Спосіб деформаційно-термічної обробки електродугових покриттів
Номер патенту: 106450
Опубліковано: 25.04.2016
Автори: Портная Анастасія Михайлівна, Карпеченко Антон Анатолійович, Дубовий Олександр Миколайович, Бобров Максим Миколайович, Жданов Олександр Олександрович


Формула / Реферат
Спосіб деформаційно-термічної обробки електродугових покриттів, що включає напилення матеріалу на основу з наступною пластичною деформацією та термообробкою, який відрізняється тим, що після напилення покриття додатково деформують на ступінь більше 15 %, після чого нагрівають до температури початку первинної рекристалізації матеріалу покриття або одного з його компонентів, витримують до 200 хвилин з наступним охолодженням зі швидкістю, що унеможливлює ріст полігонізаційних субзерен.
Текст
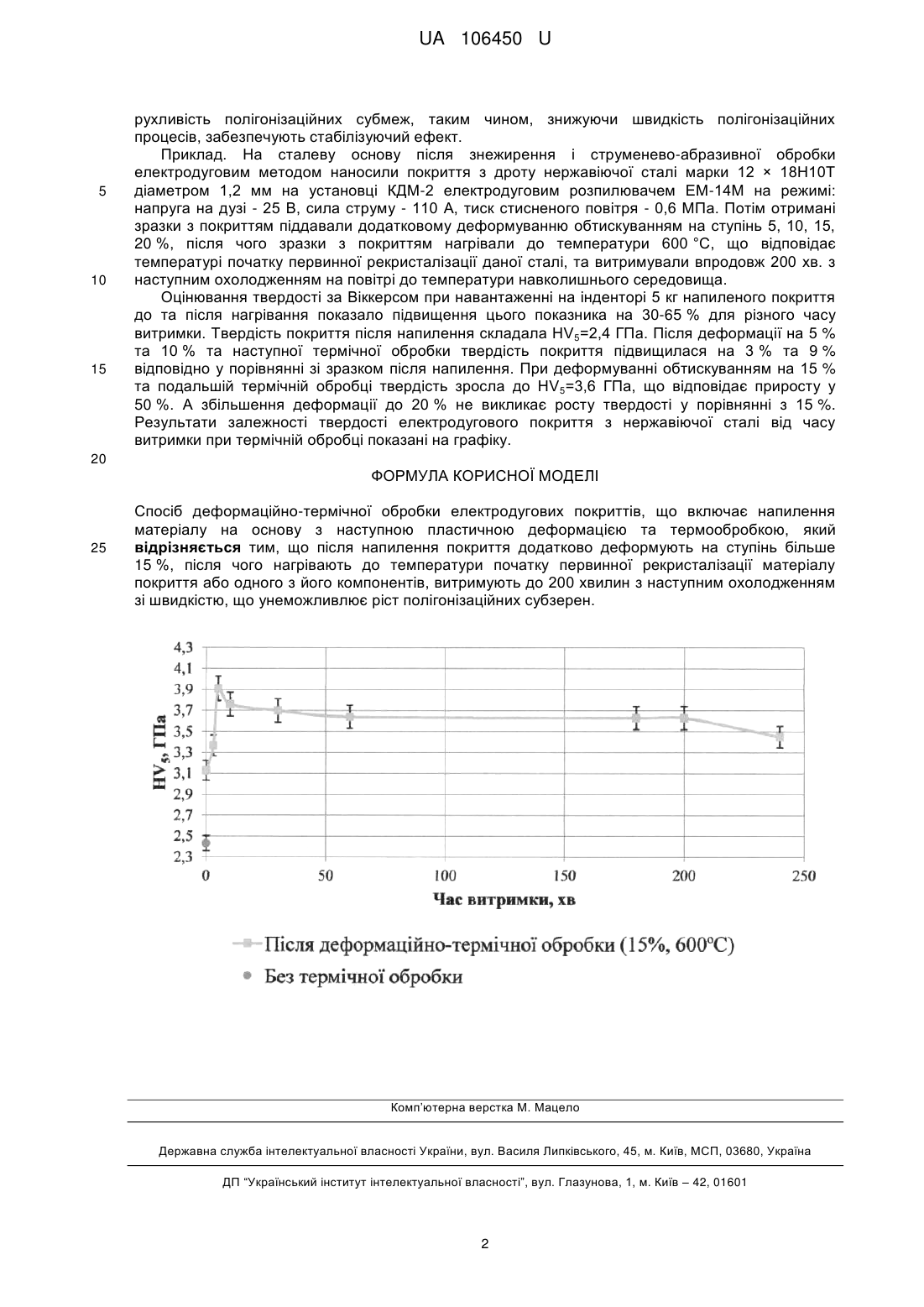
Реферат: Спосіб деформаційно-термічної обробки електродугових покриттів включає напилення матеріалу на основу з наступною пластичною деформацією та термообробкою. Після напилення покриття додатково деформують на ступінь більше 15 %, після чого нагрівають до температури початку первинної рекристалізації матеріалу покриття або одного з його компонентів, витримують до 200 хвилин з наступним охолодженням зі швидкістю, що унеможливлює ріст полігонізаційних субзерен. UA 106450 U (12) UA 106450 U UA 106450 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі напилення покриттів, зокрема до одержання електродугових покриттів з підвищеними механічними властивостями, і може бути використана у машинобудуванні для отримання покриттів на поверхні металевих деталей. Відомий метод підвищення твердості виробів із інструментальних сталей типу "90Х" (90Х, 90ХС, 90ХФ) більше 68,0 HRC шляхом попередньої підготовки структури, гартування, багаторазової обробки холодом та низького відпуску [Способ повышения твердости более 68,0 HRC в изделиях из инструментальных сталей. Патент РФ № 2349651, МПК C21D 9/22, 20.03.2009]. Недоліком запропонованого методу є попередня підготовка поверхні гартуванням, яке займає 1-6 годин, що значно підвищує собівартість даного способу та утруднює застосування гартування для виробів складної форми та великого розміру. Відомо про спосіб підготовки сталевої полоси з покриттям для отримання труб, що забезпечує антикорозійні та споживчі властивості шляхом поверхневої пластичної деформації та термічної обробки при температурах 550-600 °C [Способ подготовки стальной полосы для получения электросварных труб с антикоррозионным покрытием. Патент РФ № 2214877, МПК С23С 28/02]. Недоліком запропонованого способу є недостатнє підвищення механічних властивостей. Найбільш близьким за технічною суттю та ефектом, що досягається, до пропонованого способу є спосіб нанесення покриттів, що включає напилення матеріалу на основу з наступною термообробкою, що полягає у нагріванні до температури початку рекристалізації матеріалу покриття або одного із його компонентів, витримці протягом 0,5-10 хвилин з наступним охолодженням до температури навколишнього середовища зі швидкістю, яка унеможливлює перехід до крупнозернистого стану [Дубовий О.М. Спосіб нанесення покриттів / О.М. Дубовий, Т.А. Янковець, А.А. Карпеченко, О.О. Жданов / Патент України № 88755, МПК С23С 4/18]. Недоліком запропонованого способу є незначний час витримки при термічній обробці, який не перевищує 10 хв., що ускладнює його використання у виробничих умовах для великогабаритних виробів. В основу корисної моделі поставлена задача збільшення часу витримки при термічній обробці електродугових покриттів, шляхом додаткової пластичної деформації. Поставлена задача вирішується завдяки тому, що після напилення покриття деформують на ступінь більше 15 %, після чого нагрівають до температури початку рекристалізації матеріалу покриття або одного із його компонентів, витримують протягом 200 хвилин з наступним охолодженням до температури навколишнього середовища зі швидкістю, яка унеможливлює перехід до крупнозернистого стану. При формуванні покриття процеси удару і деформації частинок супроводжуються їх кристалізацією, причому більш інтенсивно фронт кристалізації рухається від поверхні основи у глиб частинки. Таким чином, затверділий матеріал піддається дії тиску з боку ще не закристалізованого розплаву, що призводить до виникнення пластичної деформації, оскільки при ударі частинки об підкладку величина ударного тиску досягає 1 ГПа. До того ж висока швидкість охолодження частинок, яка у деяких випадках забезпечує утворення аморфної структури, гальмує протікання процесів динамічної рекристалізації у матеріалі покриття і зберігає його деформований стан. Величина деформації частинок при електродуговому напиленні складає 75-85 %. При великих ступенях деформації формується "комірчаста" дислокаційна структура та об'ємні дислокаційні сплетіння "стінки комірок" товщиною у частки мікрон. При нагріванні тривимірні стінки сплющуються і перетворюються на плоскі малокутові субмежі, а комірки - у субзерна. Після подальшої короткочасної витримки напилених покриттів при температурі початку первинної рекристалізації і охолодженні їх на повітрі відбуваються процеси полігонізації. Внаслідок великої щільності дислокацій у напилених покриттях формується велика кількість субзерен, тобто утворюються субструктурні елементи, які можуть мати наномасштабні розміри, що і призводить до підвищення фізико-механічних властивостей (зокрема твердості) покриттів. Але процес характеризується короткочасністю, що пояснюється високою внутрішньою енергією. Подальша витримка призводить до росту субзерен за рахунок міграції дислокаційних субмеж та, як наслідок, зниження фізико-механічних властивостей. Зменшити швидкість полігонізаційних процесів можливо за допомогою додаткової пластичної деформації, оскільки при її здійсненні від 50 до 75 % дислокаційних взаємодій закінчується виникненням дислокаційних бар'єрів (Хірта, Ломер-Коттрелла), решта бере участь у формуванні дислокаційних сплетінь. Дані дислокаційні бар'єри, виникаючи уздовж напрямку, перпендикулярного осі деформації, стримують рух дислокацій та, як наслідок, зменшують 1 UA 106450 U 5 10 15 рухливість полігонізаційних субмеж, таким чином, знижуючи швидкість полігонізаційних процесів, забезпечують стабілізуючий ефект. Приклад. На сталеву основу після знежирення і струменево-абразивної обробки електродуговим методом наносили покриття з дроту нержавіючої сталі марки 12 × 18Н10Т діаметром 1,2 мм на установці КДМ-2 електродуговим розпилювачем ЕМ-14М на режимі: напруга на дузі - 25 В, сила струму - 110 А, тиск стисненого повітря - 0,6 МПа. Потім отримані зразки з покриттям піддавали додатковому деформуванню обтискуванням на ступінь 5, 10, 15, 20 %, після чого зразки з покриттям нагрівали до температури 600 °C, що відповідає температурі початку первинної рекристалізації даної сталі, та витримували впродовж 200 хв. з наступним охолодженням на повітрі до температури навколишнього середовища. Оцінювання твердості за Віккерсом при навантаженні на інденторі 5 кг напиленого покриття до та після нагрівання показало підвищення цього показника на 30-65 % для різного часу витримки. Твердість покриття після напилення складала HV5=2,4 ГПа. Після деформації на 5 % та 10 % та наступної термічної обробки твердість покриття підвищилася на 3 % та 9 % відповідно у порівнянні зі зразком після напилення. При деформуванні обтискуванням на 15 % та подальшій термічній обробці твердість зросла до HV5=3,6 ГПа, що відповідає приросту у 50 %. А збільшення деформації до 20 % не викликає росту твердості у порівнянні з 15 %. Результати залежності твердості електродугового покриття з нержавіючої сталі від часу витримки при термічній обробці показані на графіку. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб деформаційно-термічної обробки електродугових покриттів, що включає напилення матеріалу на основу з наступною пластичною деформацією та термообробкою, який відрізняється тим, що після напилення покриття додатково деформують на ступінь більше 15 %, після чого нагрівають до температури початку первинної рекристалізації матеріалу покриття або одного з його компонентів, витримують до 200 хвилин з наступним охолодженням зі швидкістю, що унеможливлює ріст полігонізаційних субзерен. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermomechanical treatment of electric-arc coatings
Автори англійськоюDubovyi Oleksandr Mykolaiovych, Karpechenko Anton Anatoliiovych, Zhdanov Oleksandr Oleksandrovych, Bobrov Maksym Mykolaiovych, Portnaya Anastasiia Mykhailivna
Назва патенту російськоюСпособ деформационно-термической обработки электродуговых покрытий
Автори російськоюДубовый Александр Николаевич, Карпеченко Антон Анатольевич, Жданов Александр Александрович, Бобров Максим Николаевич, Портная Анастасия Михайловна
МПК / Мітки
МПК: C23C 4/00
Мітки: спосіб, деформаційно-термічної, покриттів, обробки, електродугових
Код посилання
<a href="https://ua.patents.su/4-106450-sposib-deformacijjno-termichno-obrobki-elektrodugovikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб деформаційно-термічної обробки електродугових покриттів</a>
Спосіб деформаційно-термічної обробки металів та сплавів
Номер патенту: 95378
Опубліковано: 25.07.2011
Автори: Янковець Тетяна Анатоліївна, Лебедєва Наталія Юріївна, Бобров Максим Миколайович, Дубовий Олександр Миколайович, КАЗИМИРЕНКО ЮЛІЯ ОЛЕКСІЇВНА, Жданов Олександр Олександрович
Мітки: обробки, деформаційно-термічної, спосіб, металів, сплавів
Формула / Реферат:
Спосіб деформаційно-термічної обробки металів та сплавів, що включає попередню деформацію металу або сплаву з наступною термічною обробкою, який відрізняється тим, що метали та сплави попередньо деформують при температурі навколишнього середовища зі ступенем обтискування більше 70 %, нагрівають до температури початку рекристалізації, витримують протягом 0,5-10 хвилин та охолоджують до температури навколишнього середовища зі швидкістю, яка не...
Спосіб нанесення електродугових покриттів

Номер патенту: 43984
Опубліковано: 10.09.2009
Автори: Жданов Олександр Олександрович, Карпеченко Антон Анатолійович, Дубовий Олександр Миколайович, Янковець Татьяна Анатоліївна
МПК: C23C 4/00
Мітки: спосіб, покриттів, нанесення, електродугових
Формула / Реферат:
Спосіб нанесення електродугових покриттів, що включає процес формування металевих покриттів шляхом розплавлення дротів-електродів електричною дугою і розпиленням розплавленого металу у бік поверхні, що напилюється, з подальшою термообробкою для зняття залишкових напружень, який відрізняється тим, що напилені електродугові покриття нагрівають до температур в інтервалі 400-1000 °С, витримують протягом 0,5-10 хвилин з наступним охолодженням на...
Порошковий дріт для одержання відновних електродугових покриттів, придатних для обробки лезовим інструментом
Номер патенту: 42414
Опубліковано: 10.07.2009
Автори: Мажейко Олександр Йосипович, Похмурський Василь Іванович, Студент Михайло Михайлович, Маркович Сергій Іванович, Рябоволик Юрій Васильович
МПК: B23K 35/24
Мітки: обробки, покриттів, відновних, придатних, інструментом, електродугових, порошковий, одержання, дріт, лезовим
Формула / Реферат:
Порошковий дріт для одержання відновних електродугових покриттів, придатних для обробки лезовим інструментом, який включає оболонку та порошкову шихту, який відрізняється тим, що порошкова шихта містить 20-25 % порошку високовуглецевого ферохрому та 75-80 % порошку алюмінію.
Спосіб нанесення електродугових покриттів
Номер патенту: 90580
Опубліковано: 10.06.2014
Автори: КАЗИМИРЕНКО ЮЛІЯ ОЛЕКСІЇВНА, Карпеченко Антон Анатолійович, Лебедєва Наталія Юріївна, Жданов Олександр Олександрович
Мітки: нанесення, покриттів, електродугових, спосіб
Формула / Реферат:
Спосіб нанесення електродугових покриттів, що включає процес розплавлення дротів-електродів електричною дугою з одночасним додаванням в зону горіння дугового розряду порожніх скляних мікросфер і розпиленням рідкого металу з мікросферами потоком стиснутого газу у бік напилюваної поверхні для формування металоскляних покриттів з подальшою їх термічною обробкою для зняття залишкових напружень і отримання ультрадисперсної структури, який...
Спосіб деформаційно-термічної обробки дроту в потоці
Номер патенту: 28126
Опубліковано: 26.11.2007
Автори: Шевченко Тетяна Іванівна, Максаков Анатолій Іванович, Штихно Алла Петрівна, Алімов Валерій Іванович
МПК: C21D 9/52
Мітки: деформаційно-термічної, обробки, спосіб, дроту, потоці
Формула / Реферат:
Спосіб деформаційно-термічної обробки дроту в потоці, наприклад канатного, що включає волочіння, намотування і тепловий вплив в рідкому середовищі, який відрізняється тим, що тепловий вплив проводять безпосередньо після намотування шляхом догріву до 50-100 °С в пасивувальному рідкому розчині.
Попередній патент: Спосіб корекції експериментальної діабетичної ретинопатії
Наступний патент: Спосіб оцінки стійкості генотипів соняшнику проти вовчка
Випадковий патент: Пристрій для порогової аутоофтальмоскопії