Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Тагановський Вячеслав Михайлович, Воропай Микола Маркович, Алімов Анатолій Миколайович, Микитенко Олександр Михайлович
Формула / Реферат
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод - (0,05-0,12); марганец (1,4-2,1); кремний (0,6-1.0); железо - остальное. а флюсовая составляющая содержится в количестве 6-12% от массы проволоки и включает в себя дополнительно карбонат кальция и оксид кальция, введенный в виде минералов - перовскита или волластонита при следующем содержании ингредиентов, мас. %:
диоксид титана
46-66
диоксид кремния
6-12
оксид магния
0,9-4,5
сумма оксидов натрия и калия
2,4-3,7
оксид железа
1,5-2,2
фторид кальция
0,6-0,9
ферромарганец
10-18
ферротитан
3-16
карбонат кальция
0,2-1,0
оксид кальция
0,2-0,6
причем содержание оксидов калия и натрия в пределах их суммы составляет 0,4-25% и 75-99,6% соответственно, отношение суммарного количества диоксида титана, оксида железа и диоксида кремния к суммарному количеству ферромарганца и фторида кальция составляет 3-6, отношение содержания ферромарганца к содержанию фторида кальция составляет 15-20, а отношение содержания ферротитана к суммарному содержанию карбоната кальция и оксида кальция в составе волластонита или перовскита составляет 5-11.
2. Электродная проволока по п. 1, отличающаяся тем, что флюсовая составляющая дополнительно содержит порошок алюмо-магниевый (ПАМ) в количестве 2,0-6.0 мас. %.
3. Электродная проволока по пп. 1 и 2, отличающаяся тем, что флюсовая составляющая дополнительно содержит 0.02-0.2 мас. % бора.
4. Электродная проволока по пп. 1-3, отличающаяся тем, что флюсовая составляющая дополнительно содержит 5-30 мас. % никеля.
Текст
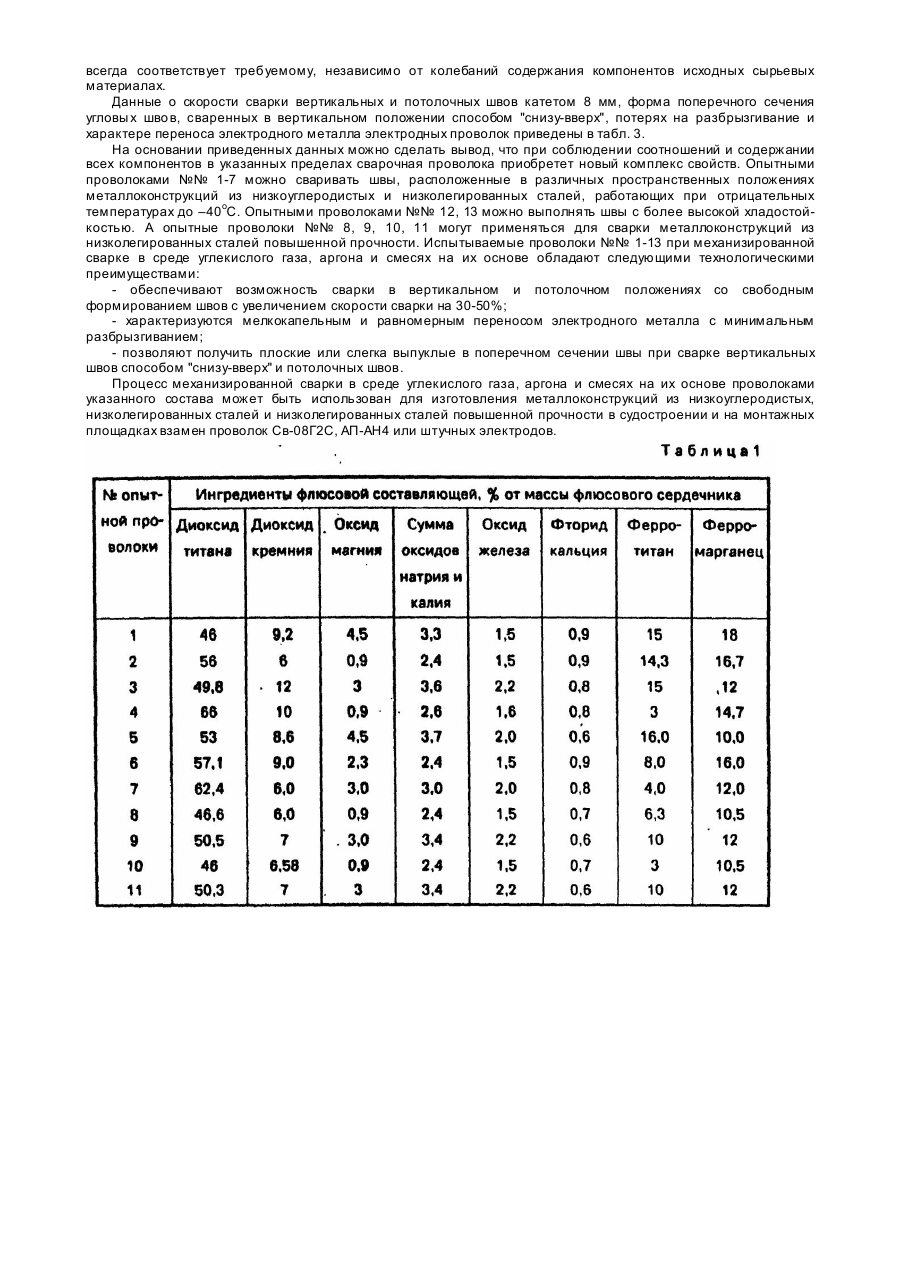
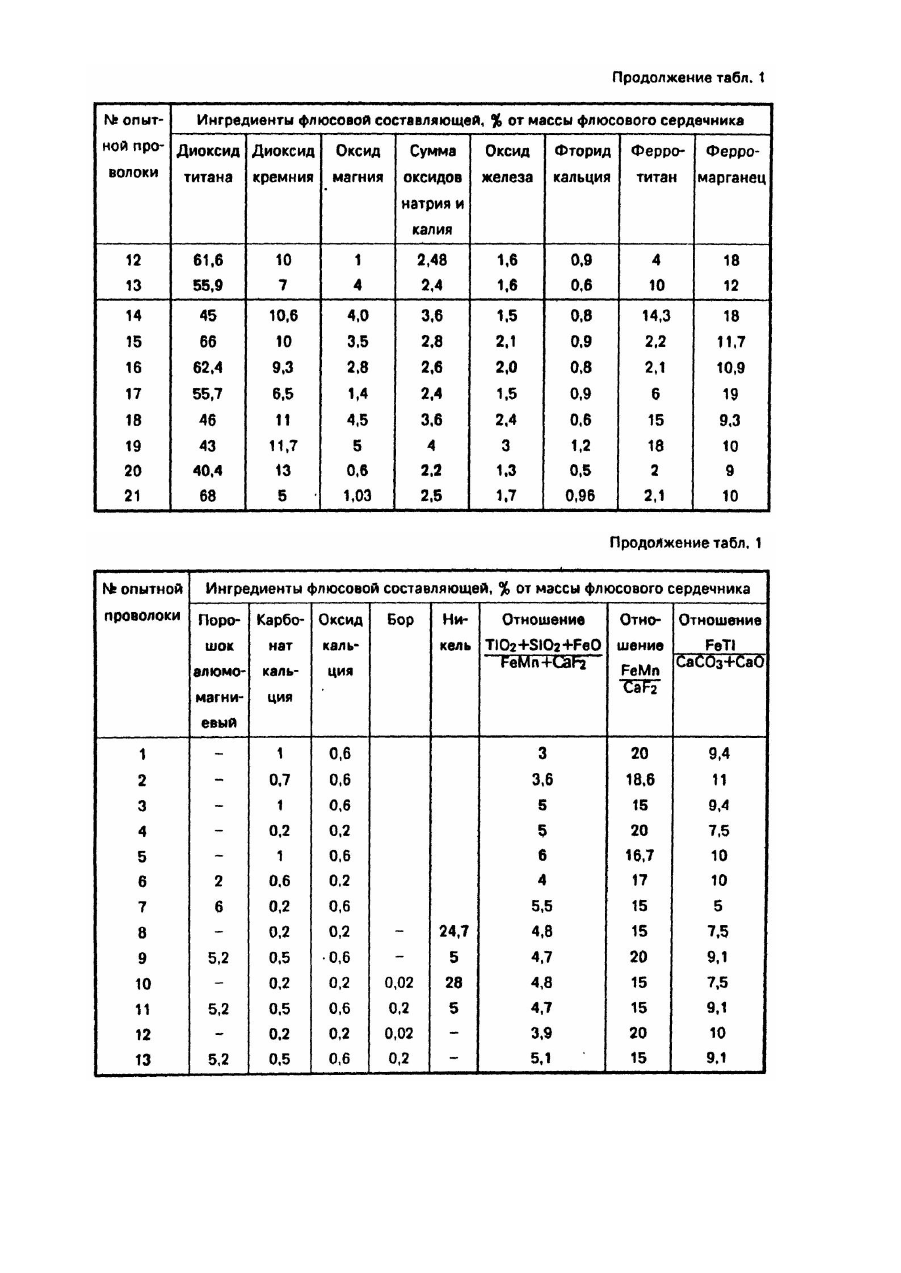
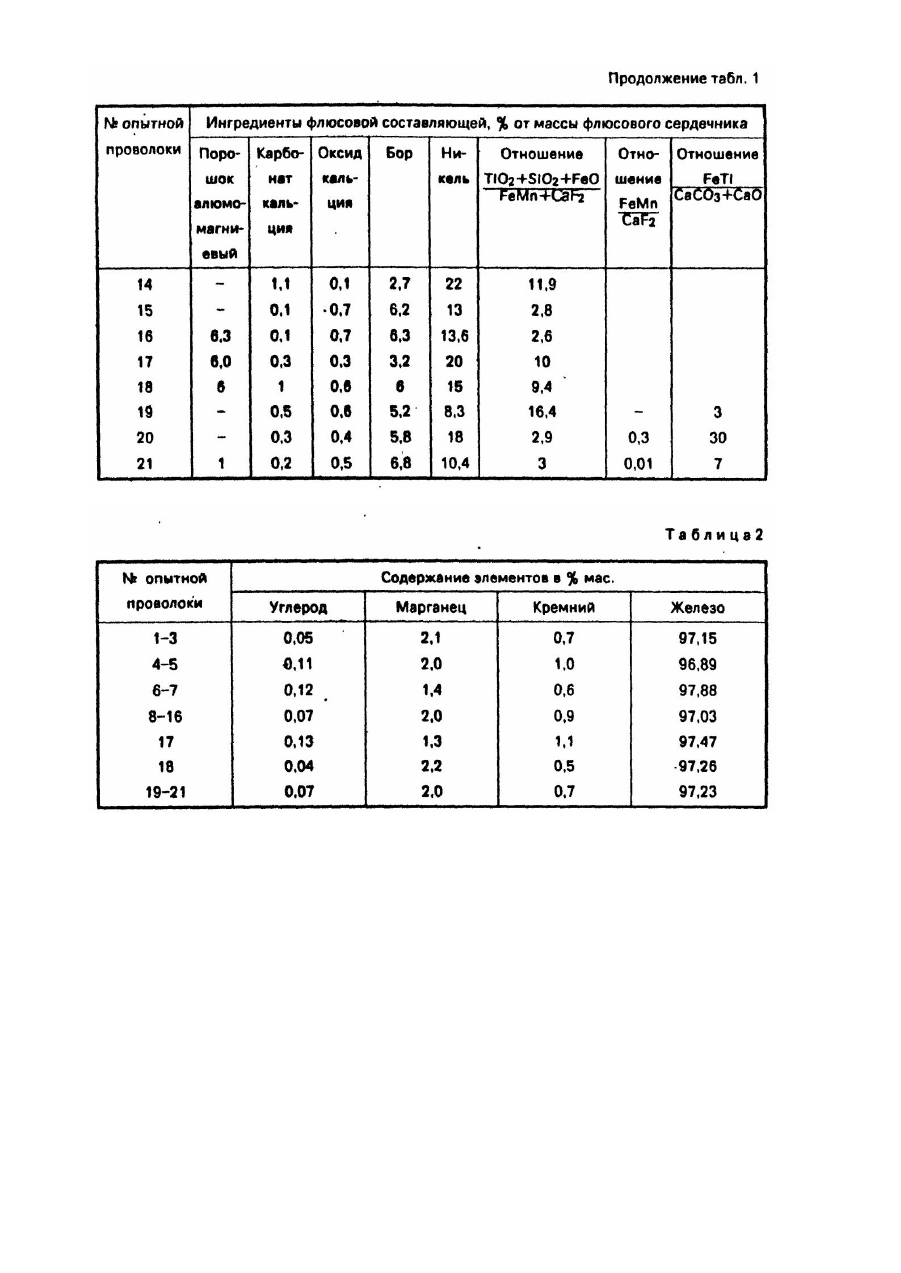
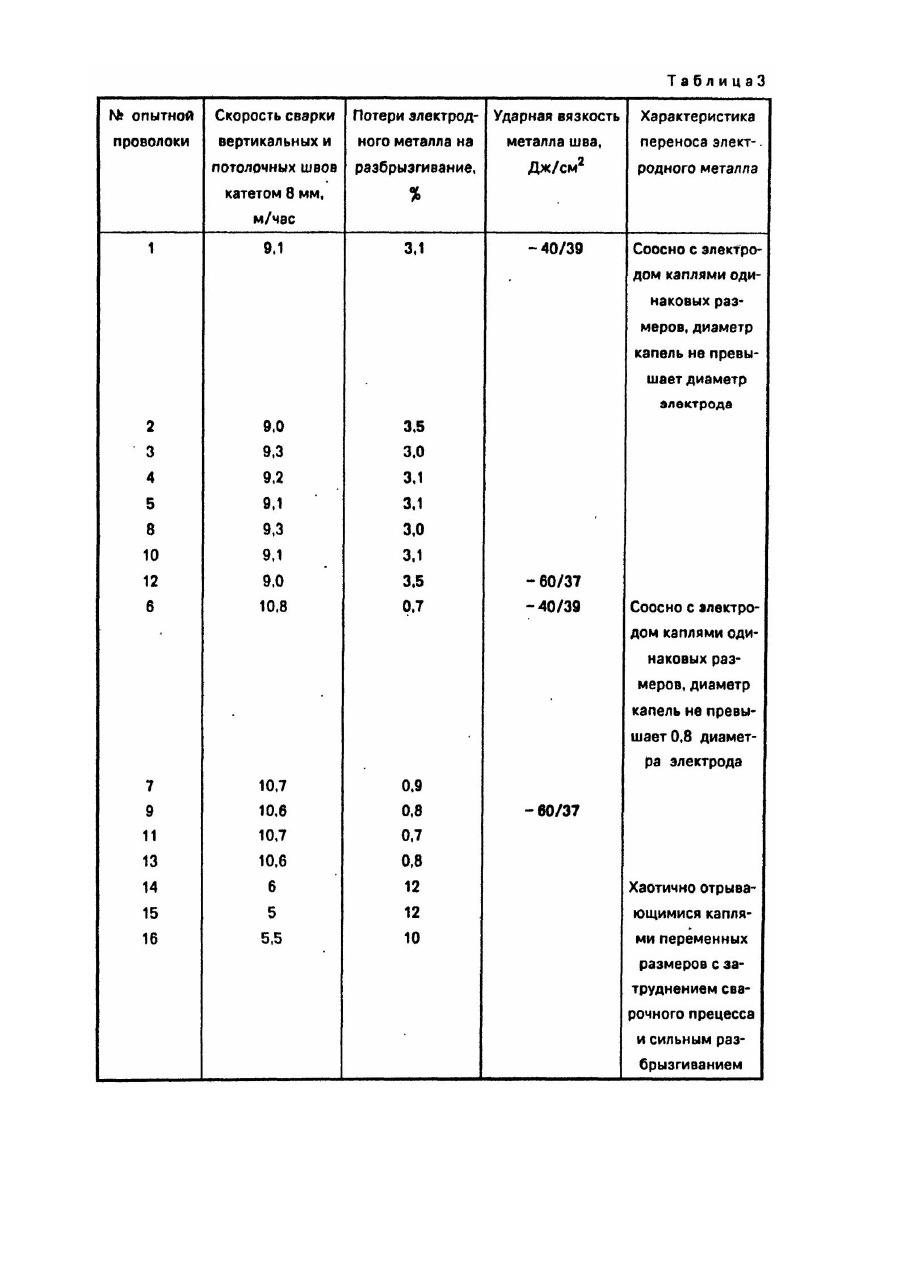
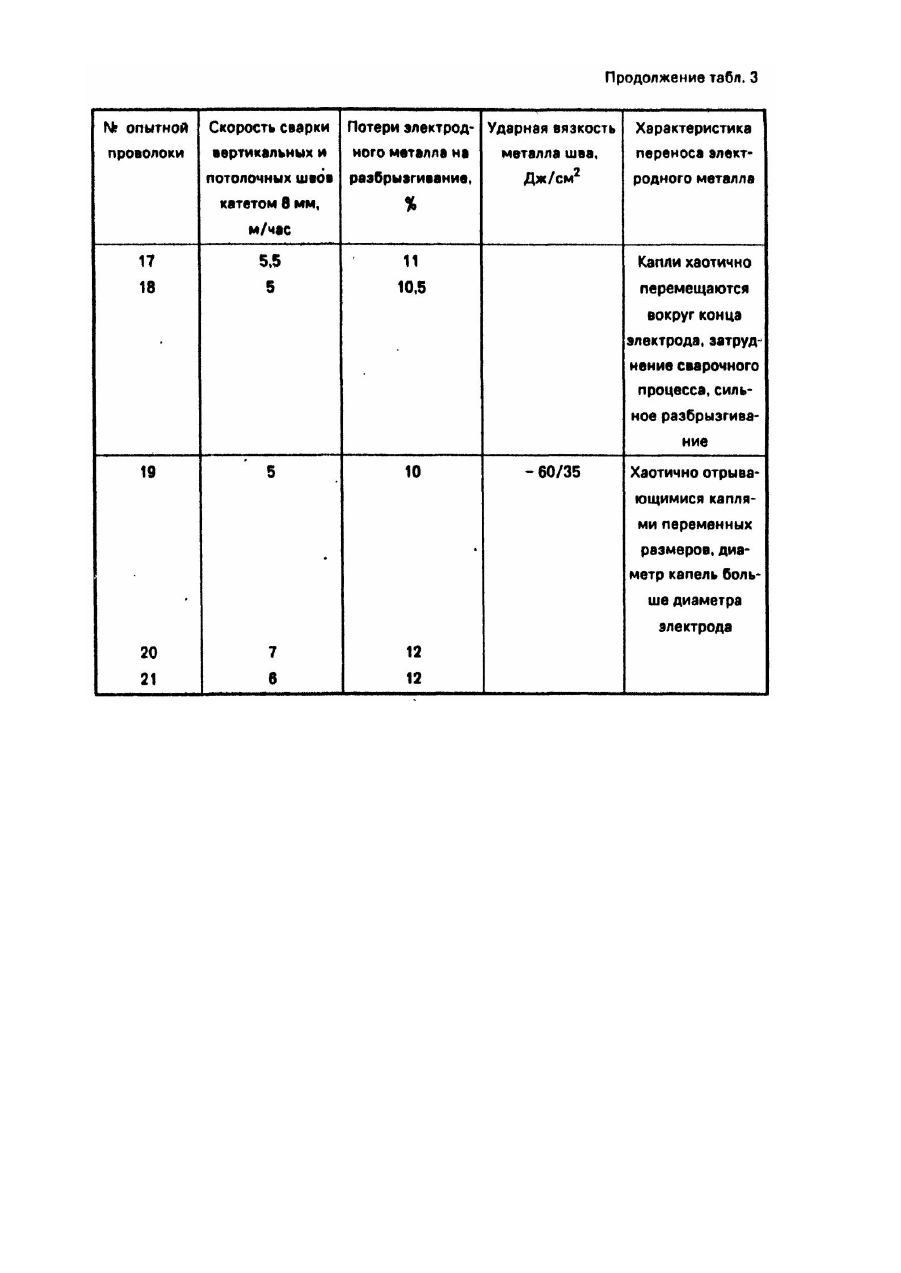
Изобретение относится к области сварки, а именно к составу электродной проволоки, предназначенной для механизированной сварки в защитных газах (углекислом газе, аргоне и смеси газов на их основе) и способу изготовления электродной проволоки, состоящей из металлической основы и флюсовой составляющей. Известна электродная проволока для сварки во всех пространственных положениях со свободным формированием [1], состоящая из стальной основы, содержащей углерод, марганец, кремний в количестве (мас. %): 0,05...0,12; 1,4...2,1; 0,6...1 соответственно, железо - остальное, и флюсовой составляющей в количестве 510% от массы проволоки, содержащей рутиловый концентрат, криолит, нефелиновый концентрат, лопаритовый концентрат и магнезит каустический. В пересчете на чистые химические соединения соотношение ингредиентов флюсовой составляющей данной проволоки взято следующим (мас. %): диоксид титана 71,4-58 фторид натрия 6,3-7,8 фторид алюминия 4,2-5,2 оксид калия 0,92-1,9 оксид натрия 0,42-1,26 оксид алюминия 1,25-2,6 диоксид кремния 2,51-3,8 оксид магния 9,4-11,7 оксид церия 2,1-4,4 пятиоксид ниобия 0,5-1,0 CaO+SrO 1,0-2,1. Эта электродная проволока обеспечивает более высокую производительность процесса сварки швов в положениях, отличных от нижнего, но характеризуется повышенным разбрызгиванием и крупнокапельным неравномерным переносом электродного металла и формированием швов с выпуклой поверхностью. Производительность процесса сварки вертикальных швов увеличивается в данном случае за счет, увеличения проплавляющей способности дуги, вызванного повышенным содержанием фторидов в составе проволоки и некоторым улучшением условий удержания сварочной ванны на вертикальной плоскости. Однако сварочная ванна и расплавленный шлак на ее поверхности все еще имеют недостаточную вязкость при температуре ванны для ведения процесса сварки на более высоких токах. Невозможно также увеличить производительность процессе сварки потолочных швов. Наиболее близкой к заявляемой является электродная проволока [2], которая состоит из стального стержня, содержащего углерод, марганец, кремний в количестве 0,05...0,12; 1,2...2,5; 0,02...0,95% соответственно, железо остальное, и флюсовой составляющей в количестве 5-10% от массы проволоки, соотношение компонентов которой взято следующим (мас. %): диоксид титана 43-24,3 оксид магния 17,3-14,6 диоксид кремния 0,86-10,7 фторид кальция 17,3-14,6 оксид калия 0,56-1,6 оксид натрия 1,2-2,0 диоксид марганца 13,8-12,6 оксид железа 4,6-6,2 ферротитан 0,7-5,7 ферромарганец 0,56-7,7. Электродная проволока приведенного состава предназначена для механизированной дуговой сварки вертикальных швов с принудительным формированием под слоем расплавленного шлака. Выполнять сварку вертикальных и потолочных швов со свободным формированием проволокой приведенного состава невозможно из-за наличия в составе флюсовой составляющей повышенного количества фторида кальция и неудовлетворительных формирующи х свойств шлака. Процесс сварки в углекислом газе 'электродной проволокой со свободным формированием характеризуется крупнокапельным переносом металла с нестабильными размерами капель и их неравномерным отделением от торца электрода. Эти недостатки обусловлены выбранным здесь соотношением компонентов. Вместе с тем, наличие ферротитана в составе флюсовой составляющей, в отличие от электродной проволоки, описанной выше, в комплексе с ферромарганцем (при его содержании более 0,85% от массы проволоки) существенно снижает содержание кислорода в сварочной ванне и расплавленном шлаке и создает предпосылки для увеличения производительности процесса сварки вертикальных и потолочных швов со свободным формированием при условии соответствующего изменения формирующих свойств шлака, изменения характера переноса электродного металла с крупнокапельного на мелкокапельный є равномерным переходом капель в сварочную ванну и минимальным разбрызгиванием. В основу изобретения поставлена задача путем дополнительного введения компонентов создать электродную проволоку, обеспечивающую возможность сварки в углекислом газе и смесях на основе аргона или углекислого газа при вертикальном и потолочном положениях швов со свободным формированием (без применения дополнительных формирующих устройств) с более высокой производительностью процесса сварки, чем у известных сварочных проволок, а также обеспечивающую мелкокапельный и равномерный перенос электродного металла с минимальным разбрызгиванием при сварке в вертикальном и потолочном положениях. Поставленная задача решается тем, что в состав электродной и проволоки, состоящей из стальной основы, содержащей (мас. %) углерод, кремний, марганец в количестве 0,05...0,12; 0,6...1,0; 1,4;..2,1% соответственно, железо - остальное, и флюсовой составляющей, в количестве 6...12% от массы проволоки, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды калия и натрия, оксид железа, фторид кальция. ферротитан. ферромарганец, дополнительно введены карбонат кальция и оксид кальция в количестве, соответственно (мас. %) 0,2...1,0 и 0.2...0,6, количество компонентов флюсовой составляющей взято в следующих пределах (мас. %): диоксид титана 46...66 диоксид кремния 6...12 оксид магния 0,9...4,5 сумма оксидов натрия и калия 2,4...3,7 оксид железа 1,5...2,2 ферромарганец 10...18 ферротитан 3...16 фторид кальция 0,6...0,9 карбонат кальция 0,2...1,0 оксид кальция 0,2...0,6. Отношение суммарного содержания диоксида титана, оксида железа и диоксида кремния к суммарному содержанию ферромарганца и фторида кальция взято в пределах 3...6, отношение содержания ферромарганца и содержанию фторида кальция взято в пределах 15...20, а отношение содержания ферротитана к суммарному содержанию оксида и карбоната кальция взято в пределах 5...11. Кроме того, для устранения разбрызгивания электродного металла и улучшения внешнего вида поверхности валиков флюсовая составляющая дополнительно содержит алюмомагниевый порошок в количестве 2...6 мас. %. Шлакообразующая система электродной проволоки построена на основе диоксида титана, количество которого взято 46...66% от массы флюсового сердечника. Сварочные шлаки на основе диоксида титана, как известно, обладают наилучшими технологическими свойствами и обеспечивают хорошее формирование швов. Добавка диоксида кремния в количестве 6-12% от массы флюсового сердечника в составе электродной проволоки улучшает отделимость шлаковой корки с поверхности шва и способствует образованию гладкой поверхности валика. Оксид магния в количестве 0,9...4,5% придает шлаку более высокую ос-иовность, что обеспечивает хорошие механические свойства наплавленного металла. Оксиды натрия и калия, при их суммарном содержании 2,4...3,7% служат стабилизаторами горения дуги и так же как и оксид магния придают рутиловому шлаку данного состава требуемую основность. Оксид железа в количестве 1,5...2,2% от массы флюсового сердечника повышает стойкость швов, выполненных электродной проволокой указанного состава, против образования пор. вызванных водородом. Ферромарганец в количестве 10...18% выполняет в данном случае, в сочетании с приведенным количеством диоксида титана (46...66%), роль стабилизатора мелкокапельного переноса металла. Содержание ферромарганца менее 10 и более 18% в составе флюсового сердечника приведенного состава вызывает резкое изменение характера переноса электродного металла. Капли, вместо соосной с дугой струи, начинают хаотично перемещаться вокруг конца электрода, часто попадают вместо сварочной ванны на сопло горелки и свариваемые кромки, что существенно затрудняет и делает практически невозможным качественное формирование при сварке вертикальных и потолочных швов. Это связано, по-видимому, с определенной величиной поверхностного натяжения расплавленного металла капель электродного металла, получаемого при содержании диоксида титана и ферромарганца в количестве 46...66 и 10...18% соответственно в сочетании с металлической основой, содержащей углерод, марганец, кремний в количестве 0,05...0,12; 0,4...2,1 и 0,6...1,0% от массы основы, соответственно, железо - остальное, при коэффициенте заполнения проволоки шихтой в пределах 6...12%. В процессе дуговой сварки электродной проволоки приведенного состава карбонат кальция диссоциирует при нагреве проволоки на вылете с выделением углекислого газа. Углекислый газ разрыхляет флюсовую составляющую, которая существенно уплотнена при волочении проволоки (особенно до диаметра 1.4 мм и менее), способствуя тем самым более интенсивному и равномерному доступу тепла от металлической основы ко всему объему флюсового сердечника. К моменту начала плавления флюсовой составляющей и образования шлакового расплава на поверхности капель, образующихся на торце электрода, углекислый газ, образовавшийся от диссоциации карбоната кальция, должен настолько разрыхлить спрессованную флюсовую составляющую, чтобы образование шлакового расплава и растекание шлака по поверхности капли протекало спокойно без взрывов, бурных химических реакций и других возмущений, способных отклонить -каплю от оси дуги. Добавка карбоната кальция обеспечивает равномерность размеров образующи хся капель электродного металла. Содержание карбоната кальция должно находиться в пределах 0,2...1,0% от массы флюсовой составляющей, т.к. меньшее его количество малоощутимо, а при большем содержании объем углекислого газа, образующегося в результате диссоциации, становится настолько большим, что резко возрастает разбрызгивание электродного металла. В результате диссоциации карбоната кальция на вылете электродной проволоки кроме углекислого газа образуется и оксид кальция СаО, который вместе с вводимым дополнительно в состав флюсовой составляющей оксидом кальция в количестве 0,2...0,6%, снижает способность рутилового шлака смачивать расплавленный металл сварочной ванны. В результате такого воздействия оксида кальция удается достичь достаточно хороших формирующих свойств шлака при сварке вертикальных швов способом "снизу-вверх" при их свободном формировании. Введение в состав флюсовой составляющей оксида кальция в количестве менее 0,2% не позволяет обеспечить хороших формирующи х свойств шлака, а содержание оксида кальция более 0,6% заметно ухудшает кроющую способность шлака при сварке со свободным формированием швов, расположенных в вертикальном и потолочном положениях. Однако хорошие формирующие свойства рутилового шлака, образующегося в результате плавления флюсовой составляющей и окисления компонентов металлической основы электродной проволоки, при сварке со свободным формированием проявляются при введении во флюсовую составляющую карбоната кальция в указанных количествах только при отношении суммарного содержания диоксид титана, оксида железа и оксида кремния к суммарному содержанию ферромарганца и фторида кальция в пределах от 3 до 6. Уменьшение этого отношения ниже 3 увеличивает жидкотекучесть шлака, и он начинает стекать со свариваемых кромок, не поддерживая сварочную ванну при сварке в вертикальном и потолочном положениях, а увеличение отношения выше 6 ухудшает равномерность переноса металла и вызывает отклонения капель от оси электрода. Отношение содержания ферромарганца к содержанию фторида кальция в составе проволоки должно находиться в пределах 15...20 для обеспечения равномерности плавления и переноса электродного металла. Если это отношение меньше 15, начинает проявляться отрицательное влияние фтора на характеристики дуги, резко возрастает разбрызгивание и нарушается равномерность отделения капель от торца электрода, а при отношении более 20 существенно ухудшаются формирующие свойства рутилового шлака при сварке в вертикальном и потолочном положениях. Ферротитан является сильнодействующим комплексным раскислителем, в состав которого входит 28...35% ТІ, 8...12% Аl, железо остальное. Ферротитан в составе заявляемой проволоки выполняет функцию раскисления шлака на стадии ванны, обеспечивая, тем самым, резкое изменение его вязкости при охлаждении расплавленных металла и шлака от температуры капли до температуры ванны. Рутиловые шлаки, образующиеся при плавлении сварочных материалов, в состав которых входит диоксид титана, как правило, содержат повышенное количество поверхностно-активного кислорода, чем, отчасти, и объясняются их отличие сварочно-техноло-гические характеристики. Но для сварки вертикальных и потолочных швов со свободным формированием необходимо, чтобы вязкость шлака скачкообразно изменялась при охлаждении расплавленного металла в сварочной ванне. Обеспечить резкое изменение вязкости рутилового шлака при температуре 1550-1600°С удается путем комплексного раскисления шлака. Таким раскислителем в данном случае и является Ферротитан. Причем введение ферротитана в соотношении 5...11 с суммарным содержанием оксида и карбоната кальция необходимо для сведения к минимуму потерь ферротитана при изготовлении, хранении и нагреве электродной проволоки на вылете. На стадии капли шлак приведенного состава является жидкотекучим, поверхностно-активным и обеспечивает равномерный, мелкокапельный перенос электродного металла с минимальным разбрызгиванием, а на стадии ванны шлак становится вязким, с большим поверхностным натяжением, обеспечивая отличное формирование вертикальных и потолочных швов. В состав флюсовой составляющей для устранения разбрызгивания электродного металла и улучшения внешнего вида поверхности наплавленного валика может быть дополнительно введен порошок алюмомэгниевый (ПАМ) в количестве 2...6 мас. %, В сочетании с имеющимся количеством ферротитана 3...16 мас. %, ПАМ в количестве 2...6% повышает температуру поверхности капель электродного металла, снижая, тем самым, его поверхностное натяжение и способствуя равномерному. соосному с электродом переносу металла практически без разбрызгивания. Угар компонентов металлической основы и флюсовой составляющей проволоки при этом не увеличивается из-за преимущественного испарения магния с поверхности капель, ввиду его наибольшей летучести среди присутствующих здесь веществ. При содержании ПАМ менее 2% его положительное влияние на характеристики переноса металла и устранение разбрызгивания малоощутимо, а при содержании более 6% начинают ухудшаться формирующие свойства р утилового шлака при сварке со свободным формированием в вертикальном и потолочном положениях. Для повышения хладостойкости швов флюсовая составляющая может дополнительно содержать бор в виде комплексных соединений или в чистом виде. При этом содержание бора должно находиться в пределах 0,02...0,2% от массы флюсовой составляющей, т.к. меньшее его количество не улучшает хладостойкости металла шва, и большее ухудшает стойкость швов против образования холодных трещин. Электродная проволока может с успехом применяться для сварки швов, расположенных во все х пространственных положениях и на низколегированных сталях повышенной прочности. Флюсовая составляющая при этом должна дополнительно содержать никель в количестве 5-30% по массе. Такое количество никеля в составе флюсовой составляющей позволяет получить в металле шва от 0.5 до 2 % никеля при коэффициенте заполнения электродной проволоки 6-12 мас. %. При этом приведенное соотношение шлакообразующих компонентов обеспечивает более высокую производительность процесса сварки вертикальных и потолочных швов, чем у известных сварочных электродных проволок аналогичного назначения. В таблице 1 приведены примеры проверенных на практике композиций флюсовой составляющей электродных проволок, испытанных в лабораторных условия х. Опытные проволоки NsNs 1-13 соответствуют предмету изобретения как по количественному составу ингредиентов флюсовой составляющей, так и установленным экспериментально: а) отношению суммарного содержания диоксида титана, диоксида кремния, оксида железа к суммарному содержанию ферромарганца и фторида кальция в пределах 3...6; б) отношению содержания ферромарганца к содержанию фторида кальция в пределах 15.. .2; в) отношению содержания ферротитана к суммарному содержанию карбоната и оксида кальция в пределах 5...11. Электродные проволоки №№ 2, 4, 5, 6, 7, 12, 13 имели коэффициент заполнения 12%, проволоки №№ 1, 8, 10 имели коэффициент заполнения 6%, остальные проволоки были изготовлены с коэффициентом заполнения 9%. В качестве металлической основы проволок применяли ленту, состав которой приведен в табл. 2. При изготовлении электродных проволок использовали плющеную ленту сечением 1х10. Из ленты в профилегибочной приставке ОБ-2350 формировали U-обраэный желобчатый профиль, вводили в сформированный желоб предварительно подготовленную флюсовую составляющую, завальцовывали профиль и волочили полученную проволочную заготовку до диаметра 1,4 мм. Дозирование карбоната и оксида кальция в шихте производили следующим образом; - карбонат кальция вводили в виде мрамора или мела; - оксид кальция в виде комплексных соединения TiO2.СаО или SiO2.СаО, т.к. чистый СаО крайне гигроскопичное вещество; - количество мрамора или мела, волла-стонита (SiO2.СаО) или перовскита (TiO2.СаО) и ферротитана брали такими, чтобы выдерживалось соотношение: независимо от колебаний содержания СаСО3 и СаО внутри конкретных партий исходных сырьевых материалов; - производили совместный помол трех компонентов; - дозировали полученную смесь трех компонентов в шихту электродной проволоки заявляемого состава; - количество диоксида кремния, диоксида титана, оксида магния, вносимое в качестве примесей с приготовленной заранее в результате совместного помола механической смесью трех компонентов, учитывали при дальнейшем приготовлении всей шихты электродной проволоки заявляемого состава. Аналогичным образом выполняли точное дозирование фторида кальция при его совместном помоле с ферромарганцем. Описанная технология приготовления шихты гарантирует получение электродной проволоки, состав которой всегда соответствует требуемому, независимо от колебаний содержания компонентов исходных сырьевых материалах. Данные о скорости сварки вертикальных и потолочных швов катетом 8 мм, форма поперечного сечения угловы х шво в, сваренных в вертикальном положении способом "снизу-вверх", потерях на разбрызгивание и характере переноса электродного металла электродных проволок приведены в табл. 3. На основании приведенных данных можно сделать вывод, что при соблюдении соотношений и содержании всех компонентов в указанных пределах сварочная проволока приобретет новый комплекс свойств. Опытными проволоками №№ 1-7 можно сваривать швы, расположенные в различных пространственных положениях металлоконструкций из низкоуглеродистых и низколегированных сталей, работающих при отрицательных температурах до –40oС. Опытными проволоками №№ 12, 13 можно выполнять швы с более высокой хладостойкостью. А опытные проволоки №№ 8, 9, 10, 11 могут применяться для сварки металлоконструкций из низколегированных сталей повышенной прочности. Испытываемые проволоки №№ 1-13 при механизированной сварке в среде углекислого газа, аргона и смесях на их основе обладают следующими технологическими преимуществами: - обеспечивают возможность сварки в вертикальном и потолочном положениях со свободным формированием швов с увеличением скорости сварки на 30-50%; - характеризуются мелкокапельным и равномерным переносом электродного металла с минимальным разбрызгиванием; - позволяют получить плоские или слегка выпуклые в поперечном сечении швы при сварке вертикальных швов способом "снизу-вверх" и потолочных швов. Процесс механизированной сварки в среде углекислого газа, аргона и смесях на их основе проволоками указанного состава может быть использован для изготовления металлоконструкций из низкоуглеродистых, низколегированных сталей и низколегированных сталей повышенной прочности в судостроении и на монтажных площадках взамен проволок Св-08Г2С, АП-АН4 или штучных электродов.
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous electrode for welding the low-carbon and low-alloy steels in shielding gases
Автори англійськоюVoropai Mykola Markovych, Alimov Anatolii Mykolaiovych, Tahanovskyi Viacheslav Mykhailovych, Mykytenko Oleksandr Mykhailovych
Назва патенту російськоюЭлектродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах
Автори російськоюВоропай Николай Маркович, Алимов Анатолий Николаевич, Тагановский Вячеслав Михайлович, Микитенко Александр Михайлович
МПК / Мітки
МПК: B23K 35/368
Мітки: зварювання, низьковуглецевих, захисних, низьколегованих, електродний, дріт, сталей, газах
Код посилання
<a href="https://ua.patents.su/8-864-elektrodnijj-drit-dlya-zvaryuvannya-nizkovuglecevikh-nizkolegovanikh-stalejj-v-zakhisnikh-gazakh.html" target="_blank" rel="follow" title="База патентів України">Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах</a>
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Залевський Анатолій Васильович, Осіпов Микола Якович, Курланов Сергій Олександрович, Потапов Микола Миколайович, Роговський Анатолій Антонович, Галініч Володимир Іларіонович
МПК: B23K 35/362
Мітки: вуглецевих, низьколегованих, сталей, флюс, зварювання
Формула / Реферат:
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Кістерська Світлана Михайлівна, Горбенко Микола Володимирович, Дудко Данило Андрійович, Зацерковний Сергій Анатолійович
МПК: B23K 9/10
Мітки: електродним, тонким, дротом, автономний, зварювання, механізованого, пристрій, дугового
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Катод для електродугових процесів
Номер патенту: 150
Опубліковано: 30.04.1993
Автори: Лакомський Віктор Йосипович, Таран Олександр Якович, Ковалевський Євген Валентинович
МПК: B23K 35/24
Мітки: катод, процесів, електродугових
Формула / Реферат:
1. Катод для электродуговых процессов, содержащий защитную пленку, состоящую из оксидов и нитридов элементов подгруппы титана и оксидов щелочноземельных металлов, отличающийся тем, что, с целью повышения качества обработки путем улучшения стабильности электрических параметров дуги, пленка дополнительно содержит оксид алюминия при следующем соотношении компонентов, мас.%:оксиды щелочноземельных металлов 3 -...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 316
Опубліковано: 30.04.1993
Автори: Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Бєляєв Данило Іванович, Самотрясов Сергій Михайлович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, контактного, зварювання, спосіб, оплавленням
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором одной из свариваемых деталей сообщают колебания, состоящие из движений на сближение и разведение оплавляемых торцов, осуществляемых в зависимости от величины текущего параметра оплавления, характеризующего сопротивление искрового промежутка, отличающийся тем, что, с целью повышения производительности сварки путем интенсификации нагрева свариваемых деталей,...
Спосіб котактного стикового зварювання оплавленням
Номер патенту: 318
Опубліковано: 30.04.1993
Автори: Горонков Микола Дмитрович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: оплавленням, котактного, стикового, зварювання, спосіб
Формула / Реферат:
Формула изобретенияСпособ контактной стыковой сварки оплавлением, при котором после оплавления производят осадку на заданный припуск, а после осадки сварное соединение выдерживают под действием осевого усилия в течение времени, обеспечивающего его охлаждение до определенной температуры, отличающийся тем, что, с целью повышения производительности способа и получения деталей заданных конечных размеров, выдержку сварного соединения...
Попередній патент: Iнфундирний апарат печерського п.п.
Наступний патент: Спосіб одержання активних мас для електродів акумуляторів
Випадковий патент: Спосіб автоматичного контролю параметрів твердої фази рудної суспензії