Спосіб футерування нагрівальних агрегатів
Номер патенту: 11485
Опубліковано: 15.12.2005
Автори: Тітов Андрій Валерійович, Тітов Валерій Георгійович, Ірха Віктор Миколайович, Фенченко Маргарита Ігорівна, Фенченко Ігор Іванович
Формула / Реферат
1. Спосіб футерування нагрівальних агрегатів, що включає покриття внутрішніх стінок корпуса агрегату вогнетривкими матеріалами, який відрізняється тим, що покриття внутрішніх стінок корпуса агрегату виконують неформованим вогнетривким бетоном, що заливають у порожнину, утворену внутрішньою поверхнею корпуса агрегату і зовнішньою поверхнею опалубки, наприклад, заповнюваної під тиском повітря гумокордової камери, причому зовнішні стінки опалубки в робочому положенні мають форму і габарити внутрішньої поверхні футерованого шару, а опалубку фіксують за допомогою центрувального пристрою.
2. Спосіб за п. 1, який відрізняється тим, що при багатошаровому футеруванні агрегату кожен наступний шар виконують аналогічно попередньому, при цьому використовують опалубку, габарити зовнішніх стінок у робочому положенні якої менші від попередньої опалубки на товщину футерованого шару.
3. Спосіб за п. 1, 2, який відрізняється тим, що по закінченні футерування шарів, у них виконують, наприклад свердлінням, необхідні технологічні отвори.
Текст
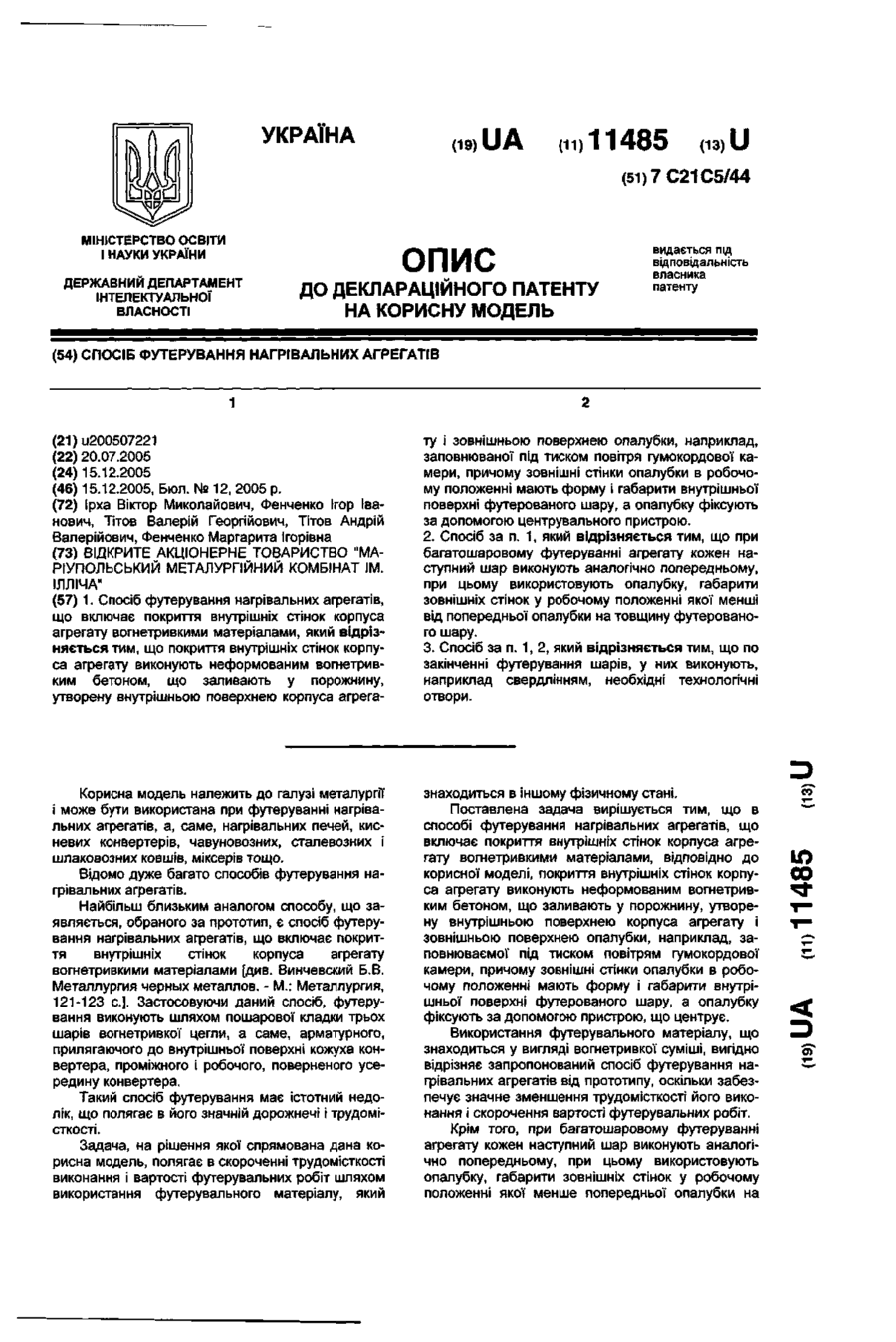
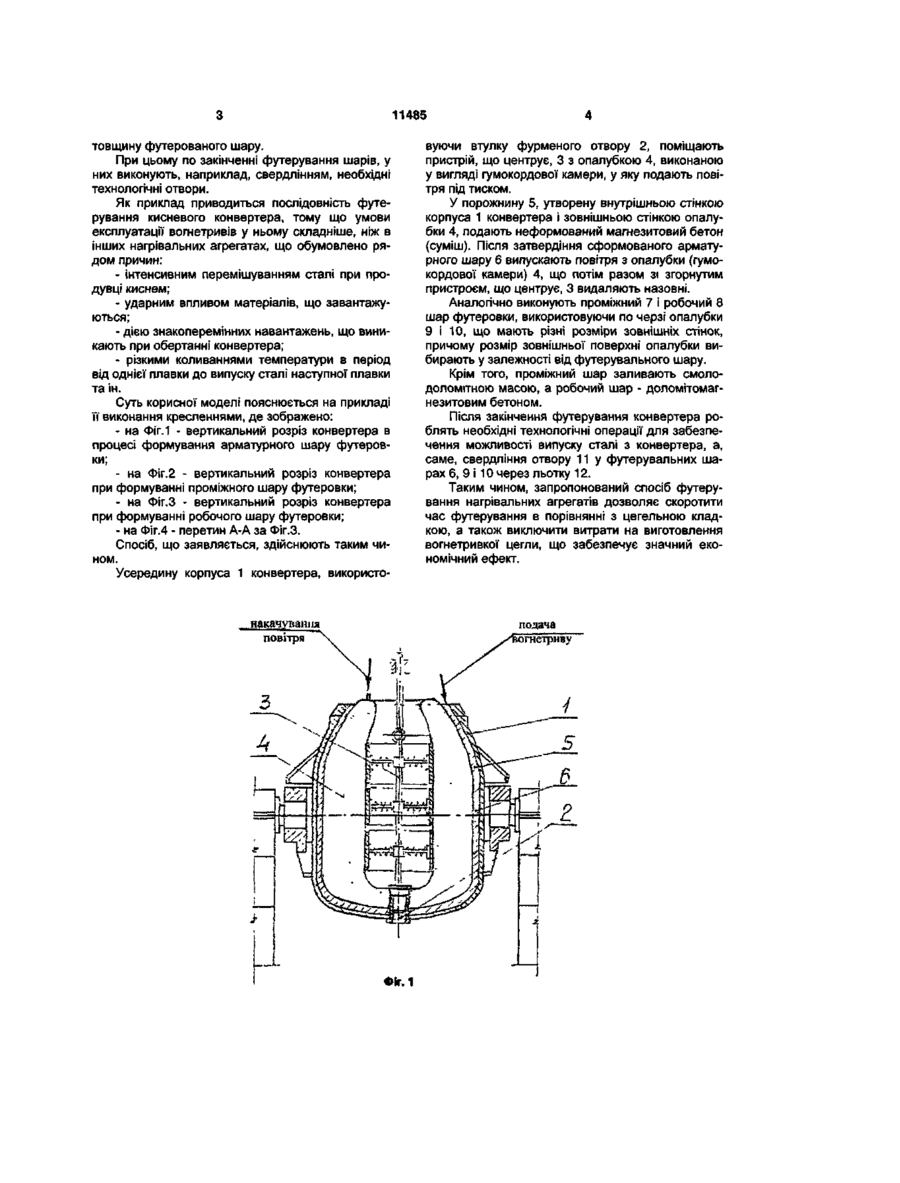
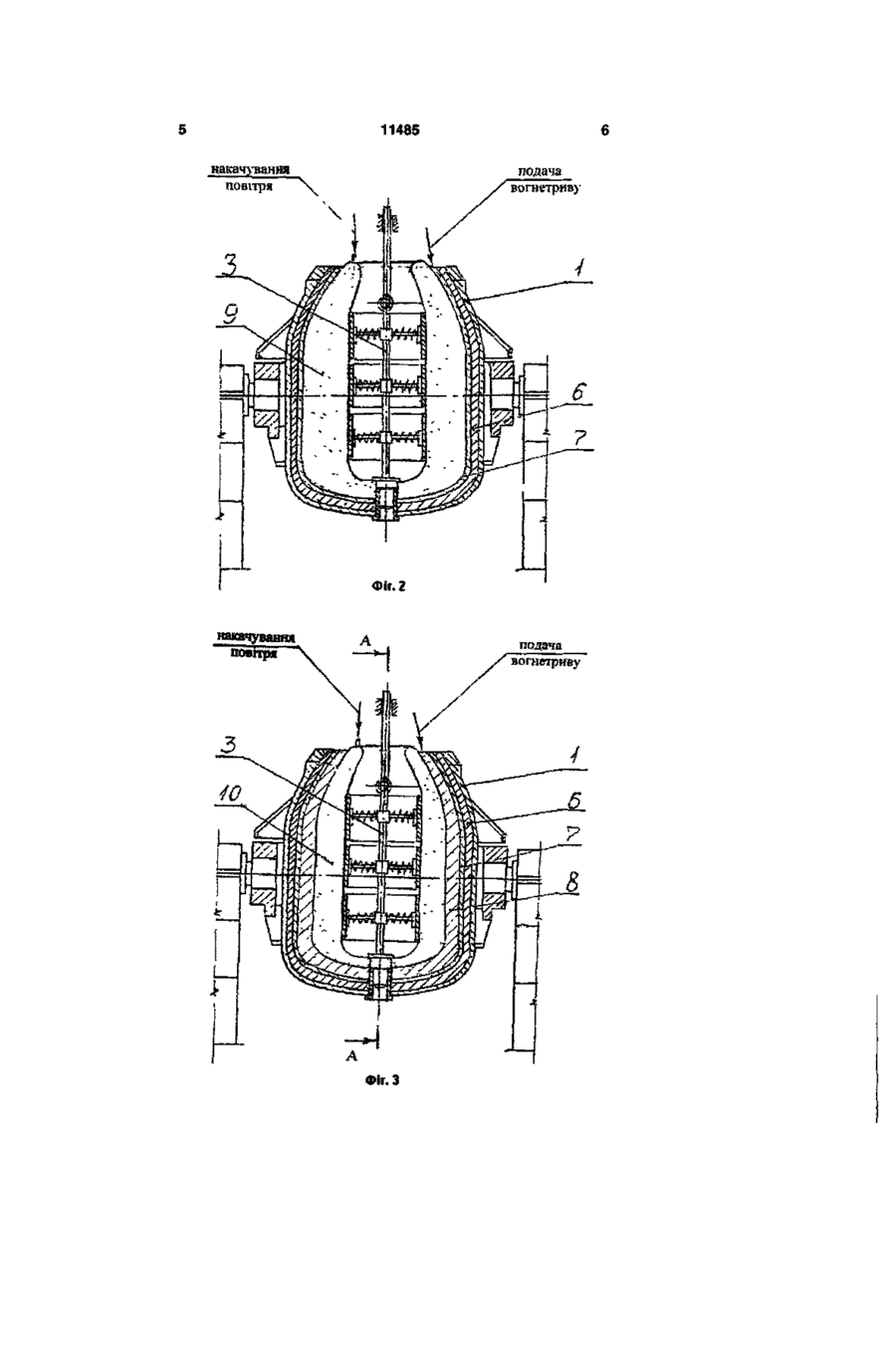
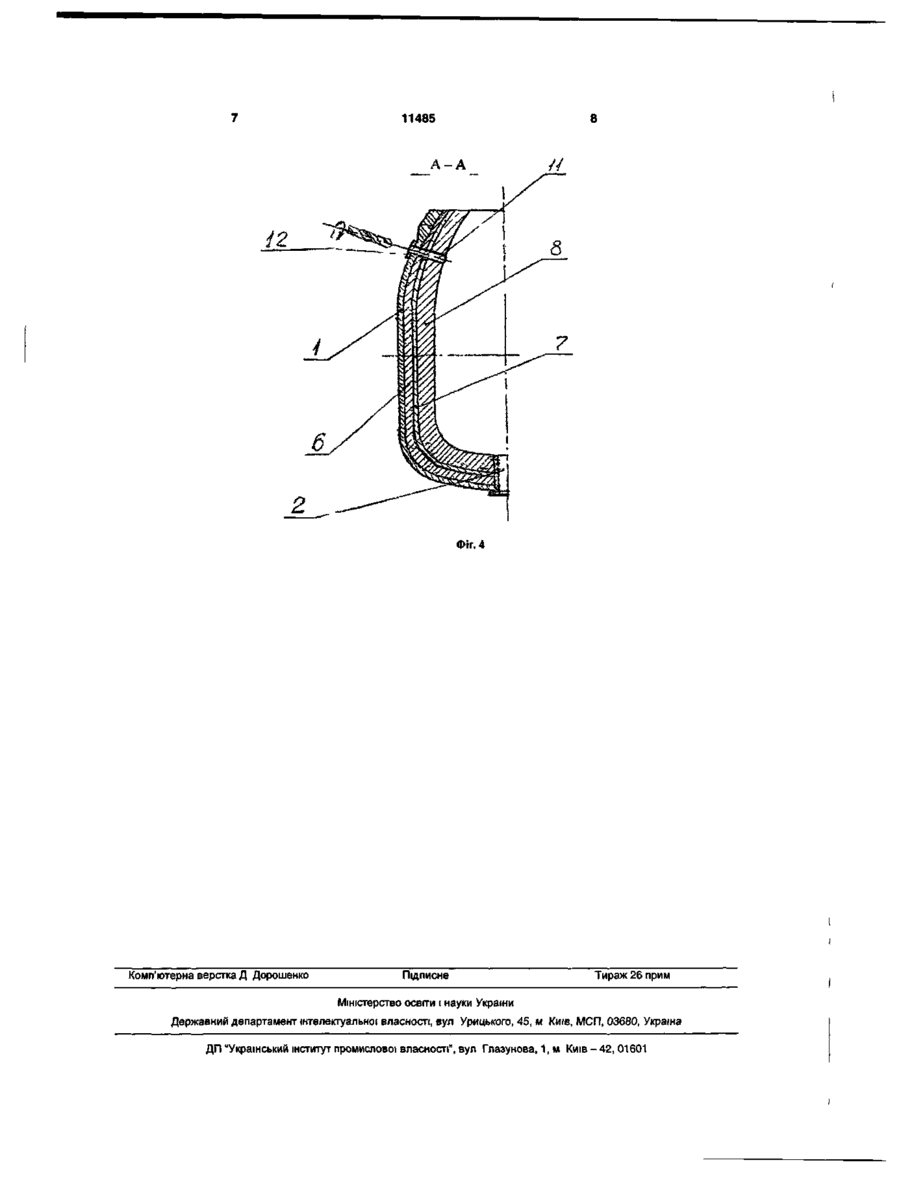
1. Спосіб футерування нагрівальних агрегатів, що включає покриття внутрішніх стінок корпуса агрегату вогнетривкими матеріалами, який відрізняється тим, що покриття внутрішніх стінок корпуса агрегату виконують неформованим вогнетривким бетоном, що заливають у порожнину, утворену внутрішньою поверхнею корпуса агрега ту і зовнішньою поверхнею опалубки, наприклад, заповнюваної під тиском повітря гумокордової камери, причому зовнішні стінки опалубки в робочому положенні мають форму і габарити внутрішньої поверхні футерованого шару, а опалубку фіксують за допомогою центрувального пристрою. 2. Спосіб за п. 1, який відрізняється тим, що при багатошаровому футеруванні агрегату кожен наступний шар виконують аналогічно попередньому, при цьому використовують опалубку, габарити зовнішніх стінок у робочому положенні якої менші від попередньої опалубки на товщину футерованого шару. 3. Спосіб за п. 1, 2, який відрізняється тим, що по закінченні футерування шарів, у них виконують, наприклад свердлінням, необхідні технологічні отвори. Корисна модель належить до галузі металургії і може бути використана при футеруванні нагрівальних агрегатів, а, саме, нагрівальних печей, кисневих конвертерів, чавуновозних, сталевозних і шлаковозних ковшів, міксерів тощо. Відомо дуже багато способів футерування нагрівальних агрегатів. Найбільш близьким аналогом способу, що заявляється, обраного за прототип, є спосіб футерування нагрівальних агрегатів, що включає покриття внутрішніх стінок корпуса агрегату вогнетривкими матеріалами [див. Винчевский Б.В. Металлургия черных металлов. - М.: Металлургия, 121-123 с ] . Застосовуючи даний спосіб, футерування виконують шляхом пошарової кладки трьох шарів вогнетривкої цегли, а саме, арматурного, прилягаючого до внутрішньої поверхні кожуха конвертера, проміжного і робочого, поверненого усередину конвертера. Такий спосіб футерування має істотний недолік, що полягає в його значній дорожнечі і трудомісткості. Задача, на рішення якої спрямована дана корисна модель, полягає в скороченні трудомісткості виконання і вартості футерувальних робіт шляхом використання футерувального матеріалу, який знаходиться в іншому фізичному стані. Поставлена задача вирішується тим, що в способі футерування нагрівальних агрегатів, що включає покриття внутрішніх стінок корпуса агрегату вогнетривкими матеріалами, відповідно до корисної моделі, покриття внутрішніх стінок корпуса агрегату виконують неформованим вогнетривким бетоном, що заливають у порожнину, утворену внутрішньою поверхнею корпуса агрегату і зовнішньою поверхнею опалубки, наприклад, заповнюваємої під тиском повітрям гумокордової камери, причому зовнішні стінки опалубки в робочому положенні мають форму і габарити внутрішньої поверхні футерованого шару, а опалубку фіксують за допомогою пристрою, що центрує. Використання футерувального матеріалу, що знаходиться у вигляді вогнетривкої суміші, вигідно відрізняє запропонований спосіб футерування нагрівальних агрегатів від прототипу, оскільки забезпечує значне зменшення трудомісткості його виконання і скорочення вартості футерувальних робіт. Крім того, при багатошаровому футеруванні агрегату кожен наступний шар виконують аналогічно попередньому, при цьому використовують опалубку, габарити зовнішніх стінок у робочому положенні якої менше попередньої опалубки на ю 00 11485 товщину футерованого шару. При цьому по закінченні футерування шарів, у них виконують, наприклад, свердлінням, необхідні технологічні отвори. Як приклад приводиться послідовність футерування кисневого конвертера, тому що умови експлуатації вогнетривів у ньому складніше, ніж в інших нагрівальних агрегатах, що обумовлено рядом причин: - інтенсивним перемішуванням сталі при продувці киснем; - ударним впливом матеріалів, що завантажуються; - дією знакоперемінних навантажень, що виникають при обертанні конвертера; - різкими коливаннями температури в період від однієї плавки до випуску сталі наступної плавки та ін. Суть корисної моделі пояснюється на прикладі її виконання кресленнями, де зображено: - на Фіг. 1 - вертикальний розріз конвертера в процесі формування арматурного шару футеровки; - на Фіг.2 - вертикальний розріз конвертера при формуванні проміжного шару футеровки; - на Фіг.З - вертикальний розріз конвертера при формуванні робочого шару футеровки; - на Фіг.4 - перетин А-А за Фіг.З. Спосіб, що заявляється, здійснюють таким чином. Усередину корпуса 1 конвертера, використо „яакачувания повітря вуючи втулку фурменого отвору 2, поміщають пристрій, що центрує, 3 з опалубкою 4, виконаною у вигляді гумокордової камери, у яку подають повітря під тиском. У порожнину 5, утворену внутрішньою стінкою корпуса 1 конвертера і зовнішньою стінкою опалубки 4, подають неформований магнезитовий бетон (суміш). Після затвердіння сформованого арматурного шару 6 випускають повітря з опалубки (гумокордової камери) 4, що потім разом зі згорнутим пристроєм, що центрує, 3 видаляють назовні. Аналогічно виконують проміжний 7 і робочий 8 шар футеровки, використовуючи по черзі опалубки 9 і 10, що мають різні розміри зовнішніх стінок, причому розмір зовнішньої поверхні опалубки вибирають у залежності від футерувального шару. Крім того, проміжний шар заливають смолодоломітною масою, а робочий шар - доломітомагнезитовим бетоном. Після закінчення футерування конвертера роблять необхідні технологічні операції для забезпечення можливості випуску сталі з конвертера, а, саме, свердління отвору 11 у футерувальних шарах 6, 9 і 10 через льотку 12. Таким чином, запропонований спосіб футерування нагрівальних агрегатів дозволяє скоротити час футерування в порівнянні з цегельною кладкою, а також виключити витрати на виготовлення вогнетривкої цегли, що забезпечує значний економічний ефект. подача Фіг. 1 11485 накачування повітря подача Фіг. 2 накачування повітря подача Фіг. З 11485 A-A Фіг. 4 Комп'ютерна верстка Д Дорошенко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for lining of heating units
Автори англійськоюIrkha Viktor Mykolaiovych, Titov Valerii Heorhiiovych, Titov Andrii Valeriiovych
Назва патенту російськоюСпособ футерования нагревательных агрегатов
Автори російськоюИрха Виктор Николаевич, Титов Валерий Георгиевич, Титов Андрей Валериевич
МПК / Мітки
МПК: C21C 5/44
Мітки: агрегатів, спосіб, нагрівальних, футерування
Код посилання
<a href="https://ua.patents.su/4-11485-sposib-futeruvannya-nagrivalnikh-agregativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб футерування нагрівальних агрегатів</a>
Спосіб футерування подових труб нагрівальних печей
Номер патенту: 43880
Опубліковано: 15.01.2002
Автори: Ципін Савелій Якович, Литвин Людмила Григорівна, Мартиненко Валерій Владленович
МПК: F27D 3/02
Мітки: футерування, спосіб, нагрівальних, печей, подових, труб
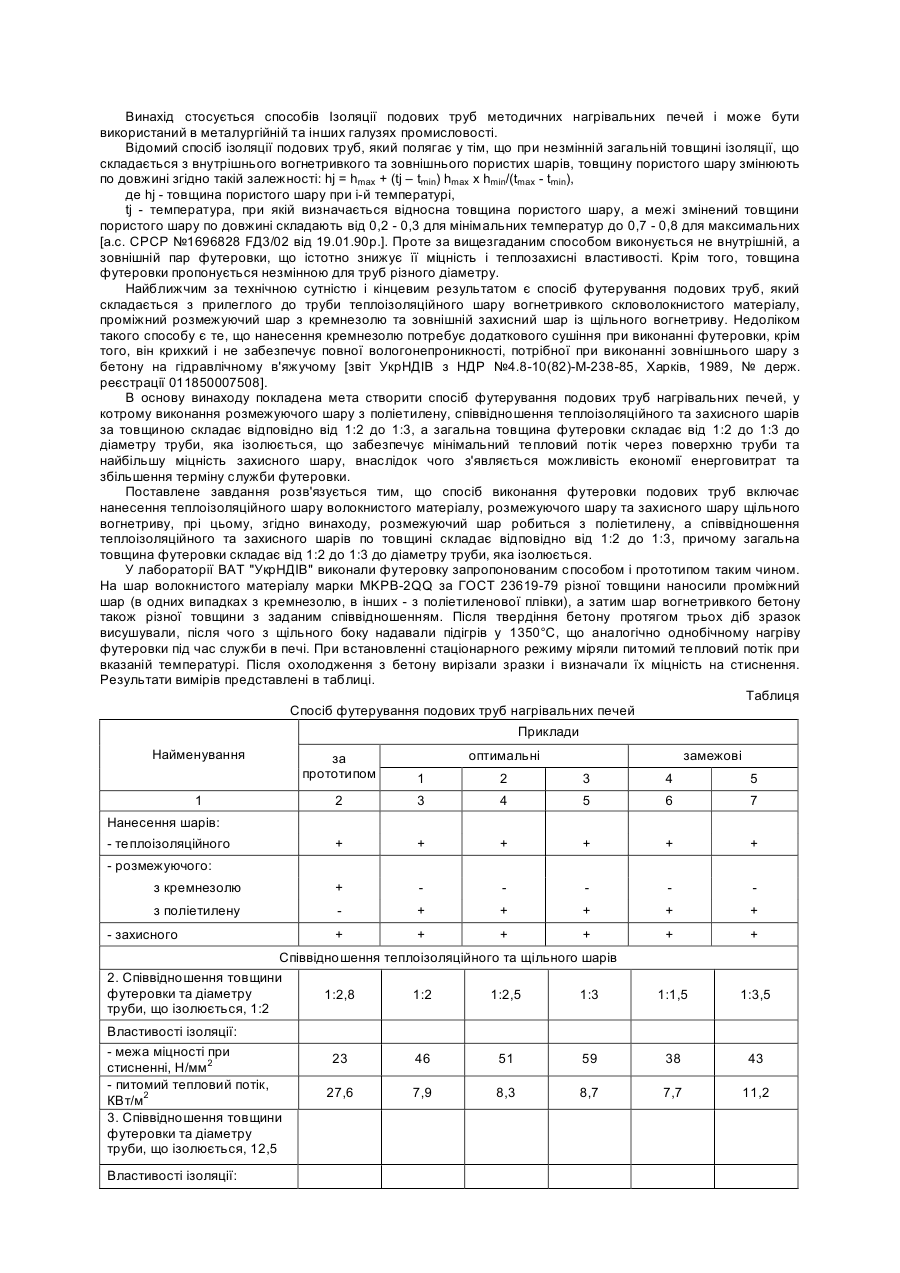
Формула / Реферат:
Спосіб футерування подових труб нагрівальних печей, що включає нанесення теплоізоляційного шару волокнистого матеріалу, роздільного шару і захисного шару щільного вогнетриву, який відрізняється тим, що роздільний шар виконаний з поліетилену, а співвідношення теплоізоляційного та захисного шарів по товщині складає відповідно від 1:2 до 1:3, причому загальна товщина складає від 1:2 до 1:3 до діаметра труби, що ізолюється.
Спосіб виготовлення нагрівальних випромінювальних панелей (варіанти)
Номер патенту: 73417
Опубліковано: 15.07.2005
Автори: Головєнков Алєксєй Вітальєвіч, Козліков Вадім Львовіч, Маркєвіч Максім Алєксандровіч
МПК: H05B 3/22
Мітки: варіанти, панелей, виготовлення, випромінювальних, спосіб, нагрівальних
Формула / Реферат:
1. Спосіб виготовлення нагрівальних випромінювальних панелей, який включає нанесення на діелектричну підкладку з шинами живлення струмопровідного покриття, нанесення захисного шару та сушіння, який відрізняється тим, що перед нанесенням захисного шару на струмопровідне покриття наносять додаткове струмопровідне покриття у вигляді щонайменше однієї стрічки довільної форми, кінці якої відповідно перпендикулярні шинам живлення.2. Спосіб...
Спосіб відновлення вогнетривкої кладки нагрівальних печей методом керамічного наплавлення
Номер патенту: 42204
Опубліковано: 15.10.2001
Автори: Баланов Віктор Григорович, Носков Юрій Володимирович
МПК: C10B 29/00, C21C 5/44
Мітки: наплавлення, методом, відновлення, керамічного, печей, спосіб, нагрівальних, кладки, вогнетривкої
Формула / Реферат:
Спосіб відновлення вогнетривкої кладки нагрівальних печей методом керамічного наплавлення, який включає зачищення ремонтованої поверхні кладки, нагрівання її, нанесення на нагріту поверхню сухої суміші порошків вогнетривких матеріалів з паливними складовими до повного заповнення зношеного об'єму кладки з розплавленням вогнетривких матеріалів суміші факелом з температурою 2000-3000°С до утворення аморфного склоподібного покриття з гладкою...
Слідопокажчик до сільськогосподарських агрегатів
Номер патенту: 5609
Опубліковано: 28.12.1994
Автори: Яцишин Василь Михайлович, Колчин Володимир Михайлович
МПК: A01B 69/00
Мітки: агрегатів, слідопокажчик, сільськогосподарських
Формула / Реферат:
(57) Слідопокажчик до сільськогосподарських агрегатів, який має шарнірно закріплений прицільний елемент, який відрізняється тим, що прицільний елемент виконаний у вигляді двох соосно встановлених хрестовин, протилежні поперечини яких розташовані у взаємно перпендикулярних площинах і з'єднані між собою стяжками.
Спосіб нагрівання виливків у нагрівальних колодязях
Номер патенту: 45155
Опубліковано: 17.05.2004
Автори: Маншилін Олександр Гейнійович, Феофілактов Андрій Вікторович, Онищенко Сергій Олександрович, Корінь Андрій Олександрович
МПК: C21D 9/70
Мітки: нагрівальних, виливків, колодязях, нагрівання, спосіб
Формула / Реферат:
Спосіб нагрівання виливків у нагрівальних колодязях, що включає попереднє нагрівання до температури, нижчої від заданої на 30-40 °С, і остаточне нагрівання при зниженій теплоті згоряння палива з поступовим підвищенням температури до заданого значення, який відрізняється тим, що остаточне нагрівання здійснюють при неповному спалюванні палива зі зниженням коефіцієнта витрати повітря з 0,95 на початку остаточного нагрівання до 0,85 наприкінці...
Попередній патент: Настоянка “квітнева”
Наступний патент: Спосіб комплексної діагностики параноїдної форми шизофренії у підлітків
Випадковий патент: Падді-машина