Спосіб термічної обробки деталі з швидкорізальної сталі
Номер патенту: 108254
Опубліковано: 10.04.2015
Автори: Грязнова Людмила Вікторівна, Лісняк Олександр Григорович

Формула / Реферат
Спосіб термічної обробки деталі з швидкорізальної сталі, що включає гартування цієї сталевої деталі, відпуск, який відрізняється тим, що після гартування деталі її піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск.
Текст
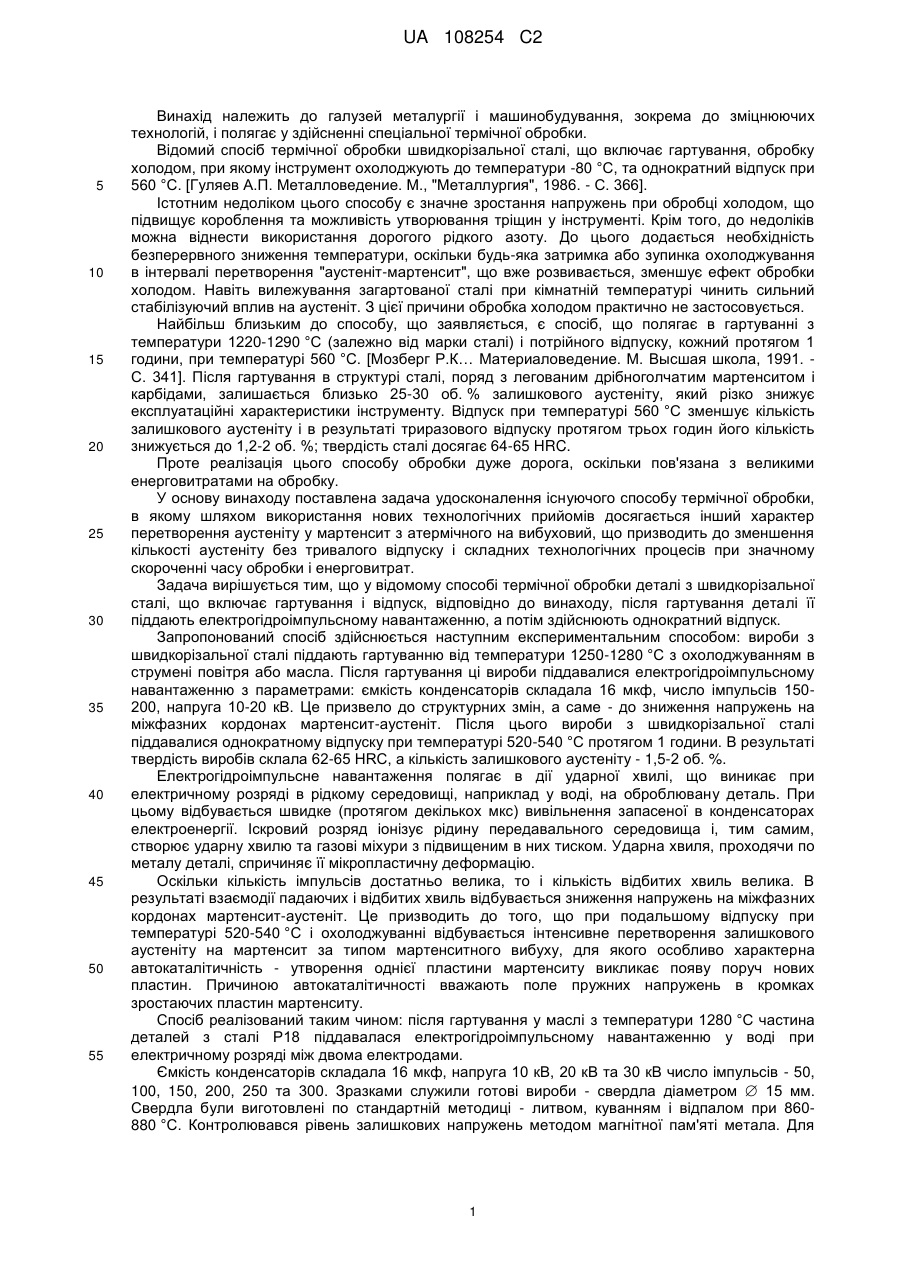
Реферат: Винахід належить до галузей металургії і машинобудування, зокрема до способу термічної обробки деталі з швидкорізальної сталі. Спосіб включає гартування цієї деталі, відпуск, а після гартування її піддають електрогідроімпульсному навантаженню і потім здійснюють однократний відпуск. Винахід забезпечує скорочення часу обробки деталі, зниження її енерговитрат за рахунок зменшення кількості аустеніту і структури деталі. UA 108254 C2 (12) UA 108254 C2 UA 108254 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузей металургії і машинобудування, зокрема до зміцнюючих технологій, і полягає у здійсненні спеціальної термічної обробки. Відомий спосіб термічної обробки швидкорізальної сталі, що включає гартування, обробку холодом, при якому інструмент охолоджують до температури -80 °C, та однократний відпуск при 560 °C. [Гуляев А.П. Металловедение. М., "Металлургия", 1986. - С. 366]. Істотним недоліком цього способу є значне зростання напружень при обробці холодом, що підвищує короблення та можливість утворювання тріщин у інструменті. Крім того, до недоліків можна віднести використання дорогого рідкого азоту. До цього додається необхідність безперервного зниження температури, оскільки будь-яка затримка або зупинка охолоджування в інтервалі перетворення "аустеніт-мартенсит", що вже розвивається, зменшує ефект обробки холодом. Навіть вилежування загартованої сталі при кімнатній температурі чинить сильний стабілізуючий вплив на аустеніт. З цієї причини обробка холодом практично не застосовується. Найбільш близьким до способу, що заявляється, є спосіб, що полягає в гартуванні з температури 1220-1290 °C (залежно від марки сталі) і потрійного відпуску, кожний протягом 1 години, при температурі 560 °C. [Мозберг Р.К… Материаловедение. М. Высшая школа, 1991. С. 341]. Після гартування в структурі сталі, поряд з легованим дрібноголчатим мартенситом і карбідами, залишається близько 25-30 об. % залишкового аустеніту, який різко знижує експлуатаційні характеристики інструменту. Відпуск при температурі 560 °C зменшує кількість залишкового аустеніту і в результаті триразового відпуску протягом трьох годин його кількість знижується до 1,2-2 об. %; твердість сталі досягає 64-65 HRC. Проте реалізація цього способу обробки дуже дорога, оскільки пов'язана з великими енерговитратами на обробку. У основу винаходу поставлена задача удосконалення існуючого способу термічної обробки, в якому шляхом використання нових технологічних прийомів досягається інший характер перетворення аустеніту у мартенсит з атермічного на вибуховий, що призводить до зменшення кількості аустеніту без тривалого відпуску і складних технологічних процесів при значному скороченні часу обробки і енерговитрат. Задача вирішується тим, що у відомому способі термічної обробки деталі з швидкорізальної сталі, що включає гартування і відпуск, відповідно до винаходу, після гартування деталі її піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск. Запропонований спосіб здійснюється наступним експериментальним способом: вироби з швидкорізальної сталі піддають гартуванню від температури 1250-1280 °C з охолоджуванням в струмені повітря або масла. Після гартування ці вироби піддавалися електрогідроімпульсному навантаженню з параметрами: ємкість конденсаторів складала 16 мкф, число імпульсів 150200, напруга 10-20 кВ. Це призвело до структурних змін, а саме - до зниження напружень на міжфазних кордонах мартенсит-аустеніт. Після цього вироби з швидкорізальної сталі піддавалися однократному відпуску при температурі 520-540 °C протягом 1 години. В результаті твердість виробів склала 62-65 HRC, а кількість залишкового аустеніту - 1,5-2 об. %. Електрогідроімпульсне навантаження полягає в дії ударної хвилі, що виникає при електричному розряді в рідкому середовищі, наприклад у воді, на оброблювану деталь. При цьому відбувається швидке (протягом декількох мкс) вивільнення запасеної в конденсаторах електроенергії. Іскровий розряд іонізує рідину передавального середовища і, тим самим, створює ударну хвилю та газові міхури з підвищеним в них тиском. Ударна хвиля, проходячи по металу деталі, спричиняє її мікропластичну деформацію. Оскільки кількість імпульсів достатньо велика, то і кількість відбитих хвиль велика. В результаті взаємодії падаючих і відбитих хвиль відбувається зниження напружень на міжфазних кордонах мартенсит-аустеніт. Це призводить до того, що при подальшому відпуску при температурі 520-540 °C і охолоджуванні відбувається інтенсивне перетворення залишкового аустеніту на мартенсит за типом мартенситного вибуху, для якого особливо характерна автокаталітичність - утворення однієї пластини мартенситу викликає появу поруч нових пластин. Причиною автокаталітичності вважають поле пружних напружень в кромках зростаючих пластин мартенситу. Спосіб реалізований таким чином: після гартування у маслі з температури 1280 °C частина деталей з сталі Р18 піддавалася електрогідроімпульсному навантаженню у воді при електричному розряді між двома електродами. Ємкість конденсаторів складала 16 мкф, напруга 10 кВ, 20 кВ та 30 кВ число імпульсів - 50, 100, 150, 200, 250 та 300. Зразками служили готові вироби - свердла діаметром 15 мм. Свердла були виготовлені по стандартній методиці - литвом, куванням і відпалом при 860880 °C. Контролювався рівень залишкових напружень методом магнітної пам'яті метала. Для 1 UA 108254 C2 5 кількісного оцінювання рівня концентрації залишкових напружень визначали коефіцієнт 2 інтенсивності Kін, А/м , зміни магнітного поля Нp по формулі: Kін = |ΔНp| / LK, де: ΔНp - різниця поля Нp між двома точками контролю, LK - відстань між точками контролю. Визначали Кін0 - до гідроімпульсного навантаження та Kін i після гідроімпульсного навантаження, де і - кількість імпульсів. По відношенню m= Кін / Кін0, визначали зміну рівня напружень. Результати експериментів приведені у таблиці. Таблиця Кількість імпульсів, i U=10-20 кВ 50 100 150 200 250 300 U=30 кВ 50 100 150 200 250 300 10 15 20 25 Зміна рівня напружень, m 0,9 0,65 0,45 0,44 0,44 0,46 1 1,1 1,2 1,25 1,27 1,3 Дані свідчать, що максимальне зниження рівня залишкових напружень спостерігається при напрузі U=10-20 кВ та кількості імпульсів 150-200. Подальше збільшення кількості імпульсів не є ефективним. При напрузі U=30 кВ виникає підвищення рівня напружень. Це можна пояснити 2 тим, що енергія імпульсів при U=30 кВ у дев'ять разів вище, ніж при U=10 кВ (W=CU /2), що призводить до появи великої кількості дефектів кристалічної будови і зміцненню металу. Після електрогідроімпульсного навантаження свердла були піддані однократному відпуску при температурі 520-560 °C. Оцінкою кількості залишкового аустеніту слугував вимір намагніченості насичення після гартування і після електрогідроімпульсної обробки та відпуску. Виміри показали, що після гартування кількість залишкового аустеніту складало 28-30 об. %; після електрогідроімпульсної обробки і однократного відпуску - 1,5-2,0 об. %. Твердість свердел склала 64 HRC. Таким чином, запропонована технологія призводить до інтенсифікації перетворення залишкового аустеніту в мартенсит при подальшому однократному відпуску. При цьому міра деформації при електрогідроімпульсній обробці мінімальна і не перевищує 0,001 %. Проведені промислові випробування шляхом свердління отворів в деталях зі сталі 55 показали, що час експлуатації практично однаковий для свердел, підданих стандартній термічній обробці (гартування і трикратний відпуск) та оброблених запропонованим способом. ФОРМУЛА ВИНАХОДУ 30 Спосіб термічної обробки деталі з швидкорізальної сталі, що включає гартування цієї сталевої деталі, відпуск, який відрізняється тим, що після гартування деталі її піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюHriaznova Liudmyla Viktorivna, Lisniak Oleksandr Hryhorovych
Автори російськоюГрязнова Людмила Викторовна, Лисняк Александр Григорьевич
МПК / Мітки
МПК: C21D 9/22, C21D 1/18, C21D 9/00, C21D 1/09, C21D 1/00
Мітки: деталі, сталі, термічної, швидкорізальної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-108254-sposib-termichno-obrobki-detali-z-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки деталі з швидкорізальної сталі</a>
Спосіб термічної обробки швидкорізальної сталі
Номер патенту: 87067
Опубліковано: 27.01.2014
Автори: Грязнова Людмила Вікторівна, Лісняк Олександр Григорович
МПК: C21D 1/00
Мітки: сталі, швидкорізальної, обробки, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки швидкорізальної сталі, що включає гарт сталі, відпуск, який відрізняється тим, що після гарту деталі піддають електрогідроімпульсному навантаженню, а потім здійснюють однократний відпуск.
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: обробки, сталі, термічної, спосіб
Формула / Реферат:
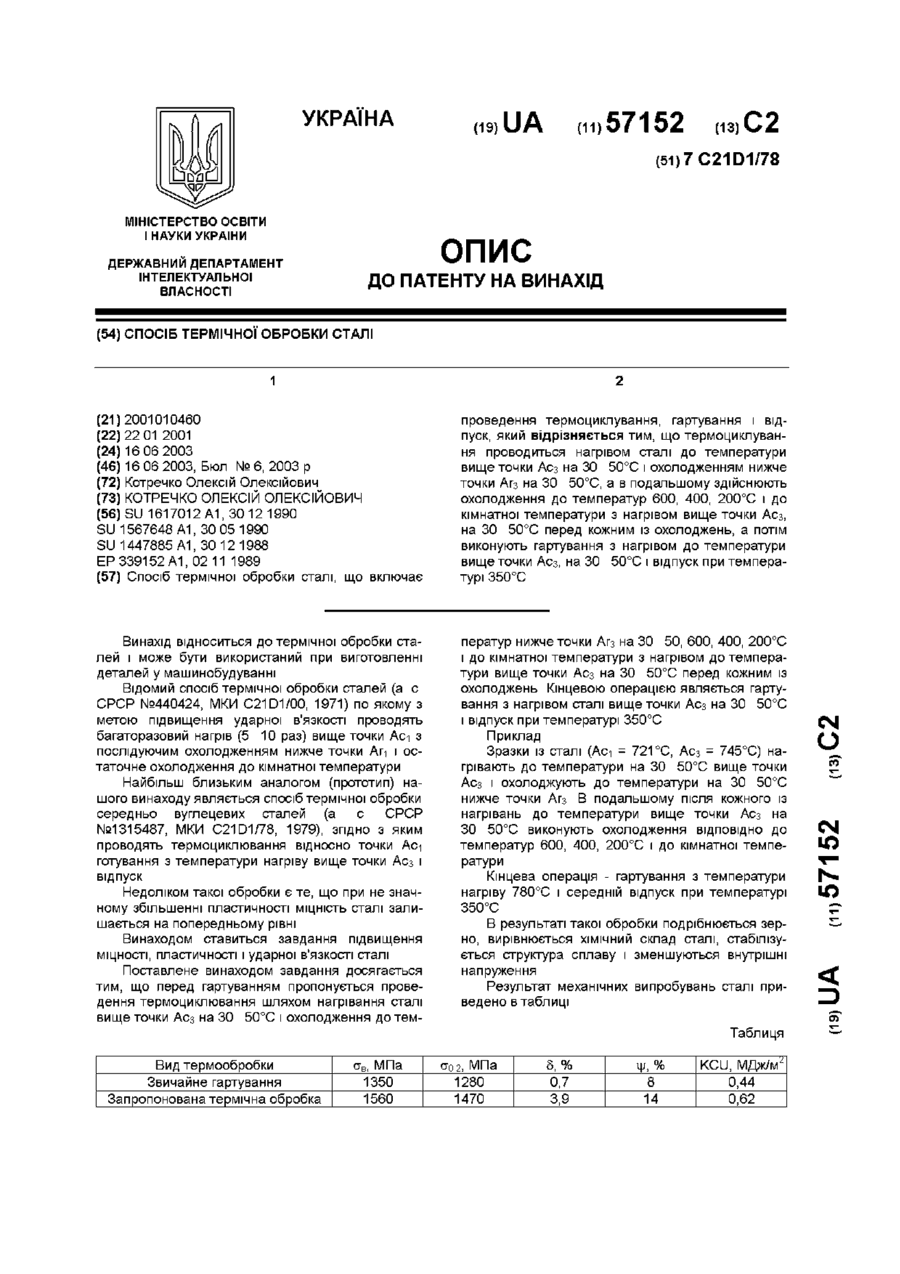
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 54495
Опубліковано: 10.11.2010
Автори: Заболотна Оксана Юріївна, Бобіна Марина Миколаївна, Бобін Андрій Борисович, Майборода Віктор Станіславович, Приходько Руслан Павлович
МПК: C21D 1/78
Мітки: інструменту, швидкорізальної, спосіб, обробки, сталі, хіміко-термічної
Формула / Реферат:
1. Спосіб поверхневого зміцнення інструменту з швидкорізальної сталі, який включає гартування інструменту у маслі, обробку інструменту холодом, обробку поверхні інструменту, яка включає магнітно-абразивну обробку, нагрів та витримку інструменту у суміші, що насичує, яка містить 98-99 мас. % щавлевокислого амонію і 1-2 мас. % хлористого амонію, який відрізняється тим, що після обробки інструменту холодом, яку проводять...
Спосіб термічної обробки сталі
Номер патенту: 76658
Опубліковано: 15.08.2006
Автори: Опальчук Андрій Савович, Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, термічної, спосіб, обробки
Формула / Реферат:
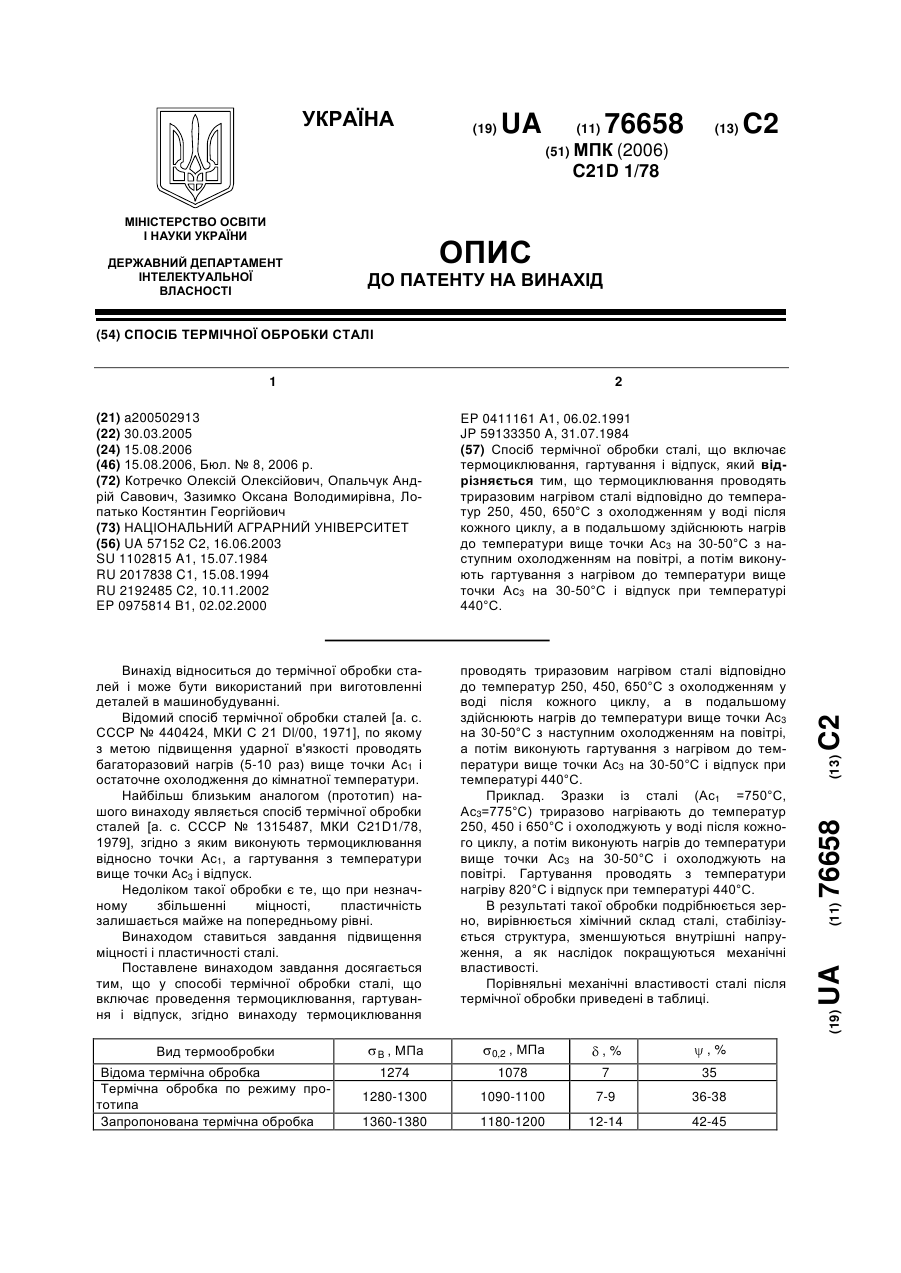
Спосіб термічної обробки сталі, що включає термоциклювання, гартування і відпуск, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 250, 450, 650°С з охолодженням у воді після кожного циклу, а в подальшому здійснюють нагрів до температури вище точки Ас3 на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3 на 30-50°С і відпуск...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 1/18, C21D 9/36, B21H 1/00
Мітки: обробки, термічної, спосіб, сталі, куль, молольних
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Попередній патент: Гнучкий ізотермічний контейнер, виконаний як ємність або резервуар, який має багато камер або секцій
Наступний патент: Механізм передавання обертального руху
Випадковий патент: Комплект ножів для поперечного різання листового матеріалу