Спосіб подачі шихти в доменну піч
Номер патенту: 103412
Опубліковано: 10.12.2015
Автори: Лялюк Віталій Павлович, Учитель Олександр Давидович, Учитель Сергій Олександрович, Зайцев Геннадій Леонідович, Пополов Дмитро Володимирович, Ляхова Ірина Анатоліївна, Кассім Дар'я Олександрівна, Дац Наталя Олександрівна
Формула / Реферат
Спосіб подачі шихти в доменну піч, що включає видачу шихти з бункерів за допомогою грохотів, розсіювання шихти на грохотах на придатний клас і відсів, вивантаження придатного класу шихти і відсіву на конвеєри, який відрізняється тим, що видачу шихти одного виду матеріалу здійснюють на загальний двомасний вібраційний конвеєр-грохот з паралельним розташуванням коробів у вертикальній площині придатного класу шихти і відсіву так, що транспортування придатного класу шихти і відсіву здійснюється в протилежних напрямках, при цьому вібраційний конвеєр-грохот при виході з-під останнього жолоба крайнього бункера додатково подовжений щонайменше на подвійну довжину звичайного грохота, для забезпечення високої ефективності просіювання матеріалу при видачі його з цього бункера.
Текст
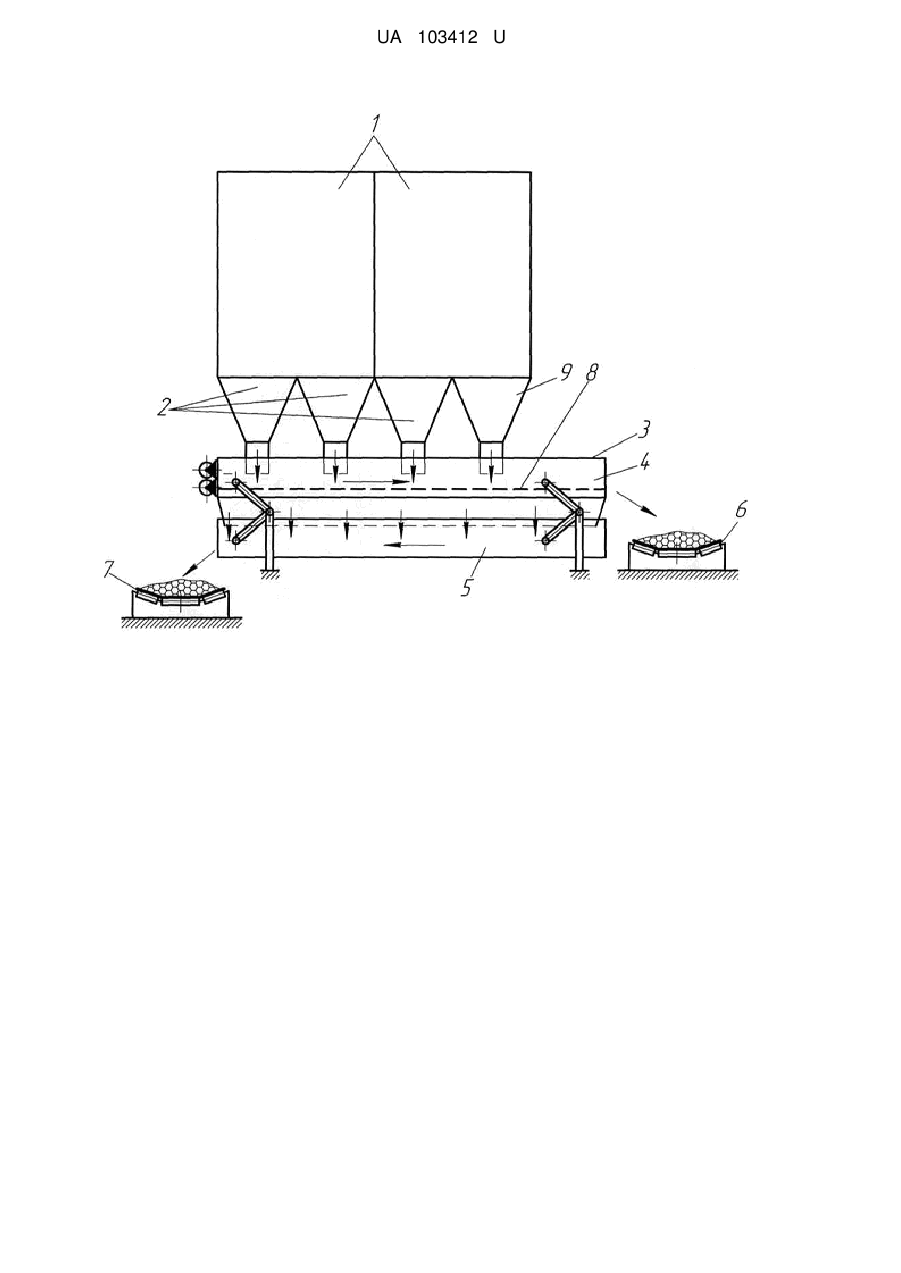
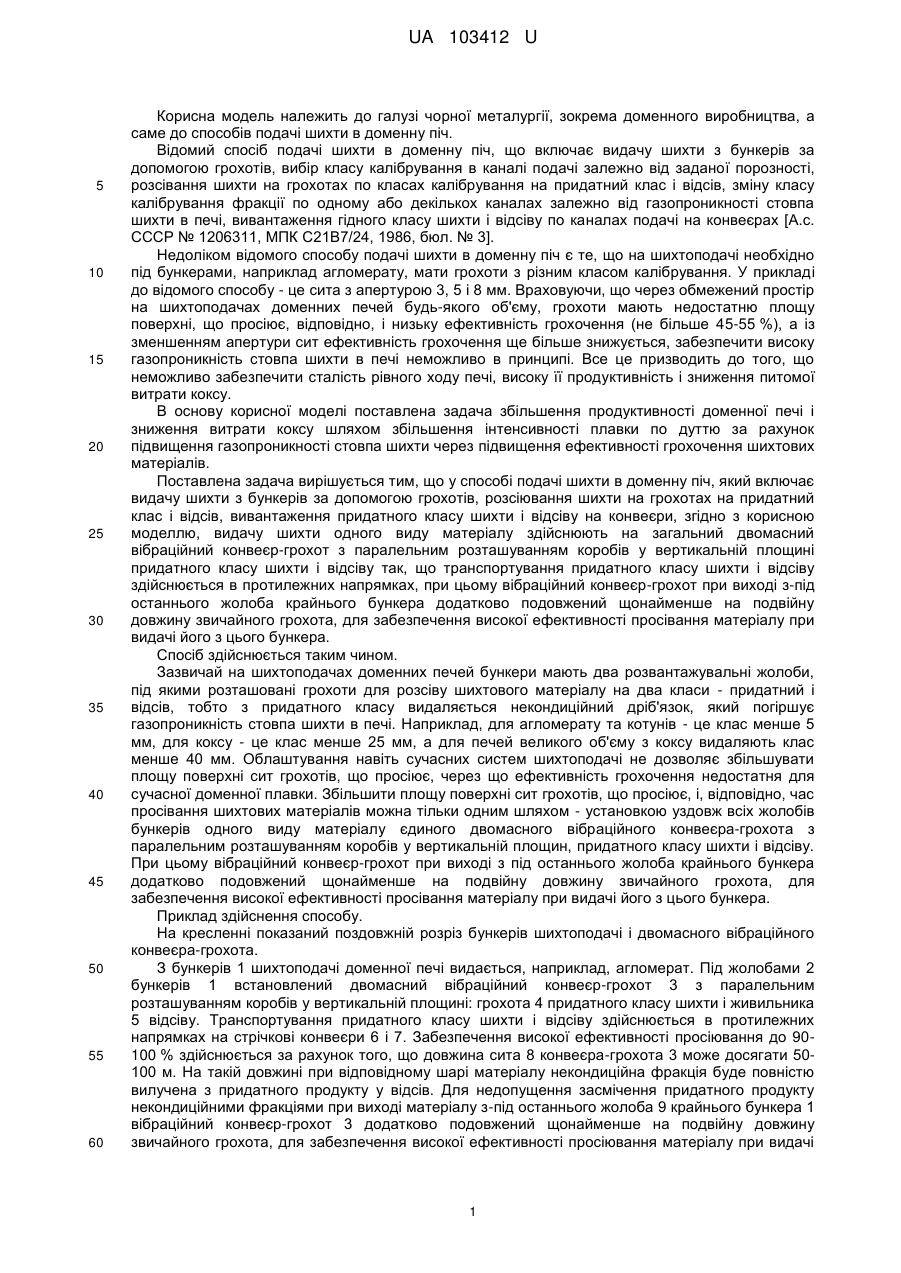
Реферат: Спосіб подачі шихти в доменну піч включає видачу шихти з бункерів за допомогою грохотів, розсіювання шихти на грохотах на придатний клас і відсів, вивантаження придатного класу шихти і відсіву на конвеєри. Видачу шихти одного виду матеріалу здійснюють на загальний двомасний вібраційний конвеєр-грохот з паралельним розташуванням коробів у вертикальній площині придатного класу шихти і відсіву так, що транспортування придатного класу шихти і відсіву здійснюється в протилежних напрямках. При цьому вібраційний конвеєр-грохот при виході з-під останнього жолоба крайнього бункера додатково подовжений щонайменше на подвійну довжину звичайного грохота, для забезпечення високої ефективності просіювання матеріалу при видачі його з цього бункера. UA 103412 U (12) UA 103412 U UA 103412 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі чорної металургії, зокрема доменного виробництва, а саме до способів подачі шихти в доменну піч. Відомий спосіб подачі шихти в доменну піч, що включає видачу шихти з бункерів за допомогою грохотів, вибір класу калібрування в каналі подачі залежно від заданої порозності, розсівання шихти на грохотах по класах калібрування на придатний клас і відсів, зміну класу калібрування фракції по одному або декількох каналах залежно від газопроникності стовпа шихти в печі, вивантаження гідного класу шихти і відсіву по каналах подачі на конвеєрах [А.с. СССР № 1206311, МПК С21В7/24, 1986, бюл. № 3]. Недоліком відомого способу подачі шихти в доменну піч є те, що на шихтоподачі необхідно під бункерами, наприклад агломерату, мати грохоти з різним класом калібрування. У прикладі до відомого способу - це сита з апертурою 3, 5 і 8 мм. Враховуючи, що через обмежений простір на шихтоподачах доменних печей будь-якого об'єму, грохоти мають недостатню площу поверхні, що просіює, відповідно, і низьку ефективність грохочення (не більше 45-55 %), а із зменшенням апертури сит ефективність грохочення ще більше знижується, забезпечити високу газопроникність стовпа шихти в печі неможливо в принципі. Все це призводить до того, що неможливо забезпечити сталість рівного ходу печі, високу її продуктивність і зниження питомої витрати коксу. В основу корисної моделі поставлена задача збільшення продуктивності доменної печі і зниження витрати коксу шляхом збільшення інтенсивності плавки по дуттю за рахунок підвищення газопроникності стовпа шихти через підвищення ефективності грохочення шихтових матеріалів. Поставлена задача вирішується тим, що у способі подачі шихти в доменну піч, який включає видачу шихти з бункерів за допомогою грохотів, розсіювання шихти на грохотах на придатний клас і відсів, вивантаження придатного класу шихти і відсіву на конвеєри, згідно з корисною моделлю, видачу шихти одного виду матеріалу здійснюють на загальний двомасний вібраційний конвеєр-грохот з паралельним розташуванням коробів у вертикальній площині придатного класу шихти і відсіву так, що транспортування придатного класу шихти і відсіву здійснюється в протилежних напрямках, при цьому вібраційний конвеєр-грохот при виході з-під останнього жолоба крайнього бункера додатково подовжений щонайменше на подвійну довжину звичайного грохота, для забезпечення високої ефективності просівання матеріалу при видачі його з цього бункера. Спосіб здійснюється таким чином. Зазвичай на шихтоподачах доменних печей бункери мають два розвантажувальні жолоби, під якими розташовані грохоти для розсіву шихтового матеріалу на два класи - придатний і відсів, тобто з придатного класу видаляється некондиційний дріб'язок, який погіршує газопроникність стовпа шихти в печі. Наприклад, для агломерату та котунів - це клас менше 5 мм, для коксу - це клас менше 25 мм, а для печей великого об'єму з коксу видаляють клас менше 40 мм. Облаштування навіть сучасних систем шихтоподачі не дозволяє збільшувати площу поверхні сит грохотів, що просіює, через що ефективність грохочення недостатня для сучасної доменної плавки. Збільшити площу поверхні сит грохотів, що просіює, і, відповідно, час просівання шихтових матеріалів можна тільки одним шляхом - установкою уздовж всіх жолобів бункерів одного виду матеріалу єдиного двомасного вібраційного конвеєра-грохота з паралельним розташуванням коробів у вертикальній площин, придатного класу шихти і відсіву. При цьому вібраційний конвеєр-грохот при виході з під останнього жолоба крайнього бункера додатково подовжений щонайменше на подвійну довжину звичайного грохота, для забезпечення високої ефективності просівання матеріалу при видачі його з цього бункера. Приклад здійснення способу. На кресленні показаний поздовжній розріз бункерів шихтоподачі і двомасного вібраційного конвеєра-грохота. З бункерів 1 шихтоподачі доменної печі видається, наприклад, агломерат. Під жолобами 2 бункерів 1 встановлений двомасний вібраційний конвеєр-грохот 3 з паралельним розташуванням коробів у вертикальній площині: грохота 4 придатного класу шихти і живильника 5 відсіву. Транспортування придатного класу шихти і відсіву здійснюється в протилежних напрямках на стрічкові конвеєри 6 і 7. Забезпечення високої ефективності просіювання до 90100 % здійснюється за рахунок того, що довжина сита 8 конвеєра-грохота 3 може досягати 50100 м. На такій довжині при відповідному шарі матеріалу некондиційна фракція буде повністю вилучена з придатного продукту у відсів. Для недопущення засмічення придатного продукту некондиційними фракціями при виході матеріалу з-під останнього жолоба 9 крайнього бункера 1 вібраційний конвеєр-грохот 3 додатково подовжений щонайменше на подвійну довжину звичайного грохота, для забезпечення високої ефективності просіювання матеріалу при видачі 1 UA 103412 U 5 його з цього бункера. Висока ефективність грохочення матеріалу дозволяє збільшити порозність стовпа шихти в печі, підвищити його газопроникність і, через збільшення інтенсивності плавки по дуттю, підвищити продуктивність доменної печі і знизити питому витрату коксу на плавку. Таким чином, спосіб, що заявляється, через підвищення ефективності грохочення шихтових матеріалів дозволяє інтенсифікувати доменну плавку по дуттю, збільшити продуктивність доменної печі та знизити питому витрату коксу на плавку. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб подачі шихти в доменну піч, що включає видачу шихти з бункерів за допомогою грохотів, розсіювання шихти на грохотах на придатний клас і відсів, вивантаження придатного класу шихти і відсіву на конвеєри, який відрізняється тим, що видачу шихти одного виду матеріалу здійснюють на загальний двомасний вібраційний конвеєр-грохот з паралельним розташуванням коробів у вертикальній площині придатного класу шихти і відсіву так, що транспортування придатного класу шихти і відсіву здійснюється в протилежних напрямках, при цьому вібраційний конвеєр-грохот при виході з-під останнього жолоба крайнього бункера додатково подовжений щонайменше на подвійну довжину звичайного грохота, для забезпечення високої ефективності просіювання матеріалу при видачі його з цього бункера. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method of batch feeding a blast furnace charge
Автори англійськоюUchytel Oleksandr Davydovych, Lialiuk Vitalii Pavlovych, Uchytel Serhii Oleksandrovych, Liakhova Iryna Anatoliivna, Zaitsev Hennadii Leonidovych, Kassim Daria Oleksandrivna, Dats Natalia Oleksandrivna, Popolov Dmytro Volodymyrovych
Назва патенту російськоюСпособ подачи шихты в доменную печь
Автори російськоюУчитель Александр Давыдович, Лялюк Виталий Павлович, Учитель Сергей Александрович, Ляхова Ирина Анатольевна, Зайцев Геннадий Леонидович, Кассим Дарья Александровна, Дац Наталья Александровна, Пополов Дмитрий Владимирович
МПК / Мітки
МПК: C21B 7/00
Мітки: подачі, піч, спосіб, шихти, доменну
Код посилання
<a href="https://ua.patents.su/4-103412-sposib-podachi-shikhti-v-domennu-pich.html" target="_blank" rel="follow" title="База патентів України">Спосіб подачі шихти в доменну піч</a>
Спосіб подачі шихти у доменну піч
Номер патенту: 101895
Опубліковано: 13.05.2013
Автори: Лутш Жанно, Сімо Жан-Поль, Хауземер Ліонель
МПК: F27D 3/00, F27B 1/20, F27D 17/00, C21B 5/06, C21B 7/20
Мітки: шихти, подачі, доменну, піч, спосіб
Формула / Реферат:
1. Спосіб подачі шихти у доменну піч, при цьому спосіб передбачає:- забезпечення завантажувального пристрою, що має щонайменше один бункер для матеріалу, при цьому бункер для матеріалу містить бункерну камеру, завантажувальний отвір для подачі шихти у бункерну камеру і розвантажувальний отвір для подачі шихти з бункерної камери у доменну піч, при цьому завантажувальний отвір має сполучений вхідний ущільнювальний клапан для відкриття й...
Спосіб подачі шихти у доменну піч
Номер патенту: 101750
Опубліковано: 25.04.2013
Автори: Хауземер Ліонель, Сімо Жан-Поль, Лутш Жанно
МПК: F27B 1/20, C21B 7/20, C21B 5/06, F27D 17/00, C21B 7/00, F27D 3/10
Мітки: доменну, шихти, піч, спосіб, подачі
Формула / Реферат:
1. Спосіб подачі шихти у доменну піч, при цьому спосіб передбачає:забезпечення завантажувального пристрою, що має щонайменше один бункер для матеріалу, при цьому бункер для матеріалу містить бункерну камеру, завантажувальний отвір для подачі шихти у бункерну камеру, і розвантажувальний отвір для подачі шихти з бункерної камери у доменну піч, при цьому завантажувальний отвір має сполучений вхідний ущільнювальний клапан для відкриття й...
Спосіб подачі і завантаження шихтових матеріалів у доменну піч
Номер патенту: 88734
Опубліковано: 25.03.2014
Автор: Лялюк Віталій Павлович
МПК: C21B 7/20
Мітки: спосіб, піч, доменну, шихтових, подачі, матеріалів, завантаження
Формула / Реферат:
Спосіб подачі і завантаження шихтових матеріалів у доменну піч, що включає видачу шихтових матеріалів з бункерів шихтоподачі за допомогою грохотів у вагові воронки, подачу шихтових матеріалів на колошник печі та їх вивантаження через засипний апарат при наявності заданого рівня засипання на шар шихтових матеріалів, які знаходяться всередині печі, який відрізняється тим, що з вагових воронок шихтові матеріали завантажують у контейнери...
Спосіб подачі шихтових матеріалів в доменну піч
Номер патенту: 79643
Опубліковано: 25.04.2013
Автори: Іващенко Валерій Петрович, Верховська Аліна Олександрівна, Рибальченко Марія Олександрівна, Головко Вячеслав Ілліч
Мітки: піч, шихтових, спосіб, доменну, подачі, матеріалів
Формула / Реферат:
Спосіб подачі шихтових матеріалів в доменну піч, що включає їх грохочення, зважування у вагових воронках, видачу доз матеріалів послідовно на конвеєр і транспортування їх в завантажувальний пристрій, який відрізняється тим, що видача подальшої дози матеріалу на конвеєр починається у момент фіксації контролюючим приладом, що встановлений перед подальшою ваговою воронкою, заднього фронту сигналу про попередню дозу матеріалу на конвеєрі.
Спосіб підготовки шихти для завантаження у доменну піч
Номер патенту: 75226
Опубліковано: 15.03.2006
Автори: Гриншпун Вадим Федорович, Клоцман Юхим Якович, Кузнєцов Олександр Михайлович
МПК: C21B 7/18
Мітки: піч, шихти, завантаження, спосіб, підготовки, доменну
Формула / Реферат:
1. Спосіб підготовки шихти для завантаження до доменної печі, що включає грохочення матеріалів, які містять залізо, завантаження й вивантаження їх з бункерних вагів до скипу, який відрізняється тим, що кожну дозу сировини, яка містить залізо, формують шляхом завантаження окатишів першими до сектора бункерних вагів, розташованого над випускним отвором, а після їх завантаження до іншого сектора бункерних вагів подають агломерат.2. Спосіб...
Попередній патент: Спосіб збільшення потужності і зменшення втрат електродвигунів змінного струму
Наступний патент: Прутковий барабан
Випадковий патент: Машина для вдавлювання, випробування та витягування паль