Суднова тришарувата панель та засіб її виготовлення
Номер патенту: 8927
Опубліковано: 30.09.1996
Автори: Павлов Генадій Олексійович, Никитин Георгій Денисович
Формула / Реферат
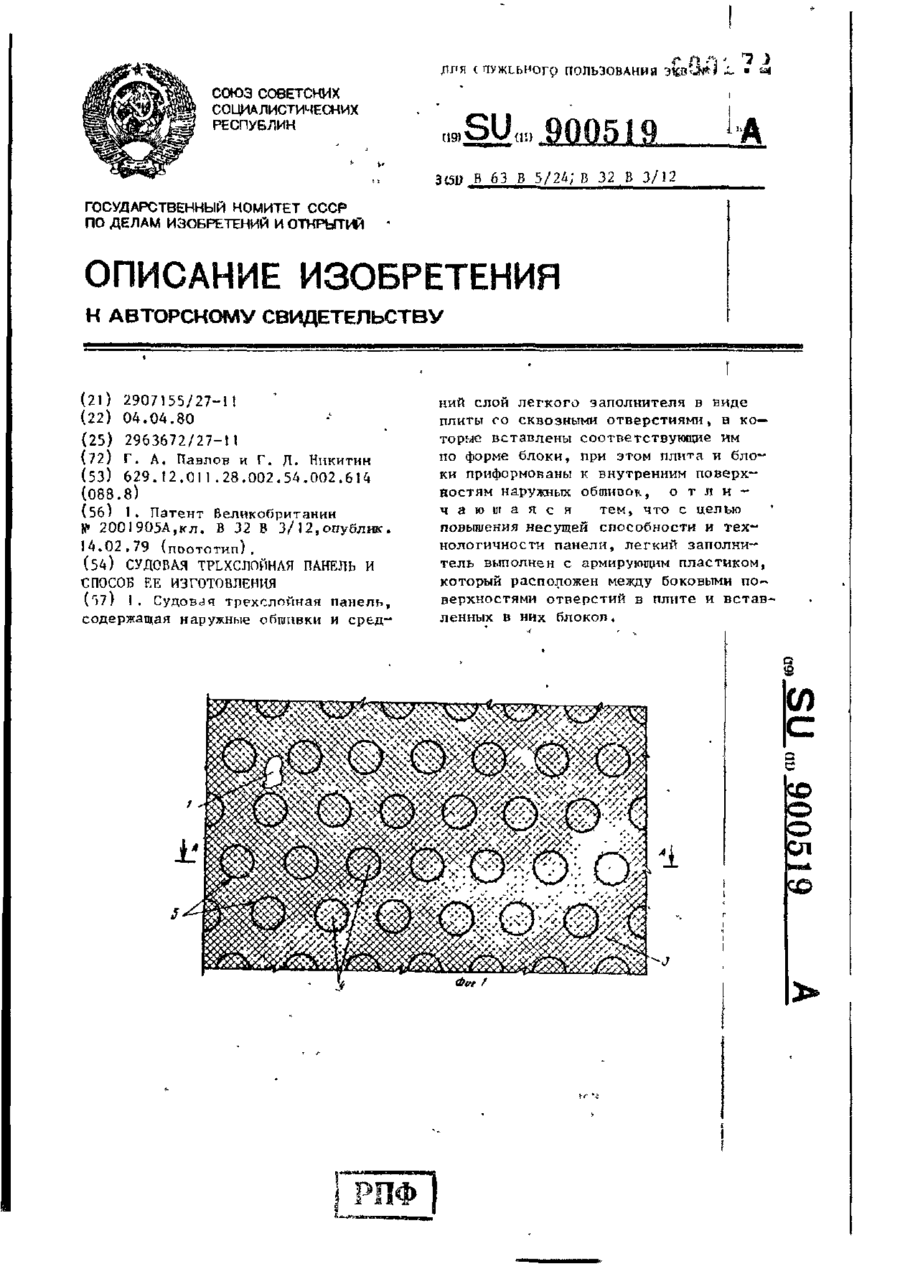
1. Судовая трехслойная панель, содержащая наружные обшивки и средний слой легкого заполнителя в виде плиты со сквозными отверстиями, в которые вставлены соответствующие им по форме блоки, при этом плита и блоки приформованы к внутренним поверхностям наружных обшивок, отличающаяся тем, что, с целью повышения несущей способности и технологичности панели, легкий заполнитель выполнен с армирующим пластиком, который расположен между боковыми поверхностями отверстий в плите и вставленных в них блоков.
2. Судовая трехслойная панель по п. 1, отличающаяся тем, что армирующий пластик легкого заполнителя выполнен в виде обформовок его блоков.
3. Судовая трехслойная панель по п. 1, отличающаяся тем, что армирующий пластик легкого заполнителя выполнен в виде обформовок промежутков плиты легкого заполнителя между отверстиями в ней.
4. Судовая трехслойная панель по п. 1, отличающаяся тем, что армирующий пластик легкого заполнителя выполнен в виде пространственного полотнища, участки которого, расположенные в промежутках между отверстиями в плите легкого заполнителя, повторяют конфигурацию одной из наружных обшивок, а участки, расположенные между боковыми поверхностями отверстий в плите легкого заполнителя и боковыми поверхностями соответствующих им блоков легкого заполнителя, образуют боковые поверхности стаканообразных высадок полотнища, донышки которых, образованные армирующим пластиком, расположенным в пределах отверстий в плите легкого заполнителя, выполнены прилегающими к противоположной обшивке.
5. Судовая трехслойная панель по п. 1, отличающаяся тем, что армирующий пластик легкого заполнителя выполнен в виде двух противоположно расположенных пространственных полотнищ, участки которых, расположенные между боковыми поверхностями отверстий в плите легкого заполнителя и боковыми поверхностями соответствующих им блоков легкого заполнителя, образуют боковые поверхности стаканообразных высадок, относящихся поочередно в каждом направлении расположения отверстий в плите легкого заполнителя то к одному, то к другому из этих полотнищ, причем участки каждого из полотнищ, расположенные в промежутках между его стакано-образными высадками, выполнены повторяющими конфигурацию одной из наружных обшивок, а донышки высадок - конфигурацию противоположной обшивки.
6. Судовая трехслойная панель по пп. 1-5, отличающаяся тем, что армирующий пластик легкого заполнителя армирован лентами или пакетами лент армирующего материала.
7. Судовая трехслойная панель по пп. 1,2,6, отличающаяся тем, что ленты армирующего материала расположены на обращенных к наружным обшивкам поверхностях блоков легкого заполнителя по диаметральным линиям, делящим периметр блока на равные части, а на боковых поверхностях блоков легкого заполнителя - по соответствующим этим линиям образующим, причем ширина лент определяется из соотношения
где В - ширина лент армирующего материала;
D - диаметр блоков легкого заполнителя;
n - количество диаметральных линий, по которым уложены ленты армирующего материала.
8. Судовая трехслойная панель по пп. 1, 3, 4, 5, 6, отличающаяся тем, что ленты армирующего материала расположены в промежутках между отверстиями в плите легкого заполнителя по линиям, соединяющим центры смежных отверстий, на боковых поверхностях отверстий - по соответствующим этим линиям образующим и в пределах отверстий - по соответствующим диаметральным линиям этих отверстий, причем ширина лент определяется из соотношения:
где D - диаметр отверстий в плите легкого заполнителя;
a - радианная мера тупого угла ромба, образованного прямыми, соединяющими центры каждых четырех смежных отверстий в плите легкого заполнителя.
9. Судовая трехслойная панель по пп. 1, 4, 5, 6, 8, отличающаяся тем, что ленты армирующего материала выполнены в виде отрезков, причем каждому направлению укладки в районе каждого отверстия в плите легкого заполнителя соответствует свой отрезок или пакет отрезков.
10. Судовая трехслойная панель по пп. 1, 4, 6, 8, 9, отличающаяся тем, что расстояния между центрами отверстий в плите легкого заполнителя в каждом из направлений укладки лент армирующего материала определяются из соотношения:
где L - расстояние между центрами отверстий в плите легкого заполнителя в данном направлении;
Н - толщина среднего слоя легкого заполнителя;
b - минимально допустимая длина, по которой концы отрезков лент армирующего материала должны быть приформованы к одной из наружных обшивок.
11. Судовая трехслойная панель по пп. 1, 5, 6, 8, 9, отличающаяся тем, что расстояния между центрами отверстий в плите легкого заполнителя в каждом из направлений укладки лент армирующего материала определяются из соотношения:
12. Судовая трехслойная панель по пп. 1-11, отличающаяся тем, что она выполнена криволинейной, причем с вогнутой стороны панели в плите и блоках легкого заполнителя выполнены прорези, имеющие глубину менее толщины слоя легкого заполнителя и расположенные по прямым, соединяющим центры смежных отверстий в легком заполнителе, причем ширина прорезей определяется из соотношения:
где С - ширина прорезей в плите и блоках легкого заполнителя;
S - расстояние по нормали между направлениями соседних параллельных прорезей;
R - радиус кривизны внешней по отношению к центру кривизны наружной обшивки трехслойной панели в данном месте в направлении, нормальном к направлению данной прорези.
13. Способ изготовления судовой трехслойной панели, содержащий операции формования наружных обшивок, усиления плиты легкого заполнителя армированным пластиком, при котором в плите предварительно вырезают отверстия с извлечением из них блоков легкого заполнителя и последующей установкой их в упомянутые соответствующие им отверстия перед формованием наружных обшивок с последующим отверждением всей панели, отличающийся тем, что на поверхности плиты легкого заполнителя по линиям, соединяющим центры смежных отверстий в ней, укладывают пропитанные связующим ленты или пакеты лент армирующего материала, разрезают их на отрезки, соответствующие каждому из этих отверстий, сверху этих отрезков над отверстиями в плите легкого заполнителя помещают соответствующие им блоки этого заполнителя и путем введения этих блоков в отверстия плиты образуют усиливающие ее стаканообразные высадки из армированного пластика.
14. Способ по п. 13, отличающийся тем, что вышеупомянутые ленты или их пакеты укладывают в каждом направлении вдоль каждого ряда отверстий в плите легкого заполнителя и разрезают эти ленты или их пакеты по середине расстояния между каждыми двумя смежными отверстиями в упомянутой плите.
15. Способ по п. 13, отличающийся тем, что вышеупомянутые ленты или их пакеты укладывают в направлениях, чередующихся через один ряд отверстий вышеуказанной плиты, разрезают эти ленты или их пакеты на отрезки по центрам отверстий, расположенных между теми, над которыми пересекаются ленты или их пакеты всех направлений их укладки, а блоки легкого заполнителя вводят только в те отверстия, над которыми пересекаются ленты или их пакеты всех направлений укладки, далее этот цикл операций повторяют три раза, причем при каждом цикле точки пересечения линии или их пакетов всех направлений укладки смещают каждый раз на одно отверстие поочередно вдоль каждой из трех сторон треугольника, образованного линиями, соединяющими смежные отверстия в плите легкого заполнителя, в которых в течение первого из трех циклов формуют стаканообразные высадки из армированного пластика.
16. Способ по п. 15, отличающийся тем, что после первых двух вышеупомянутых циклов операций формования стаканообразных высадок из армированного пластика вышеуказанную переворачивают и последующие два цикла осуществляют на ее противоположной поверхности.
Текст
для с ПОЛЬЗОВАНИЯ СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИК 3t5D В 63 В 5/2А; В 32 В 3/12 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 2907155/27-11 (22) 04.04.80 (25) 2963672/27-П (72) Г. А, Павлов и Г. Д. Никитин (53) 629.12,011.28.002.54.002.614 (088.8) (56) 1. Патент Великобритании № 200I905A,кл. В 32 В 3/12,опублик. 14.02.79 (поототип). (54) СУДОВАЯ ТРЬХСЛПЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (г)7) ! . Судовля трехслойная панель, содержащая наружные обшивки и сред ний слой легкого заполнителя в виде плиты со сквозными отверстиями» в которые вставлены соответствующие им по форме блоки, при этом плита и блоки приформованы к внутренним поверхностям наружных обшивок, о т л н ч а ю щ а я с я тем, что с целью повышения несущей способности и технологичности панели, легкий заполнитель выполнен с армирующим пластиком, который расположен между боковыми поверхностями отверстий в плите и вставленных в них блокоп. D 9 (Л со о 900519 2. Судовая трехслойная панель по заполнителя армирован лентами или пап. 1, о т л и ч а ю щ а я с я кетами лент армирующего материала. что армирующий пластик легкого запол7. Судовая трехслойная панель по нителя выполнен в виде обйюрмовок пп, I, 2, 6, о т л и ч а ю щ а я с я его блоков, тем, что ленты армирующего материала 3. Судовая трехслойная панель по расположены на обращенных к наружным nil, о т л и ч а ю щ а я с я тем, обшивкам поверхностях блоков легкого что армирующий пластик легкого заползаполнителя по диаметральным линиям, нителя выполнен в виде обформовок делящим периметр блока на равные ч а с промежутков плиты легкого заполнитети, а на боковых поверхностях блоков ' л я между отверстиями в ней. легкого заполнителя - по соответствующим этим линиям образующим, причем 4. Судовая трехслойная панель по ширина лент определяется из соотношеп, 1, о т л и ч а ю щ а я с я тем, ния что армирующий пластик легкого з а полнителя выполнен в виде пространственного полотнища, участки которого, где В - иіирина лент армирующего марасположенные в промежутках между териала; отверстиями в плите легкого заполниD - диаметр блоков легкого запол теля, повторяют конфигурацию одной нителя; йэ наружных обшивок, а участки, рас- 4 п - количество диаметральных лиположенные между боковыми поверхностяний, по которым уложены лен- ' ми отверстий в плите легкого заполниты армирующего материала, теля и боковыми поверхностями соответ 8, Судовая трехслойная панель по ствующих им блоков легкого заполнитепп, I, 3, 4, 5, 6 о т л и ч а ю л я , образуют боковые поверхности с т а щ а я с я тем, что ленты армируюканообразных высадок полотнища, доныщего материала расположены в промешки которых, образованные армирующим жутках между отверстиями в плите легпластиком, расположенным в пределах кого заполнителя по линиям, соединяотверстий в плите легкого заполнитеющим центры смежных отверстий, на л я , выполнены прилегающими к противОї боковых поверхностях отверстий положной обшивке. по соответствующим этим линиям образующим и в пределах отверстий — по 5. Судовая трехслойная пагівєль по соответствующим диаметральным линиям п. I , о т л и ч а ю щ а я с я тем, этих отверстий, причем ширина лент опчто армирующий пластик легкого з а ределяется из соотношения: полнителя выполнен в виде двух противоположно расположенных простанст— венных полотнищ, участки которых, где D - диаметр отверстий в плите расположенные между боковыми по' легкого заполнителя; верхностями отверстий в плите легкоо - радианная мера тупого угла б го заполнителя и боковыми поверхноромба, образованного прямыми, стями соответствующих им блоков л е г соединяющими центры каждых кого заполнителя» образуют боковые четырех смежных отверстий в поверхности стаканообразных высадок» плите легкого заполнителя. относящихся поочередно в каждом на9. Судовая трехслойная панель по правлении расположения отверстий в пп, 1 , 4 , 5, 6, 8, о т л и ч а плите легкого заполнителя то к одному, то к другому из этих полотнищ, К) щ а я с я тем, что ленты армируюпричем участки каждого из полотнищ* щего материала выполнены в виде отрасположенные в промежутках между резков, причем каждому направлению его стаканообразными высадками, вьіукладки в районе каждого отверстия в полнены повторяющими конфигурацию плите легкого заполнителя соответствуодной из наружных обшивок, а донышки1 ет свой отрезок или пакет отрезков. высадок — конфигурацию противополож10. Судовая трехслойная панель по ной обшивки, пп, 1, 4, 6, 8, 9, о т л и ч а ю щ а я с я тем, что расстояние между (j. Судовая терхслойная панель по центрами отверстий в плите легкого пп. 1-5» о т л и ч а ю щ а я с я тем, что армирующий пластик легкого {заполнителя в каждом из направлений • • в > — в> 9005 укладки лент армирующего материяля определяются чз соотношеігия: где L - расстояние между центрами отверстий в плите легкого з а полнителя в данном направлении; Н — топщина среднего слоя легкого заполнителя; Ь - минимально допустимая длина, по которой концы отрезков . лент армирующего материала должны быть приформованы к одной из наружных обшивок. 11. Судовая трехслойная панель по пп. 1, 5, 6, 8, 9, о т л и ч а ю щ а я с я тем, что расстояния между центрами отверстий в плите легкого заполнителя в каждом из направлений укладки лент армирующего материала определяются из соотношения: L^H + b + yD 12. Судовая трехслойная панель по пп. 1—11, о т л и ч а ю щ а я с я тем, что она выполнена криволинейной, причем с вогнутой стороны панепи в плите и блоках легкого заполнителя выполнены прорези, имеютие глубину менее толщины слоя легкого заполнител и расположенные по прямым, соединяю1щим центры смежных отверстий в легком заполнителе, причем ширина прорезей определяется из соотношения: где С - ширина прорезей в плите и блоках легкого заполнителя; S - расстояние по нормали между направлениями соседних парал лельных прорезей; R - радиус кривизны внешней по отношению к центру кривизны наружной обшивки трехслойной панели в данном месте в направлении, нормальном к направлению данной прорези. 13. Способ изготовления судовой трехслойной панели, содержащий операции формования наружных обшивок» усиления плиты легкого заполнителя арми рованным пластиком, при котором в плите предварительно вырезают о т в е р стия с извлечением из них блоков легкого заполнителя и последующей у с т а новкой их в упомянутые соответствующие им отверстия перед формованием нлрухчых обшнгюк с последующим о т - " вррждрниеч псей плнелн, о т л и ч а ю ід и н с я тем, что на поверхности плиты легкого заполнителя по линиям, соединяющим центры смежных отверстий п ней, укпадывают пропи~ тайные связующим ленты или пакеты лент армирующего материала, р а з р е з а ют их на отрезки, соответствующие каждому из этих отверстий, сверху этих отрезков над отверстиями в плите легкого заполнителя, помещают соответствующие им блоки этого заполнителя и путем введения этих блоков в отверстия плиты образуют усиливающие ее стаканообразные высадки из армированного пластика. 14. Способ по п. 13, о т л и ч а ю щ и й с я тем, что вышеупомянутые ленты или их пакеты укладывают в каждом направлении вдоль каждого ряда отверстий в плите легкого заполнителя и разрезают эти ленты или их пакеты по середине расстояния между каждыми двумя смежными отверстиями в упомянутой плите. 15. Способ по п. 13, о т л и ч а ю щ и й с я тем, что вышеупомянутые ленты или их пакеты укладывают в направлениях, чередующихся через один ряд отверстий вышеуказанной плиты, разрезают эти ленты или их пакеты на отрезки по центрам отверстий, расположенных между теми, над к о т о рыми пересекаются ленты или их пакеты всех направлений их укладки, а блоки легкого заполнителя вводят только в те отверстия, над которыми пересекаются ленты или их пакеты всех направлений укладки, далее этот цикл операций повторяют три раза, причем при каждом цикле точки пересечения линии или их пакетов всех направлений укладки смещают каждый раз на одно отверстие поочередно вдоль каждой из трех сторон треугольника, образованного линиями, соединяющими смежные отверстия в плите легкого заполнителя • в которых в течение первого из трех циклов формуют стаканообразные высадки из армированного пластика. 16. Способ по п. 15, о т л и ч а ю щ и й с я тем, что после первых двух вышеупомянутых циклов операций формования стаканообразных высадок из армированного пластика вышеуказанную переворачивают и последующие два цикла осуществляют на ее противоположной поверхности." 1 1 9005 19 t % Изобретение относится к судострое-* образованные армирующим пластиком,, нию и касается конструирования трехрасположенным в пределах отверстгй спойных панелей из армированньгх пласв плите легкого заполнителя, выполнетиков судовых корпусных конструкций ны прилегающими к противоположной и технологии их изготовления. 5 обшивке. Известная судовая трехслойная паАрмирующий пластик легкого заполнель, содержащая наружные обшивки и нителя может быть выполнен также в средний слой легкого заполнителя в виде двух противоположно расположенвиде плиты со сквозными отверстиями, ных пространственных полотнищ, участв которые вставлены соответствующие 10 ки которых, расположенные междубокоим по форме блоки, при этом плита и выми поверхностями отверстий в плите блоки приформоваяы к внутренним полегкого заполнителя и боковыми поверхностям наружных обшивок [П , верхностями соответствующих им блоков Однако отсутствие у такой панели легкого заполнителя, образуют бокоармирования легкого заполнителя сни- (5 вые поверхности стаканообразных выжает ее несущую способность и техносадок, относящихся поочередно в кажлогичность. дом направлении расположения отверЭта панель изготовлена по способу, стий в плите легкого заполнителя то содержащему операции формования нак одному, то к другому нз этих полотружных обшивок, усиления плиты легко- 20 нищ, причем участки каждого из полотго заполнителя армированным пластинищ, расположенные в промежутках ком, при котором в плиТе предваритель между его стаканообразными высадками, но вырезают отверстия с извлечением выполнены повторяющими конфигурацию из них блоков легкого заполнителя одной из наружных обшивок, а донышки и последующей установкой их я упомя- 25 высадок - конфигурацию противоположнутые соответствующие им отверстия ной обшивки. перед формованием наружных обшивок Армирующий пластик легкого заполс последующим отверждением всей панителя такой панели целесообразно нели. армировать лентами или пакетами лент Цель настоящих изобретений - по- зо армирующего материала. вышеиие несущей способности и техноПри этом ленты армирующего материлогичности панели. ала могут быть расположены на обраЭто достигается тем, что легкий щенных к наружным обшивкам поверхнозаполнитель выполнен с армирующим стях блоков легкого заполнителя по пластиком, который расположен между диаметральным линиям, делящим пери35 метр блока на равные части, а на бобоковым^! поверхностями отверстий в плите и вставленных в них блоков. ковых поверхностях блоков легкого заПри этом армирующий пластик легполнителя - по соответствующим этим кого заполнителя может быть выполнен линиям образующим, причем ширина лент в виде обформовок его блоков. определяется из соотношения: 40 Армирующий пластик легкого запол-ЇЇ0 нителя может быть выполнен также в Ьиде обформовок промежутков плиты где В - ширина лент армирующего малегкого заполнителя между отверстиятериала; ми в ней. 1 D - диаметр блоков легкого заполАрмирующий пластик легкого запол- " кителя может быть выполнен также в нителя; виде пространственного полотнища, п - количество диаметральных лиучастки которого, расположенные в ний, по которым уложены ленты промежутках между отверстиями в плиармирующего материала. 50 Ленты армирующего материала могут те легкого заполнителя, повторяют быть расположены также в промежутках конфигурацию одной из наружных обшимежду отверстиями в плите легкого вок, а участки, расположенные между заполнителя по линиям, соединяющим боковыми поверхностями отверстий в центры смежных отверстий, на боковых плите легкого заполнителя и боковыми поверхностями соответствующих им бло-55 поверхностях отверстий - по соответствующим этим линиям образующим и в ков легкого заполнителя, образуют пределах отверстий - по соответствуюбоковые поверхности стаканообразных щим диаметральным линиям этих отвервысадок полотнища, донышки которых, 900519 стий, причем ширина лент определяется из соотношения • R Dot • где D - диаметр отверстий в плите лег кого заполнителя; Л - радианная мера тупого угла ромба, образованного прямыми, соединяющими центры каждых 10 четырех смежных отверстий в плите легкого заполнителя. Ленты армирующего материала данной панели целесообразно выполнять в виде отрезков, причем каждому на15 правлению укладки в районе каждого отверстия в плите легкого заполнителя соответствует свой отрезок или пакет отрезков. При этом расстояние между центра20 ми отверстий в плите легкого заполнителя в каждом из направлений укладки лент армирующего материала должно определяться из соотношения: 25 L г 2(Н + Ь) + О, где L - расстояние между центрами отверстии в плите легкого эапопнителя в данном направ- ЗО лении; Н - толщина среднего слоя легкого заполнителя, Ь - минимально допустимая длина, по которой концы отрезков 35 лент армирующего материала должны быть приформованы к одной из наружных обшивок. Расстояния между центрами отверстий в плите легкого заполнителя в 40 каждом из направлений укладки лент армирующего материала могут определяться также из соотношения: іг н + ь + ~-о Такая судовая трехслойная панель может быть выполнена криволинейной, причем с вогнутой стороны панели в плите и блоках легкого заполнителя могут быть выполнены прорези, имеющие глубину менее толщины слоя легкого заполнителя и расположенные по прямьґм, соединяющим центры смежных отверстий в легком заполнителе, причем ширина прорезей определяется из соотношения : 45 где С - ширина прорезей в плите и блоках, легкого заполнителя;' S - расстояние по нормали между направлениями соседних параллельных проречен, R - радиус кривизны внешней по отношению к центру кривизны наружной обшивки трехслойной , панели в данном месте в направлении, нормальном к направлению данной прорези. Такая судовая трехслойная панель изготавливается по способу, согласно которому, кроме вышеуказанного на поверхности плиты легкого заполнителя по линиям, соединяющим центры смежных отверстии в ней, укладываются пропитанные связующим ленты или пакеты лент армирующего материала и разрезаются на отрезки, соответствующие каждому из -этих отверстий, сверху этих отрезков над отверстиями с плите легкого заполнителя помещаются соответствующие им блоки этого заполнителя и путем введения этих блоков в отверстия плиты образуются усиливающие ее стаканообразные высадки из армированного пластика. Кроме того, вышеупомянутые ленты і или их пакеты могут укладываться в каждом направлении вдоль каждого ряда отверстий, в плите легкого заполнителя и разрезаться по середине расстояния между каждыми двумя смежными отверстиями в упомянутой плите. Наряду с этим вышеупомянутые ленты или их пакеты могут укладываться в направлениях, чередующихся через один ряд отверстий вышеуказанной плиты и разрезаться на отрезки по центрам отверстия, расположенных между теми, над которыми пересекаются ленты или их пакеты всех направлений, их укладки, а блоки легкого заполнителя могут вводиться только в те отверстия, над которыми пересекаются ленты или их пакеты всех направлений укладки, далее этот цикл операций может повторяться три раза, причем при каждом цикле точки пересечения лент или их пакетов всех направлении укладки могут смещаться каждый раз на одно отверстие поочередно вдоль каждой из трех сторон треугольника, образованного линиями, соединяющими смежные отверстия в пли те легкого заполнителя, в которых в течение первого из трех циклов могут I 900519 формоваться стаканорбраэные высадки в аксонометрической проекции в расиз армированного пластика. При этом члененном состоянии элементы описыпосле первых двух вышеупомянутых ваемой: панели» у которой два протициклов операций формования стакановоположно расположенные пространстобразных высадок из армированного 5 венные полотнища армированы отрезкапластика вышеуказанную плиту целесоми лент армирующего материала; на образно переворачивать и последующие фиг. 14 изображен горизонтальный два цикла осуществлять на ее противоразрез заготовки среднего слоя опиположной поверхности. сываемой панели, у которой в плите и I ' О блоках легкого заполнителя выполнены На фиг. 1 изображен горизонтальный прорези; на фиг. 15 - разрез Д-Д разрез описываемой панели, у которой фиг. 14; на фиг. 16 - разрез Е-Е армирующий пластик легкого заполнитеФиг. 14; на фиг* 17 - разрез Ж-Ж ля выполнен в виде обфорчовок блоков фиг. 14; на фиг. 1В - разрез легкого заполнителя; на фиг. 2 - раз-| 5 Д-Д фиг. 14 при окончательно изготоврез А-А фиг, 1; на фиг. 3 - изобраленной криволинейной панели; на жен горизонтальный разрез описываефиг. 19 - разрез Е-Е фиг. 14 при мой панели, у которой армирующий окончательно изготовленной криволипластик легкого заполнителя выполнен нейной панели; на фиг. 20 - разрез В ВИДЄ ОбформОВОК ПрОМежуТКОВ ПЛИТЫ jQ Ж-Ж фиг, 14 при окончательно изготов* легкого заполнителя между отверстиленной криволинейной панели; на ями в ней; на фиг. 4 - разрез Б-Б фиг. 21 а-г изображен технологический фиг. 3; на фиг. 5 изображен горизонпроцесс изготовления трехслойной патальный разрез описываемой панели, нели, у которой армирующий пластик у которой армирующий пластик легкого 2 s легкого заполнителя выполнен в виде запопнителя выполнен в виде пространобформовок блоков легкого заполнителя ственного погютнища со стаканообразна фиг. 22 а-г изображен технологиными высадками; на фиг, 6 - разрез ческий процесс изготовления трехслойВ-В фиг. 5; на фиг. 7 - изображен гоной панели, у которой армирующий ризонтальный разрез описываемой пане-» пластик легкого заполнителя выполнен ли, у которой армирующий пластик легв виде обформовок промежутков плиты кого заполнителя выполнен в виде двух легкого заполнителя между отверстияпротивоположно расположенных простран- ми в ней; на фиг. 23 а-г изображен ственных попотнищ; на фиг. 9 - разрез технологический процесс изготовления Г-Г фиг. 7; на фиг. 9 изображены в трехслойной панели, у которой армиаксонометрической проекции в расчлерующий пластик легкого заполнителя ненном состоянии элементы описываемой выполнен в виде пространственного панели, У которой обформовки блоков полотнища со стаканообразными высадлегкого заполнителя армированы лентаками; на фиг. 24 а-ж изображен техми армирующего материала; на фиг. 10 нологический процесс изготовления изображены в аксонометрической проек- 40 трехслойной панели, у которой армиции в расчлененном состоянии элеменрующий пластик легкого заполнителя ты описываемой панели, у которой выполнен в виде двух противоположно обформовкч промежутков плиты легкого расположенных пространственных полотзаполнителя между отверстиями в ней нищ; на фиг. 25 а-г изображен техноармированы лентами армирующего мате- 45 логический процесс изготовления трехриала; на фиг. 11 изображены в аксослойной панели, у которой пространнометрической проекции в расчлененном ственное полотнище со стаканообразсостоянии элементы описываемой панеными высадками армировано лентами ли» у которой пространственное полотармирующего материала; на Лиг. 26 а-г 50 изобра-ен технологический процесс нище со стаканообразными высадками армировано лентами армирующего материизготовления трехслойной панели, у ала; на фиг. 12 изображены в аксонокоторой пространственное полотнище метрической проекции в расчлененном со стаканообразными высадками армисостоянии элементы описываемой пане- • іровано отрезками лент армирующего • ли, у которой пространственное полот--> материала; на фиг. 27 а-э изображен нище со стаканообразными высадками технологический процесс изготовления армировано отрезками лент армируюшетрехслойной панели, у которой два го материала; на фиг. 13 изображены противоположно расположенные прост 900519 рангтвенные полотнища армированы отрезками лент армирующего материала; на фиг. 28 а, б - разрез 1-3 фиг. 27 а и 27 в; на фиг. 29 - разрез И-И фиг. 27 б и 27 г; на фиг, 5 30 а, б - разрез К-К фиг. 27 д и 2 7 ж; на фиг. 31 - разрез Л-Л фиг. 27 е и 27 з; на фиг. 32 изображен момент полного завершения технологического процесса изготовления трехслойной панели, у которой два противоположно расположенные пространствен-* ные полотнища армированы отрезками лент армирующего материала; на фиг. 33 а, б изображен технологичес- " кий процесс изготовления криволинейной трехслойной панели; на фиг. 34 а, б изображены в увеличенном виде поперечные разрезы криволинейной трехи слоинои панели после ее изготовления; * на фиг. 35 схематично изображены прорези в плоской заготовке легкого заполнителя трехслойной панели; на фиг. 36 схематично изображены прорези я легком заполнителе криволиней- 25 ной трехслойной панели. Судовая трехслойная панель состоит из наружных обшивок 1, 2 и среднего слоя легкого заполнителя 3, усиленного армирующим пластиком, прифор- '0 мованным к внутренним поверхностям обе их наружных обшивок и проходящим через толщину слоя легкого заполнителя 3. Заполнитель 3 выполнен в виде плиты, снабженной сквозными отверсти- 35 ями и соответсгвующими им блоками 4, вложенными в эти отверстия, а армированный пластик, усиливающий легкий заполнитель, проходя через толщину слоя легкого заполнителя, расположен 40 между боковыми поверхностями отверстий в плите легкого заполнителя и боковыми поверхностями соответствующих им блоков 4 легкого заполнителя. Армированный пластик, усиливающий легкий заполнитель выполнен: либо в виде обформовок 5 блоков 4 заполнителя 3; либо в виде обформовок 6 промежутков плиты заполнителя 3 между отверстиями в ней; либо в виде пространственного полотнища, участки 7 которого, расположенные в промежутках между отверстиями в плите заполнителя 3, повторяют конфигурацию обшивки 2, а участки, расположенные между боковыми поверхностями отверстий в плите легкого 45 8 залопнителя и боковыми поверхностями соответствующих им блоков 4 легкого заполнителя, образуют боковые поверхности 8 стаканообразных высадок полотнища , донышки 9 которых, образованые армированным ппастиком, расположенным в пределах отверстий в плите легкого заполнителя, повторяют конфигурацию противоположной обшивки I; либо в виде двух противоположно расположенных пространственных полотнищ 10 и 11, причем армированный пластик, расположенный между боковыми поверхностями отверстий в плите легкого заполнителя и боковыми поверхностями соответствующих им блоков 4 легкого заполнителя, образует боковые поверхности 8 стаканообразных высадок, относящихся поочередно в каждом направлении расположения отверстий в плите заполнителя 3 то к полотнищу 10, то к полотнищу 11, причем участки каждого из полотнищ, расположенные в промежутках между его, стаканообразными высадками повторяют конфигурацию одной из наружных обшивок, а донышки 9 высадок - конфигурацию противоположной обшивки. Армирующий пластик^усиливающий легкий заполнитель, может быть армирован как армирующим материалом, в виде сплошного полотна или пакета полотен, так и в виде лент или пакетов лент. В последнем случае: обформовки 5 блоков 4 легкого заполнителя армированы лентами 12 армирующего материала, расположенными на обращенных к наружным обшивкам 1 и 2 поверхностям блоков 4 заполнителя 3 по диаметральным линиям, делящим диаметр блока 4 на равные части,а на боковых поверхностях блоков 4 заполнителя 3 - по соответствующим этим линиям образующим, причем ширина лент 12 определяется из соотношения: где В - ширина лент 12 армирующего материала; D - диаметр блоков 4 легкого заполнителя; п - количество диаметральных линий, по которым укладываются _ ленты 12 армирующего материала; - обформовки 6 промежутков плиты легкого заполнитепя между отверстия 900519 10 ми п нрн армированы рентами 13 армирующего материала, расположенными в промежутках между отверстиями в плите заполнителя 3 по линиям-, соединяющим центры смежных отверстий, л на боковых поверхностях отверстий - по соответствующим этим линиям образующим, причем ширина лент 13 определяется из соотношения; где L, - расстояние между центрами отверстий в пните легкого заполнителя в данном направлении; 5 Н - толщина среднего слоя заполнителя 3; Ь - минимально допустимая длина, по которой концы отрезков 15 лент армирующего материала 10 должны быть приформованы к одной из наружных обшивок. ' ' 2 При выполнении пластика, усиливающего легкий заполнитель, в виде двух где D - диаметр отверстий в плите лег~ противоположно расположенных пространкого заполнителя; 15 ственных полотнищ 10 и II расстояния о - радианная мера тупого угла £ между центрами отверстий в плите легромба, образованного прямыми, кого заполнителя в каждом из направсоединяющими центры каждых лений укладки лент армирующего матече гырех смежных отверстий в риала определяются из соотношения: плите легкого заполнителя; 20 одно пространственное полотнище L 2 ? H + b + ~ D с поверхностями 8 и донышками 9, а также пространственные полотнища 10 В судовой трехслойной панели из и 11 пластика, усиливающего легкий армированного пластика с криволинейзаполнитель, могут быть армированы .. ными наружными обшивками с погнутой лентами 14 армирующего материала, стороны панели в плите и блоках 4 расположенными в промежутках между легкого заполнителя выполнены прореотверстиями в плите легкого заполнизи 16, имеющие глубину І hi менее толтеля по линиям, соединяющим центры щины (Н) слоя легкого заполнителя 3 смежных отверстий, на боковых поверхи расположенные по прямым, соединяностях отверстий - по соответствующим 30 ющим центры смежных отверстии в плиэтим линиям образующим и в пределах те легкого заполнителя, причем шириотверстий - по соответствуюпгчм диаметна прорезей определяется из соотноральным линиям этих отверстий, пришения: чем ширина лент 14 также определяется из соотношения С. R , 40 Ленты армирующего материала пространственного полотнища пластика, усиливающего легкий заполнитель, могут быть выполнены в виде отрезков 15, причем каждому направлению укпад- 45 ки в районе каждого отверстия в плите заполнителя 3 соответствует свой отрезок или пакет отрезков. При выполнении пластика, усиливающего легкий заполнитель в виде одно- 50 го пространственного полотнища, расстояния между центрами отверстий в плите заполнителя 3 в каждом из направлений укладки лент армирующего материала определяются из соотноше55 ння: L. * 2(Н + b) + D, где С - ширина прорезей в плите и блоках 4 легкого заполнителя 3; S * расстояние по нормали между направлениями соседних параллельных прорезей; R - радиус кривизны внешней по отношению к центру кривизны наружной обшивки трехслойной панели в данном месте в направлении, нормальном данной прорези. їіоц действием внешней нагрузки, приложенной к трехслойной панели, в ее наружных обшивках 1 и 2 возникают нормальные напряжения. Средний слой, заполняющий пространство между наружными обривками, образованный заполнителем 3, усиленным армированным пластиком, обеспечивает восприятие сдвигающих усилий и совместную работу обшивок 1 и 2, описываемой панели. 1t 4005 При изготовлении судовой трехслойной панели из армированного пластика формование ее обшивок 1 и 2 и среднего слоя легкого заполнителя 3 может производиться одновременно. Вкачест- 5 ве оснастки для формования чэеднего слоя заполнителя 3 может быть использована обыкновенная плоская плита {фиг. 21 а-г - 26 а-г) 17. Далее за 10 готовка среднего слоя заполнителя 3 панели помещается между заготовками ее наружных обшивок 1 и 2. Отформованный таким образом пакет с помощью форм 18 и 19, в которых Аормовались обшивки 1 и 2, обжимается. После t5 совместного отверждения армированного пластика обшивок ! и 2 и среднего слоя заполнителя 3 образуется монолит ная судовая трехслойная панель. При этом: при изготовлении судовой трехслойной панели, у которой армированный пластик, усиливающий заполнитель 3 выполнен в виде обформовок 5 блоков _ 4 легкого заполнителя, заготовка среднего слоя заполнителя 3 образуется путем нанесения на поверхности блоков 4 обформовок 5 и последующего внедения их в отверстия в плите заполнителя 3, Обформовки 5 блоков 4 могут быть выполнены при этом путем намотки на них в нескольких направлениях пент 12 или пакетов лент армирующего материала; при изготовлении трехслойной пане 35 ли, у которой армированный пластик, усиливающий заполнитель 3 выполнен в виде обЛормовок 6 промежутков плиты заполнителя 3 между отверстиями в ней, заготовка среднего слоя запол- 40 нителя 3 образуется путем нанесения на поверхности его плиты в промежутках между отверстиями в ней обформовок 6 и последующего введения в от45 верстия в плите соответствующих им блоков 4 заполнителя 3. Обформовки 6 промежутков плиты заполнителя 3 могут быть выполнены при этом путем намотки на них в направлениях вдоль линий, соединяющих центры смежных 50 отверстий в плите, лент или пакетов лент 13 армирующего материала; при изготовлении трехслойной панели, у которой армированный пластик, усиливающий заполнитель 3 выполнен в 55 виде пространственного' полотнища,1 заготовка среднего слоя заполнителя 3 • образуется путем укладки на верхней ? 12 поверхности гтиты легкого заполнителя, пропитанного гвязуюлим армирующего материала 20 способного к растяжению, например, стеклотрикотажй, и последующего формования из него пространственного полотнища эа С Ч Р Т введекия п отверстия в плите легкого заполнителя 3 соогпетствующих им блоков 4, при изготовлении трехслойной панели, у которой армированный ппастик, усиливаюшш заполнитель 3, выполнен в виде двух противоположно расположенных пространственных полотнищ 10 и и 11, заготовка среднего слоя заполнителя 3 образуется пуіем укладки на верхней, поверхности плиты легкого заполнителя пропитанного связующим армирующего материала 20, способного к растяжению, например, стекпотрикотажа, последующего формования из него одного из двух противоположно расположенных пространственных полотнищ за счет введения в каждое второе отверстие в плите заполнителя 3 соответ ствующих им бпоков 4 укладки на противоположной поверхности плиты легкого заполнителя после ее переворачивания пропитанного связующим армирующего материала 20, способного к расіяженню, например, стеклотрикотажа, и последующего Формования из него второго из двух противоположно расположенных пространственных полотнищ за счет введения в оставшиеся пустыми отверстия в плите заполнителя 3 соответствующих им блоков 4 последнего. , При изготовлении трехслойной панели, у которой армированный пластик, усиливающий легкий заполнитель 3, выполнен в виде пространственного полотнища, армированного лентами 14 или их пакетами армирующего материала, заготовка среднего слоя заполнителя 3 может быть образована путем укладки на верхней поверхности плиты легкого заполнителя по линиям, соединяющим центры смежных отверстий в ней, пропитанных связующим лент 14 или их пакетов армирующего материала и последующего формования из них пространственного полотнища за счет последовательного введения в отверстия в плите заполнителя 3 соответствующих им блоков 4. Если же расстояния между центрами 'отверстий в плите заполнителя 3 в ікаждом из направлений укладки лент 14 ІЗ 9005 19 ( армирующего материала.определяются из раз на одно отверстие поочередно соотношения: ' вдоль каждой из трех сторон треуголь Ц ^ 2(Н + Ь) + D, то после укладки на верхней поверхности плиты легкого заполнителя 3 по линиям» соединяющим центры смежных отверстий в ней, пропитанных связующим лент 21 или пакетов из армирующего материала, последние по середи- . _ не расстояния между каждыми двумя смежными отверстиями в плите легкого заполнителя 3 разрезают и далее 1 и * образовавшихся отрезков 22 лент армирующего материала путем введения 15 в отверстия в плите заполнителя 3 со ответствукщих им блоков 4 заполнителя 3 формуют пространственное полотнище . Если же расстояние между центрами 20 отверстий в нпите заполнителя 3 в каждом из направлений укладки лент армирующего материала определяются из соот ношения: ника (ABC), образованного пиниями, соединяющими смежные отверстия в плите заполнителя 3, в которых в течение первого цикла уже отформованы стаканообраэные высадки из армированного пластика. При этом расстояния L между центрами отверстий в плите легкого заполнителя могут определяться соотношением: После второго цикла плиту заполнителя 3 с отформованным на ней из армированного пластика одним полотнищем могут переворачивать, а третий и четвертый циклы, позволяющие отформовать полотнище 11, производить на противоположной поверхности плиты заполнителя 3. При изготовлении криволинейной трехслойной панели (фиг. 33 а, б)пред~* г н+ь+ I D; 25 варительно отформованную на плоской оснастке заготовку 23 среднего слоя то- пропитанные связующим ленты 20 заполнителя 3 с выполненными в плите или их пакеты из армирующего материи блоках 4 его прорезями 16 помещают ала при образовании заготовки средмежду расположенными в своих формах него слоя заполнителя 3 панели укла* дывяют в каждом из направлений уклад*-.30 18 и 19 заготовками ее обшивок 1 и 2. Формы сближают до полного смыкания ки через одни ряд отверстий в плите заготовок обшивок 1 и 2 с заготовкой заполнителя 3. Разрезку лент 21 или среднего слоя заполнителя 3. По мере их пакетов из армирующего материала сближения форм 18 и 19 заготовка средна отрезки производят по центрам отверстии в плите заполнителя 3, распо—35 него слоя заполнителя 3 изгибается и приобретает кривизну наружных обшивок ложенными между отверстиями, над коI и 2, При этом боковые стенки прореторыми пересекаются ленты армирующего зей '16 на вогнутой поверхности загоматериала всех направлений укладки товки среднего слоя заполнителя 3 (фиг. 27 а, 28 а ) . Формование из образовавшихся отрезков 22, усилива- *° сближаются между собой. Армирующий пластик, усиливающий заполнитель 3, ющих заполнитель 3 стаканообразных расположенный над прорезями 16 в высадок из армированного пластика, плите и блоках 4 заполнителя 3, по производят путем введения блоков 4 мере сближения боковых стенок проре(фиг. 27 б, 28 б, 29) заполнителя 3 только в те отверстия в плите запол 45 зей 16 в процессе деформирования заготовки среднего слоя заполнителя 3, чителя 3, над которыми пересекаются внедряясь в эти прорези, образуют ленты 21 армирующего материала всех там діє тли 24 (фиг. 34 а, б ) . направлений укладки. Далее этот цикл повторяют еще три раза: 2-ой раз фиг. 27 в, г; 28 а, б; 29; 3-ий раз, 50 Описываемая панель и способ ее фиг. 27 д. е; 30 а, б; 31, 32; 4-ый изготовления способствуют расширению раз - фиг. 27 ж. з; 30, а, б£ 31, 32 возможностей применения в судовых корпричем каждый последующий раз ленты пусных конструкциях современных поли21 или их пакеты из армирующего мамерных композиционных материалов, а териала укладывают на поверхности 55 также позволяют в значительной степеплиты заполнитепп 3 так, чтобы точки ни снизить массу этих конструкций и пересечения лент йсех направлений повысить их технологичность и несуукладки оказались смещенными каждый щую способность. 900519 900519 д в-з фигії 900519 r-r ff 900519 /J 6 фагЮ 100S19 •100 > і-і д Фиг Г2 Фиг •J Фиг Г7 900519 Є - £' fпобери у то) 4 Фиг. 19 Фуг. 20 900519 77 J д І7 J Фі/г 9005)9 Фиг. ZZ 900519 20 f7 V/////77 W777777777777777777777777777777777777777777, v У///////77/////////////////////////////// 4 J У///////////////////////// 900519 20 S Г7 I Г7 1 / \ (риг 900519 Ю У//////////////////////////// у//////////////////////////////////// / \ 9/ г & '////////////////////////////////////////// '////////////////////////////////////////// УУ////УУУ//УУУ/УУ/У////У////////////// 6ISOO6 900519 J г? I 7 •У/' У////////////////. У//////////////, фш ZS 900519 J 0 0(2)0 О#ОІ ^ ооо ооо oooooooo 900519 ooo Фиг 27 900519 900519 •с Э/К Я У <
ДивитисяДодаткова інформація
Назва патенту англійськоюShip three-layer panel and method of its manufacture
Автори англійськоюPavlov Henadii Oleksiiovych
Назва патенту російськоюСудовая трехслойная панель и способ ее изготовления
Автори російськоюПавлов Геннадий Алексеевич
МПК / Мітки
Мітки: виготовлення, суднова, тришарувата, засіб, панель
Код посилання
<a href="https://ua.patents.su/34-8927-sudnova-trisharuvata-panel-ta-zasib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Суднова тришарувата панель та засіб її виготовлення</a>
Тришарувата суднова панель

Номер патенту: 8935
Опубліковано: 30.09.1996
Автори: Сорокин-Марин Олександр Олександрович, Павлов Геннадій Олексійович, Бурко Едуарт Іванович
МПК: B63B 5/00
Мітки: тришарувата, панель, суднова
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Петров Олександр Олександрович, Федоров Віктор Савелійович, Слівінський Володимир Іванович, Борщов Генадій Васильович
МПК: B31D 3/00
Мітки: спосіб, виготовлення, стільникового, безперервного, матеріалу
Формула / Реферат:
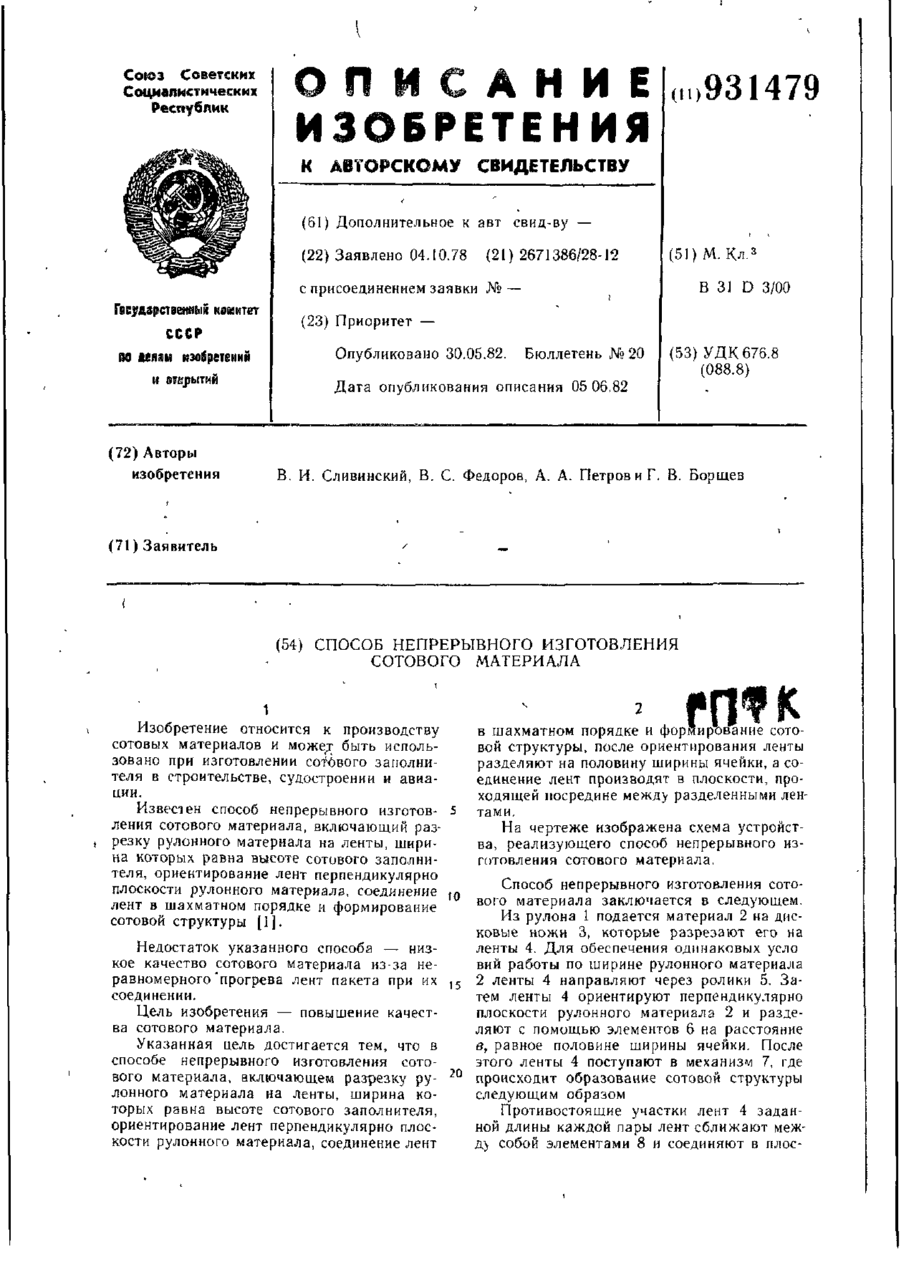
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Покрівельна панель

Номер патенту: 9734
Опубліковано: 30.09.1996
Автор: Терентюк Михайло Григорович
МПК: E04B 7/02
Мітки: панель, покрівельна
Формула / Реферат:
Кровельная панель, состоящая из многослойной плиты, содержащей вентиляционные пустоты, снабженные заглушками, а также поперечные и продольные ребра, отличающаяся тем, что слои в плите расположены в следующем порядке: верхний - водоизоляционный, средний - теплоизоляционный (в виде термовкладышей), нижний - пароизоляционный, при этом поперечные ребра плиты совмещены с гранями плиты и содержат на вертикальных гранях вырезы в виде половины...
Огороджуюча панель
Номер патенту: 4094
Опубліковано: 27.12.1994
Автор: Катруца Юрій Олексійович
МПК: E04C 2/26
Мітки: огороджуюча, панель
Формула / Реферат:
Ограждающая панель по авт. св.№ 1645411, отличающаяся тем, что, с целью снижения мате-риалоемкости плиты заполнения, трудоемкости изготовления и стоимости панели, сборная плита заполнения из базальтофибробетона выполнена в виде симметричного относительно вертикальной и горизонтальной осей панели вытянутого восьмиугольника с переменной, уменьшающейся к опорам шириной сечения, очерченного по эпюре изгибающих моментов, с двумя горизонтально...
Шарувато-стінова панель

Номер патенту: 4182
Опубліковано: 27.12.1994
Автори: Лавренко Сергій Миколайович, Ткаченко Віталій Анатолійович, Милостян Олександр Миколайович, Калита Віталій Миколайович, Баталова Тетяна Анатоліївна, Козел Петро Андрійович
Мітки: панель, шарувато-стінова
Формула / Реферат:
1. Слоистая стеновая панель, включающая обшивки, ребра каркаса, стяжные элементы и заполнитель, отличающаяся тем, что, с целью увеличения жесткости путем повышения эффективности совместной работы обшивок и ребер каркаса и снижения трудоемкости изготовления, ребра каркаса выполнены в виде полос из листового материала, ширина которых последовательно увеличивается к основанию панели, причем полосы установлены горизонтально между стяжными...
Попередній патент: Hапівпровідhиковий перетворювач
Наступний патент: Засіб виготовлення суднової тришароватої з армованого пластика
Випадковий патент: Спосіб безперервного розливу металів методом плавка на плавку