Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах
Номер патенту: 10980
Опубліковано: 15.12.2005
Автори: Педько Борис Іванович, Радзієвська Ала Адонівна, Максимов Сергій Юрійович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Беккер Михайло Вікторович
Формула / Реферат
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах, що складається з металевої оболонки і порошкоподібної шихти, що містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, який відрізняється тим, що шихта додатково містить сіль цезію при такому співвідношенні компонентів (мас. %):
рутиловий концентрат
25-35
гематит
15-25
феромарганець
5-15
сіль цезію
5-15
біхромат калію
0,7-1,3
залізний порошок
решта.
Текст
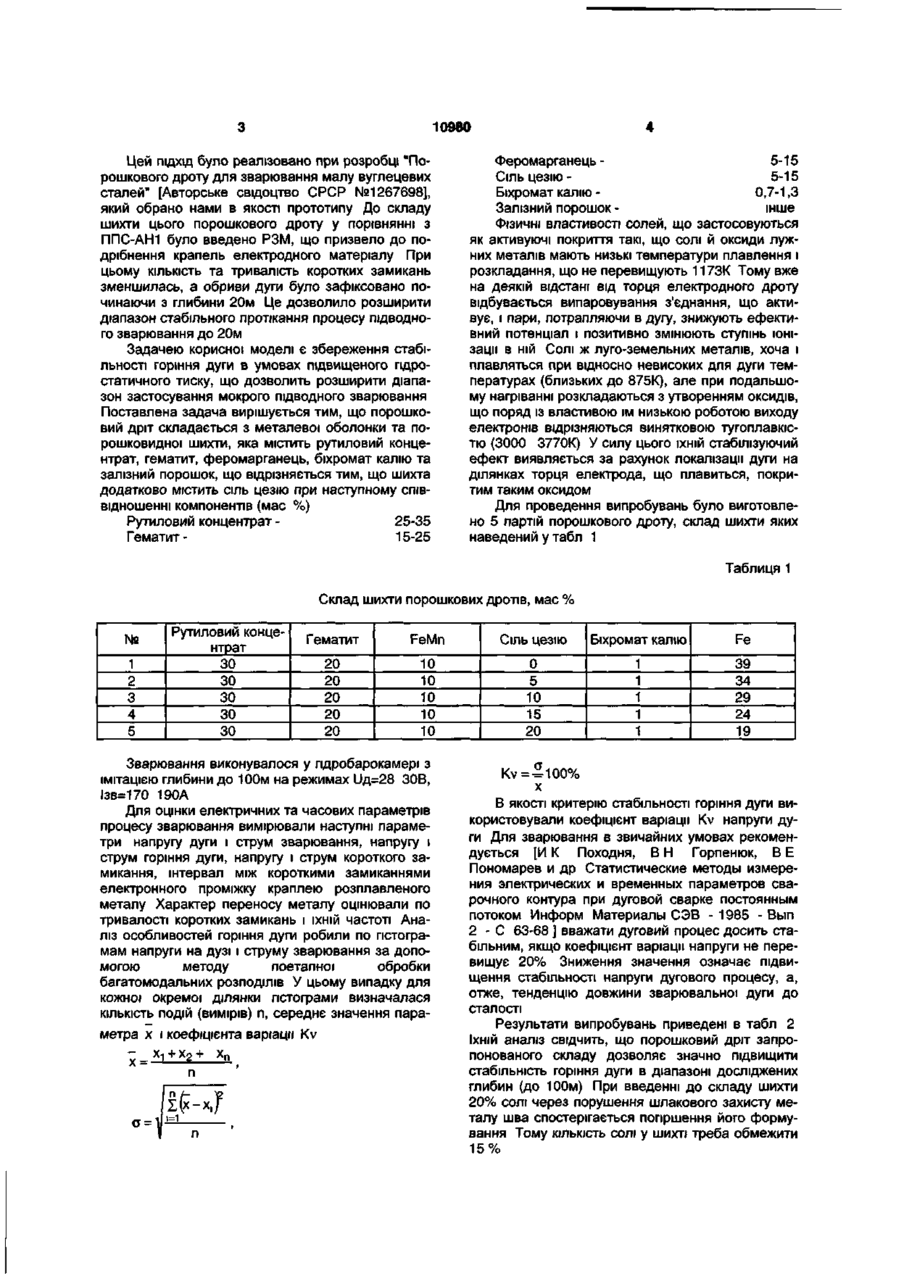
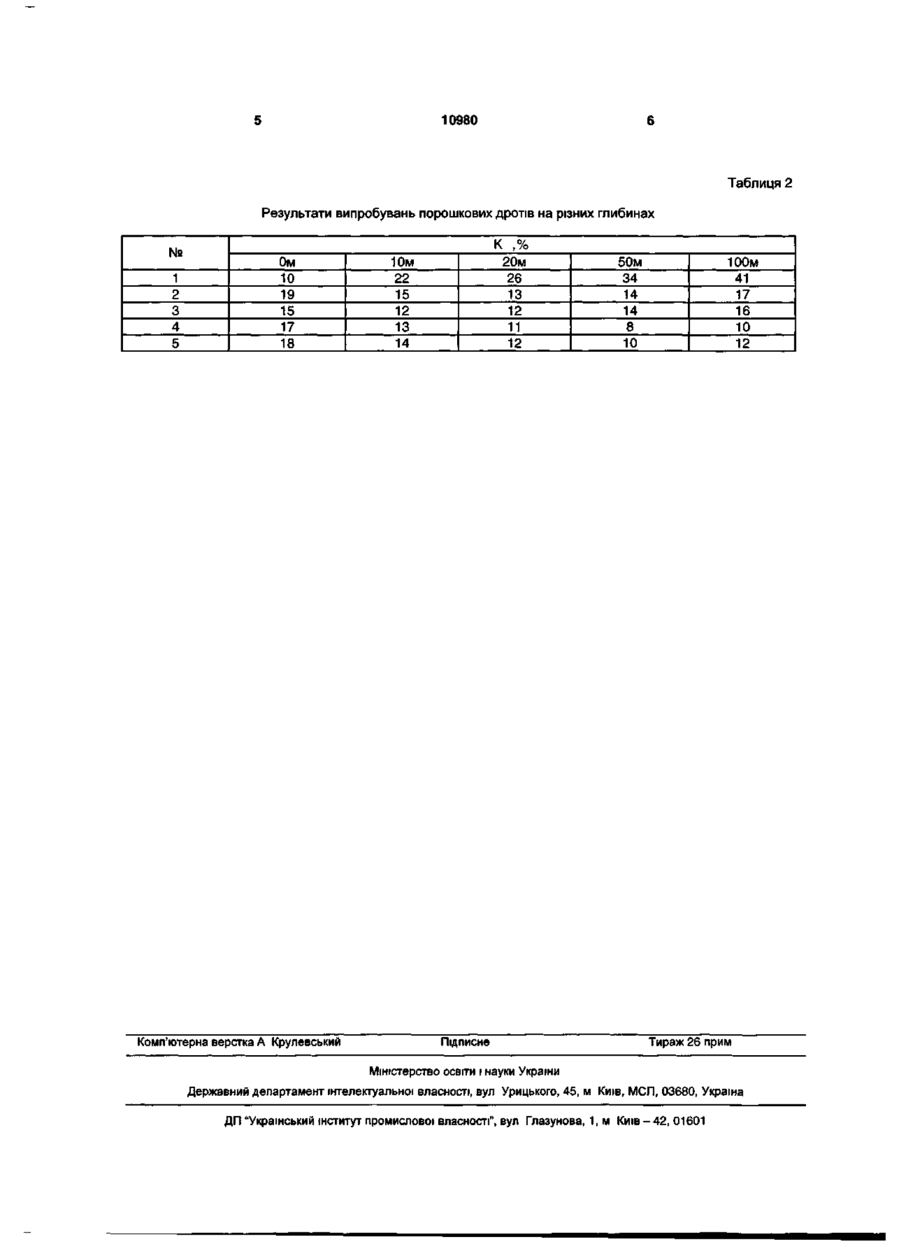
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах, що складається з металевої оболонки і порошкоподібної шихти, що містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, який відрізняється тим, що шихта додатково містить сіль цезію при такому співвідношенні компонентів (мас. Корисна модель відноситься до області дугового зварювання плавленням, зокрема до розробки зварювальних матеріалів для механізованого підводного мокрого зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах. Забезпечення стійкого горіння дуги - одне з ключових питань при створенні електродних матеріалів, розробці або удосконалюванні технологічного процесу зварювання. Він особливо актуальний для здійснення підводного зварювання так називаним мокрим способом, коли дуга горить безпосередньо у воді, без якого-небудь штучно створеного бар'єра для захисту зони зварювання від шкідливого впливу навколишнього середовища. Поведінка зварювальної дуги і характер плавлення електродного металу при зварюванні у воді істотно відрізняються від таких на повітрі. При зварюванні безпосередньо у воді дуга горить у парогазовому пузирі, що оточує дугу і представляє необхідну умову її існування. Водяна пара при високих температурах дугового проміжку дисоціює з утворенням водню і кисню, наявність яких докорінно впливає на стабільність горіння дуги і перенос розплавленого металу. Кисень, як поверхневоактивний елемент, повинен сприяти здрібнюванню крапель завдяки зниження поверхневого натягу рідкого металу. У цей же час водень, що займає переважну частину об'єму парогазової атмосфери, через більш високу теплопровідність і через висо ке значення потенціалу іонізації, викликає контрагування стовпа дуги і, відповідно до цього, сприяє зростанню електродинамічної сили, що діє на краплю з боку дуги і затримує її на торці електрода. В остаточному підсумку водень збільшує розмір крапель, що переходять у ванну. Як результат, горіння дуги супроводжується короткими замиканнями та обривами. Із збільшенням гідростатичного тиску значено зростають тривалість і частота коротких замикань, а також обривів дуги, стабільність процесу явно погіршується. Відомий "Порошковий дріт для зварювання сталей" [авторське свідоцтво СРСР МПК В23К 35/36 №424393 від 03.12.1967] марки ППС-АН1, що складається зі сталевої оболонки і шихти такого складу, віс.%: Титановий концентрат 25-35 Гематит 15-25 Феромарганець 5-15 Двохромовокислий калій 0,7-1,3 Залізний порошок 34-44. За рахунок введення до складу шихти двохромовокислого калію цей порошковий дріт забезпечує стабільне горіння дуги у водному середовищі. При збільшенні глибини кількість коротких замикань зростає, з'являються обриви дуги, що значно погіршує якість металу шва. Основною причиною такого характеру протікання процесу є зменшення довжини дуги при сталій напрузі. Цей фактор можна попередити шляхом зниження потенціалу іонізації. рутиловий концентрат гематит феромарганець сіль цезію біхромат калію залізний порошок 25-35 15-25 5-15 5-15 0,7-1,3 решта. 00 10980 Цей підхід було реалізовано при розробці "Порошкового дроту для зварювання малу вуглецевих сталей" [Авторське свідоцтво СРСР №1267698], який обрано нами в якості прототипу До складу шихти цього порошкового дроту у порівнянні з ППС-АН1 було введено РЗМ, що призвело до подрібнення крапель електродного матеріалу При цьому КІЛЬКІСТЬ та тривалість коротких замикань зменшилась, а обриви дуги було зафіксовано починаючи з глибини 20м Це дозволило розширити діапазон стабільного протікання процесу підводного зварювання до 20м Задачею корисної моделі є збереження стабільності горіння дуги в умовах підвищеного гідростатичного тиску, що дозволить розширити діапазон застосування мокрого підводного зварювання Поставлена задача вирішується тим, що порошковий дріт складається з металевої оболонки та порошковидної шихти, яка містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, що відрізняється тим, що шихта додатково містить сіль цезію при наступному співвідношенні компонентів (мас %) Рутиловий концентрат 25-35 Гематит 15-25 4 Феромарганець5-15 Сіль цезію5-15 Біхромат калію 0,7-1,3 Залізний порошок інше ФІЗИЧНІ властивості солей, що застосовуються як активуючі покриття такі, що солі й оксиди лужних металів мають низькі температури плавлення і розкладання, що не перевищують 1173К Тому вже на деякій відстані від торця електродного дроту відбувається випаровування з'єднання, що активує, і пари, потрапляючи в дугу, знижують ефективний потенціал і позитивно змінюють ступінь іонізації в ній Солі Ж луго-земельних металів, хоча і плавляться при відносно невисоких для дуги температурах (близьких до 875К), але при подальшому нагріванні розкладаються з утворенням оксидів, що поряд із властивою їм низькою роботою виходу електронів відрізняються винятковою тугоплавкістю (3000 3770К) У силу цього їхній стабілізуючий ефект виявляється за рахунок локалізації дуги на ділянках торця електрода, що плавиться, покритим таким оксидом Для проведення випробувань було виготовлено 5 партій порошкового дроту, склад шихти яких наведений у табл 1 Таблиця 1 Склад шихти порошкових дротів, мас % № 1 2 3 4 5 Рутиловий концентрат ЗО ЗО ЗО ЗО ЗО Гематит FeMn Сіль цезію Біхромат калію Fe 20 20 20 20 20 10 10 10 10 10 0 5 10 15 20 1 1 1 1 1 39 34 29 24 19 Зварювання виконувалося у пдробарокамері з імітацією глибини до 100м на режимах Цц=28 30В, Ізв=170 190А Для оцінки електричних та часових параметрів процесу зварювання вимірювали наступні параметри напругу дуги і струм зварювання, напругу і струм горіння дуги, напругу і струм короткого замикання, інтервал між короткими замиканнями електронного проміжку краплею розплавленого металу Характер переносу металу оцінювали по тривалості коротких замикань і їхній частоті Аналіз особливостей горіння дуги робили по гістограмам напруги на дузі і струму зварювання за допомогою методу поетапної обробки багатомодальних розподілів У цьому випадку для кожної окремої ділянки гістограми визначалася КІЛЬКІСТЬ подій (вимірів) п, середнє значення параметра х і коефіцієнта варіації Kv - _ х-і + х 2 + о= хп Kv=~100% X В якості критерію стабільності горіння дуги використовували коефіцієнт варіації Kv напруги дуги Для зварювання в звичайних умовах рекомендується [И К Походня, В Н Горпенюк, В Е Пономарев и др Статистические методы измерения электрических и временных параметров сварочного контура при дуговой сварке постоянным потоком Информ Материалы СЭВ - 1985 - Вып 2 - С 63-68 ] вважати дуговий процес досить стабільним, якщо коефіцієнт варіації напруги не перевищує 20% Зниження значення означає підвищення стабільності напруги дугового процесу, а, отже, тенденцію довжини зварювальної дуги до сталості Результати випробувань приведені в табл 2 їхній аналіз свідчить, що порошковий дріт запропонованого складу дозволяє значно підвищити стабільність горіння дуги в діапазоні досліджених глибин (до 100м) При введенні до складу шихти 20% солі через порушення шлакового захисту металу шва спостерігається погіршення його формування Тому КІЛЬКІСТЬ солі у шихті треба обмежити 15% 10980 Таблиця 2 Результати випробувань порошкових дротів на різних глибинах № 1 2 3 4 5 К ,% Ом 10 19 15 17 18 Комп'ютерна верстка А Крулевський 10м 22 15 12 13 14 20м 26 13 12 11 12 Підписне 50м 34 14 14 8 10 100м 41 17 16 10 12 Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for underwater welding of low-carbon and low-alloy steels in high depths
Автори англійськоюMaksymov Serhii Yuriiovych, But Viktor Stepanovych, Radziievska Ala Adonivna, Bekker Mykhailo Viktorovych, Drohomyretskyi Mykhailo Mykolaiovych, Ped'ko Borys Ivanovych
Назва патенту російськоюПорошковая проволока для подводной сварки низкоуглеродистых и низколегированных сталей на повышенных глубинах
Автори російськоюМаксимов Сергей Юрьевич, Бут Виктор Степанович, Радзиевская Алла Адоновна, Беккер Михаил Викторович, Дрогомирецкий Михаил Николаевич, Педько Борис Иванович
МПК / Мітки
МПК: B23K 35/36
Мітки: порошковий, дріт, маловуглецевих, підвищених, сталей, низьколегованих, підводного, зварювання, глибинах
Код посилання
<a href="https://ua.patents.su/4-10980-poroshkovijj-drit-dlya-pidvodnogo-zvaryuvannya-malovuglecevikh-ta-nizkolegovanikh-stalejj-na-pidvishhenikh-glibinakh.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах</a>
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей
Номер патенту: 7914
Опубліковано: 15.07.2005
Автори: Дрогомирецький Михайло Миколайович, Максимов Сергій Юрійович, Беккер Михайло Вікторович, Педько Борис Іванович, Бут Віктор Степанович, Радзієвська Ала Адонівна
МПК: B23K 35/36
Мітки: підводного, низьколегованих, порошковий, маловуглецевих, дріт, сталей, зварювання
Формула / Реферат:
1. Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей, що включає металеву оболонку і порошкоподібну шихту, яка містить рутиловий концентрат, гематит, феромарганець, нікель, біхромат калію та залізний порошок, який відрізняється тим, що осердя додатково містить феротитан та феробор при наступному співвідношенні компонентів (мас.%): рутиловий концентрат 25-35 ...
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей
Номер патенту: 4230
Опубліковано: 17.01.2005
Автори: Бичкова Наталія Володимирівна, Штихно Алла Петрівна, Алімов Валерій Іванович
МПК: B23K 35/00
Мітки: сталей, низьколегованих, флюсом, зварювання, автоматичного, зварювальний, дріт
Формула / Реферат:
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей, переважно підвищеного рівня міцності і холодостійкості, що містить залізо, вуглець, марганець, кремній, нікель, молібден, сірку і фосфор, який відрізняється тим, що він додатково містить суміш ніобію і ванадію, бору і азоту при наступному співвідношенні компонентів, мас. %: вуглець 0,03-0,11 марганець ...
Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Микитенко Олександр Михайлович, Тагановський Вячеслав Михайлович, Воропай Микола Маркович, Алімов Анатолій Миколайович
МПК: B23K 35/368
Мітки: захисних, низьковуглецевих, зварювання, дріт, газах, електродний, сталей, низьколегованих
Формула / Реферат:
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод -...
Порошковий дріт для зварювання сталей
Номер патенту: 23931
Опубліковано: 31.08.1998
Автори: Гришанов Аркадій Олександрович, Проскудін Валерій Миколайович, Пазірук Ігор Феофілович, Ігнатушенко Аркадій Анатолійович, Паньков Василь Іванович
МПК: B23K 31/00
Мітки: сталей, порошковий, дріт, зварювання
Формула / Реферат:
1. Порошковая проволока для сварки сталей, состоящая из металлической оболочки и порошкообразной шихты, содержащей фторид кальция, фторид лития, фторид кобальта, углекислый кальций, двуокись кремния, алюминий, молибден, никель, отличающаяся тем, что шихта дополнительно содержит феррохром при следующем соотношении компонентов, мас.%:Фторид кальция 40-49Фторид лития 5-11Фторид...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: порошковий, наплавлення, зварювання, високоміцного, чавуну, дріт
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Попередній патент: Пристрій для регулювання потужності газодизеля
Наступний патент: Пристрій для утилізації тепла відхідних газів повітронагрівників доменних печей
Випадковий патент: Спосіб подрібнення полімервмісних матеріалів