Головка для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елемента
Номер патенту: 102014
Опубліковано: 12.10.2015
Автори: Сівецький Володимир Іванович, Сокольський Олександр Леонідович, Колосов Олександр Євгенович, Мікульонок Ігор Олегович

Формула / Реферат
Головка для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елемента, що містить порожнистий корпус з отвором для подачі полімерного матеріалу, випускним отвором і розміщеним у порожнині корпуса з проміжком відносно нього дорном з каналом для проходження поздовжнього елемента, при цьому дорн з'єднано з генератором ультразвукових коливань, яка відрізняється тим, що канал дорна з боку випускного отвору корпуса містить розширення, а стінку дорна на ділянці розширення каналу виконано перфорованою.
Текст
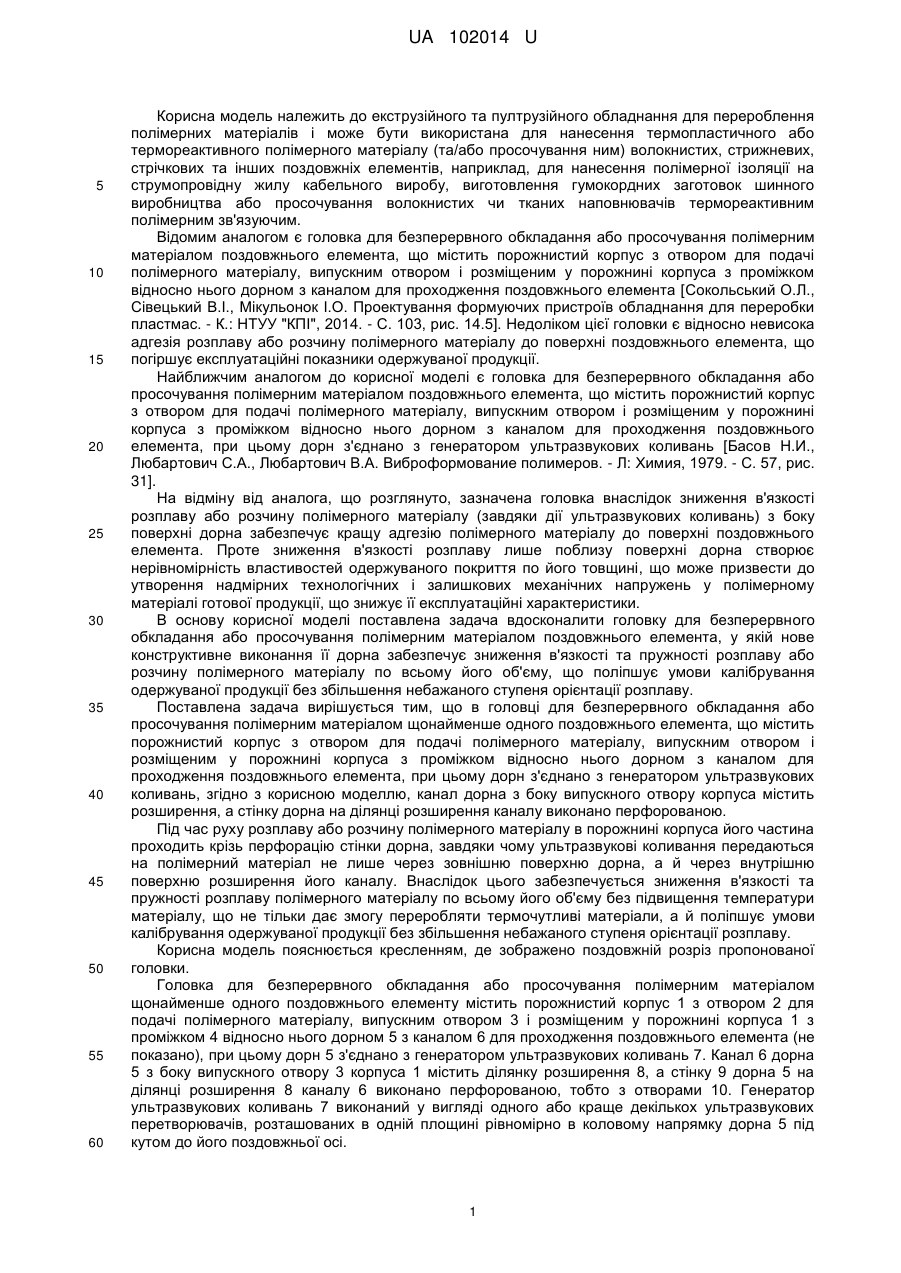
Реферат: Головка для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елемента містить порожнистий корпус з отвором для подачі полімерного матеріалу, випускним отвором і розміщеним у порожнині корпуса з проміжком відносно нього дорном з каналом для проходження поздовжнього елемента. Дорн з'єднано з генератором ультразвукових коливань. Канал дорна з боку випускного отвору корпуса містить розширення, а стінку дорна на ділянці розширення каналу виконано перфорованою. UA 102014 U (12) UA 102014 U UA 102014 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до екструзійного та пултрузійного обладнання для перероблення полімерних матеріалів і може бути використана для нанесення термопластичного або термореактивного полімерного матеріалу (та/або просочування ним) волокнистих, стрижневих, стрічкових та інших поздовжніх елементів, наприклад, для нанесення полімерної ізоляції на струмопровідну жилу кабельного виробу, виготовлення гумокордних заготовок шинного виробництва або просочування волокнистих чи тканих наповнювачів термореактивним полімерним зв'язуючим. Відомим аналогом є головка для безперервного обкладання або просочування полімерним матеріалом поздовжнього елемента, що містить порожнистий корпус з отвором для подачі полімерного матеріалу, випускним отвором і розміщеним у порожнині корпуса з проміжком відносно нього дорном з каналом для проходження поздовжнього елемента [Сокольський О.Л., Сівецький В.І., Мікульонок І.О. Проектування формуючих пристроїв обладнання для переробки пластмас. - К.: НТУУ "КПІ", 2014. - С. 103, рис. 14.5]. Недоліком цієї головки є відносно невисока адгезія розплаву або розчину полімерного матеріалу до поверхні поздовжнього елемента, що погіршує експлуатаційні показники одержуваної продукції. Найближчим аналогом до корисної моделі є головка для безперервного обкладання або просочування полімерним матеріалом поздовжнього елемента, що містить порожнистий корпус з отвором для подачі полімерного матеріалу, випускним отвором і розміщеним у порожнині корпуса з проміжком відносно нього дорном з каналом для проходження поздовжнього елемента, при цьому дорн з'єднано з генератором ультразвукових коливань [Басов Н.И., Любартович С.А., Любартович В.А. Виброформование полимеров. - Л: Химия, 1979. - С. 57, рис. 31]. На відміну від аналога, що розглянуто, зазначена головка внаслідок зниження в'язкості розплаву або розчину полімерного матеріалу (завдяки дії ультразвукових коливань) з боку поверхні дорна забезпечує кращу адгезію полімерного матеріалу до поверхні поздовжнього елемента. Проте зниження в'язкості розплаву лише поблизу поверхні дорна створює нерівномірність властивостей одержуваного покриття по його товщині, що може призвести до утворення надмірних технологічних і залишкових механічних напружень у полімерному матеріалі готової продукції, що знижує її експлуатаційні характеристики. В основу корисної моделі поставлена задача вдосконалити головку для безперервного обкладання або просочування полімерним матеріалом поздовжнього елемента, у якій нове конструктивне виконання її дорна забезпечує зниження в'язкості та пружності розплаву або розчину полімерного матеріалу по всьому його об'єму, що поліпшує умови калібрування одержуваної продукції без збільшення небажаного ступеня орієнтації розплаву. Поставлена задача вирішується тим, що в головці для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елемента, що містить порожнистий корпус з отвором для подачі полімерного матеріалу, випускним отвором і розміщеним у порожнині корпуса з проміжком відносно нього дорном з каналом для проходження поздовжнього елемента, при цьому дорн з'єднано з генератором ультразвукових коливань, згідно з корисною моделлю, канал дорна з боку випускного отвору корпуса містить розширення, а стінку дорна на ділянці розширення каналу виконано перфорованою. Під час руху розплаву або розчину полімерного матеріалу в порожнині корпуса його частина проходить крізь перфорацію стінки дорна, завдяки чому ультразвукові коливання передаються на полімерний матеріал не лише через зовнішню поверхню дорна, а й через внутрішню поверхню розширення його каналу. Внаслідок цього забезпечується зниження в'язкості та пружності розплаву полімерного матеріалу по всьому його об'єму без підвищення температури матеріалу, що не тільки дає змогу переробляти термочутливі матеріали, а й поліпшує умови калібрування одержуваної продукції без збільшення небажаного ступеня орієнтації розплаву. Корисна модель пояснюється кресленням, де зображено поздовжній розріз пропонованої головки. Головка для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елементу містить порожнистий корпус 1 з отвором 2 для подачі полімерного матеріалу, випускним отвором 3 і розміщеним у порожнині корпуса 1 з проміжком 4 відносно нього дорном 5 з каналом 6 для проходження поздовжнього елемента (не показано), при цьому дорн 5 з'єднано з генератором ультразвукових коливань 7. Канал 6 дорна 5 з боку випускного отвору 3 корпуса 1 містить ділянку розширення 8, а стінку 9 дорна 5 на ділянці розширення 8 каналу 6 виконано перфорованою, тобто з отворами 10. Генератор ультразвукових коливань 7 виконаний у вигляді одного або краще декількох ультразвукових перетворювачів, розташованих в одній площині рівномірно в коловому напрямку дорна 5 під кутом до його поздовжньої осі. 1 UA 102014 U 5 10 15 Корисна модель працює наступним чином. Під час руху розплаву полімерного матеріалу в порожнині корпуса 1 його частина проходить крізь перфорацію стінки 9 дорна 5, завдяки чому ультразвукові коливання передаються на полімерний матеріал не лише через зовнішню поверхню дорна 5, а й через внутрішню поверхню ділянки розширення 8 каналу 6 та отвори 10 в її стінці 9. Внаслідок цього забезпечується більш ефективне зниження в'язкості та пружності розплаву полімерного матеріалу по всьому його об'єму без підвищення температури матеріалу, що істотно поліпшує умови обкладання або просочування полімерним матеріалом одного або декількох поздовжніх елементів. Внаслідок того, що ультразвукові перетворювачі генератора ультразвукових коливань 7 розташовані під кутом до поздовжньої осі дорна 5, забезпечуються коливання дорна як в поперечному, так і в повздовжньому напрямках, що підвищує ефективність його дії на полімерний матеріал, оброблюваний у каналі 6 корпуса 1. Корисна модель, нескладна у виготовленні та експлуатації, дає змогу здійснювати високоефективне безперервне обкладання або просочування полімерним матеріалом найрізноманітніших поздовжніх елементів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Головка для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елемента, що містить порожнистий корпус з отвором для подачі полімерного матеріалу, випускним отвором і розміщеним у порожнині корпуса з проміжком відносно нього дорном з каналом для проходження поздовжнього елемента, при цьому дорн з'єднано з генератором ультразвукових коливань, яка відрізняється тим, що канал дорна з боку випускного отвору корпуса містить розширення, а стінку дорна на ділянці розширення каналу виконано перфорованою. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюSivetskyy Volodymyr Ivanovych, Mikulyonok Igor Olegovych, Sokolskyy Oleksandr Leonidovych, Kolosov Oleksandr Evgenovych
Автори російськоюСивецкий Владимир Иванович, Микулёнок Игорь Олегович, Сокольский Александр Леонидович, Колосов Александр Евгениевич
МПК / Мітки
МПК: B29C 47/12, B29C 70/52
Мітки: безперервного, поздовжного, матеріалом, елемента, головка, одного, просочування, щонайменше, полімерним, обкладання
Код посилання
<a href="https://ua.patents.su/4-102014-golovka-dlya-bezperervnogo-obkladannya-abo-prosochuvannya-polimernim-materialom-shhonajjmenshe-odnogo-pozdovzhnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Головка для безперервного обкладання або просочування полімерним матеріалом щонайменше одного поздовжнього елемента</a>
Спосіб відновлення напрямних полімерним матеріалом
Номер патенту: 98887
Опубліковано: 12.05.2015
Автори: Іщенко Олена Анатоліївна, Струтинський Василь Борисович
МПК: B23P 6/00
Мітки: напрямних, відновлення, полімерним, матеріалом, спосіб
Формула / Реферат:
Спосіб відновлення напрямних полімерним матеріалом, який включає зачистку поверхні під нанесення полімеру, її знежирення, установку лінійки-шаблона, який відрізняється тим, що на напрямні наклеюють шайби з полімерного матеріалу однакової товщини, більшу кількість композитного матеріалу наносять на відновлювану поверхню, а залишок - на лінійку-шаблон.
Спосіб відновлення поверхонь тертя полімерним матеріалом
Номер патенту: 86359
Опубліковано: 25.12.2013
Автори: Красноштан Юлія Олександрівна, Радіоненко Олександр Васильович, Іщенко Анатолій Олексійович, Какарека Денис Леонідович
МПК: B23P 6/00
Мітки: полімерним, відновлення, матеріалом, тертя, спосіб, поверхонь
Формула / Реферат:
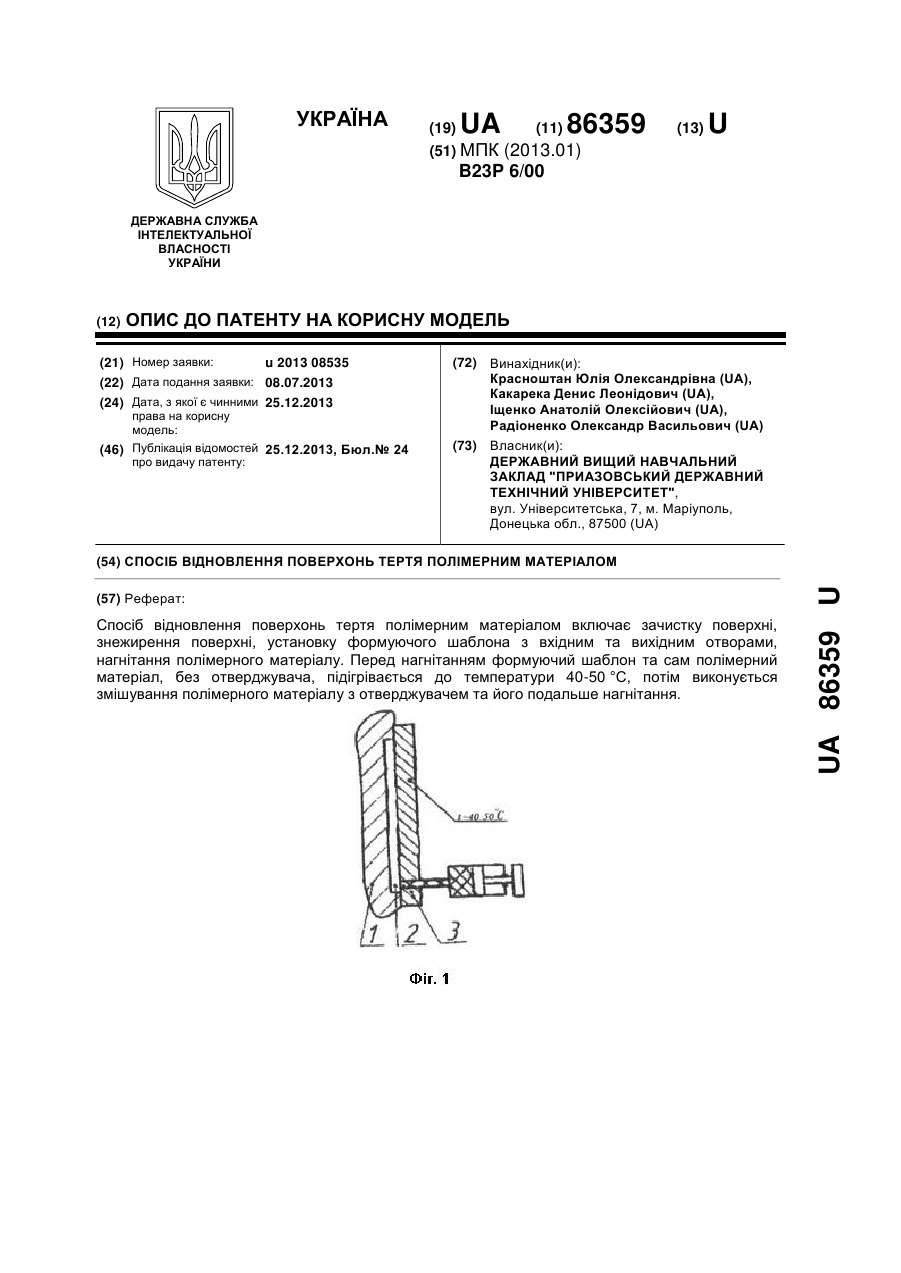
Спосіб відновлення поверхонь тертя полімерним матеріалом, який включає зачистку поверхні під нанесення полімеру, її знежирення, установку формуючого шаблона з вхідним та вихіднім отворами, нагнітання полімерного матеріалу, який відрізняється тим, що перед нагнітанням формуючий шаблон та сам полімерний матеріал, без отверджувача, підігрівається до температури 40-50 °C, потім виконується змішування полімерного матеріалу з отверджувачем та...
Спосіб відновлення поверхонь напрямних ковзання полімерним матеріалом
Номер патенту: 66441
Опубліковано: 10.01.2012
Автор: Іщенко Олена Анатоліївна
МПК: B23P 6/00
Мітки: матеріалом, полімерним, відновлення, поверхонь, спосіб, напрямних, ковзання
Формула / Реферат:
1. Спосіб відновлення поверхонь напрямних ковзання полімерним матеріалом, який включає в себе зачистку поверхні під нанесення полімеру, її знежирення, установку формуючого шаблону з вхідним та вихідним отворами, нагнітання полімерного матеріалу, який відрізняється тим, що порожнину для заповнення полімеру, перед зачисткою, виконують у вигляді П-образного паза, а нагнітання здійснюють поетапно від отвору до отвору виконаних в формуючому...
Спосіб реєстрації падіння щонайменше одного регулюючого елемента в активну зону реактора (варіанти) і пристрій для його здійснення
Номер патенту: 44333
Опубліковано: 15.02.2002
Автори: Крін Конрад, Вернеке Бернд
МПК: G21C 7/00, G21C 17/10
Мітки: щонайменше, реактора, варіанти, спосіб, одного, падіння, пристрій, активну, зону, регулюючого, реєстрації, елемента, здійснення
Формула / Реферат:
1. Спосіб реєстрації падіння щонайменше одного регулюючого елемента в активну зону реактора, при якому сигнали детекторів, розташованих вздовж шляху падіння регулюючого елемента сумують і підводять до пристрою контролю, який відрізняється тим, що відповідні сигнали затримують із часом затримки, пропорційним відносно часу падіння, і когерентно підсумовують.2. Спосіб за пунктом 1, який відрізняється тим, що відповідний час затримки для...
Водна колоїдна суспензія гідроксиду щонайменше одного перехідного елемента для відновлення хрому в цементі та спосіб одержання цементів
Номер патенту: 88618
Опубліковано: 10.11.2009
Автори: Моске Мартен, Пере Жан-Поль, Мальбо Олівьє
МПК: C04B 7/00, C04B 22/06
Мітки: елемента, відновлення, перехідного, хрому, щонайменше, одержання, цементів, спосіб, водна, одного, суспензія, колоїдна, гідроксиду, цементи
Формула / Реферат:
1. Водна суспензія гідроксиду щонайменше одного вибраного перехідного елемента та/або олова, окисно-відновний потенціал якого менше, ніж окисно-відновний потенціал пари СrО42-/Сr(ОН)3, де водна суспензія має рН в діапазоні від 2 до 11, крім граничних значень, здатна зменшити вміст хрому VI у цементі до значення, якнайбільше рівного 2 ч./млн., яка включає від 0,5 до 80 мас. % cухої речовини гідроксиду щонайменше одного перехідного елемента...
Попередній патент: Подрібнювач
Наступний патент: Спосіб прогнозування імунозалежного чоловічого непліддя
Випадковий патент: Регулятор "ірбіс"