Спосіб високоякісного газолазерного різання матеріалів
Номер патенту: 96533
Опубліковано: 10.02.2015
Автори: Романенко Віктор Васильович, Козирєв Олексій Сергійович

Формула / Реферат
Спосіб високоякісного газолазерного різання матеріалів, що включає руйнування матеріалу сфокусованим лазерним променем та співвісним з променем струменем робочого газу, що подається через конічне сопло, який відрізняється тим, що в зону різання періодично подають електропровідний тугоплавкий абразивний матеріал за допомогою додаткового сопла, яке забезпечене дозатором та котушкою індуктивності, причому прискорення електропровідного абразиву відбувається завдяки імпульсному магнітному полю, створюваному котушкою індуктивності.
Текст
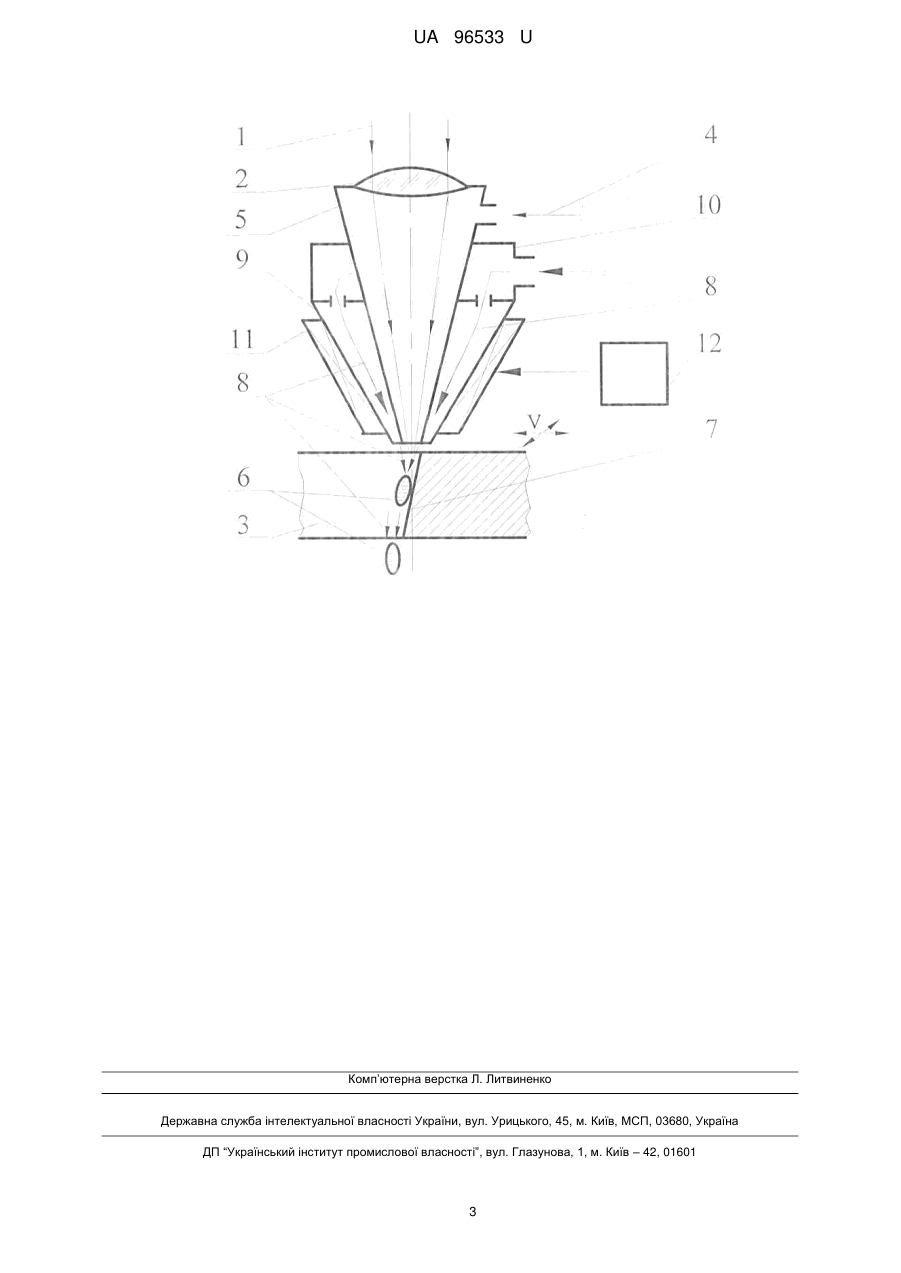
Реферат: Спосіб високоякісного газолазерного різання матеріалів включає руйнування матеріалу сфокусованим лазерним променем та співвісним з променем струменем робочого газу, що подається через конічне сопло. В зону різання періодично подають електропровідний тугоплавкий абразивний матеріал за допомогою додаткового сопла, яке забезпечене дозатором та котушкою індуктивності. При цьому прискорення електропровідного абразиву відбувається завдяки імпульсному магнітному полю, створюваному котушкою індуктивності. UA 96533 U (54) СПОСІБ ВИСОКОЯКІСНОГО ГАЗОЛАЗЕРНОГО РІЗАННЯ МАТЕРІАЛІВ UA 96533 U UA 96533 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології лазерної обробки та може бути використана на операціях різання та розкрою різноманітних матеріалів в різних галузях виробництва. Відомий спосіб газолазерного різання металічних матеріалів, в основі якого лежить подання лазерного променя на оброблювану поверхню разом із співвісним з променем технологічним газом та його переміщення за заданою програмою у присутності рідинного середовища. Рідинне середовище подають в зону термічного впливу різання у вигляді закрученого струменя коаксіально променя лазера. Пристрій містить корпус з фокусуючою лінзою, соплову насадку для подання технологічного газу і циліндричну ємність з кільцевим каналом для подання рідкого середовища. Кільцевий канал має порожнисту конусну насадку, внутрішня поверхня якої виконана у вигляді спіральних канавок, що закручують потік [1]. Це дозволяє виконувати різання деталей із складною просторовою формою з високою якістю за рахунок усунення можливості виникнення неконтрольованого мимовільного горіння матеріалу у напрямі бічних стінок різу. Проте цей спосіб не дає можливість виконувати різання заготовок великої товщини, оскільки наявність рідкого середовища набагато ускладнює протікання процесу різання як із-за скрапування лазерного випромінювання рідиною, так і через надмірне гасіння процесу горіння металу в зоні різання цією ж рідиною. Найбільш близьким за технічною суттю до технічного рішення, що заявляється, є спосіб газолазерного різання металічних матеріалів, що включає сфокусований лазерний промінь, який падає на заготовку, що розрізається, та співвісний з променем струмінь кисню, що подасться через конічне сопло. Для підвищення ефективності видалення продуктів руйнування з каналу різу шляхом кращого продування цього каналу і, отже, збільшення товщини заготовок, що можуть бути розрізаними, пристрій містить додаткове кільцеве сопло, концентричне першому, через яке також подається кисень [2]. Порівняно з аналогом, що розглянуто, цей спосіб дозволяє декілька підвищити товщину заготовок, що розрізаються, шляхом кращого продування каналу різу, проте основний недолік зазначеного способу - надлишок кисню у верхній частині різу. Оскільки ширина каналу різу менше діаметра струменя кисню, у верхній частині каналу виникає неконтрольоване мимовільне горіння матеріалу у напрямі бічних стінок каналу. Потім горіння може поширюватися на усю товщину заготовки. При цьому ширина різу та шорсткість його стінок значно зростає і його якість погіршується. В основу корисної моделі поставлено задачу вдосконалити спосіб газолазерного різання матеріалів, у якому забезпечується додаткова подача в порожнину різу електропровідного тугоплавкого абразивного порошку, який прискорюється імпульсним магнітним полем, що забезпечує стабільне протікання процесу різання та високу якість отриманих різів. Поставлена задача вирішується тим, що в способі високоякісного газолазерного різання матеріалів, що включає руйнування матеріалу сфокусованим лазерним променем, який падає на заготовку, що розрізається, та співвісним з променем струменем технологічного газу (найчастіше - кисню), що подається через конічне сопло, згідно з корисною моделлю, в зону різання періодично подають електропровідний тугоплавкий абразивний матеріал за допомогою додаткового сопла, яке може бути концентричним першому. Це сопло забезпечують ззовні котушкою індуктивності та дозатором. Дозатор подає усередину додаткового сопла електропровідний абразивний порошок, який в цьому соплі прискорюється імпульсним магнітним полем, створюваним котушкою індуктивності, і співвісно сфокусованому лазерному променю та газовому струменю виштовхується в порожнину різу, щоб з заданою періодичністю гасити процес горіння металу в струмені кисню та зчищати окисли металу з бокових поверхонь отриманого різу. Таким чином, спосіб стає придатним для стабілізації протікання процесу різання та отримання високої якості кромок різів. Цим способом можна здійснювати газолазерне різання і неметалічних заготовок, так як магнітне поле котушки індуктивності діє тільки на електропровідний абразивний порошок. Спосіб реалізується за допомогою пристрою, суть якого пояснюється кресленням. Спосіб реалізується таким чином. Лазерне випромінювання 1 концентрують за допомогою фокусуючої лінзи 2 на верхній кромці заготовки 3, що розрізається. Спільно з лазерним випромінюванням 3 і співвісно йому в зону обробки піддувається струмінь робочого газу 4 (найчастіше при різанні металів - кисню), що формується конічним соплом 5. Під час газолазерного різання металічних матеріалів на поверхні різання створюється шар розплавленого металу і його оксидів кінцевої товщини, який з часом трансформується на поверхні руйнування в краплевидну форму 6, що видаляється уздовж напряму руйнування 7 із зони різання завдяки динамічній дії струменя газу 4. Швидкість видалення продуктів руйнування визначає як глибину прорізання матеріалу (а значить і можливу товщину заготовок, що розрізаються), так і стабільність протікання процесу різання, що, в результаті, забезпечує необхідну якість отриманих різів. В нашому випадку більш успішне 1 UA 96533 U 5 10 15 20 25 30 видалення продуктів руйнування та стабілізацію процесу різання забезпечує імпульсна подача електропровідного тугоплавкого абразивного порошку 8 (наприклад, карбіду кремнію чорного, легованого алюмінієм) через додаткове сопло 9, яке може бути, наприклад, теж конічним. Абразив 8 таким чином в порожнину різу подається співвісно сфокусованому лазерному променю 1 та газовому струменю 4. Для введення абразивного порошку 8 в сопло 9 передбачений дозатор 10, який може здійснювати або порційну, або безперервну його подачу. В додатковому соплі 9 електропровідний абразивний порошок 8 отримує прискорення за рахунок імпульсної дії магнітного поля, яке створюється котушкою індуктивності 11 (наприклад, котушкою Гауса), що розміщена ззовні сопла 9. Дійсно, якщо подати на соленоїд 11 постійний струм, то він створить електромагнітне поле, і кожна із частинок електропровідного абразивного порошку 8, що знаходиться в районі початку котушки індуктивності, починає розганятися. Це відбувається тому, що котушка намагнічує порошок, а сама котушка із струмом в цей час теж є магнітом. Щоб абразив вилетів із соленоїда, потрібно прибрати струм у той момент, коли намагнічений порошок досягне приблизно середини котушки. Тоді магнітне поле не заважатиме рухатися порошку далі за інерцією. Не зважаючи на те чи порційно, чи безперервно подається абразив 8 в сопло 9, на виході із нього (за рахунок імпульсної дії індукційних сил) отримуємо високошвидкісний порційний потік абразивного порошку, що подається в порожнину різу. Частота викиду абразиву регулюється частотою спрацювання котушки індуктивності 11, що, в спою чергу, задається джерелом струму 12 імпульсної дії. Імпульсна подача абразивного порошку, по-перше, перериває процес горіння металу в струмені кисню, по-друге, зчищає рідкий метал з поверхні руйнування, по-третє, тимчасово запобігає потраплянню лазерного випромінювання на поверхню руйнування і, на кінець, зчищає окисли металу - і бокових поверхонь отриманого різу. Сам же абразив, дякуючи своїй тугоплавкості, в порожнині різу не руйнується. Експериментально встановлено, що найкращий ефект дії абразиву на процес різання досягається при частоті спрацювання котушки індуктивності в 100 Гц. При цьому за час проходження сфокусованого лазерного променя відстані, рівної діаметру його фокальної плями, абразив встигає прочистити порожнину різу від 20 до 50 разів в залежності від швидкості різання. Це забезпечує зростання товщини заготовок, що розрізаються, до 30 % та повністю очищає від окислів поверхню кромок вирізаних в такий спосіб деталей. Таким чином, на зазначену величину може бути підвищена продуктивність газолазерного різання матеріалів та забезпечена висока якість цього процесу. 1. Патент РФ № 2471600. кл. В23K 26/38, 26/14; заявл. 04.08.2011; опубл. 10.01.2013. 2. Патент Японії JP № 11104879, МПК В23K 26/00, 26/06, 26/14, опубл. 14.03.1999. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Спосіб високоякісного газолазерного різання матеріалів, що включає руйнування матеріалу сфокусованим лазерним променем та співвісним з променем струменем робочого газу, що подається через конічне сопло, який відрізняється тим, що в зону різання періодично подають електропровідний тугоплавкий абразивний матеріал за допомогою додаткового сопла, яке забезпечене дозатором та котушкою індуктивності, причому прискорення електропровідного абразиву відбувається завдяки імпульсному магнітному полю, створюваному котушкою індуктивності. 2 UA 96533 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 26/00
Мітки: спосіб, матеріалів, газолазерного, різання, високоякісного
Код посилання
<a href="https://ua.patents.su/5-96533-sposib-visokoyakisnogo-gazolazernogo-rizannya-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб високоякісного газолазерного різання матеріалів</a>
Спосіб газолазерного різання металічних матеріалів
Номер патенту: 93408
Опубліковано: 25.09.2014
Автори: Козирєв Олексій Сергійович, Романенко Віктор Васильович
МПК: B23K 26/16, B23K 26/00
Мітки: матеріалів, спосіб, різання, металічних, газолазерного
Формула / Реферат:
Спосіб газолазерного різання металічних матеріалів, що включає використання сфокусованого лазерного променя та співвісного з променем струменя робочого газу, що подається через конічне сопло, який відрізняється тим, що збільшення швидкості течії рідких продуктів різання по поверхні руйнування забезпечують за допомогою постійно або імпульсно діючого магнітного поля, яке пропускають крізь заготовку уздовж напряму руйнування, причому зі сторони...
Водополімерний спосіб різання заморожених харчових продуктів та матеріалів
Номер патенту: 74609
Опубліковано: 12.11.2012
Автори: Погребняк Андрій Володимирович, Наумчук Микола Васильович
МПК: B03B 4/00
Мітки: спосіб, заморожених, продуктів, харчових, матеріалів, водополімерний, різання
Формула / Реферат:
Водополімерний спосіб різання заморожених харчових продуктів та матеріалів, що включає формування робочого струменя в калібрувальному каналі соплової головки та в розгінній трубці, яка розташована співвісно каналу соплової головки, вихідний зріз якої розташовують на фіксованій відстані від поверхні, що розрізається, та здійснюють безперервну генерацію та подачу струменя в зону обробки під тиском, який відрізняється тим, що у робочу рідину,...
Дріт для струнного різання матеріалів
Номер патенту: 12658
Опубліковано: 15.02.2006
Автори: Петряков Володимир Олексійович, Фомін Олександр Володимірович, Кравецький Михайло Юрійович
МПК: B26D 1/01, H01L 21/70
Мітки: різання, матеріалів, струнного, дріт
Формула / Реферат:
Дріт для струнного різання матеріалів, що використовується як різальний інструмент, виконаний із зносостійкого металу або сплаву, який відрізняється тим, що він виконаний у вигляді канатика, сплетеного з декількох одножильних дротів.
Пристрій для різання матеріалів металевими частинками
Номер патенту: 55628
Опубліковано: 27.12.2010
Автори: Ващук Юлія Василівна, Михайловський Юрій Броніславович
МПК: B24C 1/00
Мітки: частинками, різання, металевими, матеріалів, пристрій
Формула / Реферат:
Пристрій для різання матеріалів металевими частинками, що містить завантажувальний бункер, блоки живлення та керування, сопло, матеріал для різання, який відрізняється тим, що для розгону частинок він оснащений електромагнітними котушками, кількість яких більше двох, а робочий матеріал струї - металеві частинки.
Спосіб різання харчових продуктів та матеріалів
Номер патенту: 40388
Опубліковано: 10.04.2009
Автори: Погребняк Андрій Володимирович, Гордієнко Олександр Володимирович
МПК: A22C 25/00, A22C 18/00, B26D 3/00
Мітки: харчових, різання, матеріалів, продуктів, спосіб
Формула / Реферат:
Спосіб різання харчових продуктів та матеріалів, що включає формування робочого струменя в калібрувальному каналі соплової головки та в розгінній трубці, яка розташована співвісно каналу соплової головки, вихідний зріз якої розташовують на фіксованій відстані від поверхні, що обробляється, та здійснюють безперервну генерацію та подачу струменя в зону обробки, який відрізняється тим, що різання виконують високошвидкісним струменем води, який...
Попередній патент: Вага автомобільна
Наступний патент: Спосіб прогнозування зрощення перелому
Випадковий патент: Спосіб вимірювання розмірів мікрооб'єктів