоди для когезійного матеріалу і/або основи, що лежить нижче. Коли обрані когезійні матеріали відклеюють один від одного, вони мають достатню внутрішню цілісність і відклеюються по межі приклеювання один до одного в цілому чисто, без суттєвого захоплення, витягування, відшаровування матеріалу від основи і/або інших суттєвих порушень форми матеріалу. 5 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 60 Першим компонентом клейового матеріалу є один або кілька акрилатів або акрилових олігомерів, які твердіють за допомогою УФ-випромінювання. Наприклад, таким акриловим олігомером, який твердіє за допомогою УФ-випромінювання, може бути складний ефір акрилової або метакрилової кислоти, який має кілька реакційно-здатних або функціональних груп (тобто, акрилові або метакрилові олігомери). Як правило, функціональна група включає одну ділянку, на яку діє УФ-випромінювання. Такі ділянки найчастіше являють собою подвійні зв'язки вуглець-вуглець, сполучені з іншою ненасиченою ділянкою, такою як ефірна карбонільна група. У одному з варіантів як акриловий олігомер, який твердіє за допомогою УФвипромінювання, використовується складний ефір акрилової або метакрилової кислоти багатофункціонального спирту, що означає, що олігомер має декілька акрилатних або метакрилатних груп у основному ланцюзі олігомеру. У одному з варіантів клейовий матеріал може містити від приблизно 1 ваг. % до приблизно 90 ваг. % акрилових олігомерів, які твердіють за допомогою УФ-випромінювання, з кількістю функціональних груп від приблизно 1,2 до приблизно 6,0. У іншому варіанті акрилові олігомери, які твердіють за допомогою УФвипромінювання, можуть мати кількість функціональних груп від приблизно 2,0 до приблизно 3,0 і/або містяться у склеювальному матеріалі в кількості від приблизно 20 ваг. % до приблизно 70 ваг. %. В одному з варіантів багатофункціональний складний ефір акрилової кислоти, який твердіє за допомогою УФ-випромінювання, є складним ефіром акрилової кислоти рослинної олії, який має кількість реакційноздатних функціональних груп порядку 2,0 і більше. В іншому варіанті акриловий олігомер, який твердіє за допомогою УФ-випромінювання, може містити епоксидований акрилат соєвої олії. У загальному випадку кількість використовуваних акрилових олігомерів, які твердіють за допомогою УФ-випромінювання, відповідно до переважної величини відношення склеювального компонента (ACR, буде розглянутий нижче) може впливати на властивості готового клейового матеріалу. Наприклад, у тих випадках, коли кількість акрилового олігомеру, який твердіє за допомогою УФ-випромінювання, занадто мала відповідно до переважної величини ACR, інтенсивність твердіння кінцевого клейового матеріалу буде занадто низькою. З іншого боку, коли кількість акрилового олігомеру, який твердіє за допомогою УФвипромінювання, є занадто великою відповідно до переважної величини ACR, кінцевий клейовий матеріал може затверднути належним чином, однак він буде мати когезійні властивості, які не забезпечують задовільного повторного запечатування і розпечатування упаковки. Другим компонентом клейового матеріалу є агент регулювання липкості. Клейовий матеріал може містити від приблизно 1 ваг. % до приблизно 65 ваг. % агента регулювання липкості. У інших варіантах агент регулювання липкості може бути присутнім у композиції в кількостях від приблизно 20 ваг. % до приблизно 65 ваг. %. Агентом регулювання липкості може бути смола, яка підвищує липкість, або твердіюча композиція полімеру з мономером, яка при твердінні може забезпечувати необхідні рівні липкості й аутогезійні властивості, підходящі для засобу повторного запечатування. Як агент регулювання липкості може використовуватися аліфатичний уретановий акрилатний олігомер. У клейовій системі повторного запечатування можуть також використовуватися інші типи агентів регулювання липкості, що придатні для клейових матеріалів, які твердіють за допомогою УФ-випромінювання, і дія яких підсилюється при тиску. Додатковим (необов'язковим) третім компонентом клейового матеріалу є еластомер або каучук. Таким компонентом може бути щонайменше один твердіючий акрилатний (тобто, модифікований акриловими сполуками) або метакрилатний складний ефір, або метакрилатний складний ефір еластомерного полімеру з кінцевими гідроксильними групами (тобто, еластомерного поліолу). Такий еластомерний компонент може включати полібутадієн, модифікований акриловими сполуками, насичений полібутадієн і/або пластичний поліуретан. Може використовуватися метакрилатний полібутадієн. Еластомерний компонент може використовуватися в клейовому матеріалі в кількостях від приблизно 0 % до приблизно 20 %. У деяких варіантах еластомерний матеріал може використовуватися в кількостях від приблизно 5 % до приблизно 15 %. Підходящі склеювальні матеріали можуть бути отримані з необхідною слабкою липкістю й когезійними властивостями, які забезпечують повторне запечатування упаковки, і без еластомера, однак можна припустити, що еластомер сприяє одержанню оптимальної покриваючої здатності. Оптимальні характеристики клейового матеріалу можуть бути визначені такими властивостями, як, наприклад, аутогезія, липкість, в'язкість і швидкість твердіння. Еластомер використовується для регулювання зусилля відривання і міцності прилипання до основи, підвищення еластичності, регульованої зміни в'язкості й швидкості твердіння. 6 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 Середня початкова міцність на відривання належним чином затверділого клейового матеріалу може бути в діапазоні від приблизно 200 г/дюйм до приблизно 900 г/дюйм, зокрема від приблизно 280 г/дюйм до приблизно 800 г/дюйм. Композицію клейового матеріалу розробляють таким чином, щоб його середня міцність на відривання зберігалася після декількох операцій розпечатування й запечатування (тобто збереження адгезії). У переважних варіантах затверділий клейовий матеріал може зберігати свою середню початкову міцність на відривання в діапазоні від приблизно 280 г/дюйм до приблизно 800 г/дюйм щонайменше після п'яти циклів відривання-запечатування. Переважно величина збереження адгезії після операцій відриваннязапечатування-відривання може бути в діапазоні від приблизно 30 % до приблизно 200 % від початкової величини. Після забруднення клейового матеріалу харчовими продуктами, величина збереження адгезії може бути в діапазоні від приблизно 30 % до приблизно 150 % від початкової величини (нижче описуються випробування на забруднення клейового матеріалу печивом). У інших варіантах упаковка 10 може також містити одну або декілька ослаблених зон 18, які проходять між бічними крайовими частинами 26 листа 20. Як показано на фігурі 10, є наявними кілька ослаблених зон 18, рознесених по висоті упаковки 10, причому вони можуть знаходитися в області, зміщеній вверх від середини упаковки в поздовжньому напрямку. В інших варіантах може використовуватися будь-яка кількість ослаблених зон 18, які віддалені одна від одної на деяку відстань і знаходяться в тих місцях, де є необхідним розділення упаковки 10. Одна або декілька ослаблених зон 18 можуть проходити по упаковці 10 приблизно в поперечному напрямку, можуть проходити під кутом або містити різні сполучення прямолінійних або криволінійних ділянок протягом ширини упаковки. У міру виймання користувачем із упаковки 10 харчових продуктів 12, розташовані таким чином ослаблені зони 18 можуть бути відділені ним від упаковки 10 для зменшення кількості зайвого матеріалу над харчовими продуктами, щоб полегшити доступ до них та їхнього вилучення. Графічні елементи або інші покажчики на зовнішній поверхні упаковки можуть збігатися з однією або декількома ослабленими зонами. Оскільки ослаблені зони 18 розташовані на тій частині упаковки 10, яка закриває герметично запечатаний внутрішній простір 50, ослаблені зони 18 переважно являють собою надрізи листа 20, наприклад, може бути прорізаний тільки зовнішній шар 60, тільки внутрішній шар 56 або ж внутрішній 56 чи зовнішній шар 60 разом із проміжним шаром 58. У розглянутому варіанті ослаблена зона 18 включає серію невеликих надрізів (за допомогою лазера або механічної обробки), однак можуть використовуватися й інші схеми, форми й розміри надрізів, перфорацій, продавлених ліній і т.п. У варіантах, розглянутих у даному описі, багаторазова упаковка 10 має прямокутний поперечний переріз із чотирма сторонами. Однак упаковка може приймати будь-яку підходящу форму, якщо матеріал має достатню гнучкість, включаючи, наприклад, криволінійну форму, у цілому круглу чи еліптичну, або форму з прямолінійними сторонами поперечного перерізу, таку як трикутник, прямокутник, шестикутник, восьмикутник або інші правильні чи неправильні багатокутники. Такі форми можуть використовуватися з частково гнучким матеріалом, який дозволяє притискати одну до одної сторони багаторазової упаковки 10. Крім того, сторони можуть бути з'єднані лініями згинів або швами. Таким чином, сторони можуть не бути відділені одна від одної, наприклад, являти собою окремі листи плівки, однак можуть у загальному випадку мати зовнішній вигляд багатьох сторін або стінок. Як уже вказувалося, розглянута упаковка 10 призначена для використання з харчовими продуктами 12. Харчові продукти 12 можуть являти собою твердий матеріал, рідини або їхні сполучення. Крім того, упаковка 10 може використовуватися для зберігання інших матеріалів, таких як підходяща пластмаса, метал, органічні матеріали або їхні сполучення. Розкриті в даному описі варіанти клейового матеріалу та їхні переваги ілюструються нижчеподаними прикладами, однак конкретні умови, технологічні схеми, матеріали та їхні кількості, зазначені в цих прикладах, а також інші умови й конкретні деталі, не повинні розглядатися як обмеження способу та пристрою. Якщо не зазначено інше, то наведені відсотки варто розуміти як вагові відсотки. Приклади Приклад 1 Були проведені випробування різних сумішей акрилових олігомерів, агентів регулювання липкості й еластомерних матеріалів на сумісність і стійкість при зберіганні (визначається як відсутність гелів або видимого розділення після зберігання протягом 3 днів при кімнатній температурі). У Таблиці 1 зазначені випробовувані композиції та їхній склад. 7 UA 110334 C2 Таблиця 1 Результати випробувань клейових композицій на стійкість Вміст компонента в готовій композиції, % Відношення склеюваль Стійкість при Акриловий Еласто Агент Еласто Агент Агент ного зберіганні олігомер мер липкості мер липкості липкості компонента рідкої суміші (ACR) Результати візуального Номер зразка A B C D E F контролю через 3 дні Стійкий: не видно ні 1 (винахід) 40 15 45 0,67 гелів, ні розділення фаз. Стійкий, але не 2 затверділий 15 45 40 0 (порівняльний) через низьку величину ACR. Нестійкий: фази 3 40 45 15 0,67 розділені, (порівняльний) компоненти несумісні. Нестійкий: фази 4 розділені, і 45 15 40 0 (порівняльний) величина ACR занадто низька. Стійкий: не видно ні 5 (винахід) 40 15 25 20 0,67 гелів, ні розділення фаз. Нестійкий: фази 6 40 15 45 0,67 розділені, (порівняльний) компоненти несумісні. Нестійкий: 7 60 40 1,5 фази (порівняльний) розділені. Нестійкий: утворилася гелеподібна 8 60 40 0 структура, і (порівняльний) величина ACR занадто низька. Використовувалися наступні компоненти: 8 UA 110334 C2 5 10 A – акрилатна епоксидована соєва олія (CN111, виробництво компанії Sartomer Company, м. Екстон, штат Пенсільванія). B – метакрилатний полібутадієн (Ricacryl® 3500, виробництво компанії Sartomer Company). C – аліфатичний акрилатний олігомер із підвищеною липкістю (CN3001, виробництво компанії Sartomer Company). Цей компонент містить суміш аліфатичного уретанового акрилату й вуглецевих смол, що підвищують липкість. D – співполімер полібутадієну і стиролу (Ricon 184, виробництво компанії Sartomer Company). E – аліфатичний уретановий акрилатний олігомер із підвищеною липкістю (CN3211, виробництво компанії Sartomer Company). F – концентрат агента, що підвищує липкість, зі світлоофарбленою ароматичною смолою, яка має слабковиражений запах (PRO 11236, виробництво компанії Sartomer Company). Відношення склеювального = компонента (ACR) 15 20 25 30 35 (акриловий олігомер, ваг. %) (еластомер, ваг. % + підсилювач липкості, ваг. %) Стійкість або сумісність цих компонентів клейового матеріалу може бути важливим параметром для виробництва, транспортування, зберігання й використання суміші рідкого покриття. Стійкість визначали візуально за зовнішнім виглядом і консистенцією спостережуваної композиції після її зберігання протягом 3 днів (приблизно 72 години). Було встановлено, що зразки 1, 2 і 5 у Таблиці 1 забезпечували на вигляд цілком задовільні суміші різних компонентів, які залишалися однорідними через 3 дні, тобто компоненти не розділялися й не формували гелі. Хоча зразок 2 давав стійку композицію, однак він мав низьку величину ACR, у результаті чого затвердіння було незадовільним (це можна бачити з результатів випробувань на стирання метилетилкетоном, наведених нижче в Таблиці 3 для зразка 10, який має аналогічний склад). Зразки 1 і 5 забезпечували стійкі суміші, які добре тверділи, а також мали потрібну величину ACR у діапазоні від 0,5 до 1,5. В інших зразках суміші або розділялися, або ставали занадто в'язкими і/або загущеними (наприклад, суміш зразка 8 через 3 дні стала гелеподібною). У суміші зразка 8 формувався гель, що вказувало на несумісність у композиції аліфатичного акрилату, або компонента Е, з компонентом F (агент, що підвищує липкість). Таким чином, для одержання стійкого клейового матеріалу, який підходить для цілей даного винаходу, необхідно забезпечити один і в деяких випадках декілька, і в інших випадках всі з наступних факторів: сумісність компонентів, задовільне затвердіння, необхідну величину ACR і присутність усіх трьох компонентів (тобто акрилового олігомеру, еластомера і агента регулювання липкості). Приклад 2 На основі результатів сумісності для стійких композицій склеювальних матеріалів Прикладу 1, ці композиції були додатково покращені для одержання п'яти композицій клейових покриттів, які були стійкі щонайменше протягом 24 годин, як суміші компонентів, зазначених у Таблиці 2. Таблиця 2 Допрацьовані композиції склеювальних матеріалів Вміст компонента в готовій композиції, % Відношен Акрило ня склеюва Стійкість Агент Агент Агент вий Еластомер Еластомер льного ком через 24 липкості липкості липкості олігомер понента години (ACR) Номер зразка 9 10 11 12 13 A B 40 40 50 45 C 15 15 15 D 45 45 20 45 45 E 5 10 9 F 40 25 0,67 0 0,67 1 0,82 Так Так Так Так Так UA 110334 C2 5 10 15 20 25 Компоненти A-F зазначені вище в Прикладі 1. Зразки 9, 10 пов'язані зі зразками 1, 2 Прикладу 1 відповідно. Зразок 11 являє собою варіант зразка 5 із Прикладу 1. Інші зразки композицій розроблені заново. Після того, як п'ять композицій клейового матеріалу продемонстрували хорошу сумісність щонайменше протягом одного дня, їх з'єднували з фотоініціатором (Esacure® KTO 46, виробництво компанії Lamberti Spa, Італія) і продовжували випробування. Фотоініціатор являв собою рідку суміш оксиду триметилбензоїл-дифеніл-фосфіну, альфа-гідроксикетонів і похідних бензофенону. Потім зразками покривали плівки, які містять співполімер етилену і вінілацетату (EVA), металоценовий лінійний поліетилен низької щільності (LLDPE) і приблизно 12 % композиції органоглини (приблизно 57 – 63 % органічно модифікованої глини і прищеплений співполімер лінійного поліетилену низької щільності й малеїнового ангідриду, виробництво компанії PolyOne Corporation, округ Мак-Генрі, штат Іллінойс). Зокрема, плівкова основа містила EVA в кількості приблизно 77 ваг. %, металоценовий LLDPE у кількості приблизно 10 ваг. % і композицію органоглини в кількості приблизно 13 ваг. %. Потім після нанесення зразків на плівки, їм давали затверднути за допомогою УФ-випромінювання за три проходи під лампою "D" (ртутна лампа з галоїдними сполуками заліза). Один прохід під цією лампою був еквівалентний 2 2 приблизно від 75 МДж/см до 100 МДж/см . Після затвердіння покриття оцінювали ступінь затвердіння шару клейового матеріалу і ефективність його зчеплення з плівкою. Ступінь затвердіння клейового матеріалу визначали за допомогою випробувань на стирання розчинником, зокрема метилетилкетоном (у відповідності зі стандартом ASTM D5204). Хороші результати відповідають 100 подвійним стиранням метилетилкетоном або більше (високий опір розчинника), що свідчить про цілком задовільне затвердіння клейового матеріалу. Погано затверділі клейові матеріали не чинять великого опору розчинникові (10 подвійних стирань або менше). Результати стирання метилетилкетоном (МЕК) наведені нижче в Таблиці 3. Також здійснювали суб'єктивну оцінку липкості й початкового відклеювання (відривання) клейових матеріалів. Липкість шару клейового матеріалу оцінювалася після його торкання, і рівень липкості оцінювали за шкалою: Низька (L), Середня (M) і Висока (H). Аналогічним чином, силу, необхідну для відривання зразків рукою (міцність на відривання), оцінювали суб'єктивно за такою ж шкалою L, M і H. Результати цих випробувань наведені в Таблиці 3. 30 Таблиця 3 Результати випробувань для затвердіння і початкової адгезії для композицій Таблиці 2 Номер зразка 9 (винахід) 10 (порівняльний) 11 (винахід) 12 (порівняльний) 13 (порівняльний) 35 40 45 Стирання МЕК (число подвійних стирань) >100 10 >100 100 (помутніння поверхні) 100 (помутніння поверхні) Суб'єктивна оцінка липкості M M-H M Суб'єктивна оцінка відривання M M-H M M M M-H M-H Всі зразки мали щонайменше середню липкість і середню міцність на відривання. Зразок 10 має найвищу суб'єктивну липкість і міцність на відривання, але дуже погане затвердіння, на що вказує кількість витирань метилетилкетоном, яка склала приблизно 10, тобто після приблизно 10 витирань метилетилкетоном клейовий матеріал видалявся з основи. Зразки 12 і 13 стають мутними після витирання метилетилкетоном швидше за все через компонент D, співполімер полібутадієну й стиролу, який проявляється на поверхні в результаті витирань. Тому, хоча зразки 12 і 13 попадають до заданого діапазону відношення склеювального компонента, однак компонент D, схоже, несумісний із іншими двома компонентами і, відповідно, не є хорошою склеювальною сполукою. Необхідно знайти клейовий матеріал із середнім або більш низьким рівнем суб'єктивної липкості, із середнім або більш високим рівнем міцності на відривання і з результатом стирань метилетилкетоном, що становлять 100 подвійних стирань або більше без виникнення помутніння (цим вимогам відповідають як мінімум зразки 9 і 11). Приклад 3 Були проведені випробування ефективності твердіння трьох різних варіантів композиції клейового матеріалу шляхом нанесення клейового матеріалу на ту саму плівку, як це описано в Прикладі 2, з наступним твердінням за допомогою трьох різних способів: твердіння за 10 UA 110334 C2 5 допомогою УФ-випромінювання, виконане на стандартному виробничому устаткуванні; твердіння за допомогою електронного променя, виконане на аналогічному устаткуванні, але з використанням електронного променя замість УФ-випромінювання; і твердіння за допомогою електронного променя, виконане на лабораторному устаткуванні. У Таблиці 4 наведений склад композиції, яка брала участь у випробуваннях. Порівняння твердіння за допомогою електронного променя на стандартному й лабораторному устаткуванні проводилося через те, що вони забезпечували різні рівні енергії. Використовувалися наступні компоненти: акриловий олігомер – CN111 US, еластомер – Ricacryl®3500 і агент, що регулює липкість, – CN 3001, – зазначені в Прикладі 1. 10 Таблиця 4 Склад композиції клейового матеріалу Вміст компонента в готовій композиції, % Номер зразка 20 25 Еластомер Агент липкості 14 (порівняльний) 15 (винахід) 16 (винахід) 15 Акриловий олігомер 69,2 45 35 7,7 15 15 23,1 40 50 Відношення склеювального компонента (ACR) 2,2 0,81 0,53 При твердінні за допомогою УФ-випромінювання здійснювали 2 – 4 проходи під УФ-лампою на швидкості приблизно 25 фут/хв., так що зразок проходив по всій довжині УФ-лампи 2 – 4 рази. Енергія, що надходить на матеріал при одному проході УФ-лампи на швидкості 25 фут/хв., 2 була еквівалентною приблизно 100 МДж/см . При твердінні за допомогою електронного променя на стандартному устаткуванні (виробництво компанії Faustel Corporation, м. Джермантаун, штат Вісконсін) виконувався тільки один прохід зі швидкістю від приблизно 125 фут/хв. до приблизно 250 фут/хв. у середовищі азоту з рівнем випромінювання від приблизно 2 мрад до приблизно 2,4 мрад, і при твердінні за допомогою електронного променя на лабораторному устаткуванні виконувалися приблизно 6-8 проходів у середовищі азоту зі швидкістю приблизно 10 фут/хв. Сумарна доза за 6-8 проходів на лабораторному устаткуванні становила від приблизно 2 мрад до приблизно 4 мрад. Варто мати на увазі, що в деяких випадках є бажаною гладка поверхня клейового з'єднувального засобу для забезпечення хорошої міцності на відривання поверхонь із нанесеним склеювальним матеріалом. Якщо поверхня шарів клейового матеріалу має горбки ("апельсинова кірка"), то клейові з'єднувальні засоби не будуть забезпечувати хорошого з'єднання. Було відзначено, що всі затверділі зразки покриттів мали порівняно гладкі й рівні поверхні. Після затверднення всіх зразків здійснювали визначення міцності на відривання відповідно до стандарту ASTM D3330/D3330 M-04, методика F. Отримані результати наведені в Таблиці 5. 30 Таблиця 5 Міцність на відривання для різних способів твердіння (УФ-випромінювання й електронний промінь) Номер зразка 14 (порівняльний) 15 (винахід) 16 (винахід) Міцність на відривання Винахід Порівняльний зразок Міцність на Число Міцність на Міцність на Число відривання проходів відривання для Число відривання проходів для УФ(УФел. променя проходів (ел. для ел. (ел. випромі випромі (лаб. промінь) променя промінь) нювання нювання) устаткування) 6–8 200 г/дюйм 2 0 г/дюйм 1 100 г/дюйм проходів 6–8 480 г/дюйм 3,5 0 г/дюйм 1 200 г/дюйм проходів 6–8 680 г/дюйм 4 0 г/дюйм 1 200 г/дюйм проходів 11 UA 110334 C2 5 10 15 20 25 30 35 40 45 Несподівано було виявлено, що результати твердіння за допомогою УФ-випромінювання перевершили результати твердіння за допомогою електронного променя. При твердінні за допомогою електронного променя, яке виконується на стандартному устаткуванні, приклеювання взагалі не відбувалося, тобто міцність на відривання дорівнювала 0 г/дюйм. У випадку лабораторного устаткування приклеювання відбувалося, однак при твердінні за допомогою УФ-випромінювання результати були набагато вищими. Як можна бачити, після обробки УФ-випромінюванням зразки 15 і 16 мають прийнятні величини міцності на відривання, 480 г/дюйм і 680 г/дюйм відповідно, у той час як зразок 14 має суттєво меншу міцність на відривання, 200 г/дюйм. Менша міцність на відривання у зразка 14 швидше за все пов'язана зі складом композиції, яка не попадає до заданого інтервалу від 0,5 до 1,5, а саме вона має відношення порядку 2,2. Не вдаючись у теорію, можна вважати, що твердіння за допомогою УФ-випромінювання в повітряному середовищі (приблизно 21 % кисню) забезпечує твердіння від нижньої частини зразка в напрямку його поверхні завдяки придушенню киснем полімеризації за участю вільних радикалів у частинах клейового матеріалу, що прилягають до поверхні. Компоненти, що надають липкість, за своєю природою є більш аліфатичними і тому мають меншу величину поверхневої енергії в порівнянні, наприклад, зі складним ефіром або уретаном. У деяких випадках хімічні системи самостійно переходять у стан із мінімально можливою енергією, якщо буде витриманий достатній час. У розглянутому випадку можна вважати, що вповільнена швидкість твердіння при обробці УФ-випромінюванням дає компонентам покриття, що надає липкість, більше часу для міграції до поверхні. Напроти, при обробці електронним променем реакція твердіння проходить набагато швидше, в результаті чого відбувається більш хаотичне формування структур полімеру, коли поперечні зв'язки всередині зростаючого ланцюга полімеру утворюються занадто швидко, і тому процеси самоорганізації, обумовлені поверхневою енергією, будуть незначними. Таким чином, при твердінні з використанням електронного променя схема твердіння може бути протилежною в порівнянні з процесом, забезпечуваним УФ-випромінюванням, коли твердіння за допомогою електронного променя здійснюють в атмосфері азоту, і процес твердіння може проходити швидше на поверхні й повільніше внизу біля поверхні основи. Таким чином, можна одержати зовсім різні характеристики клейового матеріалу винятково за рахунок використання різних способів твердіння. Зазвичай таке швидке твердіння було б бажаним, однак при твердінні покриття, розкритого в даному описі, таке швидке твердіння завдає шкоди, оскільки не буде достатнього часу в процесі для повної організації компонентів, які надають адгезійні властивості. Не бажаючи вдаватися в теорію, можна припустити також, що у випадку більш повільного процесу твердіння при обробці УФ-випромінюванням забезпечується можливість самоорганізації зростаючих ланок полімеру, так що полярні ланки полімеру будуть розташовуватися ближче до основи, а неполярні ланки будуть ближче до поверхні, у результаті чого ці неполярні ланки будуть сприяти склеюванню шарів клейового матеріалу один із одним (когезія). У результаті компоненти, що надають адгезійні властивості й найбільш сумісні з плівкою, будуть збиратися на межі розділення клейовий матеріал/плівка, забезпечуючи покращення приклеювання до плівки, що може бути одним із факторів, які запобігають відшаровуванню матеріалу від плівки. Приклад 4 Були приготовані два багаторазові з'єднувальні засоби на основі клейового матеріалу відповідно до винаходу (зразки 17, 18, як зазначено в Таблиці 6). Два зразки клейового матеріалу порівнювалися зі стандартним клейовим з'єднувальним засобом, ефективність якого підвищується при тиску (PSA, зразок 19), отриманим із упаковки Nabisco Chips Ahoy Snack 'n Seal®, у якій використовується стандартний клейовий матеріал (Fasson 5700, виробництво компанії Avery Dennison Corp., м. Пасадена, штат Каліфорнія). 50 12 UA 110334 C2 Таблиця 6 Композиції матеріалів клейових з'єднувальних засобів Вміст компонента в готовій композиції, % Зразки 10 15 20 25 30 35 Ricacryl® 3500 (еластомер) CN3211 (агент липкості) 17 (винахід) 18 (винахід) 5 CN111 US (акриловий олігомер) 35 35 12 0 50 62 Відношення Esacure® склеювального KTO46 компонента (фотоініціатор) (ACR) 3 0,56 3 0,56 Плівкова основа, яку покривали склеювальним матеріалом, містила EVA у кількості приблизно 77,2 %, металоценовий LLDPE в кількості приблизно 10 % і концентрат PolyOne 231615 композиції органоглини в кількості 12,8 %. Концентрат містив від приблизно 57 % до приблизно 63 % органічно модифікованої глини і носій, який містить MA-LLDPE й поліетилен. Зразку 17 давали затверднути на станції УФ-твердіння з середньою енергією випромінювання 2 порядку 730 МДж/см і середньою лінійною швидкістю приблизно 100 фут/хв. при середній температурі 130 °F сушильного пристрою. Зразку 18 давали затверднути на станції УФ2 твердіння з енергією випромінювання приблизно 700 МДж/см і середньою лінійною швидкістю приблизно 100 фут/хв. при середній температурі 160 °F сушильного пристрою. Стандартний клейовий матеріал, ефективність якого підвищується при тиску, забезпечувався вже в готовій формі, нанесеній на упаковку печива (Kraft Foods). Випробування на забруднення матеріалу крихтами харчових продуктів виконували для всіх трьох упаковок, щоб визначити негативний вплив крихт на характеристики запечатування упаковки з використанням склеювального матеріалу. Процедура випробувань включала наступні дії: по-перше, були отримані крекери Triscuit® і розкришені дном скляної банки. У результаті були отримані дрібні частки, які відповідають крихтам, що зазвичай знаходяться на дні упаковки. Потім на клейовий матеріал зразка, що підлягає випробуванням, поміщали кільце діаметром 2 дюйми. У кільце на зразку поміщали приблизно 5 грамів крихт. Зразок із кільцем акуратно струшували для розподілу крихт на поверхню клейового матеріалу багаторазового з'єднувального засобу. Кільце забирали зі зразка й обережно струшували крихти. Кільце повертали на попереднє місце на основі, і поверхню, що дотикалася до крихт, оцінювали візуально для визначення кількості крихт, які залишилися на ній. Оцінку здійснювали за шкалою від 0 до 100, де оцінка 0 відповідала відсутності прилиплих крихт і оцінка 100 відповідала покриттю прилиплими крихтами всієї поверхні. Результати випробувань за оцінкою прилипання крихт наведені в Таблиці 7. Додатково визначали міцність на відривання для клейових матеріалів після їх забруднення крихтами крекера. Міцність на відривання визначали за стандартною методикою випробувань (ASTM D3330/D3330 M-04, методика F), у якій для визначення міцності зчеплення, створюваної склеювальним матеріалом, відривали одну поверхню від іншої і вимірювали необхідне для цього зусилля. Проводилися вимірювання початкової міцності на відривання, потім першої міцності на відривання після початкового забруднення клейового матеріалу крихтами крекера і другої міцності на відривання після другого забруднення, яке здійснювали за тією ж методикою, що і перше забруднення. Результати випробувань для зразків наведені в Таблиці 7. Таблиця 7 Результати випробувань на забруднення крихтами. Початкова Міцність на Міцність на Міцність на Міцність на міцність на відривання відривання відривання відривання відривання після Оцінка Зразки після першого після другого після другого (без забруд першого забруднення забруднення забруднення забруднення нення) забруднення (%) (г/дюйм) (%) (г/дюйм) (г/дюйм) 17 315 167 53 % 128 41 % 0-10 18 116 161 138 % 155 133 % 0-10 19 (PSA) 499 196 39 % 25 5% 60-80 13 UA 110334 C2 5 10 15 20 25 30 Як можна бачити, міцність на відривання стандартного клейового матеріалу, ефективність якого підвищується при тиску (PSA), виміряна відповідно до стандарту D3330/D3330 M-04 (методика F), впала приблизно до 5 % від початкової величини (тобто від приблизно 500 г/дюйм до приблизно 25 г/дюйм) усього лише після двох забруднень крихтами. На відміну від порівняльного зразка, обидва зразки 17, 18 за даним винаходом зберегли щонайменше 41 % від їхньої початкової міцності на відривання після двох забруднень крихтами, причому зразок 18 показав збільшення міцності на відривання після забруднення і після декількох циклів запечатування та розпечатування упаковки. Крім того, візуальні оцінки забруднення крихтами для зразків клейового матеріалу за даним винаходом були від 0 до 10, в порівнянні з величинами 60 – 80 для стандартного клейового матеріалу, ефективність якого підвищується при тиску. Також для незабруднених зразків 17, 18 і 19 виконували тест на липкість із кулькою, що скочується, відповідно до модифікованого варіанта методики стандарту ASTM D3121. Модифікований тест забезпечував визначення ступеня приклеювання покриття до різнорідних матеріалів, таких як матеріал скляної кульки, що котиться. Методика кульки, що скочується, включала: звільнення скляної кульки, яка знаходиться на висоті двох дюймів на стандартній похилій панелі (описана в ASTM D3121), після чого кулька скочувалася по панелі й котилася по горизонтальній поверхні зразка клейового матеріалу. Модифікований варіант тесту включав використання скляної кульки замість металевої, причому скляна кулька мала діаметр приблизно 1/8 дюйма і кульку відпускали з меншої висоти похилої панелі. Порівняльну липкість визначали шляхом вимірювання відстані, яку пройде кулька по клейовому матеріалу до зупинки (від нижньої точки похилої панелі). Чим більшу відстань пройде кулька, тим менше вона прилипає до липкої поверхні, тобто покриття буде мати меншу тенденцію прилипання до роликів і металевих поверхонь пакувальних машин, у порівнянні з покриттями, на яких кулька, що котиться, пройде меншу відстань, що вказує на більш високий рівень липкості. Більша відстань, яку пройде кулька, що котиться, може також відповідати меншому ступеню прилипання до клейового матеріалу крихт харчових продуктів. Коли проводився цей тест, вимірювання довжини пробігу кульки обмежувалися 4 дюймами, оскільки максимальні розміри зразків, які беруть участь у випробуваннях, становили 4,0 × 4,0 дюйми. Результати тесту на липкість із кулькою, що скочується, наведені в Таблиці 8. Таблиця 8 Результати тесту на липкість із кулькою, що скочується Зразки 17 18 19 (PSA) 35 40 45 50 Довжина пробігу кульки, що скочується (дюйми) >4 >4 1/8 Як можна бачити, зразки 17, 18 за даним винаходом мають меншу липкість у порівнянні з контрольним (порівняльним) зразком, зокрема скляна кулька легко котиться поверхнею зразка довжиною 4 дюйми і скочується з нього. Напроти, скляна кулька залипає на контрольному зразку майже відразу ж після контакту з його поверхнею, що свідчить про високу поверхневу липкість покриття. Приклад 5 Також виконувався тест на багаторазове відривання для визначення здатності запечатування і розпечатування при багаторазовому повторенні. Було виготовлено 18 зразків: зразки 20 – 35 були виготовлені з використанням композиції клейового матеріалу зразка 17 із Прикладу 4, і зразки 36 – 38 були виготовлені з використанням композиції клейового матеріалу зразка 18 із Прикладу 4. Зразки були виготовлені на дослідній виробничій лінії (промисловий зразок) з нанесення покриттів із використанням способу флексографічного друку. Рідкий клейовий матеріал, попередньо нагрітий до температури 160 °F (71 °C), циркулював через ножовий пристрій, розділений на камери, які встановлено на керамічному барабані з гравірованим покриттям із оксиду хрому. Барабан із гравірованим покриттям, температура якого підтримувалася на рівні 160 °F (71 °C), переносив рідкий клейовий матеріал на гумовий барабан із рисунком. Гумовий барабан, у свою чергу, переносив матеріал на плівку, що рухається, основи у формі покриття відповідно до рисунка (процес ілюструється на фігурі 6). Після виходу зі станції нанесення покриття, плівка проходила через сушильний пристрій довжиною 60 футів. 14 UA 110334 C2 5 10 15 20 25 На виході з сушарки розташований пристрій УФ-обробки, який складається з 3 блоків ламп УФвипромінювання. Конфігурація виробничої лінії із зоною УФ-обробки, розташованої на виході сушильного пристрою, забезпечувала максимальну довжину шляху між станцією нанесення покриття і станцією твердіння за допомогою УФ-випромінювання, тобто забезпечувався максимально можливий час для розтікання й вирівнювання рідкого клейового матеріалу, перш ніж він почне твердіти в полімерну сітку з поперечними зв'язками. Можна вважати, що в деяких випадках гладка й рівна поверхня покриття сприяє одержанню в повністю затверділому клейовому матеріалі необхідної міцності на відривання однієї поверхні, покритої цим матеріалом, від іншої, такої ж, поверхні. Була виконана серія експериментальних пусків лінії для одержання покриття. При цьому варіювалися наступні параметри: швидкість лінії, температура сушарки і число блоків ламп УФвипромінювання. Нижче, в Таблиці 9, наведені експериментальні значення параметрів і результати визначення міцності на відривання. Перед початком випробувань визначався візуально ступінь шорсткості поверхні, опір стиранню метилетилкетоном і розділення по лінії зчеплення клейовий матеріал-клейовий матеріал. Як правило, зразки, отримані на швидкостях 300 фут/хв. і 500 фут/хв. виробничої лінії, мали на вид шорсткувату поверхню й низьку або нульову міцність на відривання (відповідно до суб'єктивних відчуттів). Вимірювання міцності на відривання за допомогою приладів було здебільшого неможливим, оскільки з'єднані зразки розділялися самі, перш ніж можна було проводити подальші випробування. Зразки, отримані на швидкості 100 фут/хв., мали на вигляд гладку поверхню і середню міцність на відривання клейового матеріалу від клейового матеріалу. Також були отримані характеристики цих зразків із використанням вимірювальної апаратури, і отримані результати наведені нижче в Таблицях 10 і 11. Тільки ті зразки, які не розділялися самі по собі, як зазначено в Таблиці 9, були використані в тестах із визначення характеристик багаторазового відривання-запечатування. Такі тести проводилися зі зразками 21, 22, 29, 30, 31, 32, 35, 36 і 38. Таблиця 9 Параметри виробничої лінії й характеристики отриманих зразків. Номер зразка 20 21 На основі Швид зразка № кість (Приклад 4) (фут/хв) 17 17 17 (Приклад 4) 17 (Приклад 4) 500 100 24 22 Темпера Зовнішній Число Стирання МЕК тура вигляд Розділення блоків УФ(число подвійних сушарки поверхні зразків ламп стирань) (°F) покриття 100 3 Дуже груба 15 Так 100 1 Гладка 100+ Ні 100 100 3 500 100 1 17 300 100 2 25 17 500 130 2 26 17 300 130 2 27 17 300 130 3 28 17 300 130 1 29 17 100 160 1 30 17 300 160 2 31 32 17 17 100 100 160 160 2 3 33 17 500 160 1 34 17 500 160 3 35 17 100 130 2 23 15 Гладка Дуже нерівна Дуже нерівна Дуже нерівна Дуже нерівна Дуже нерівна Дуже нерівна Гладка Трохи нерівна Гладка Гладка Дуже нерівна Дуже нерівна Гладка 100+ Ні 5 Так 100+ Так 60 Так 100 Так 100 Так 20 Так 100+ Ні 100+ Ні 100+ 100+ Ні Ні 5 Так 100 Ні 100+ Ні UA 110334 C2 Продовження таблиці 9 Номер зразка 36 37 38 5 На основі Швид зразка № кість (Приклад 4) (фут/хв) 18 18 18 100 500 300 Темпера Число тура блоків УФсушарки ламп (°F) 160 3 160 3 160 3 Зовнішній Стирання МЕК вигляд Розділення (число подвійних поверхні зразків стирань) покриття Гладка 100 Ні Нерівна 100 Так Нерівна 100 Ні Першу групу тестів для визначення міцності на відривання проводили з використанням коротких інтервалів між відриваннями, приблизно три хвилини між циклами відриваннязапечатування. У Таблиці 10 наведені результати цієї групи тестів (визначалася середня величина для двох зразків). Для порівняння використовувався зразок 19 стандартного клейового матеріалу (PSA) з Прикладу 4. Таблиця 10 Результати тестів для 3-хвилинних циклів відривання-запечатування Величина міцності на відривання (г/дюйм) Зразок Число Зразок Зразок Зразок Зразок Зразок Зразок Зразок Зразок Зразок 19 відривань 21 22 29 30 31 32 35 36 38 (PSA) 1 459,8 291,8 461,8 273,3 148,0 266,7 417,4 418,3 273,9 136,9 2 320,8 74,0 242,1 131,6 32,5 129,7 206,3 195,8 527,2 43,0 3 275,0 52,4 204,4 111,5 27,1 112,9 180,8 171,9 452,9 44,8 4 254,7 51,8 183,2 107,6 24,2 104,1 158,6 141,6 424,7 41,1 o 256,9 48,7 161,8 99,2 23,7 102,3 140,5 128,8 404,6 41,8 10 Другу групу тестів для визначення міцності на відривання проводили з використанням більш тривалих інтервалів між відриваннями, приблизно 24 години між циклами відриваннязапечатування. Результати тестів для таких тривалих циклів відривання-запечатування наведені в Таблиці 11. Таблиця 11 Результати тестів для 24-годинних циклів відривання-запечатування Величина міцності на відривання (г/дюйм) Зразок Число Зразок Зразок Зразок Зразок Зразок Зразок Зразок Зразок Зразок 19 відривань 21 22 29 30 31 32 35 36 38 (PSA) 1 539,8 271,1 441,7 288,8 149,2 301,9 434,7 432,5 277,3 124 2 521,6 202 362,1 238,5 116,2 147 327,6 338,7 447,4 107,3 3 514,6 233,1 349,6 248,3 115,8 226,3 297,6 321,6 478,5 106,5 4 550,3 218,2 314,8 222,2 95,5 239 286,5 289 493,9 116,8 5 567 231,9 285,9 236,9 95,9 224 299,9 280,4 487,5 125,1 15 20 25 Отримані результати показують, що зразки, в яких використовується клейова композиція зразка 17 із Прикладу 4, не мають вираженого зниження міцності на відривання, яке зазвичай відбувається при багаторазових відриваннях, коли тривалість циклів відривання-запечатування становила 24 години (зразки 21, 22, 29, 30, 31, 32 і 35 у цьому Прикладі). У випадку тривалого інтервалу між двома послідовними відриваннями клейовий матеріал Прикладу 17, який склеює дві поверхні, відновлював свою міцність на відривання до рівня 85 % від початкової величини, навіть після п'яти циклів відривання-запечатування. Зразок 30 мав суттєво більш низькі середні величини міцності на відривання в порівнянні з іншими зразками. Хоча в цьому випадку з'єднані поверхні зі склеювальними покриттями не розділялися самі по собі, однак цей зразок мав нерівну поверхню через високу швидкість виробничої лінії 300 фут/хв. 16 UA 110334 C2 5 10 15 20 25 30 35 Далі несподівано виявилося, що зразки, які містять клейові композиції зразка 18 із Прикладу 4, фактично збільшували свою міцність на відривання (зразок 36) при повторних відриваннях, як у випадку короткого, так і тривалого інтервалу між циклами відривання-запечатування, так само як і в тесті з визначення міцності на відривання після забруднення (див. Таблицю 7), що свідчить про повне відновлення міцності на відривання після запечатування. Тільки зразок 36 продемонстрував ріст величини міцності на відривання. Цей зразок 36 твердів на зниженій швидкості лінії, і, можливо, ця обставина сприяла забезпеченню рівної та гладкої поверхні зразка (див. Таблицю 9). Зразок 38 був виготовлений на більш високій швидкості, ніж зразок 36, у результаті чого його поверхня була більш нерівною, і, можливо, ця обставина виявилася причиною зниження величини міцності на відривання, а також низької початкової величини міцності на відривання. У випадку порівняльного зразка (PSA), відновлення міцності на відривання відбувалося тільки для тривалого інтервалу між відриваннями, тобто для 24 годин. При більш короткому інтервалі між відриваннями величина міцності на відривання порівняльного зразка знижувалася приблизно на 40 %. У цілому для обох тестів найкращі характеристики виявилися у зразків 22, 32, 35 і 36. Усі ці чотири зразки відносяться до клейових покриттів, отриманих для близьких параметрів виробничої лінії. Наприклад, усі чотири зразки були отримані на швидкості лінії 100 фут/хв. при включенні щонайменше двох або більше блоків УФ-ламп. У випадку клейових покриттів, які не пройшли тести багаторазових циклів відривання-запечатування, не було достатньо часу для розтікання покриття і його вирівнювання перед твердінням за допомогою УФ-випромінювання. Приклад 6 На зразках 17, 18 Прикладу 4 проводилися дослідження змін із часом характеристик відривання однієї поверхні з нанесеним клейовим покриттям від іншої поверхні з таким же покриттям, які перебувають тривалий час у контакті одна з одною. Досліджувалися різні властивості клейового матеріалу протягом 7 тижнів, включаючи суб'єктивне відчуття початкової міцності на відривання (низька – L, середня – M, висока – H), зовнішній вигляд поверхонь після відривання, суб'єктивне відчуття липкості або прилипання до пальців (нульова – N, низька – L, середня – M, висока – H), міцність покриття (тест на стирання метилетилкетоном за стандартом D5204) і вимірювання міцності на відривання (5 послідовних відривань на одному зразку з інтервалом 3 хвилини за методикою F стандарту ASTM D3330/ D3330 M-04); проводилися вимірювання двох зразків з усередненням у різні моменти часу зазначеного 7-тижневого інтервалу. Клейовий матеріал наносили на плівкові основи, які використовувалися в Прикладі 2. У Таблиці 12 наведені результати, отримані для зразка 17. Результати, отримані для зразка 18, наведені в Таблиці 13. Таблиця 12 Зведені результати зміни з часом характеристик відривання для зразка 17 Виконаний тест Початкова міцність на відривання (суб'єкт.) Зміна зовнішнього вигляду після відривання Липкість (суб'єкт.) Тест МЕК (число подвійних стирань) 0 днів 3 дні 1 тиждень 2 тижні 3 тижні 4 тижні 5 тижнів 6 тижнів 7 тижнів H H H H H H H H H Змін немає Змін немає Змін немає Змін немає Білі плями Білі плями Білі плями Білі плями Білі плями L L L L N N N N N >100 >100 >100 >100 17 >100 >100 >100 >100 >100 UA 110334 C2 Продовження таблиці 12 Виконаний тест 1-е відривання, середнє, г/дюйм 2-е відривання, середнє, г/дюйм 3-є відривання, середнє, г/дюйм 4-е відривання, середн., г/дюйм 5-е відривання, середнє, г/дюйм Середня міцність на відривання за 5 відривання ми, г/дюйм 0 днів 3 дні 1 тиждень 2 тижні 3 тижні 4 тижні 5 тижнів 6 тижнів 7 тижнів 553 567 559 553 463 600 323 505 592 370 381 377 382 343 375 241 311 348 339 354 34? 361 333 352 228 300 335 318 342 340 338 330 326 232 292 326 311 322 326 323 311 297 226 277 317 378 393 390 391 356 390 250 337 384 Таблиця 13 Зведені результати зміни з часом характеристик відривання для зразка 18 Виконаний тест Початкова міцність на відривання (суб'єкт.) Зміна зовнішнього вигляду після відривання Липкість (суб'єкт.) Стирання МЕК (число подвійних стирань) 1-е відривання, середнє, г/дюйм 0 днів 3 дні 1 2 тижні тиждень 3 тижні 4 тижні 5 тижнів 6 тижнів 7 тижнів H+ H H H H H H+ Змін немає Змін немає Змін немає Змін немає Ушкодж Ушкодж Ушкод Ушкод Ушкодже ення ення ження ження ння поверхн поверхн поверхні поверхні поверхні і і L L L L N N N H+ N H+ N >100 >100 >100 >100 >100 >100 >100 >100 >100 781 819 788 800 944 833 819 846 963 18 UA 110334 C2 Продовження таблиці 13 Виконаний 0 днів тест 2-е відривання, 519 середнє, г/дюйм 3-є відривання, 438 середнє, г/дюйм 4-е відривання, 399 середнє, г/дюйм 5-е відривання, 386 середн., г/дюйм Середня міцність на відривання 505 за 5 відриванням и, г/дюйм 5 10 15 20 25 3 дні 1 2 тижні тиждень 3 тижні 4 тижні 5 тижнів 6 тижнів 7 тижнів 586 567 590 668 377 576 622 556 485 510 519 428 234 437 485 218 396 407 409 102 107 322 229 105 358 343 361 64 66 251 134 73 529 523 536 441 323 481 463 383 Необхідно відзначити, що середня величина міцності на відривання являла собою середню величину за п'ятьма повторними відриваннями на тому ж зразку, які виконувалися з інтервалом приблизно 3 хвилини. Таким чином, виконували перше відривання і фіксували величину міцності на відривання, після чого поверхні клейового з'єднувача знову приклеювали одну до одної. Через три хвилини процес відривання-приклеювання повторювали і фіксували наступну величину міцності на відривання. Процес відривання-приклеювання повторювали п'ять разів. Всі суб'єктивні оцінки міцності на відривання і липкості, а також результати тестів на витирання метилетилкетоном були достатньо хороші для обох зразків 17, 18, незалежно від тривалості контакту поверхонь із нанесеним на них клейовим матеріалом. Величини міцності на відривання (початковий і наступні відривання на тому ж зразку) залишалися постійними для зразка 17 незалежно від тривалості контакту поверхонь із нанесеним на них склеювальним матеріалом у інтервалі від 0 днів до 7 тижнів. Зразок 17 продемонстрував набагато більш однакові результати для циклів відривання-заклеювання, ніж зразок 18. Після виконання початкового відривання для зразка 17 зниження міцності зчеплення шарів клейового матеріалу, обумовлене зниженням міцності на відривання при наступному відриванні, було в більшості випадків менше 10 % для кожного наступного відривання і було постійним незалежно від тривалості контакту поверхонь із нанесеним на них клейовим матеріалом. Починаючи з третього тижня, при відриванні зразків можна було спостерігати зміни в обох зразках 17, 18 (поверхня біліла й ставала більш непрозорою). Можна припустити, що ці видимі зміни є проявом мікроскопічних деформацій поверхні, які є результатом дії сил, створюваних рукою або приладом при відриванні поверхні з нанесеним клейовим матеріалом. Деформація поверхні не чинила впливу на критичні характеристики клейового матеріалу (липкість або міцність на відривання). На основі отриманих результатів можна зробити висновок, що характеристики зразка 17 дещо кращі, з огляду на збільшення міцності на відривання, а саме її відновлення, або підтримання в більшості випадків зниження міцності на відривання на рівні приблизно 10 % між послідовними відриваннями. Приклад 7 30 19 UA 110334 C2 Таблиця 14 Композиції клейових з'єднувальних засобів Вміст компонента в готовій клейовій композиції, % Зразки 17 (винахід) 39 (винахід) 40 (винахід) 41 (винахід) 5 10 15 BR144 CN2302 CN111 US Ricacryl® CN3211 (акрило (акрило (акриловий 3500 (агент вий оліго вий олігомер) (еластомер) липкості) мер) олігомер) Esacure® KTO46 (фотоніці атор) Відношен ня склеювального компонент та (ACR) 35 12 50 0 0 3 0,56 27 0 50 20 0 3 0,94 35 3 39 20 0 3 1,31 15 0 45 20 17 3 1,16 Компонент BR 144 вказується як акриловий олігомер (BR144, виробництво компанії Bomar Specialties Company, м. Торрінгтон,штат Коннектикут). Компонент CN 2302 також вказується як акриловий олігомер (CN2302, виробництво компанії Sartomer Company). Усі три зразки 39 – 41 містили акриловий олігомер BR144, причому зразки 39, 40 містили два акрилові олігомери і зразок 41 містив три акрилові олігомери в композиції. Клейовий матеріал наносили на плівкові основи, які використовувалися в Прикладі 2. Зразкам 39 – 41 піддавали твердінню на станції УФ-твердіння на середній швидкості приблизно 2 25 фут/хв. за три проходи під УФ-лампами загальною потужністю від 400 МДж/см до 600 2 МДж/см . Потім визначали міцність покриття для всіх чотирьох клейових матеріалів (тест за стандартом ASTM D5204 стирання покриття розчинником МЕК), а також початкову міцність на відривання (методика F стандарту ASTM D3330/ D3330 M-04). Також виконувався тест на липкість за допомогою кульки, що скочується, який являв собою модифікований варіант тесту за стандартом ASTM D3121, описаний у Прикладі 4, за винятком того, що розміри зразків, використаних у тестах, становили приблизно 2,5 дюйми (ширина) і приблизно 7 дюймів (довжина). Отримані результати наведені в Таблиці 15. Таблиця 15 Результати випробувань на міцність і липкість для композицій Таблиці 14 Зразки 17 39 40 41 Стирання МЕК Початкова Початкова Середня початкова Довжина пробігу (число міцність на міцність на міцність на кульки, що скочується подвійних відривання 1 відривання 2 відривання (дюйми) стирань) (г/дюйм) (г/дюйм) (г/дюйм) >100 184 191 188 1,5 >100 698 733 716 6,0 >100 341 333 337 >7,0 >100 336 289 313 >7,0 20 25 Початкова міцність на відривання для першого відривання, виконаного в лабораторних умовах, збільшилася для нових композицій приблизно на 30 – 300 % у порівнянні зі зразком 17, який містить тільки один акриловий олігомер. Довжина пробігу кульки, що скочується, для нових композицій збільшилася більш ніж на 300 % у порівнянні зі зразком 17. Отримані результати міцності на відривання і тесту з кулькою, що скочується, показують, що нові композиції, які містять два або більше акрилові олігомери, мають покращені характеристики в порівнянні зі зразком 17. Усі зразки мали високі швидкості твердіння, що підтверджувалося тестом на стирання метилетилкетоном. Зокрема, композиції всіх нових композицій, тобто зразки 39 – 41, мали меншу величину поверхневої липкості в порівнянні зі зразком 17, особливо зразки 20 UA 110334 C2 5 40, 41, для яких скляна кулька, що скочується, легко котилася по всій довжині цих зразків, яка становила 7 дюймів, і скочувалася з них. Приклад 8 Для чотирьох клейових з'єднувальних засобів (Приклад 7) за даним винаходом проводилися різні тести на багаторазове відривання. Спочатку для зразків здійснювали відривання з вимірюванням міцності на відривання в г/дюйм за методикою F стандарту D3330/D3330 M-04, потім зразки знову склеювали на 3 хвилини і відривання повторювали. Цей цикл склеюваннявідклеювання повторювали кожні три хвилини для одержання десяти точок вимірювань. Отримані результати наведені в Таблиці 16. 10 Таблиця 16 Визначення міцності на відривання з інтервалом три хвилини Номери відривань 1 2 3 4 5 6 7 8 9 10 15 17 (винахід) 721,4 525,5 477,8 443,6 423 392,9 374,5 352,6 332,6 326,6 Середня міцність на відривання (г/дюйм) 39 (винахід) 40 (винахід) 41 (винахід) 371 710 388,6 492,4 501,8 517,2 477,1 485,8 442,5 474,2 459,1 386,7 478,1 449,6 346,3 480,0 430,2 313,7 482,5 411,5 295,4 504,7 397,4 255,9 491,8 381,2 224,3 490,3 380,9 204,3 Приклад 9 Використовуючи ті ж самі зразки Прикладу 7, визначали міцність на відривання з інтервалом 1 день. Спочатку зразки розклеювали (відривання) з вимірюванням сили, необхідної для відривання. Потім зразки знову склеювали і витримували протягом 24 годин у регульованих умовах навколишнього середовища, а саме при температурі 72 °F і відносній вологості 50 %, після чого знову виконували відривання. Цю процедуру повторювали, поки не одержували 5 точок вимірювань, тобто випробування проводилися протягом п'яти днів. Отримані результати наведені в Таблиці 17. 20 Таблиця 17 Визначення міцності на відривання з інтервалом 1 день Зразки 17 (винахід) 39 (винахід) 40 (винахід) 41 (винахід) 25 30 Зусилля, необхідне для відривання (г/дюйм) Початкове 2 дні 3 дні 4 дні відривання, 1 день 708,1 616,1 582,3 579,4 555,5 641,6 690 752,4 811,7 748,6 666 614,7 469,2 513,6 516,8 503,2 5 днів 653,6 653 546,9 479 Усі чотири зразки підтримували свої характеристики відривання протягом п'яти днів випробувань, причому в жодного зі зразків за ці п'ять днів величина міцності на відривання не опустилася нижче 400 г/дюйм. Як можна бачити, міцність на відривання у зразків 39 і 41 протягом п'яти днів випробувань збільшувалася або поверталася до попереднього рівня. Таким чином, якщо залишити ці зразки заклеєними щонайменше протягом 24 годин, їхня липкість буде збільшуватися або повертатися до попереднього рівня. Приклад 10 У Прикладі 10 виконувався тест, аналогічний тесту в Прикладі 9, з використанням чотирьох зразків, описаних у Прикладі 7, однак після кожного розклеювання зону з клейовим покриттям приводили в контакт із зернами кави, зразки заклеювали і знову розклеювали через 24 години. Після кожного розклеювання на зону з клейовим покриттям поміщали зерна кави на час не більше п'яти хвилин і потім їх забирали. Потім зразки знову склеювали й витримували протягом 21 UA 110334 C2 24 годин у регульованих умовах навколишнього середовища, а саме при температурі 72 °F і відносній вологості 50 %, після чого знову виконували відривання. Цю процедуру повторювали, поки не одержували 5 точок вимірювань, тобто випробування проводилися протягом п'яти днів. Отримані результати наведені в Таблиці 18. 5 Таблиця 18 Визначення міцності на відривання з інтервалом 1 день після забруднення зернами кави Зразки 17 (винахід) 39 (винахід) 40 (винахід) 41 (винахід) 10 Середнє зусилля, необхідне для відривання (г/дюйм) Початкове відривання, 1 2 дні 3 дні 4 дні 5 днів день 695 507 422,1 344,3 271,5 627,3 647 571,2 458,6 294,9 770,4 548,3 412,1 327,3 230,4 506,9 476,1 382 298,3 211,1 Хоча отримані результати демонструють невелике зниження міцності на відривання, величини міцності на відривання перевищують 200 г/дюйм після п'яти циклів розклеюваннязабруднення. Приклад 11 Також виконувався тест із кулькою, що скочується, описаний у Прикладі 4, для плівки без нанесеного клейового матеріалу для порівняння з величинами липкості слабколипкого клейового матеріалу. Отримані результати наведені в Таблиці 19. У випробуванні 1 для зразка 1 кулька зробила різкий поворот відразу ж після контакту з плівкою. 15 Таблиця 19 Тест із кулькою, що скочується, для плівки без клейового покриття. Зразок Випробування 1 Випробування 2 Випробування 3 Випробування 4 Випробування 5 Випробування 6 1 16,75 18 10,875 17,25 20,25 15 2 15,875 18 14,25 18,125 19,875 СЕРЕДНЄ 16,35 17,23 ФОРМУЛА ВИНАХОДУ 20 25 30 35 1. Багаторазова упаковка для виробів, яка містить: стінки, запечатані для формування внутрішнього простору для розміщення виробів, обмеженого сегментом нижньої стінки й верхньою горловиною, початково запечатаною, причому горловина може бути розпечатана для забезпечення початкового доступу до виробів у внутрішньому просторі, і стінки містять два сегменти протилежних стінок, кожен з яких має верхню і нижню крайові частини, ширину, висоту і звернені одна до одної внутрішні поверхні, і зону слабколипкого клейового матеріалу з клейовим матеріалом на ній, яка розташована на внутрішніх поверхнях кожного з сегментів протилежних стінок по всій ширині кожного такого сегмента і проходить від горловини в напрямку сегмента нижньої стінки по більшій частині висоти сегментів протилежних стінок, причому клейовий матеріал однієї із зон клейового матеріалу більшою мірою прилипає до клейового матеріалу іншої клейової зони, ніж до виробів, клейовий матеріал клейових зон має величину сили зчеплення більшу, ніж 200 г на дюйм довжини, та після відділення та забруднення виробами циклу значення сили послідовного розривання залишається між 30 % та 150 % від значення сили зчеплення, і забезпечує повторне закривання упаковки за допомогою клейового матеріалу клейових зон на різних висотах сегментів протилежних стінок після початкового відкривання верхньої горловини для 22 UA 110334 C2 5 10 15 20 25 30 35 40 45 50 55 поступового зменшення розміру внутрішнього простору, щоб мінімізувати вільний простір над виробами в повторно закритій упаковці, в міру того як виріб поступово виймають із упаковки. 2. Багаторазова упаковка за п. 1, яка містить також щонайменше одну ослаблену зону, що проходить по периметру упаковки й виконана таким чином, щоб можна було видалити частину упаковки, що прилягає до верхньої горловини, і таким чином зменшити кількість зайвого пакувального матеріалу вище щонайменше однієї із зазначених різних висот. 3. Багаторазова упаковка за п. 1 або п. 2, яка містить також сегменти протилежних бічних стінок, що мають звернені одна до одної внутрішні поверхні, і на внутрішніх поверхнях кожного з сегментів протилежних бічних стінок розташована зона слабколипкого клейового матеріалу. 4. Багаторазова упаковка для виробів, яка містить: щонайменше дві стінки зі зверненими одна до одної внутрішніми поверхнями, причому ці щонайменше дві стінки запечатані для формування трубчастої упаковки, що має периметр, яка спочатку запечатана по її верхній і нижній крайових частинах для формування внутрішнього простору для зберігання виробів; слабколипкий клейовий матеріал, нанесений відповідно до деякої схеми по периметру трубчастої упаковки на вирівняних частинах звернених одна до одної внутрішніх поверхонь щонайменше двох стінок, які знаходяться між верхньою та нижньою крайовими частинами; і слабколипкий клейовий матеріал більшою мірою прилипає сам до себе, ніж до виробів, клейовий матеріал має значення зчеплення до себе більше, ніж 200 г на дюйм довжини, та після відділення та забруднення виробами циклу значення сили зчеплення до себе залишається між 30 % та 150 % від значення сили зчеплення, забезпечуючи ефективне повторне запечатування упаковки в зоні, яка прилягає до виробів після поступового видалення виробів з упаковки, шляхом приведення в контакт із тиском слабколипкого клейового матеріалу, який знаходиться на звернених одна до одної внутрішніх поверхнях. 5. Багаторазова упаковка за п. 4, в якій слабколипкий клейовий матеріал розташований на більшій частині звернених одна до одної внутрішніх поверхонь. 6. Багаторазова упаковка за п. 4 або п. 5, у якій схема нанесення слабколипкого клейового матеріалу містить смуги, розподілені по висоті зазначених щонайменше двох стінок і розташовані в цілому поперечно до поздовжньої осі пакета по його периметру. 7. Багаторазова упаковка за будь-яким із пп. 4-6, яка також містить щонайменше одну ослаблену зону, що проходить по периметру упаковки і виконана таким чином, щоб можна було видалити частину упаковки, що прилягає до виробів, і таким чином зменшити кількість зайвого пакувального матеріалу вище знов закритої частини упаковки. 8. Багаторазова упаковка за п. 6 або п. 7, яка також містить кілька ослаблених зон, які проходять у цілому поперечно до поздовжньої осі упаковки по її периметру і розташовані вище смуг слабколипкого клейового матеріалу, прилягаючи до них. 9. Спосіб повторного закривання упаковки для виробів, який включає: відкривання упаковки по її розпечатуваному шву, послідовне виймання виробів із упаковки, в результаті чого в ній утворюється вільний простір над виробами, повторне закривання частини упаковки, яка прилягає до виробів, з використанням слабколипкого клейового матеріалу на протилежних внутрішніх поверхнях, у результаті чого зменшується вільний простір в упаковці, причому клейовий матеріал має значення сили зчеплення до себе більше ніж 200 г на дюйм довжини, та після відділення та забруднення виробами циклу значення сили зчеплення до себе залишається між 30 % та 150 % від значення сили зчеплення. 10. Спосіб за п. 9, який включає також видалення частини упаковки, яка прилягає до склеєних протилежних внутрішніх поверхонь, шляхом відділення ослабленої зони, що проходить по периметру упаковки і прилягає до повторно закритої частини упаковки. 11. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що наступна величина сили зчеплення до 200 % більше, ніж початкова величина сили зчеплення. 12. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що клейовий матеріал здатний витримувати багаторазові цикли розпечатування і запечатування упаковки без відривання від сегментів протилежної стінки. 13. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що клейовий матеріал має низький показник липкості, який відповідає скачуванню кульки вниз похилою поверхнею, і таким чином 4 дюймовий приклад клейового матеріалу відповідно до методу ASTM D3121 модифікований використанням 1/8 дюймової скляної кульки та спусканням похилою площиною висотою 2 дюйми. 23 UA 110334 C2 5 14. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що відділення та забруднення виробами включає відділення та забруднення цілими зернами кави, причому клейовий матеріал сформований мати відповідне значення сили зчеплення більше або рівне 200 г/дюйм після п'яти циклів відділення та забруднення цілими зернами кави. 15. Багаторазова упаковка за будь-яким із пп. 1-8, яка відрізняється тим, що клейовий матеріал сформований втрачати 10 % або менше від попереднього значення сили зчеплення з подальшими циклами відривання-запечатування. 24 UA 110334 C2 25 UA 110334 C2 26 UA 110334 C2 27 UA 110334 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюReclosable package using low tack adhesive
Автори англійськоюRomeo, Derek, J., Mann, Lynn, S., Zerfas, Paul, Anthony
Автори російськоюРомео Дерек Джей, Мэнн Линн С., Зерфас Пол Энтони
МПК / Мітки
МПК: B65D 5/18, B65D 5/02, B65D 75/58, B65D 33/20, C09J 4/06
Мітки: матеріалом, упаковка, слабколипким, клейовим, багаторазова
Код посилання
<a href="https://ua.patents.su/32-110334-bagatorazova-upakovka-zi-slabkolipkim-klejjovim-materialom.html" target="_blank" rel="follow" title="База патентів України">Багаторазова упаковка зі слабколипким клейовим матеріалом</a>
Упаковка для шоколаду
Номер патенту: 30134
Опубліковано: 11.02.2008
Автор: Колесніков Борис Вікторович
МПК: B65D 85/60, B65D 5/00
Формула / Реферат:
1. Упаковка для шоколаду у формі паралелепіпеда з внутрішньою порожниною та відкидною кришкою, яка відрізняється тим, що на лицьовій стороні упаковки по довжині виконано відривну смугу між двома перфорованими лініями, верхню з яких подовжено на бічні сторони та далі як лінію згину на задню сторону упаковки для можливості відкидання кришки після відривання смуги.2. Упаковка за п. 1, яка відрізняється тим, що лінію згину виконано з...
Упаковка для яєць
Номер патенту: 46320
Опубліковано: 10.12.2009
Автор: Рижков Павло Геннадійович
МПК: B65D 85/30
Формула / Реферат:
1. Упаковка для яєць, що включає основу з пластичного матеріалу з об'ємними комірками для яєць, які виконані у вигляді сферичних поверхонь, що плавно сполучені між собою та наближаються за формою до форми яєць заданого типорозміру, та кришку, причому упаковку обгорнуто плівкою, краї якої запаяні по периметру упаковки, яка відрізняється тим, що містить кришку, виконану з прозорого чи напівпрозорого полімерного матеріалу окремо від основи, з...
Спосіб контролю якості клейового з’єднання гуми із твердим матеріалом
Номер патенту: 53872
Опубліковано: 17.02.2003
Автори: Ахтямов Альберт Мінахметович, Коміссаров Сергій Сергійович
МПК: G01N 33/44
Мітки: клейового, гуми, спосіб, з'єднання, контролю, якості, матеріалом, твердим
Формула / Реферат:
Спосіб контролю якості клейового з'єднання гуми із твердим матеріалом, який полягає у навантаженні ділянок клейового з'єднання, що досліджуються, силами та оцінюванні наслідків цих навантажень, який відрізняється тим, що навантаження здійснюють силами стиску, які прикладають через навантажувальний стержень за нормаллю до поверхні гуми на ділянці, що досліджується, а залежно від переміщення навантажувального стержня після настання його...
Контейнер з матеріалом для друкування і плата, яка встановлюється на контейнері з матеріалом для друкування
Номер патенту: 108344
Опубліковано: 27.04.2015
Автор: Асауті Нобору
МПК: B41J 2/00
Мітки: контейнері, контейнер, плата, матеріалом, встановлюється, яка, друкування
Формула / Реферат:
1. Контейнер (100) для друкувального матеріалу, що знімно встановлюється у відповідний друкувальний пристрій (1000), який має друкуючу головку та множину виводів (410-490) на стороні друкувального пристрою, при цьому контейнер для друкувального матеріалу містить:пам'ять (203) як перший пристрій;другий пристрій (104); ігрупу виводів на стороні контейнера, призначеному для з’єднання з виводами на стороні пристрою, що...
Упаковка для цигарок із шарнірно закріпленою кришкою і заготовка для виготовлення кришки
Номер патенту: 108614
Опубліковано: 25.05.2015
Автор: Коллінз Тім
МПК: B65D 85/10, B65D 5/18
Мітки: шарнірно, цигарок, закріпленою, виготовлення, заготовка, кришкою, упаковка, кришки
Формула / Реферат:
1. Упаковка для цигарок із шарнірно закріпленою кришкою, яка містить:внутрішню упаковку (1), яка має верхню грань (24), нижню грань і певну кількість поздовжніх граней, які виконані з можливістю з'єднання верхньої грані (24) з нижньою гранню, при цьому одна з поздовжніх граней є передньою гранню (25);кришку (2), встановлену для закривання усієї поверхні передньої грані (25), коли упаковка перебуває у закритому положенні, при...
Попередній патент: Спосіб охолодження і переробки матеріалів
Наступний патент: Пристрій для пакування в пакетики тютюну з високим вмістом вологи
Випадковий патент: Спосіб консервування амніотичної оболонки для використання в офтальмохірургії та трансплантології