Спосіб газолазерного різання листової заготівки
Номер патенту: 121409
Опубліковано: 11.12.2017
Автори: Котляров Валерій Павлович, Болтівець Дмитро Олексійович
Формула / Реферат
Спосіб газолазерного різання листової заготівки, при якому опромінюють заготовку лазерним променем та одночасною подають технологічний газ через сопло різака в порожнину розрізу, який відрізняється тим, що заготівку розташовують на поверхні робочого стола з можливістю ковзання вздовж неї та в цьому ж напрямку на заготівку діють ультразвуковими струсами від ультразвукової головки.
Текст
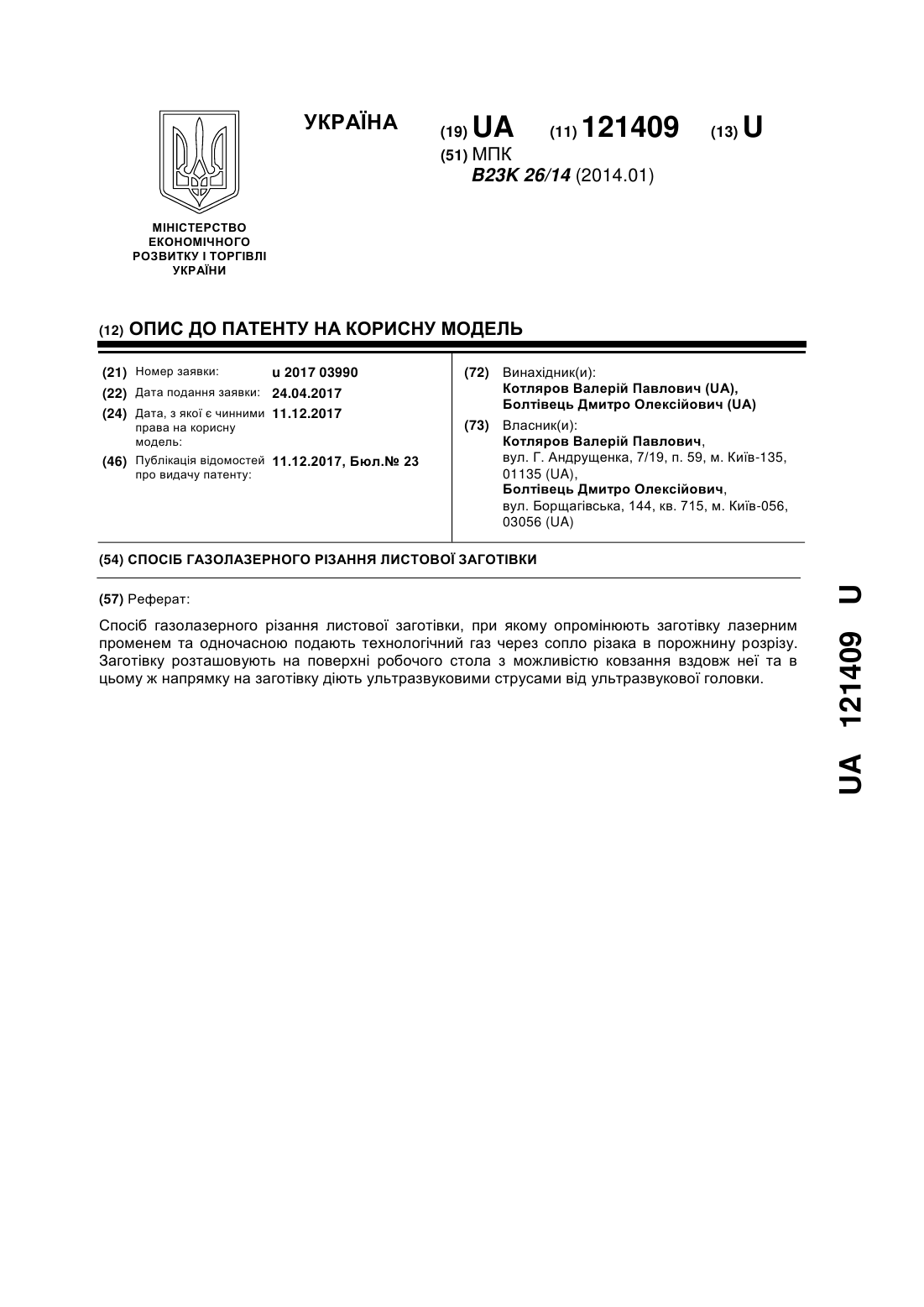
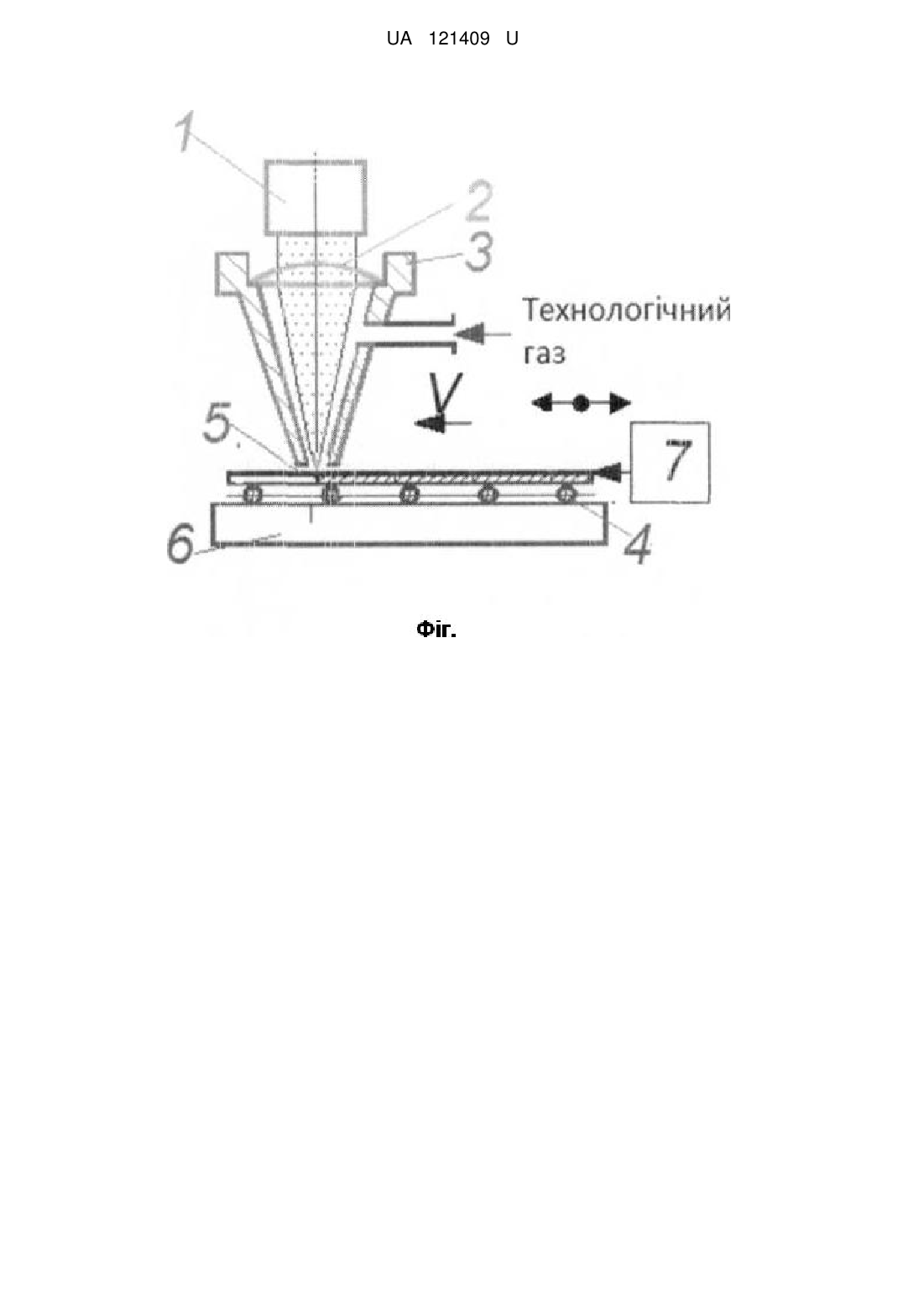
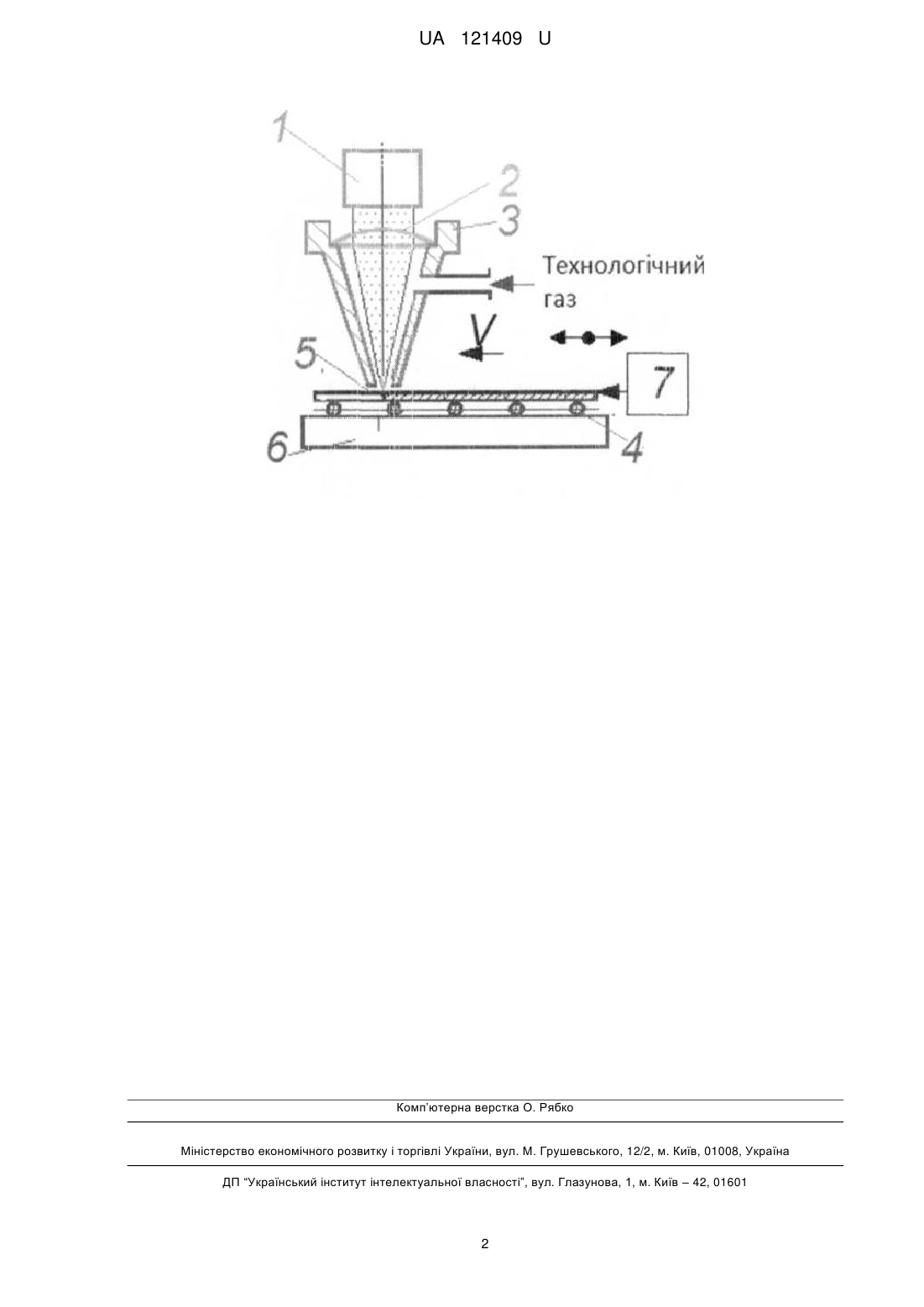
Реферат: Спосіб газолазерного різання листової заготівки, при якому опромінюють заготівку лазерним променем та одночасною подають технологічний газ через сопло різака в порожнину розрізу. Заготівку розташовують на поверхні робочого стола з можливістю ковзання вздовж неї та в цьому ж напрямку на заготівку діють ультразвуковими струсами від ультразвукової головки. UA 121409 U (54) СПОСІБ ГАЗОЛАЗЕРНОГО РІЗАННЯ ЛИСТОВОЇ ЗАГОТІВКИ UA 121409 U UA 121409 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до методів лазерного розрізання листових заготівок з використанням ультразвукових коливань та призначена для покращення якості розрізу, тобто для підвищення ефективності і якості обробки. Відомий спосіб газолазерного різання листової заготівки з використанням струменя газу підвищеної кінетичної енергії, для створення якого технологічний газ подається в різак тангенціально до його внутрішньої поверхні [1]. Такий метод формування робочого струменя газу підвищує швидкість його витікання у струмені. Недоліком відомого способу різання є відсутність впливу струменя за межами порожнини розрізу, тому легкоплавкі матеріали здатні на виході із розрізу формувати на нижній стороні заготівки за межами діяння струменя нарости із охолодженого розплаву матеріалу (дрос). Як прототип вибрано спосіб газолазерного різання листової заготівки [2], за яким під час лазерного опромінення з одночасною подачею технологічного газу через сопло різака заготівку розташовують на торцевій поверхні ультразвукової головки та її коливають вздовж напрямку діяння лазерного променя з ультразвуковою частотою. Таким чином, процес видалення розплаву від лазерного опромінення із порожнини розрізу виконується струменем газу, а за його межами краплі розплаву струшуються внаслідок сил інерції від перемінних та швидкісних рухів заготівки. Недоліком відомого рішення є те, що в разі різання заготівок із листових матеріалів немає можливості їх швидкісного коливання в напрямку діяння лазерного променя, тобто створення інерційних сил неможливо. Задача запропонованої корисної моделі є створення умов видалення рідкої фракції матеріалу з поверхні листових заготівки за межами зони обробки та додаткового впливу на розплав в порожнині різу, що підвищує якість обробки, особливо легкоплавких матеріалів (алюмінієвих сплавів, наприклад). Задача вирішується в запропонованому способі газолазерного різання листової заготівки, який складається з опромінення її лазерним променем та одночасною подачею технологічного газу через сопло різаку в порожнину розрізу, заготівку розташовують на поверхні робочого стола з можливістю ковзання вздовж неї та в цьому ж напрямку на заготівку діють ультразвуковими струсами від ультразвукової головки. На кресленні схематично зображено схему обробки за запропонованим способом. Листова заготівка 5, що обробляється, розташовується на роликах 4, які встановлено на поверхні стола 6. Вздовж довжини заготівки на неї впливають струсами від ультразвукової головки 7 з амплітудою 15-20 мкм та частотою 10 кГц під час опромінення лазерним променем від лазера 1, який сфокусовано лінзою 2. Опромінення супроводжується подачею через різак 3 стисного повітря (технологічним газом - на кресленні). Хоча під час обробки заготівка 5 піддається дії періодичних струсів від торця акустичного трансформатора ультразвукової головки 7 з УЗ частотою вони внаслідок інертності маси заготівки перетворюються в її лінійний рух у вигляді біжучої хвилі, що створюється поперечними до напряму струсів мікрозміщеннями матеріалу в листовій заготівці, рухаючись вздовж її довжини та досягаючи зони обробки. Це створює таке ж діяння на розплавлений матеріал в оброблювальній порожнині, як і в способі прототипі з подібними якісними результатами, але при суттєво меншою за потужністю ультразвуковою головкою Таке поєднання ознак є новим і забезпечує рішення поставленої мети, а також суттєво відрізняється від відомих комбінацій. Джерела інформації: 1. Патент 3513501 ФРН, В23К 26/14, оп. 16.10.198б р. 2. Mori Masaki. Laser cutting of steel sheets with US-vibrations (1983). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб газолазерного різання листової заготівки, при якому опромінюють заготівку лазерним променем та одночасною подають технологічний газ через сопло різака в порожнину розрізу, який відрізняється тим, що заготівку розташовують на поверхні робочого стола з можливістю ковзання вздовж неї та в цьому ж напрямку на заготівку діють ультразвуковими струсами від ультразвукової головки. 1 UA 121409 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 26/14
Мітки: листової, заготівки, різання, спосіб, газолазерного
Код посилання
<a href="https://ua.patents.su/4-121409-sposib-gazolazernogo-rizannya-listovo-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб газолазерного різання листової заготівки</a>
Установка для газолазерного різання листових заготівок
Номер патенту: 103137
Опубліковано: 10.12.2015
Автори: Дубнюк Віктор Леонідович, Котляров Валерій Павлович, Савіна Лоліта Петрівна
МПК: B23K 26/06
Мітки: заготівок, газолазерного, листових, установка, різання
Формула / Реферат:
1. Установка для газолазерного різання листових заготівок, що містить лазер безперервної дії з блоком живлення, перетворюючу лінзу, яку розміщено у різаку з соплом для подачі технологічного газу в зону різання, та робочий стіл з приводом, яка відрізняється тим, що в її склад додано два датчики тиску, які розміщено під заготівкою навпроти зони різання, перший з них зміщено відносно осі лазерного проміння в напрямі, протилежному напряму...
Спосіб газолазерного різання металічних матеріалів
Номер патенту: 93408
Опубліковано: 25.09.2014
Автори: Козирєв Олексій Сергійович, Романенко Віктор Васильович
МПК: B23K 26/16, B23K 26/00
Мітки: спосіб, матеріалів, різання, газолазерного, металічних
Формула / Реферат:
Спосіб газолазерного різання металічних матеріалів, що включає використання сфокусованого лазерного променя та співвісного з променем струменя робочого газу, що подається через конічне сопло, який відрізняється тим, що збільшення швидкості течії рідких продуктів різання по поверхні руйнування забезпечують за допомогою постійно або імпульсно діючого магнітного поля, яке пропускають крізь заготовку уздовж напряму руйнування, причому зі сторони...
Спосіб газолазерного різання металів з наростаючо-спадаючою швидкістю обробки
Номер патенту: 102216
Опубліковано: 26.10.2015
Автори: Козирєв Олексій Сергійович, Романенко Віктор Васильович
МПК: B23K 26/38
Мітки: різання, металів, газолазерного, швидкістю, спосіб, обробки, наростаючо-спадаючою
Формула / Реферат:
Спосіб газолазерного різання металів з наростаючо-спадаючою швидкістю обробки, в якому на поверхню листової заготовки подають сфокусоване лазерне випромінювання і струмінь газу, заготовку переміщають за допомогою пристрою переміщення, що працює за заданою програмою, який відрізняється тим, що за допомогою пристрою для переміщення на заготовці періодично формують дві ділянки різання: з наростаючою швидкістю на першій половині максимально...
Спосіб високоякісного газолазерного різання матеріалів
Номер патенту: 96533
Опубліковано: 10.02.2015
Автори: Козирєв Олексій Сергійович, Романенко Віктор Васильович
МПК: B23K 26/00
Мітки: різання, матеріалів, високоякісного, газолазерного, спосіб
Формула / Реферат:
Спосіб високоякісного газолазерного різання матеріалів, що включає руйнування матеріалу сфокусованим лазерним променем та співвісним з променем струменем робочого газу, що подається через конічне сопло, який відрізняється тим, що в зону різання періодично подають електропровідний тугоплавкий абразивний матеріал за допомогою додаткового сопла, яке забезпечене дозатором та котушкою індуктивності, причому прискорення електропровідного абразиву...
Спосіб газолазерного різання металів зі змінною швидкістю обробки
Номер патенту: 102176
Опубліковано: 26.10.2015
Автори: Головко Леонід Федорович, Романенко Віктор Васильович, Шевченко Сергій Борисович, Кривцун Ігор Віталійович
МПК: B23K 26/14
Мітки: обробки, різання, спосіб, металів, змінною, швидкістю, газолазерного
Формула / Реферат:
Спосіб газолазерного різання металів зі змінною швидкістю обробки, що включає сфокусований лазерний промінь, який падає на заготовку, що розрізається, струмінь робочого газу, який подається в зону різання, та пристрій для переміщення заготовки за заданою програмою, який відрізняється тим, що за допомогою пристрою для переміщення на заготовці періодично формують дві ділянки різки: з невисокою швидкістю та мінімально можливою довжиною, що...
Попередній патент: Спосіб теплоізолювання у складних за формою конструкціях
Наступний патент: Танк
Випадковий патент: Спосіб та установка для термічної обробки титановмісного твердого матеріалу