Установка для безперервного виготовлення труб з термопластичних матеріалів
Номер патенту: 11502
Опубліковано: 25.12.1996
Автори: Мазур Олександр Іустинович, Дибан Євген Павлович, Зверлін Валерій Григорович, Корпухов Володимир Миколайович
Формула / Реферат
Установка для непрерывного изготовления труб из термопластичных материалов, содержащая экструдер, полуформы, смонтированные на двух бесконечных цепях, установленный на обратной ветви каждой цепи напорный короб переменного сечения, соединенный подающим трубопроводом с вентилятором подачи воздуха, отличающаяся тем, что, с целью уменьшения затрат на производство единицы продукции за счет повышения производительности установки и сокращения энергопотерь, подающий трубопровод выполнен в виде прямолинейного диффузора с двусторонним раскрытием, соединенного с криволинейным диффузором с направляющими лопатками, выход которого расположен в зоне средней части бесконечной цепи и напорного короба, симметричного относительно вертикальной оси, причем прямолинейный диффузор и напорный короб имеют общую разделительную стенку, от кошение площадей выходного сечения криволинейного диффузора и входного сечения прямолинейного диффузора выбрано в пределах от 10 до 20, при этом обращенная к внутренней поверхности полуформ стенка напорного короба выполнена в виде перфорированной цилиндрическими отверстиями сопловой пластины, профиль поперечного сечения которой, эквидистанген профилю полуформы с боковыми се поверхностями, а отношение суммарной площади отверстий перфораций к площади всей поверхности сопловой пластины выбрано в пределах от 0,05 до 0,08, причем отверстия перфораций смещены относительно друг друга в продольном направлении по винтовой линии.
Текст
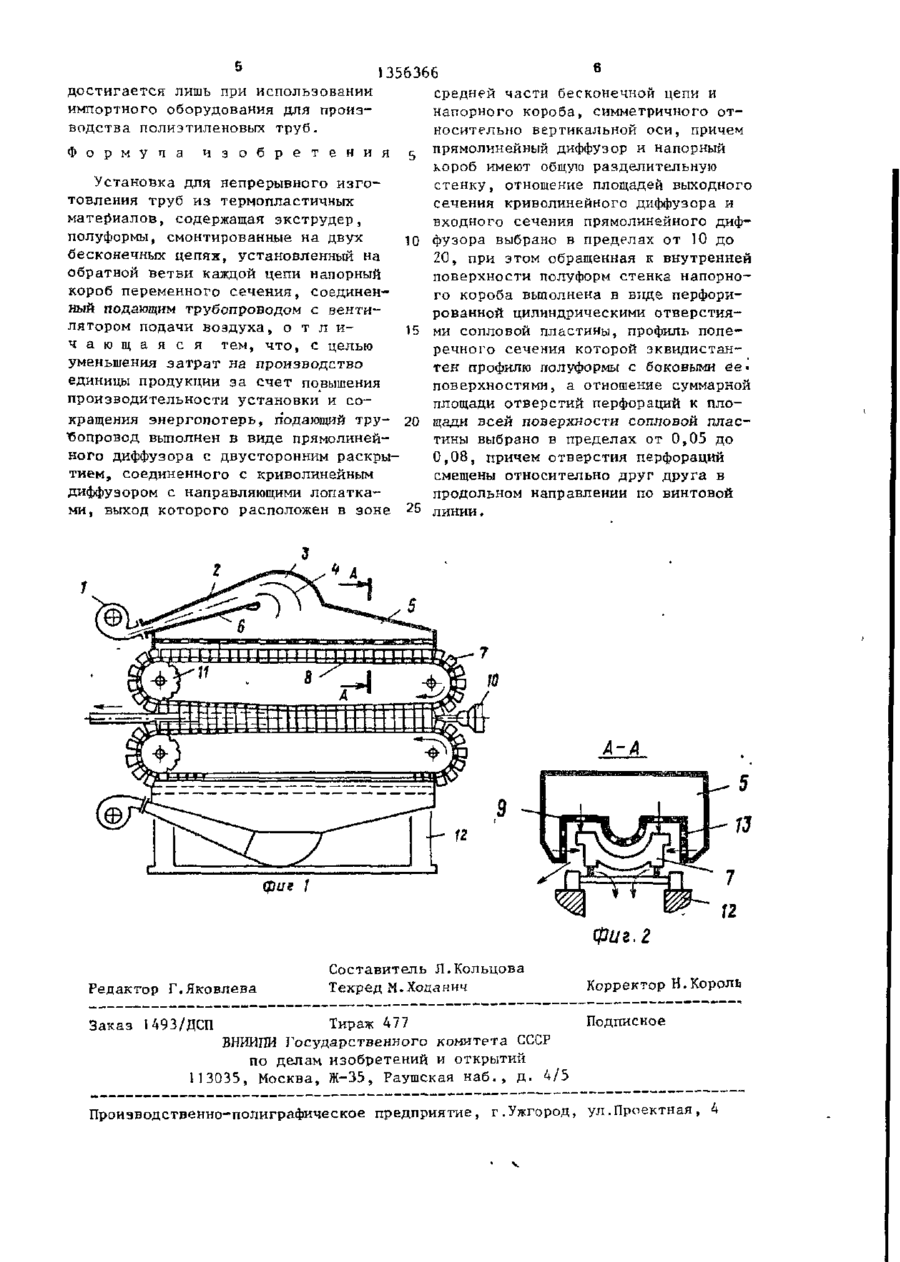
Изобретение относится к области химического машиностроения и м.б. использовано для производства труб из термопластичнътк материалов. Цель изобретения - уменьшение затрат на производство единицы продукции за счет повышения производительности установки и сокращения энергопотерь. Для этого установка содержит напорный короб переменного сечения. Напорный короб имеет подают;' щий охлаждающий воздух трубопровод. Он выполнен в виде прямолинейного 44-87 І РПФ і и криволинейного диффузоров. Стенка напорного короба, обращенная к полуформам, перфорирована расположенными по винтовой линии отверстиями. Данная стенка эквидистантна профилю-, полуформы с боковыми ее поверхностями. Отношение площади отверстий к площади перфорированной стенки выбрано в пределах от 0,05 до 0,08. Отношение площадей выходного сечения криволинейного диффузора и входного сечения прямолинейного диффузора выбрано в пределах от S0 до 20. Полуформы размещены на двух бесконечных цепях. При работе сомкнутые полуформы образуют рабочий канал для формирования трубы. На обратных ветвях цепей плуформы охлаждаются многоструйным потоком воздуха, поступающего через перфорации стенки короба. Струи ударяют под прямым углом в охлаждающую поверхность. Благодаря прямолинейному и криволинейному диффузорам с малыми потерями динамический напор потока преобразуется в потенциальную энергию Давления низкоскоростной массы воздуха. Интенсивное охлеїждение многоструйной системой полуформ воздухом позволяет при минимальных потерях энергии увеличить производительность установки в 1 , 5 - 2 раза и повысить коэффициент теплоотдачи в три раза. 2 ил. 1 1356366 Изобретение относится к области химического машиностроения, в частности к устройствам для непрерывного изготовления гладких или гофрированных труб путем их формования из термопластичных материалов в цилиндрическом канале, образованном движущимися на двух бесконечных цепях полуформами.- Установка может быть использована и в других областях техники с конвейерным производством изделий. Цель изобретения - уменьшение затрат на производство единицы продукции за счет повышения производительности установки и сокращения энергопотерь. На фиг.1 приведена общая схема установки; на фиг.2 - поперечное сечение А-А на фиг.1. Установка содержит вентиляторы I для подачи воздуха, выходной фланец каждого из которых соединен с входом подающего трубопровода в виде "прямолинейного диффузора 2 с двусторонним раскрытием, за которым установлен криволинейный диффузор 3 с направляющими лопатками 4. К прямоугольному выходному сечению криволинейного диффузора 3 присоединен напорный короб 5 переменного сечения, имеющий общую разделительную стенку 6 с прямолинейным диффузором 2. Короб 5 установлен над полуформами 7 каждой обратной ветви бесконечной цепи 8. Обращенная к внутренней поверхности полуформ 7 стенка напорного короба 5, симметричного относительно вертикальной оси, выполнена в виде сопловой пластины 9, профиль поперечного сечения которой эквидистантен профилю полуформы 7 с боковыми ее поверхностями. Экструдер 10 установлен соосно с цилиндрическим каналом установки, образованным сомкнутыми полуформами 7. Приводные звездочки 11 закреплены на станине 12 (фиг.2). Выход криволинейного диффузора 3 расположен в зоне средней части бесконечной цепи 8 и напорного короба 5. Сопловая пластина 9 перфорирована цилиндрическими отверстиями 13, смещенными относительно друг друга в продольном направлении по винтовой линии. Отношение суммарной площади отверстий 13 перфораций к площади всей поверхности сопловой пластины 9 выбрано в пределах от 0,05 до 0,08. Отношение площадей выходного сечения криволи- І иейного диффузора 3 и входного сече5 ния прямолинейного диффузора 2 выбрано в пределах от 10 до 20. Установка работает следующим об. разом. 10 Приводные звездочки 11 вращают две бесконечные цепи 8, установленные одна над другой и несущие на себе полуформы 7.Сомкнутые полуфор-. мы 7 образуют цилиндрический канал, 15 в который из экструдера 10 подается заготовка трубы из термопластичного материала, которая сжатым воздухом из экструдера 10 прижимается к внутренним стенкам полуформ 7 и полиме20 ризуется, отдавая теплоту. Далее полуформы 7 расходятся и на обратных ветвях обеих бесконечных цепей 8 они направляются в зону охлаждения, образованную сопловой пластиной 9 25 напорного короба 5. Вентилятор 1 подает охлаждающий воздух в подающий трубопровод, где с малыми потерями динамический напор потока преобразуется в потенциальную энергию 30 давления низкоскоростной массы воздуха . Достигается это за счет того, что отношение площади выходного сечения диффузора 3 к ппощади входного сечения диффузора 2 равно 10-20. 35 В результате охлаждающий воздух из напорного короба 5 как из большого объема равномерно раздается на все отверстия 13 сопловой пластины 9, и рабочая и боковые поверхности по4 0 луформ 7 охлаждаются многоструйным ударяющим под прямым углом потоком воздуха, обеспечивая высокую скорость охлаждения и наиболее экономичное использование мощности венти45 лятора 1. Указанный диапазон отношения проходных сечений обусловлен требованием до разумного минимума свести 50 потери "на удар" воздушного потока, поступающего из диффузора 3 в напорный короб 5. При отношении, меньшем 10, гидравлические потери составят еще заметную величину, и вос55 становление динамического давления потока статического напора будет неполным, следовательно, часть напора вентилятора 1 для целей охлаж 1356366 дения будет утеряна. Величина отнои наличие напорного короба 5 обеспешения , большая 20, нерациональна, чивают то, что с минимальными потетак как приводит к росту массовогарями энергии происходит преобразовабаритиых параметров установки, что ние энергии движущегося потока охлажнежелательно в сравнении с незначидающего воздуха в статическое давлетельностью дополнительного выигрыша ние, равномерное распределение возв увеличении статического давления духа по в,сей длине сопловой пластины в напорном коробе 5. 9 и максимально равномерное и интенсивное охлаждение многоструйСопловая пластина 9 напорного короба 5, перфорированная отверстиями 10 ной системой внутренней и боковых поверхностей полуйюрм 7, 13, охватывает движущиеся полуформы тходящихся на обратной ветви 7 с трех сторон и охлаждает их мнобесконечной цепи 8, что позволяет жеством высокоскоростных струй, удаувеличить производитепьчость устаряющих под прямым углом в охлаждае15 новки и снизить энергетические замую поверхность. траты на привод вентиляторов ). Проводились экспериментальные Опытным производством был изгоисследования интенсивности теплообметовлен экспериментальный образец и на при натекании струй под прямым проверена его работоспособность в углом на охлаждаемую поверхность. Были получены зависимости максималь- 20 лабораторных условиях. Габаритные размеры диффузоров и ной интенсивности теплообмена от откороба:"длина 3000 мм, высота (макношения f суммарной площади отверстий симальная) 700 мм, ширина 400 мм. 13 к полной поверхности пластины 9. Нагнетание охлаждающего воздуха Из широкого исследованного диапазона значений f в предлагаемой установ- 25 осуществлено вентилятором 1 с производительностью 1600 м /ч и напоке выбран диапазон f от 0,05 до ром 200 мм вод.ст. Сопловая пласти0,08 как наиболее эффективный в тепна 9 имела отношение суммарной плологидравлическом отношении с учетом щади отверстий 13 к поверхности •> особенностей протекания в ней про30 пластины 0,06. Статическое давление цессов охлаждения. составляло 170 мм вод.ст. НеравноТак величина отношения, меньшая мерность давления ка сопловой плас0,05, вызывает значительные потери тине +3 мм вод.ст. Образованная содавления при протекании потока воздупловой пластиной 9 напорного короба ха через перфорацию и требует применения мощных высоконапорных вентиля- 35 5 многоструйная система направлялась на охлаждение гладкой модельной торов 1, хотя выигрыш в теплообмене поверхности полуцилиндра (вогнутой оказывается незначительным. Наобоего части),которая была запрепариророт, отношение площадей, большее вака термопарами и оклеена ленточны0,08, существенно снижает гидравли40 ми электронагревателями для опредеческое сопротивление потоку через ления средних (по поверхности)коэфперфорацию, однако заметно падает и фициентов теплоотдачи. Длина моделью интенсивность теплообмена в системе ной поверхности составляла 0,8 м, струй, обдувающих поверхности полустальная часть поверхности была Heформ 7. 45 обогреваемой и применялась для созСмешение отверстий 13 перфорации дания гидравлической модели течения. в смежных поперечных рядах относиЭксперименты показали, что на но ми*-і тельно друг друга по винтовой линии нальном режиме охлаждения интенсивв продольном направлении увеличивает ность теплоотдачи оценивается велиравномерность охлаждения полуформ 7, чиной 280 Вт/м , что примерно в три так как в движущихся полуформах 7 раза превышает коэффициент теплоотоказывается перекрытой струями вся дачи на действующей установке для охлаждаемая поверхность, а не отдель изготовления труб из термопластичные полоски, как это было бы при ных материалов. Достигнутый уровень коридорном или шахматном расположе55 теплоотдачи позволяет в 1,5-2 раза нии отверстии. увеличить производительность устаТаким образом, наличие подводященовки и довести ее до уровня 230 кг го трубопровода в виде прямолинейтруб в час, что в настоящее время ного 2 и криволинейного 3 диффузоров 1356366 достигается лишь при использовании средней части бесконечной цепи и импортного оборудования для произнапорного короба, симметричного относительно вертикальной оси, причем водства полиэтиленовых труб. прямолинейный диффузор и напорный Ф о р м у п а и з о б р е т е н и я короб имеют общую разделительную стенку, отношение площадей выходного Установка для непрерывного изгосечения криволинейного диффузора и товления труб из термопластичных входного сечения прямолинейного дифматериалов, содержащая экструдер, фузора выбрано в пределах от 10 до полуформы, смонтированные на двух 10 20, при этом обращенная к внутренней бесконечных цепях, установленный на поверхности полуформ стенка напорнообратной ветви каждой цепи напорный го короба выполнена в виде перфорикороб переменного сечения, соединенрованной цилиндрическими отверстияный подающим трубопроводом с вентими сопловой пластины, профиль попелятором подачи воздуха, о т л и 15 речного сечения которой эквидистанч а ю щ а я с я тем, что, с целью тен профилю полуформы с боковыми ееуменьшения затрат на производство поверхностями, а отношение суммарной единицы продукции за счет повышения площади отверстий перфораций к плопроизводительности установки и сощади всей поверхности сопловой пласкращения энергопотерь, подающий тру20 тины выбрано в пределах от 0,05 до бопровод выполнен в виде прямолиней0,08, причем отверстия перфораций ного диффузора с двусторонним раскрысмещены относительно друг друга в тием, соединенного с криволинейным продольном направлении по винтовой диффузором с направляющими лопатками, выход которого расположен в зоне 25 линии. ЧМІІМІМ1ІПІІ1ПМ А-А фиг 1 фиг. 2 Редактор Г.Яковлева Составитель Л.Кольцова Техред М.Ходанич Корректор Н.Король Подписное Тираж 477 ВНИИГШ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Заказ 1493/ДСП Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for continuous manufacture of pipes from thermoplastic materials
Автори англійськоюDyban Yevhen Pavlovych, Zverlin Valerii Hryhorovych, Korpukhov Volodymyr Mykolaiovych, Mazur Oleksandr Iustynovych
Назва патенту російськоюУстановка для непрерывного изготовления труб из термопластичных материалов
Автори російськоюДыбан Евгений Павлович, Зверлин Валерий Григорьевич, Корпухов Владимир Николаевич, Мазур Александр Устинович
МПК / Мітки
МПК: B29L 23/00, B29C 35/04, B29C 47/88, B29D 23/18
Мітки: безперервного, установка, термопластичних, матеріалів, труб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-11502-ustanovka-dlya-bezperervnogo-vigotovlennya-trub-z-termoplastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Установка для безперервного виготовлення труб з термопластичних матеріалів</a>
Установка для виготовлення гофрованих труб
Номер патенту: 4410
Опубліковано: 27.12.1994
Автори: Зверлін Валерій Григорович, Корпухов Володимир Миколайович
МПК: B29D 23/18, B29C 49/28, B29C 59/04, B29C 53/00, B29L 23/18
Мітки: гофрованих, установка, труб, виготовлення
Формула / Реферат:
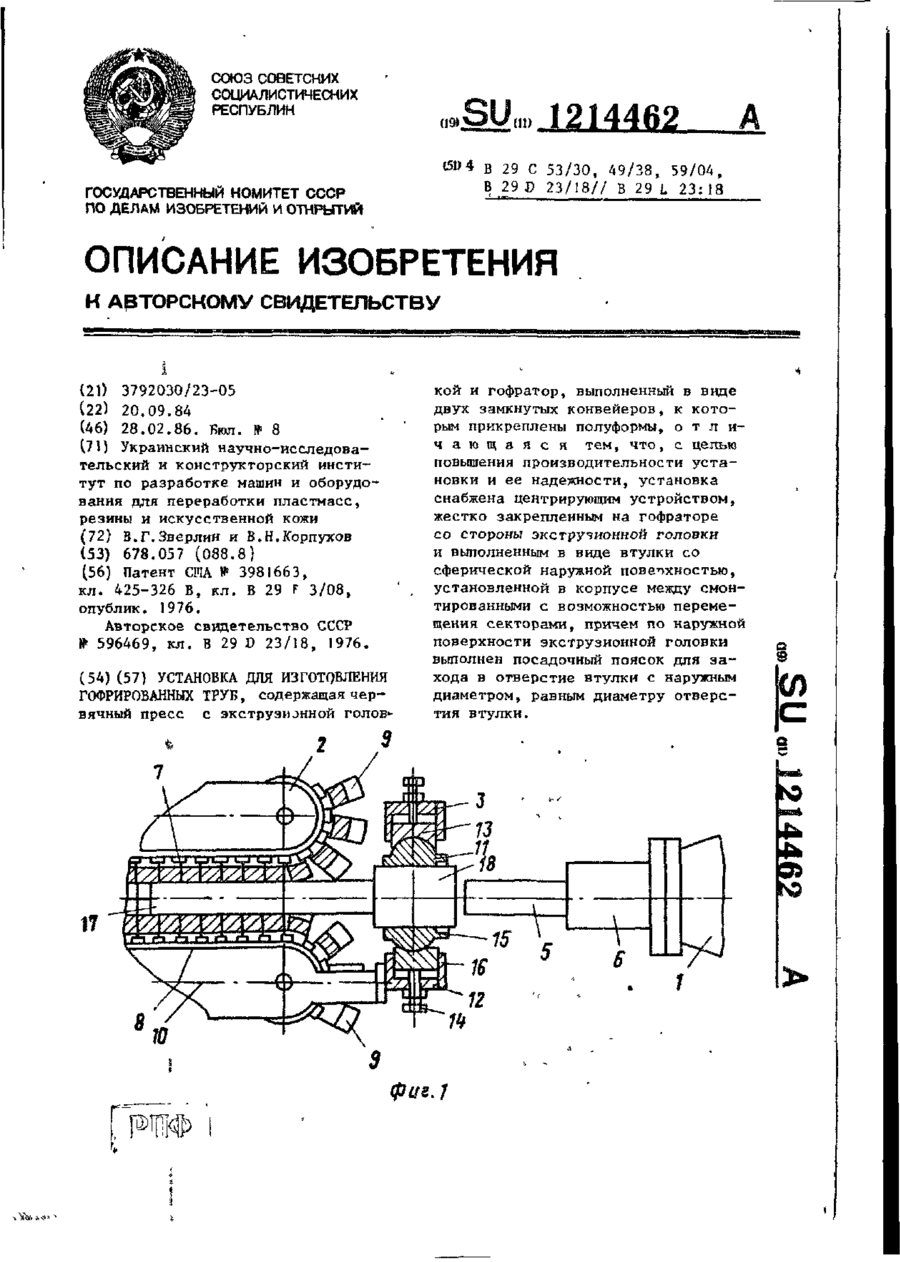
Установка для изготовления гофрированных труб, содержащая червячный пресс с экстру зионной головкой и гофратор, выполненный в виде двух замкнутых конвейеров, к которым прикреплены полуформы, отличающаяся тем, что, с целью повышения производительности установки и ее надежности, установка снабжена центрирующим устройством, жестко закрепленным на гофраторе со стороны экструзионной голов1си и выполнонным в виде втулки со сферической наружной...
Установка для безперервного одержання спірально навитих труб зі стрічок термопластів
Номер патенту: 8758
Опубліковано: 30.09.1996
Автори: Єршов Борис Леонідович, Айвазав Анатолій Андрійович, Григор'єв Володимир Сергійович, Ємец Сергій Васильович, Куцин Зіновій Володимирович, Чермянін Миколай Романович
МПК: B29C 53/00, B29D 24/00
Мітки: стрічок, одержання, установка, безперервного, термопластів, спірально, навитих, труб
Формула / Реферат:
Установка для непрерывного получения спирально навитых труб из лент термопластов по авт. св. № 211065, отличающаяся тем, что, с целью обеспечения изготовления труб различных типоразмеров из термопластичных лент с изменяющимися геометрическими размерами, концы съемных валов выполнены подпружиненными, причем один из концов съемного вала снабжен профильным кулачком, взаимодействующим с профильной плитой, установленной с возможностью...
Пристрій для безперервного виготовлення труб із армованих пластмас
Номер патенту: 9498
Опубліковано: 30.09.1996
Автори: Савчук Володимир Васильович, Голованевський Аркадій Ізраілевич, Шопен Олександр Борисович, Данільцев Володимир Григорович, Божко Борис Миколайович
МПК: B29D 23/00
Мітки: безперервного, труб, пристрій, армованих, виготовлення, пластмас
Формула / Реферат:
1. Устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправу, укладчик армирующего материала, узел подачи связующего, полимеризационные камеры и дополнительную опору, отличающееся тем, что оправка выполнена в виде блока секторов, соединенного с приводным валом посредством разъемного соединения при этом консольная часть секторов выполнена с возможностью...
Екструдер для переробки термопластичних матеріалів
Номер патенту: 8835
Опубліковано: 30.09.1996
Автори: Іл'їн Вадим Григорович, Хусед Герман Іонасович, Волков Анатолій Олександрович
МПК: B29C 47/38
Мітки: термопластичних, матеріалів, переробки, екструдер
Формула / Реферат:
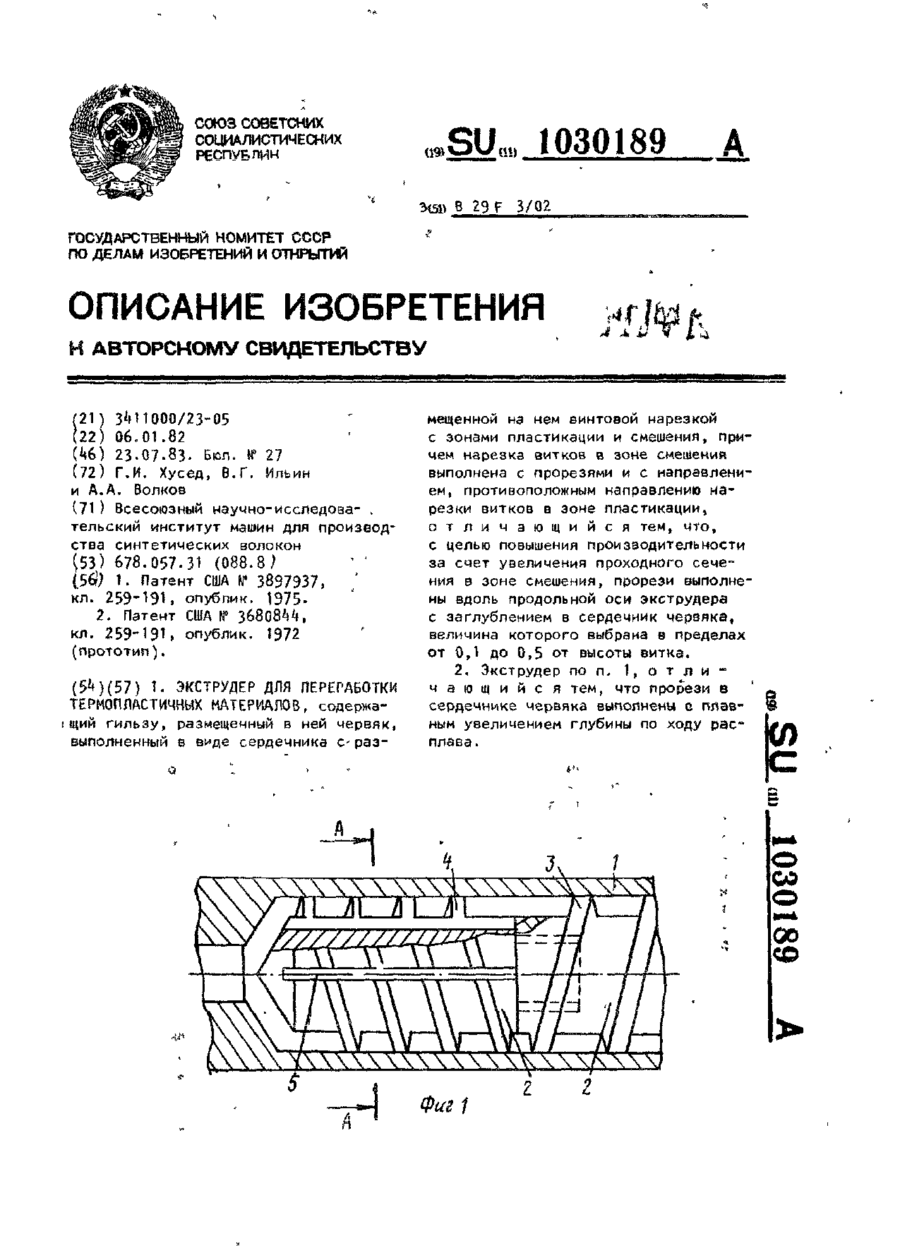
1. Экструдер для переработки термопластичных материалов, содержащий гильзу, размещенный в ней червяк, выполненный в виде сердечника с размещенной на нем винтовой нарезкой с зонами пластикации и смешения, причем нарезка витков в зоне смешения выполнена с прорезями и с направлением, противоположным направлению нарезки витков в зоне пластикации, отличающийся тем, что, с целью повышения производительности за счет увеличения проходного сечения в...
Спосіб безперервного виготовлення трубних заготівок з чавуну і установка для його здійснення
Номер патенту: 5948
Опубліковано: 29.12.1994
Автори: Ріо Беллоччі, Клод Бак, Мішель П'єррель, Ів Гурмель
МПК: B22D 11/041, B22D 11/14, B22D 11/112, B22D 11/00, B22D 11/103, B22D 13/00
Мітки: установка, заготівок, чавуну, здійснення, трубних, безперервного, виготовлення, спосіб
Формула / Реферат:
1. Способ непрерывного изготовления трубных заготовок из чугуна, содержащего маc. %: углерод 2,5 - 4,0 кремний 2 - 4 марганец 0,1 - 0,6 молибден 0 - 0,5 никель 0 - 3,5 медь 0 - 2 магний 0 - 0,5 сера £...
Попередній патент: Hагрівач
Наступний патент: Пристрій для регулювання температури рідкого теплоносія
Випадковий патент: Судно й. грудського