Порошковий дріт для зварювання сталей
Номер патенту: 23931
Опубліковано: 31.08.1998
Автори: Ігнатушенко Аркадій Анатолійович, Проскудін Валерій Миколайович, Паньков Василь Іванович, Пазірук Ігор Феофілович, Гришанов Аркадій Олександрович
Формула / Реферат
1. Порошковая проволока для сварки сталей, состоящая из металлической оболочки и порошкообразной шихты, содержащей фторид кальция, фторид лития, фторид кобальта, углекислый кальций, двуокись кремния, алюминий, молибден, никель, отличающаяся тем, что шихта дополнительно содержит феррохром при следующем соотношении компонентов, мас.%:
Фторид кальция 40-49
Фторид лития 5-11
Фторид кобальта 0,5-2,0.
Углекислый газ 5-8
Двуокись кремния 4-6
Алюминий 9-11
Молибден 7-10
Никель 1,5-3,0
Феррохром 13-15
при этом оболочка выполнена из сплава никеля и кобальта, а коэффициент заполнения порошковой проволоки составляет 30-35%.
2. Проволока поп.1,отличающая-с я тем, что она снабжена дополнительно проволочным элементом сплошного сечения, расположенным по ее оси и выполненным из материала оболочки.
Текст
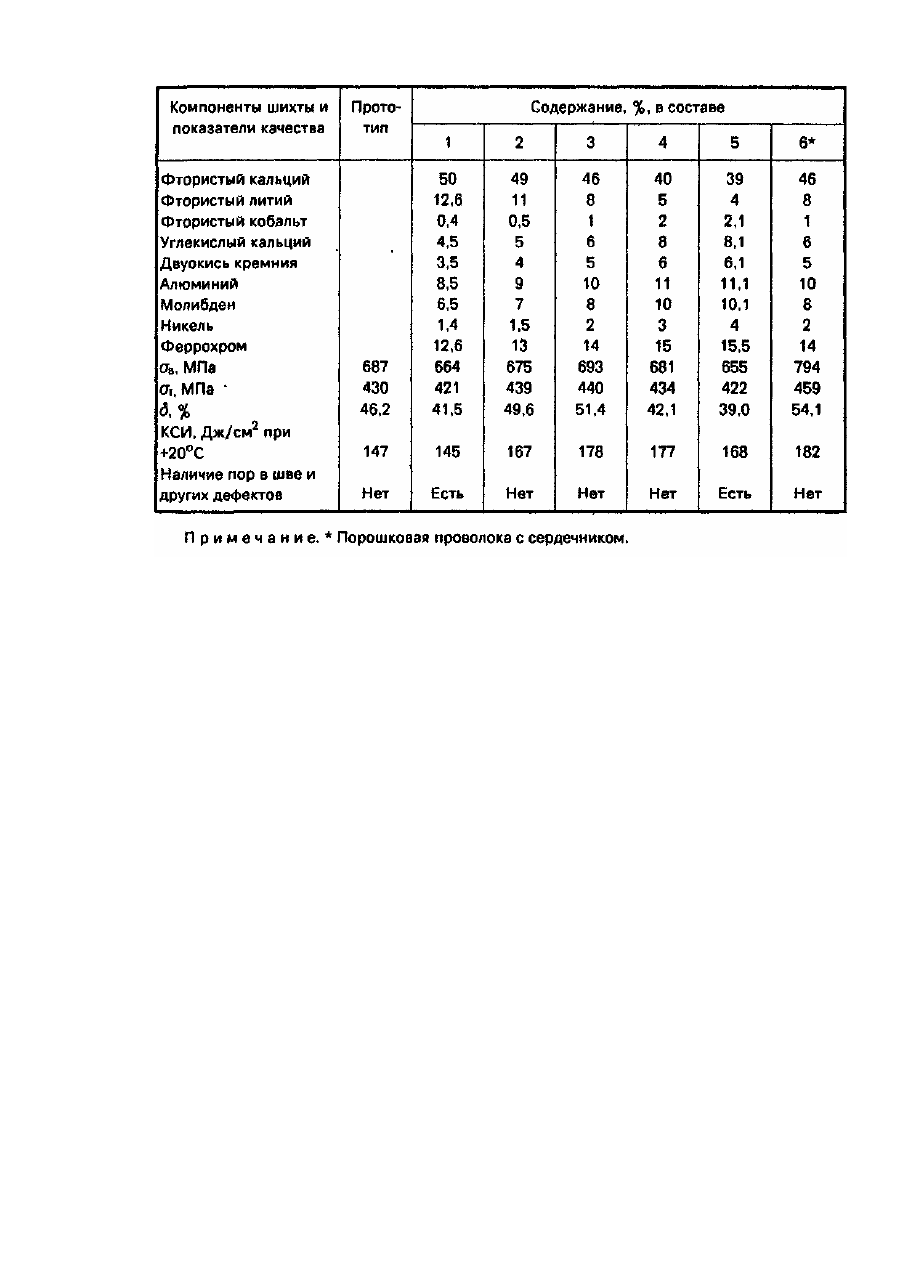
Изобретение относится к сварочным материалам преимущественно для сварки под водой и может быть использовано для механизированной сварки металлоконструкций при выполнении подводно-технических работ. Известна порошковая проволока для сварки металлов под водой ППС-АН1 [Авт.св. СССР № 424393, кл. В 23 К 35/36], в состав которой входят компоненты в следующем соотношении, мас.%: Титановый концентрат 25-35 Гематит 15-25 Ферромарганец 5-15 Железный порошок 34-44 Двухромовокислый калий 0,7-1,3 . Данная проволока позволяет сваривать под водой низкоуглеродистые'стали типа ВСт3сп и некоторые низколегированные стали типа 09Г2. Однако в судостроении и при производстве труб для транспортировки нефти и газа широко применяются высокопрочные низколегированные стали типа 10ХСНД, 17ПС, Х60, Х70 и т.д. Неудо влетворительная прочность сварных соединений и появление трещин в околошовной зоне не дает возможности использовать проволоку ППС-АН1 для сварки указанного класса сталей под водой. Наиболее близкой к заявляемому по составу компонентов шихты является порошковая проволока для сварки сталей [Патент РФ Ns 2012469, кл. В 23 К 35/36] со следующим соотношением компонентов шихты, маc.0/,: Недостатком этой проволоки являются низкие механические свойства металла шва при сварке вышеуказанных сталей под водой. Цель изобретения - повысить качество сварного соединения. Цель достигается тем, что порошковая проволока для сварки сталей, состоящая из металлической оболочки и порошковой шихты, содержащей фторид кальция, форид лития, фторид кобальта, углекислый кальций, двуокись кремния, алюминий, молибден, никель, дополнительно содержит феррохром при следующем соотношении компонентов, мас.%: коэффициент заполнения порошковой проволоки составляет 30-35%. В качестве материала металлической оболочки или проволочного элемента применяют сплава никеля и кобальта. Сплав никеля и кобальта представляет собой однофазный твердый раствор с гране - центрированной кубической решёткой, стойкой к фазовым превращениям до -70°С. Добавка кобальта в аустенитных сплавах улучшает свойства металла шва, уменьшает закаливаемость. При этом твердость шва не только увеличивается, но даже снижается, что очень важно при сварке сталей под водой. Сплав никеля и кобальта используется при изготовлении порошковой проволоки в качестве оболочки или как проволочный элемент диаметром 0,1 мм и более, не превышающим внутренний диаметр оболочки порошковой проволоки. Проволоки используются в данном сварочном материале также с целью устранения отставания плавления сердечника от плавления металлической оболочки и увеличения эффективности защиты расплавленного металла от влияния окружающей среды. Феррохром [ГОСТ 4757-79, марка ФХ800СА] при сварке сталей повышенной прочности является основным легирующим элементом, Повышение прочности и пластичности металла шва может быть достигнуто без большого изменения других характеристик при содержании феррохрома в шихте 13-15%. Введение феррохрома менее 13% отрицательно сказывается на качестве сварных швов, превышение 15% вызывает пористость. Кобальт двуфтористый четырехводный (CoF2 -3Н2О) вводят в ши хту в виде порошка, поставляемого Ленинградским заводом "Красный химик" по ТУ 6-09-01-229-84. Фтористый кобальт, попадая в реакционную зону, разлагается на атомарные кобальт и фтор. Кобальт является основным легирующим элементом, повышая коэффициент диффузии в аустените и упрочняя металлическую основу, увеличивает критическую скорость закалки и уменьшает закаливаемость. Фтор соединяется с водородом, образуя нерастворимый в металле фтористый водород. При этом содержание водорода в металле шва уменьшается, что в свою очередь повышает качество сварного соединения. Введение фтористого кобальта менее 0,5% не сказывается на качестве сварных швов. При введении его более 2% ухудшается формирование шва. Введение фтористого кобальта в рекомендуемых пределах способствует получению бездефектных швов. Никель [ГОСТ 9722-79, марка ПНЭ-1] используется в качестве легирующей составляющей. Содержание его в шихте в пределах 1,5-3% повышает ударную вязкость и коррозионную стойкость металла шва. Изменение процентного соотношения приводит к снижению показателей механических свойств сварного соединения. Фтористый литий [ТУ 6-09-170-77, марка ИК], попадая в реакционную зону, разлагается на атомарные литий и фтор. Литий является эффективным элементом, стабилизирующим горение дуги; фтор, соединяясь с водородом, образует нерастворимый в металле фтористый водород. Введение фтористого лития менее 1,5% отрицательно сказывается на качестве сварных швов. Так, например, ударная вязкость металла шва при (-40)°С будет менее 30 Дж/см . Введение фтористого лития в количестве, превышающем 3%, вызывает пористость. Алюминий [ТУ 48-5-152-78, марка АПВ] снижает содержание кислорода в металле. Введение его в количестве, не превышающем 9%, не оказывает существенного влияния на механические свойства швов. Если ввести больше 11 % в ши хту порошковой проволоки, то алюминий, частично окисляясь в зоне горения дуги, увеличивает в наплавленном металле количество тугоплавкой окиси алюминия. Располагаясь по границам феррита и являясь остроугольными включениями неправильной формы, окись алюминия оказывает действие как интерметаллические прослойки, снижая пластические свойства швов. Фтористый кальций [ГОСТ 4421-73, марка ФФС-975] предназначен для создания шлаковой защиты. Важным свойством данного компонента является химическая инертность по отношению к аустенитному металлу шва, сочетающаяся со способностью интенсивно взаимодействовать с водяным паром с образованием фтороводорода. Последнее способствует полному устранению склонности металла шва к порообразованию. Оптимальное количество фтористого кальция в шихте 40-49%. Молибден [ТУ 48-19-316-80], являющийся хорошим ферризатором, введен для получения ферритной составляющей, улучшающей свойства металла. Оптимальное количество его в предлагаемой шихте 7-10%. Изменение процентного соотношения в сторону уменьшения или увеличения данного компонента приводит к ухудшению механических свойств металла шва. Углекислый кальций [ГОСТ 45320-76] улучшая термоэлектронную и термоионную эмиссию в заданных пределах 5-8%, повышает стабильность горения дуги. Двуокись кремния [ГОСТ9428-73], введенная в шихту в пределах 4-6%, повышает химическую активность компонентов и улучшает их формирующие свойства. Заявляемая порошковая проволока принципиально нового состава, технологична в изготовлении и высокоэффективна. Для проведения испытаний были изготовлены 6 вариантов порошковой проволоки предлагаемого состава (см. таблицу) из никелевой ленты НП-2 ГОСТ 2170-73. Химический анализ выполнен по ГОСТ 492-73. Размер ленты 0,3x8 мм. Состав, мас.%: N + Со - 99,5; Cu 0,02; Fe - 0,02, Mn -0,05; Мо - 0,02, S1 - 0,06; Zn - 0,004; S -0,005; So - 0,002; Ρ - 0,002; В - 0.002; As -0,002; Са 0,002; Sn - 0,002; Pb - 0,002. Компоненты шихты и показатели качества приведены в таблице. Шестой вариант порошковой проволоки был изготовлен с шихтой № 3 и сердечником из проволоки сплошного сечения диаметром 0,15 мм (сплав 29 НК ГОСТ 10994-74, 28,5 - 29,5% Ni; 17,0-18.0% Со). Металл для исследования получали наплавкой на пластины из стали типа Х70 или сваркой стыковых швов под водой постоянным током прямой полярности на режиме: I = 160-200 А, Uд = 32-34 В, Vc6 = 7 м/ч. Химический состав наплавленного металла определялся по известным методикам химического и спектрального анализа. Микроструктура использовалась на образцах из средней части стыка. Травление осуществлялось электрически в растворах хлорного железа и сернокислого аммония, а также в растворе азотной кислоты. Ме ханические свойства наплавленного металла на разрыв определяли на круглых образцах диаметром рабочей части 5 мм и длиной 25 мм, твердость по Виккерсу замерялась алмазной пирамидой при нагрузке 10 кг и выдержке 10 с. В результате испытаний установлено, что хорошими сварочно-технологическими свойствами обладают электродные проволоки составов 2, 3, 4 и 6. Наплавленный указанными порошковыми проволоками металл со структурой легированного аустенита не имеет пор, шлаковых включений и других дефектов. При изучении макрошлифов, выполненных проволокой состава 1 и 2 обнаружены подваликовые трещины, шлаковые включения и поры, дуга горит нестабильно. Учитывая вышеизложенное, состав 3 порошковой проволоки признан оптимальным. Данные осциллографирования тока и напряжения при сварке под водой порошковой проволокой с заявляемой шихтой свидетельствует о высокой стабильности горения дуги. При использовании решения - прототипа величина токовых бросков заметно возрастает, а продолжительность их сокращается. Таким образом, результаты испытаний свидетельствуют о том, что предложенный состав обеспечивает более высокие сварочно-технологические характеристики и механические свойства сварного соединения по сравнению с прототипом. Сварка проводилась полуавтоматом А1660 с использованием источника питания ВДУ-504 на глубине до 10 м. Ме ханические свойства швов, выполненных под водой проволокой-прототипом и заявляемой порошковой проволокой (состав 3) с металлическим сердечником из сплава 29НК на стали Х70, приведены в таблице. В настоящее время заявляемый объект прошел лабораторные испытания и опытно-промышленную проверку при ремонте морской стационарной платформы № 15 в акватории Каспийского моря.
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for welding steels
Автори англійськоюHryshanov Arkadii Oleksandrovych, Pankov Vasyl Ivanovych, Paziruk Ihor Feofilovych, Proskudin Valerii Mykolaiovych, Ihnatushenko Arkadii Anatoliiovych
Назва патенту російськоюПорошковая проволока для сварки сталей
Автори російськоюГришанов Аркадий Александрович, Паньков Василий Иванович, Пазирук Игорь Феофилович, Проскудин Валерий Николаевич, Игнатушенко Аркадий Анатольевич
МПК / Мітки
МПК: B23K 31/00
Мітки: порошковий, дріт, зварювання, сталей
Код посилання
<a href="https://ua.patents.su/3-23931-poroshkovijj-drit-dlya-zvaryuvannya-stalejj.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для зварювання сталей</a>
Порошковий дріт для зварювання під водою
Номер патенту: 19627
Опубліковано: 25.12.1997
Автори: Білоусов Олексій Валерійович, Гришанов Аркадій Олександрович
МПК: B23K 35/36
Мітки: водою, порошковий, зварювання, дріт
Формула / Реферат:
Порошковая проволока для сварки под водой, состоящая из стальной оболочки и порошкообразной шихты, включающей рутиловый концентрат, гематит, марганец, железный порошок, отличающаяся тем, что шихта содержит дополнительно никель, фторид лития, фторид кобальта, полевой шпат при следующем соотношении компонентов, мас.%:при этом коэффициент заполнения порошковой проволоки составляет 30-35%.
Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Воропай Микола Маркович, Микитенко Олександр Михайлович, Алімов Анатолій Миколайович, Тагановський Вячеслав Михайлович
МПК: B23K 35/368
Мітки: низьковуглецевих, захисних, низьколегованих, газах, зварювання, електродний, дріт, сталей
Формула / Реферат:
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод -...
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Пчелінцев Віктор Олександрович, Любич Олександр Йосипович, Корягін Владімір Алєксєєвіч, Анікін Анатолій Афанасьєвіч, Любич Сергій Олександрович
МПК: B23K 35/368
Мітки: порошковий, чавуну, наплавки, дріт
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Порошковий дріт для різання металів під водою

Номер патенту: 23722
Опубліковано: 16.06.1998
Автори: Савич Ігор Маврикійович, Максимов Сергій Юрійович, Паньков Василь Іванович, Гришанов Аркадій Олександрович
МПК: B23K 35/368
Мітки: порошковий, різання, водою, металів, дріт
Формула / Реферат:
Порошковая проволока для резки металлов под водой, состоящая из стальной оболочки и шихты, содержащей железную окалину, алюминиевый порошок, отличающаяся тем, что шихта дополнительно содержит нитрид бора при следующем соотношении компонентов, маc. %: железная окалина 60 - 70 алюминиевый порошок 20 - 25 нитрид...
Порошковий дріт
Номер патенту: 4953
Опубліковано: 28.12.1994
Автори: Шлєпаков Валерій Миколайович, Рак Петро Іванович, Походня Ігор Костянтинович, Альтер Володимир Федорович
МПК: B23K 35/02
Мітки: дріт, порошковий
Формула / Реферат:
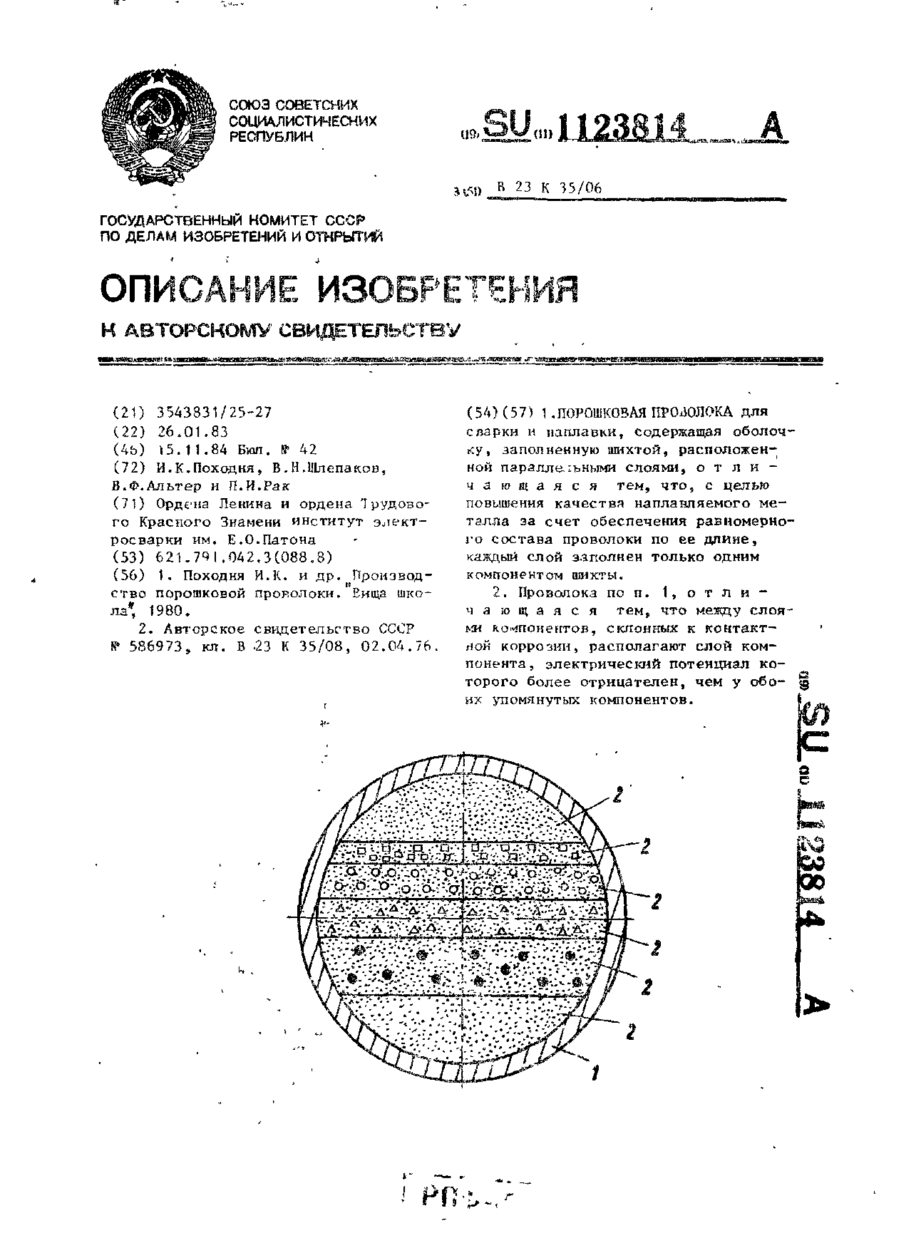
1. Порошковая проволока для сварки и наплавки, содержащая оболочку, заполненную шихтой, расположенной параллельными слоями, отличающаяся тем, что, с целью повышения качества наплавляемого металла за счет обеспечения равномерного состава проволоки по ее длине, каждый слой заполнен только одним компонентом шихты. 2. Проволока по п. 1, отличающаяся тем, что между слоями компонентов, склонных к контактной коррозии, располагают слой...
Попередній патент: Спосіб виплавляння сталі
Наступний патент: Спосіб моделювання коліту
Випадковий патент: Роторна електродна головка для формування зносостійких покриттів