Віброоброблюючий пристрій резонансного типу з дебалансним віброприводом
Номер патенту: 10124
Опубліковано: 15.11.2005
Автори: Берник Павло Степанович, Пашистий Вадим Ананієвич, Чубик Роман Васильович
Формула / Реферат
Віброоброблюючий пристрій резонансного типу з дебалансним віброприводом, що містить робочий орган і дебалансний вібратор, зв’язані з пружною системою, а також датчик вібрації і блок керування, який відрізняється тим, що блок керування виконаний у вигляді промислового мікроконтролера із зашитою програмою корекції параметрів коливного руху і зв’язаний через інтерфейс із перетворювачем частоти, який виконаний з можливістю живлення електродвигуна приводу вібратора широтно-імпульсно модульованою синусоїдальною напругою.
Текст
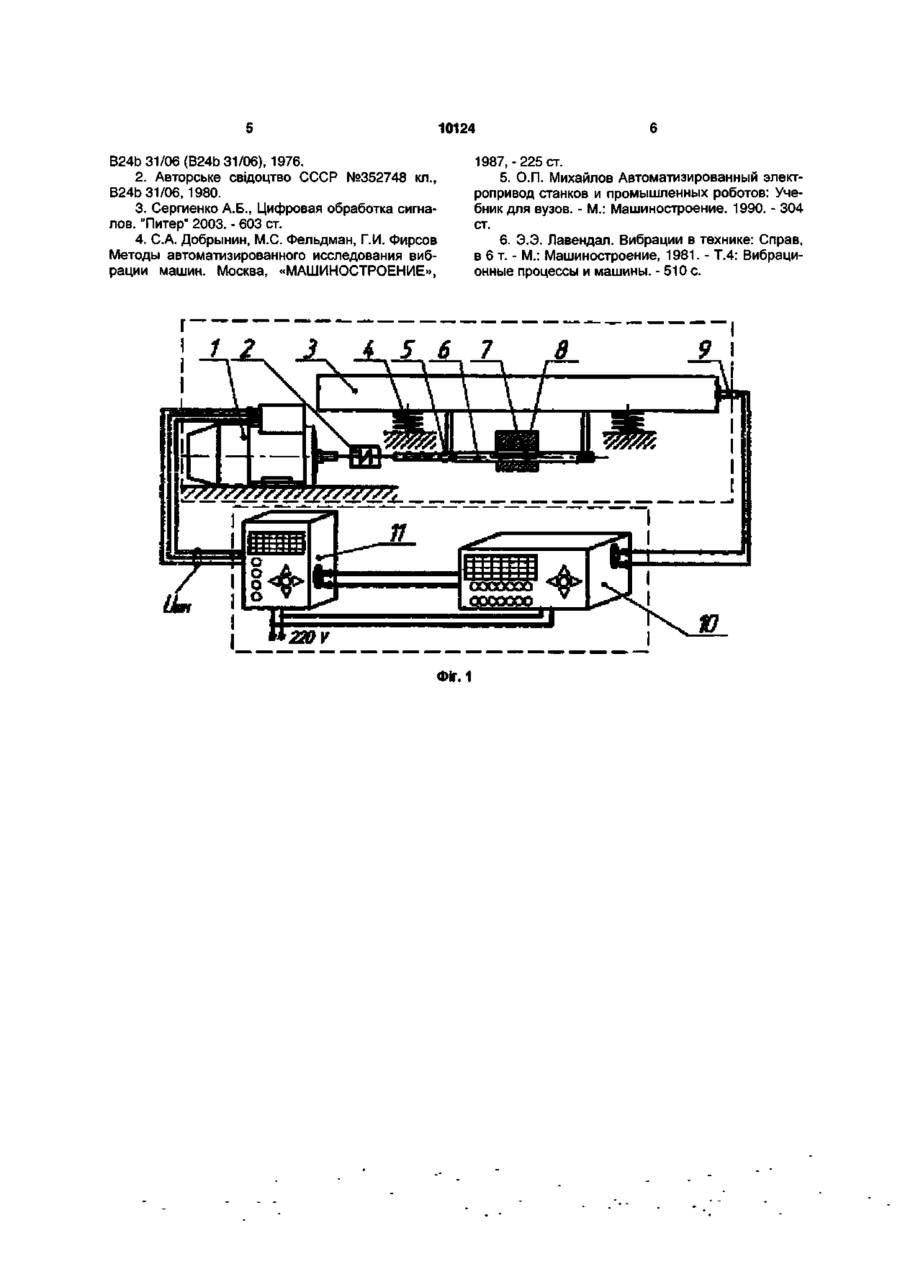
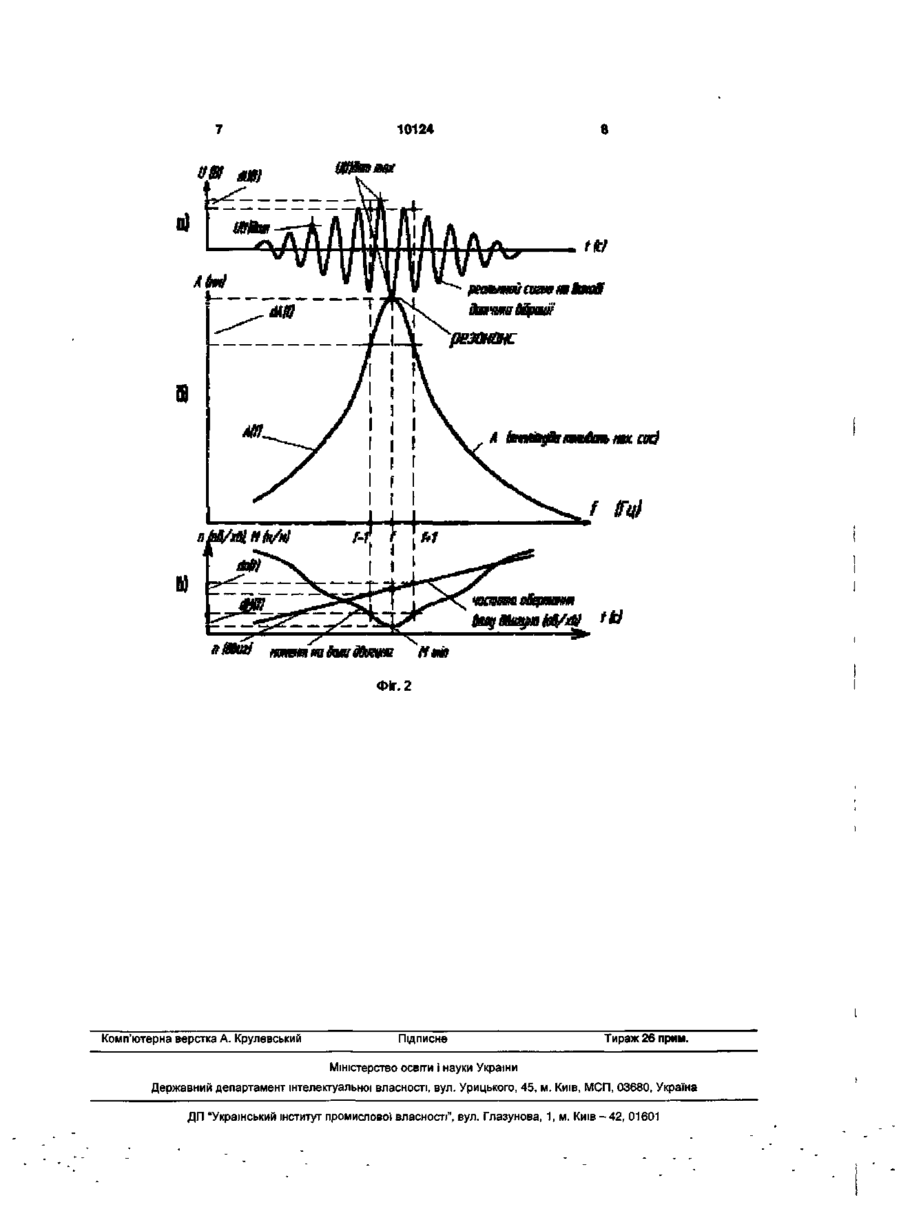
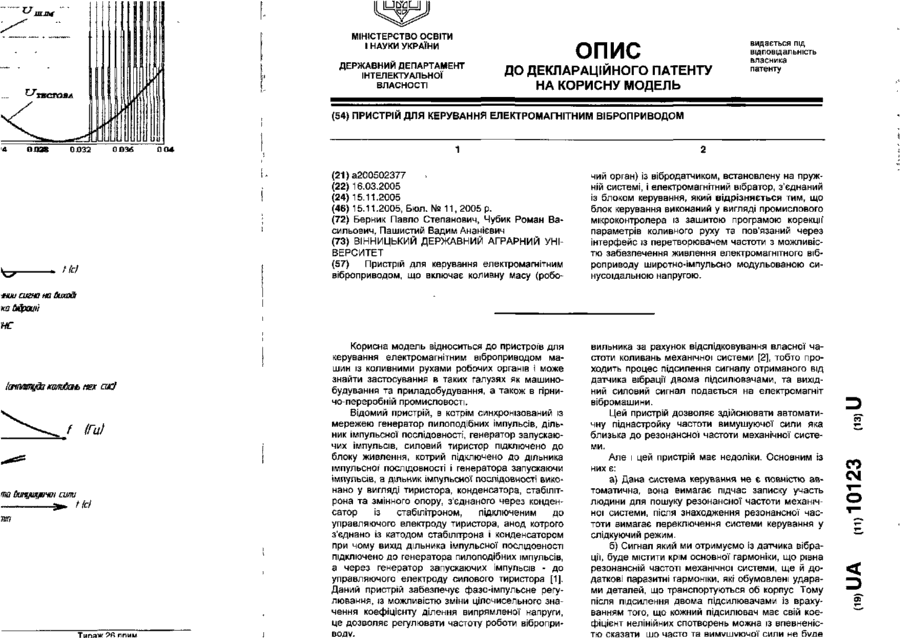
Віброоброблюючий пристрій резонансного типу з дебалансним віброприводом, що містить Корисна модель відноситься до пристроїв для керування дебалансним віброприводом машин із коливними рухами робочих органів і може знайти застосування в таких галузях як машинобудування та приладобудування, а також в гірничопереробній промисловості Відомий пристрій, в котрім керування дебалансним віброзбуджувачом, який складається із підпружинених рухомих і нерухомих відносно привідного валу дебалансів, проводиться пневмодвигуном виконаним у вигляді системи сильфонів, СПІВВІСНО розташованих з привідним валом, котрі зв'язані своїми торцями через упорні підшипники кочення із рухомими дебалансами, встановленими на привідному валі на гвинтових шариково-шліцьових з'єднаннях [1] Даний пристрій забезпечує керування амплітудою коливань робочого органу вібраційної технологічної машини із дебалансним приводом, за рахунок зміни відцентрової сили при повороті рухомих дебалансів Недоліком даного пристрою є те, що він не може автоматично змінювати частоту роботи віброприводу при ЗМІНІ маси завантаження Найбільш близьким по технічній суті є спосіб підтримки коло резонансного режиму роботи вібраційних технологічних машин із дебалансним приводом, за рахунок регульованої зміни жорсткості пружної ПІДВІСКИ [2] Основними недоліками даного пристрою є а) відсутня можливість плавної зміни жорсткості пружної системи тому, що використовується кроковий двигун для П корекції робочий орган і дебалансний вібратор, зв'язані з пружною системою, а також датчик вібрації і блок керування, який відрізняється тим, що блок керування виконаний у вигляді промислового мікроконтролера із зашитою програмою корекції параметрів коливного руху і зв'язаний через інтерфейс із перетворювачем частоти, який виконаний з можливістю живлення електродвигуна приводу вібратора широтно-імпульсно модульованою синусоїдальною напругою б) даний пристрій може забезпечити коло резонансний режим роботи, але він не забезпечує керування амплітудою коливань робочого органу в даному режимі Метою корисної моделі є розширення функціональних можливостей машин із коливними рухами робочих органів, та економія електроенергії яка витрачається на їх привід Поставлена мета досягається тим, що в пристрої для керування дебалансним приводом машини із коливними рухами робочих органів, який включає датчик вібрації та електрино пов'язаний з ним блок керування, силовий вихід якого зв'язаний з асинхронним трифазним двигуном котрий забезпечує привід дебалансу вібромашини, згідно корисної моделі, блок керування виконаний на базі промислового мікроконтролера із зашитою програмою корекції параметрів коливного руху і зв'язаний через інтерфейс із перетворювачем частоти, який силовим виходом пов'язаний із асинхронним трифазним двигуном котрий забезпечує привід дебаівдасусвібідожщниєистеми керування дозволяє повністю автоматизувати процес керування роботою машини із коливними рухами робочих органів, за рахунок регульовання одночасно двома параметрами - частотою та амплітудою, що дозволяє забезпечити оптимальні режими роботи при мінімальних затратах енергії на вібропривід при роботі в двох основних режимах роботи а) режим максимальної швидкості вібротранспортування або максимальної інтенсивності вібро t CM О) 10124 обробки при різних масах завантаження б) режим коли для умов технологічного процесу необхідно стабільність таких параметрів як продуктивність вібромашини, швидкість вібротранспортування, інтенсивності віброобробки незалежно від маси завантаження резонансної вібромашини Даний пристрій зводить до мінімуму перехідні процеси при ЗМІНІ маси завантаження або ЗМІНІ режиму роботи (параметрів технологічного процесу) Також виникає можливість звести до мінімуму час на налагодження та переналагодження системи при переході на інший технологічний процес завдяки тому, що витрачається час лише на корекцію або заміну програмного забезпечення промислового мікроконтролера Пристрій відрізняється тим, що програма корекції параметрів коливного руху розроблена із врахуванням жорсткості пружної ПІДВІСКИ конкретної машини і діапазону зміни навантажень в процесі роботи, що забезпечує автоматизацію процесу керування роботою кожної конкретної машини Пристрій відрізняється тим, що для живлення асинхронного трифазного двигуна приводу вібромашини використано широтно-імпульсно модульовану [5] синусоїдальну напругу, що дозволяє керувати частотою обертання вала двигуна та дозволяє керувати крутним моментом на валі двигуна На Фіг 1 зображений пристрій для керування вібраційною технологічною машиною із дебалансним приводом На робочому органі 3 котрий виконує коливні рухи, закріплено датчик вібрації 9, також до робочого органу 3 прикріплено на підшипниках кочення 5 вал 6 на якому жорстко закріплений дебаланс 7 завдяки шпонці 8 Вал 6 дебалансного приводу за допомогою муфти 2 з єднано із асинхронним трифазним двигуном 1 котрий підключено до перетворювача частоти 11, перетворювач частоти 11 з'єднано із промисловим мікроконтролером 10, а промисловий мікроконтролер 10 з'єднано із датчиком вібрації 9 котрий закріплено на робочому органі 3 вібраційної технологічної машини Принцип роботи пристрою наступний коливання робочого органу 3 перетворюються датчиком вібрації 9 в електричні коливання U(t) flaT (Фіг 2) Електричні коливання несуть інформацію про амплітуду коливань робочого органу 3 та про його частоту Ця інформація поступає на аналоговий вхід промислового мікро контролера 10, де проводиться оцифровування аналогового сигналу тобто перетворення його в цифровий код [4] В промисловім мікроконтролері 10 проходить сканування інформації із датчика вібрації [3] 9 на протязі певного часу, далі отриманий масив даних проходить цифрову фільтрацію (для того, щоб позбутися шумів та паразитних складових оцифрованого сигналу) Після ЧОГО проводиться аналіз амплітуди та частоти із використанням програми корекції параметрів коливного руху Якщо амплітуда оцифрованого сигналу відрізняється від заданої оператором (користувачем) то мікроконтролер 10, використовуючи програму керування, спілкується по станда ртному промисловому інтерфейсу із перетворювачем частоти 11, віддасть йому команду, збільшити або зменшити частоту широтно-імпульсно модульованої синусоїдальної напруги ІІшім [5] Фіг 1 на його виході, залежно від того наскільки і в яку сторону змінилася амплітуда реального сигналу від заданої Якщо амплітуда коливань в біля резонансному режимі буде більшою ніж оптимальна для даного технологічного процесу то промисловий мікроконтролер 10 віддасть команду перетворювачу частоти і 1 зменшити величину крутного моменту М На фіг 2 в) показано залежність між частотою обертів валу двигуна п, та моментом М на валі асинхронного трифазного двигуна, що є приводом дебалансного віброзбуджувача, також показано зв'язок між обертами п та амплітудою коливань А Фіг 2 б) робочого органу 3, та амплітудою коливань електричних сигналів Фіг 2 а) на виході датчика U(t) 9 (якщо вона не двополярна (як показано), а однополярна то все рівно амплітуда синусоїди на виході датчика зростає із наближенням до резонансу, та спадає при відходжені від резонансу Причому частота синусоїди на виході датчика 9 завжди близька по значенню до частоти коливань робочого органу) Як видно із Фіг 2 в), момент М на валі асинхронного трифазного двигуна, із наближенням до резонансу падає, за рахунок цього виникає ефект енергозбереження На Фіг 2 в) показано як завдяки ЗМІНІ частоти обертів валу двигуна на проміжку dn(t) міняється момент М на величину dM ВІДПОВІДНО ДО ЗМІНИ частоти обертів валу двигуна на проміжку dn(t) показано зміну амплітуди коливань робочого органу dA Фіг 2 б) та відповідну їй зміну амплітуди та частоти сигналу dU(t) на виході датчика вібрацій Фіг 2 а) Згідно [6] збільшення приведеної маси (у нашому випадку робочого органу) приводить до зменшення частоти резонансу коливної системи та зміну амплітуди в ту чи іншу сторону в залежності від параметрів відстройки механічної системи, тому мікропроцесор 10 після того як зафіксує зміну амплітуди коливань робочого органу 3 яка викликана зміною маси завантаження, повинен провести порівняння між теперішньою амплітудою та попередньою І в залежності від результатів порівняння повинен проводити корекцію частоти обертів валу асинхронного трифазного двигуна в цю сторону, в котру пройшла зміна частоти резонансу механічної системи Тобто мікроконтролер постійно повинен вирівнювати два значення це частота вимушуючої сили та частота власних коливань механічної системи Промисловий мікроконтролер повинен працювати цілий час в циклічному режимі, тобто сканування вхідного сигналу, аналіз інформації, приймання рішення, команда про його виконання Завдяки виконанню вище приведених операцій механічна система буде завжди знаходитися в стані близькому до резонансного незалежно від маси завантаження, причому буде постійно підтримуватися необхідна амплітуда коливань на колорезонансній частоті при мінімальних затратах енергії на привід вібромашини Література 1 Авторське свідоцтво СССР №492378 кл , 10124 B24b 31/06 (B24b 31/06), 1976. 2. Авторське свідоцтво СССР №352748 кл., B24b 31/06, 1980. 3. Сергиенко А.Б., Цифровая обработка сигналов. "Питер" 2003. - 603 ст. 4. С.А. Добрынин, М.С. Фельдман, Г.И. Фирсов Методы автоматизированного исследования вибрации машин. Москва, «МАШИНОСТРОЕНИЕ», Urn ФІГ. 1 1987,-225 ст. 5. О.П. Михайлов Автоматизированный электропривод станков и промышленных роботов: Учебник для вузов. - М.: Машиностроение. 1990. - 304 ст. 6. Э.Э. Лавендал. Вибрации в технике: Справ, в 6 т. - М.: Машиностроение, 1981. - Т.4: Вибрационные процессы и машины. - 510 с. 10124 ш Witt*!*/*) Ь) Няв Фіг. 2 Комп'ютерна верстка А. Крулевський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюResonance type vibration treatment device with unbalanced vibration drive
Автори англійськоюBernyk Pavlo Stepanovych, Chubyk Roman Vasyliovych
Назва патенту російськоюВиброобрабатывающее устройство резонансного типа с дебалансным виброприводом
Автори російськоюБерник Павел Степанович, Чубик Роман Васильевич
МПК / Мітки
МПК: B65G 27/10
Мітки: віброприводом, пристрій, типу, резонансного, віброоброблюючий, дебалансним
Код посилання
<a href="https://ua.patents.su/4-10124-vibroobroblyuyuchijj-pristrijj-rezonansnogo-tipu-z-debalansnim-vibroprivodom.html" target="_blank" rel="follow" title="База патентів України">Віброоброблюючий пристрій резонансного типу з дебалансним віброприводом</a>
Пристрій для керування електромагнітним віброприводом
Номер патенту: 10123
Опубліковано: 15.11.2005
Автори: Чубик Роман Васильович, Пашистий Вадим Ананієвич, Берник Павло Степанович
МПК: B65G 27/10
Мітки: віброприводом, електромагнітним, керування, пристрій
Формула / Реферат:
Пристрій для керування електромагнітним віброприводом, що включає коливну масу (робочий орган) із вібродатчиком, встановлену на пружній системі, і електромагнітний вібратор, з’єднаний із блоком керування, який відрізняється тим, що блок керування виконаний у вигляді промислового мікроконтролера із зашитою програмою корекції параметрів коливного руху та пов'язаний через інтерфейс із перетворювачем частоти з можливістю забезпечення живлення...
Пристрій керування віброприводом
Номер патенту: 36611
Опубліковано: 16.04.2001
Автор: Шаповалов Михайло Якович
МПК: B06B 1/02
Мітки: віброприводом, керування, пристрій
Формула / Реферат:
Пристрій керування віброприводом, що вміщує електромагніт, датчик вібрації, підключений до входу амплітудного детектора, вихід якого підключений до входу блока підсумовування, на вхід якого підключений задатчик амплітуди, підсилювач, вихід якого підключений до входу комутуючого елемента, а останній підключений до одного з виводів електромагніта, а другий вивід електромагніта з'єднаний з джерелом живлення, який відрізняється тим, що введено...
Спосіб налагодження резонансного нвч підсилювача на задану частоту та пристрій для його здійснення
Номер патенту: 47431
Опубліковано: 15.07.2002
Автори: Шевченко Костянтин Леонідович, Скрипник Юрій Олексійович, Іващенко Володимир Олексійович
МПК: G01R 27/32
Мітки: пристрій, частоту, налагодження, нвч, задану, спосіб, підсилювача, здійснення, резонансного
Формула / Реферат:
1. Спосіб налагодження резонансного НВЧ підсилювача на задану частоту, який полягає у формуванні двох випробувальних НВЧ сигналів з частотами, симетричними резонансній частоті за межами смуги пропускання резонатора, пропусканні випробувальних сигналів через НВЧ підсилювач, порівнянні параметрів цих сигналів між собою, формуванні різницевого сигналу, котрим регулюють власну частоту резонатора до отримання рівності порівнюваних параметрів, який...
Спосіб і пристрій для резонансного збудження рідин і спосіб і установка для фракціонування вуглеводневих рідин
Номер патенту: 57185
Опубліковано: 16.06.2003
Автор: Сєліванов Ніколай Івановіч
МПК: B01J 19/18, B01D 3/30, B01D 3/14, C10G 55/00, B01J 19/08, C10G 7/00, C10G 15/00, B01J 19/00, B01F 7/00
Мітки: спосіб, вуглеводневих, пристрій, збудження, фракціонування, резонансного, рідин, установка
Формула / Реферат:
1. Спосіб резонансного збудження рідин, що містять зв'язаний водень, шляхом коливального впливу на рідину для деструктивного перетворення її хімічних зв'язків на молекулярному рівні, що включає передачу до рідини коливальної енергії за допомогою джерела механічних коливань, яке розміщено в рідині, який відрізняється тим, що резонансне збудження рідини здійснюється на одній із основних частот, що підпорядковуються загальній...
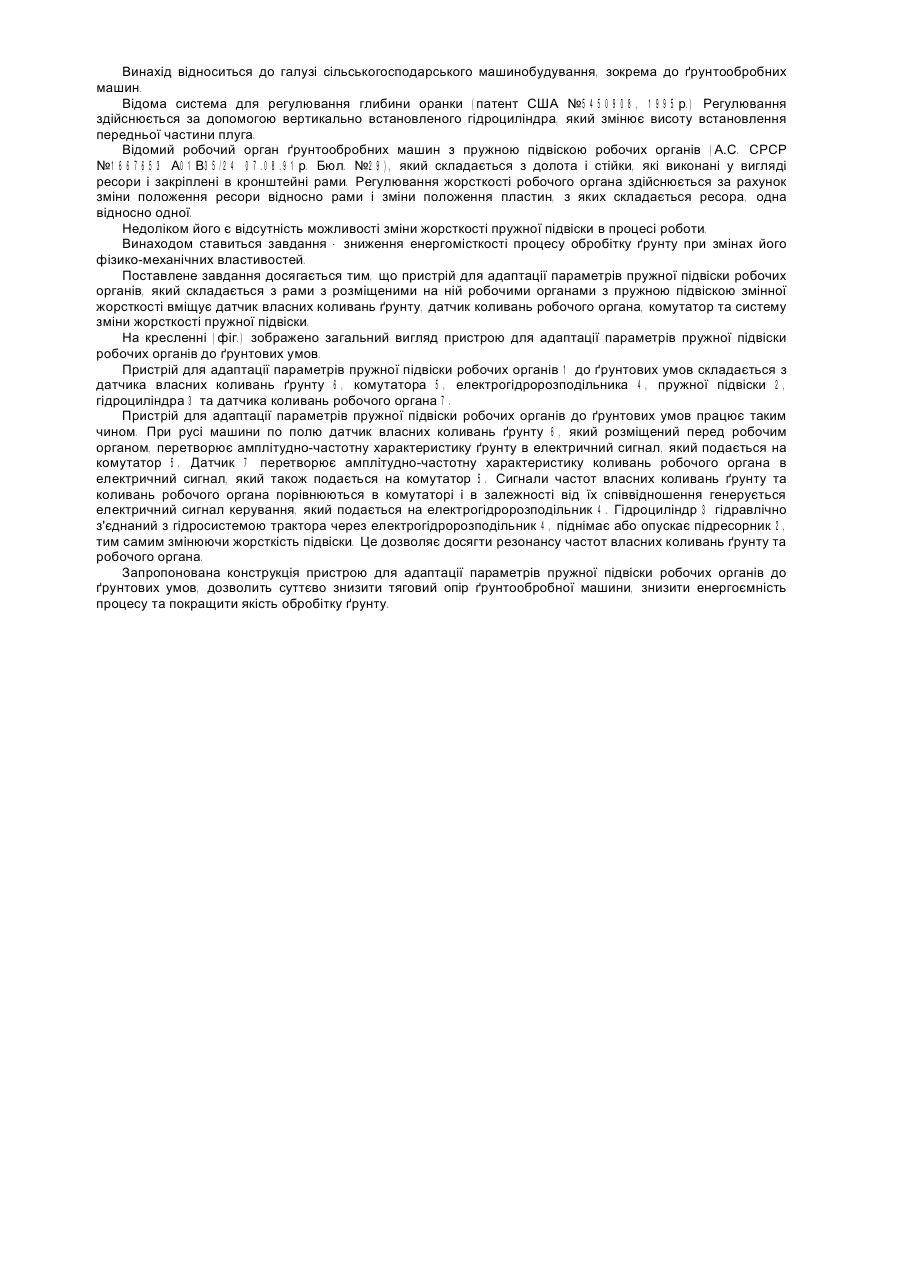
Пристрій для адаптації параметрів пружної підвіски робочих органів до грунтових умов
Номер патенту: 63989
Опубліковано: 16.02.2004
Автори: Ковбаса Володимир Петрович, Гуменюк Юрій Олегович, Дімчев Олександр Михайлович, Погорілець Олександр Миколайович
МПК: A01B 35/24
Мітки: параметрів, робочих, пристрій, пружної, адаптації, грунтових, органів, умов, підвіски
Формула / Реферат:
Пристрій для адаптації параметрів пружної підвіски робочих органів до ґрунтових умов, який складається з рами з розміщеними на ній робочими органами з пружною підвіскою змінної жорсткості, який відрізняється тим, що вміщує датчик власних коливань ґрунту та датчик коливань робочого органа, електрично зв'язаних з комутатором, який в свою чергу електрично з'єднаний з електрогідророзподільником, який гідравлічно з'єднаний з гідроциліндром системи...
Попередній патент: Пристрій для керування електромагнітним віброприводом
Наступний патент: Пристрій для флокування зображень
Випадковий патент: Спосіб виготовлення експрес-ортеза шийного відділу хребта