Спосіб автоматичного управління тривалістю електрохімічного травлення та пристрій для його здійснення
Текст
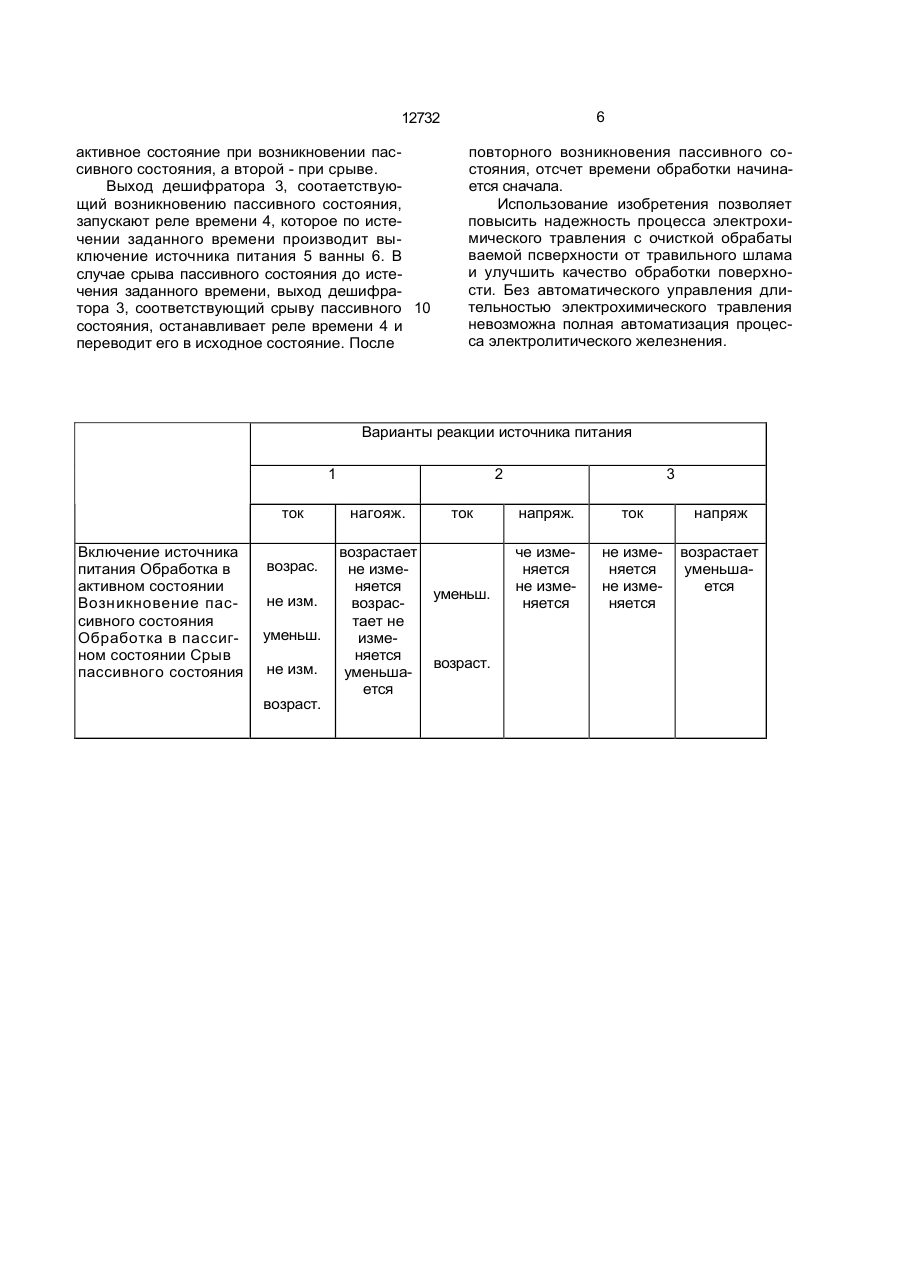
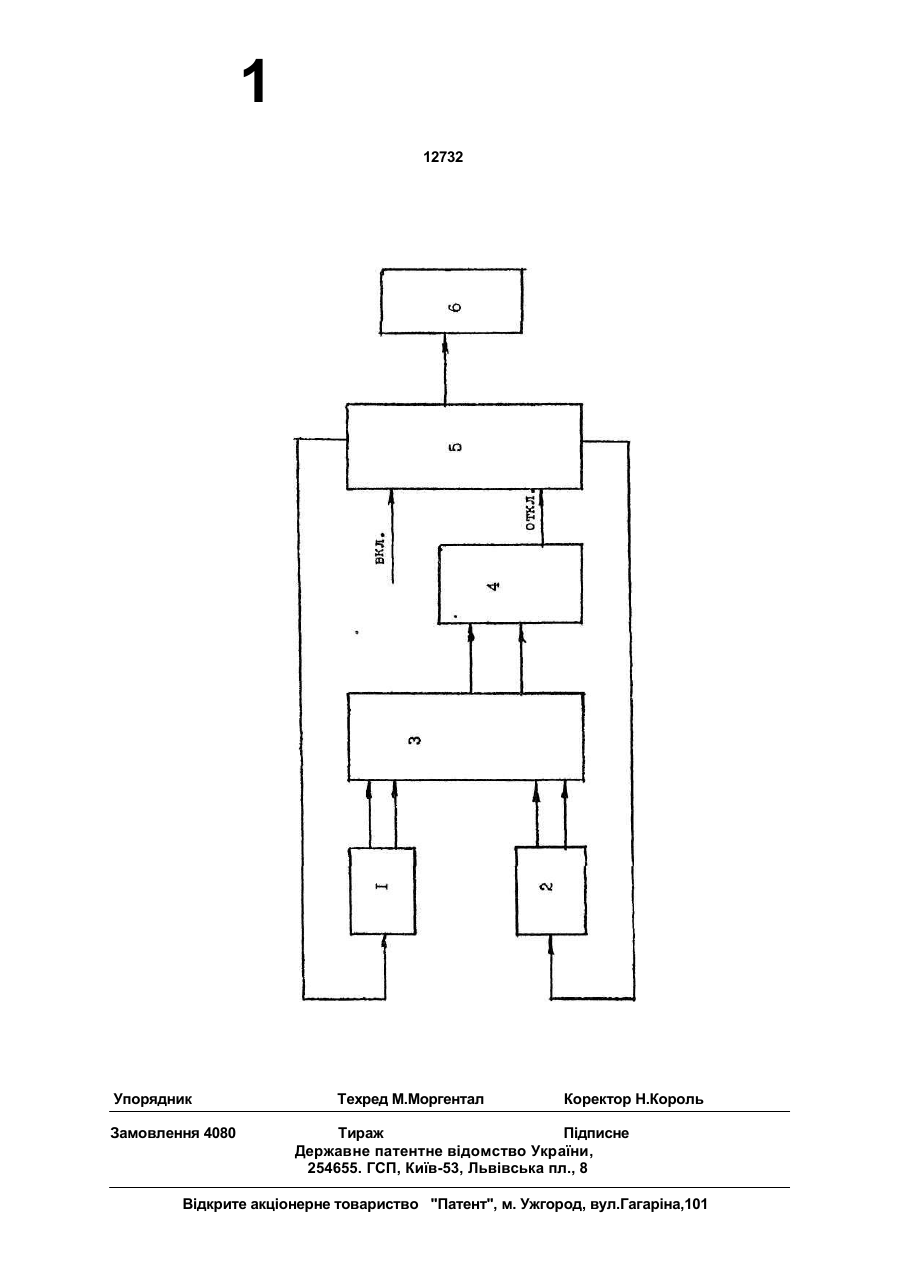
1. Способ автоматического управления длительностью электрохимического травле ния, включающий отсчет заданного времени обработки с момента возникновения пас сивного состояния обрабатываемой поверх ности, о т л и ч а ю щ и й с я тем, что определяют знаки производных тока и на пряжения в ванне, фиксируют возникнове ние пассивного состояния по соотношению Изобретение относится к гальванотехнике и предназначено для автоматического управления процессом травления перед железнением для получения свободной от травильного шлама поверхности. Известно устройство для контроля процесса травления, содержащее ванну травления с установленным на ее выходе датчиком размера, связанным с последовательно соединенным преобразователем, амплитудным детектором и индикатором, и электропривод намотки с цепью управления [1]. Недостатком этого устройства является сложность в эксплуатации, низкая надеж этих знаков, причем в случае срыва пассивного состояния, отсчет времени обработки прекращают и начинают вновь после повторного его возникновения. 2. Устройство для автоматического управления длительностью электрохимического травления, содержащее гальваническую ванну с электродами, выпрямительный агрегат и блок управления с реле времени, о т л и ч а ю щ е е с я тем, что блок управления выполнен с субблоками дифференцирования напряжения и тока для фиксирования знаков производных напряжения и тока и дешифратором для фиксирования моментов возникновения и срыва пассивного состояния обрабатываемой поверхности, причем выход дешифратора, соответствующий возникновению пассивного состояния, соединен со входом пуска реле времени, а выход, соответствующий срыву пассивного состояния, соединен со входом сброса реле времени. ность, обусловленные низкой эффективно стью компенсации высоко- и низкочастот ных возмущений основным контуром и контуром Ссімонастройки, в результате чего регулятор входит в автоколебательный ре жим даже при самых незначительных коле бан иях диаметра и сх од н о й микропроволоки. Наиболее близким по технической сущности к предлагаемому изобретению является устройство для управления процессом травления при железнении, содержащее гальваническую ванну с электродами, выпрчмительный агрегат, трансформатор тока, С > ю w го О 12732 регулятор, вход которого соединен с трансформатором, а выход- с выпрямителем, блок контроля напряжения и блок управления [2] В этом решении момент возникновения пассивации определяют только по повыше- 5 нию напряжения на ванне, что приводит к низкой помехоустойчивости, т к. система может реагировать на случайные изменения напряжения питания и непригодна для источника питания ванн, стабилизированного 10 по напряжению. В основу изобретения поставлена задача усовершенствования способа автоматичес к о го уп ра вл ен ия д л ит ел ьн ость ю электрохимического травления и устройства 15 для его осуществления путем обнаружения возникновения пассивации по определенным соотношениям знаков производных то-кз и напряжений в ванне травления, что приведет к повышению надежности процес- 20 са и улучшения качества обработки поверхности. Поставленная задача решается тем, что отсчет заданного времени обработки начинают с момента возникновения пассивного 25 состояния обрабатываемой поверхности, определяют знаки прочзводных тока и напряжения с ванне, фиксируют возникновение пассивного состояния по соотношению этих знаков, причем, в случае срыва пгссив- 30 ного состояния, отсчет времени обработки прекращают и начинают вновь после повторного его возникновения. Поставленная задача решается также т^м, что в устройстве для осуществления 35 способа, содержащем гальваническую ван ну с электродами, выпрямительный at регат и блок управления с реле времени, согласно изобретению, блок управления выполнен с субблоками дифференцирования напряже- 40 ния и тока для фиксирования знаков произ водных напряжения и тока и дешифратором для фиксирования моментов возникновения и срыва пассивного состояния обрабатыва емой поверхности, причем, выход дешифра- 45 тора, соответствующий возникновению пассивного состояния, соединен со входом пуска реле времени, а выход, соответствую щий срыву пассивного состояния, соединен со входом сброса реле времени. 50 Надлежащее качество обработки (особый микрорельеф и отсутствие травильного шпама) обеспечивается при условии, что через некоторое время после включения тока обрабатываемая поверхность переходит в 55 пассивное состояние благодаря сдвигу ее потенциала в положительную сторону и обрабатывается в таком состоянии в течение определенного промежутка оремени. При недостаточном времени обработки в пас сивном состоянии не происходит полной очистки обрабатываемой поверхности от травильного шлама, а при чрезмерной длительности поверхность перетравливается и ухудшается ее микрорельеф. В обоих случаях ухудшается адгезия наносимого на эту поверхность гальванического покрытия. В процессе электрохимического травления возможен срыв пассивного состояния и повторное его возникновение. При этом после срыва пассивного состояния на обрабатываемой поверхности вновь накапливается травильный шлам и после повторного возникновения пассивного состояния опять требуется определенное время обработки для очистки ее от образовавшегося шпама. Обнаружение возникновения и срыва пассивного состояния основывается на особенностях протекания переходных процессов в выпрямительном агрегате, являющемся источником питания ванны электрохимического травления. При этом в зависимости от характеристики выпрямительного агрегата возможны различные варианты его реакции на возникновение и срыв пассивного состояния. Особенности протекания переходных процессов в источнике питания в зависимости от наличия в нем автоматической стабилизации тока и напряжения отражена в таблице. На рисунке представлена блок-схема устройства, осуществляющего автоматичес ко е у п ра вл ен и е д л ит е л ьно с ть ю электрохимического травления. Обнаружение возникновения и срыва пассивного состояния обрабатываемой поверхности осуществляется в нем на принципе логического агализа знаков производных тока и напряжения в ванне травления. После включения выпрямительного агрегата 5, являющегося источником питания ванны б травления путем соответствующего воздействия на его систему управления субблоками 1 и 2, дифференцирования, осуществляется дифференцирование тока и напряжения выпрямительного агрегата 5. Каждый дифференциатор имеет два логических выхода, один из которых принимает активное состояние при положительном знаке производной входного сигнала (возрастание), а другой - при отрицательном (уменьшение). Дешифратор 3, имеющий два выхода, из всех комбинаций логических сигналов, возникающих на выходах дифференциаторов, реагирует только на те, которые соответствуют возможным вариантам реакции выпрямительного агрегата 5 на возникновение или срыв пассивного состояния обрабатываемой поверхности в ванне 6. При отом один выход дешифратора принимает 6 12732 активное состояние при возникновении пассивного состояния, а второй - при срыве. Выход дешифратора 3, соотаетствующий возникновению пассивного состояния, запускают реле времени 4, которое по истечении заданного времени производит выключение источника питания 5 ванны 6. В случае срыва пассивного состояния до истечения заданного времени, выход дешифратора 3, соответствующий срыву пассивного 10 состояния, останавливает реле времени 4 и переводит его в исходное состояние. После повторного возникновения пассивного состояния, отсчет времени обработки начинается сначала. Использование изобретения позволяет повысить надежность процесса электрохимического травления с очисткой обрабаты ваемой псверхности от травильного шлама и улучшить качество обработки поверхности. Без автоматического управления длительностью электрохимического травления невозможна полная автоматизация процесса электролитического железнения. Варианты реакции источника питания 1 ток Включение источника питания Обработка в активном состоянии Возникновение пассивного состояния Обработка в пассигном состоянии Срыв пассивного состояния возрас. не изм. уменьш. не изм. возраст. 2 нагояж. возрастает не изменяется возрастает не изменяется уменьшается ток уменьш. возраст. 3 напряж. ток напряж че изменяется не изменяется не изменяется не изменяется возрастает уменьшается 1 12732 Упорядник Замовлення 4080 Техред М.Моргентал Коректор Н.Король Тираж Підписне Державне патентне відомство України, 254655. ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of duration electrical-chemical etching and device for implementation thereof
Автори англійськоюPiiavskyi Roman Semenovych
Назва патенту російськоюСпособ автоматического управления продолжительностью электрохимеческоко травления и устройство для его выполнения
Автори російськоюПиявский Роман Семенович
МПК / Мітки
МПК: C25D 21/12
Мітки: пристрій, спосіб, електрохімічного, тривалістю, здійснення, автоматичного, управління, травлення
Код посилання
<a href="https://ua.patents.su/4-12732-sposib-avtomatichnogo-upravlinnya-trivalistyu-elektrokhimichnogo-travlennya-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного управління тривалістю електрохімічного травлення та пристрій для його здійснення</a>
Спосіб автоматичного управління процесом сгущення та пристрій для його здійснення
Номер патенту: 3190
Опубліковано: 26.12.1994
Автори: Лопаєнко Олексій Федорович, Кіпа Володимир Кіндратович, Золотарьов Олександр Іванович, Ульшин Віталій Олександрович
МПК: B01D 21/00
Мітки: здійснення, пристрій, автоматичного, процесом, спосіб, управління, сгущення
Формула / Реферат:
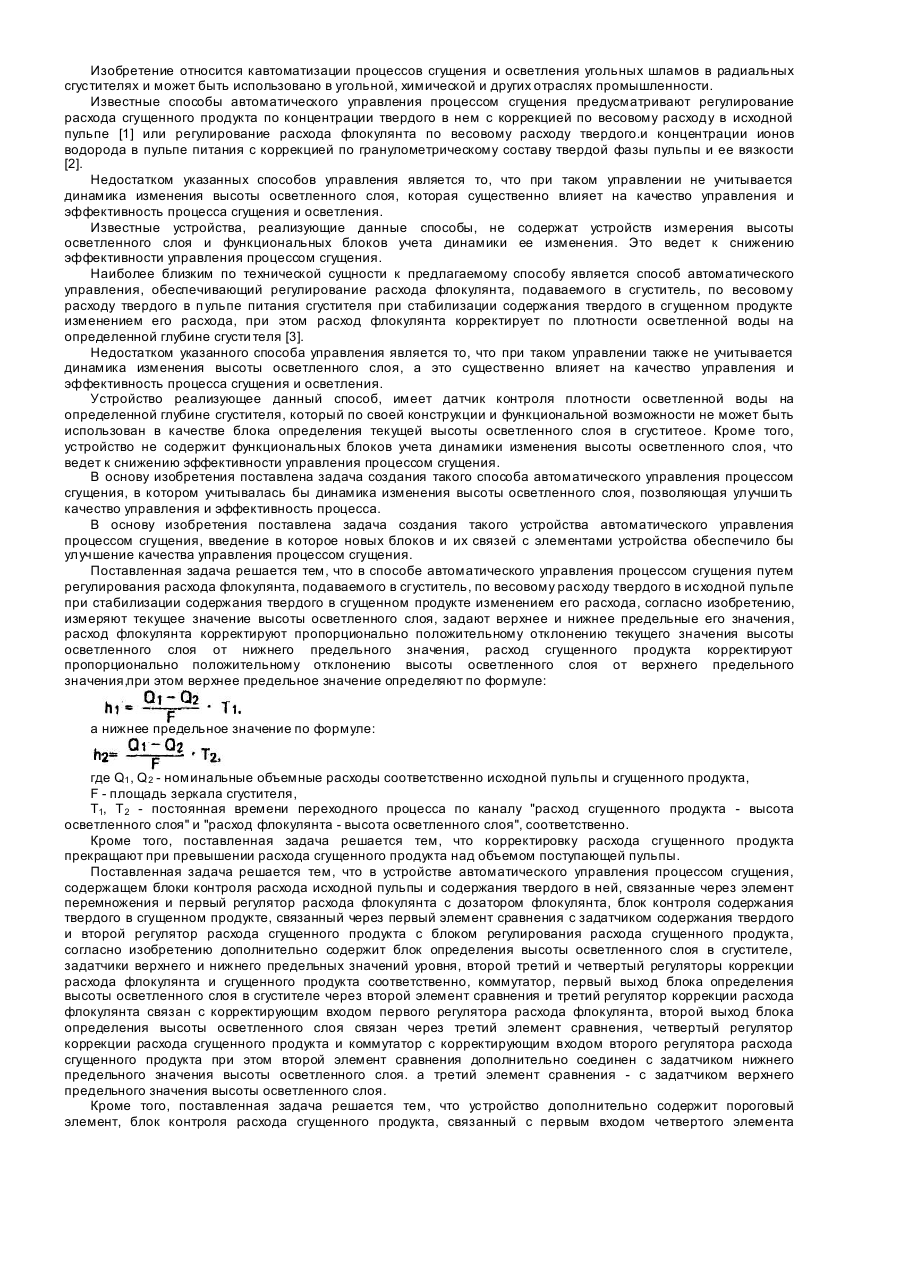
1. Способ автоматического управления процессом сгущения путем регулирования расхода флокулянта, подаваемого в сгуститель, по весовому расходу твердого в исходной пульпе при стабилизации содержания твердого в сгущенном продукте изменением его расхода, отличающийся тем, что измеряют текущее значение высоты осветленного слоя, задают верхнее и нижнее предельные его значения, расход флокулянта корректируют пропорционально положительному отклонению...
Спосіб автоматичного управління витяжки електролізних ванн для виробництва алюмінію і пристрій для його здійснення
Номер патенту: 5564
Опубліковано: 28.12.1994
Автори: Бернар Лангон, Жорж Дюпра, Бенуа Сюльмон
МПК: C25C 3/20
Мітки: електролізних, пристрій, здійснення, управління, алюмінію, ванн, спосіб, виробництва, витяжки, автоматичного
Формула / Реферат:
1.Способ автоматического управления вытяжкой электролизных ванн для производства алюминия, преимущественно при производстве алюминия методом огневого электролиза по технологии фирмы Алл-Эру в электролизерах со съемными кожухами и системой газоочистки, включающий отвод газов от каждого электролизера по меньшей мере через один отсасывающий канал, соединенный с общей для всех электролизеров системой всасывания, отличающийся тем, что, с...
Пристрій автоматичного управління виїмковою машиною
Номер патенту: 7597
Опубліковано: 29.09.1995
Автори: Захаров Володимир Миколаєвич, Сірченко Володимир Миколайович, Кіріченко Костянтин Іванович, Клименко Володимир Іванович, Бакуменко Володимир Степанович
МПК: E21C 35/24
Мітки: машиною, виїмковою, управління, пристрій, автоматичного
Формула / Реферат:
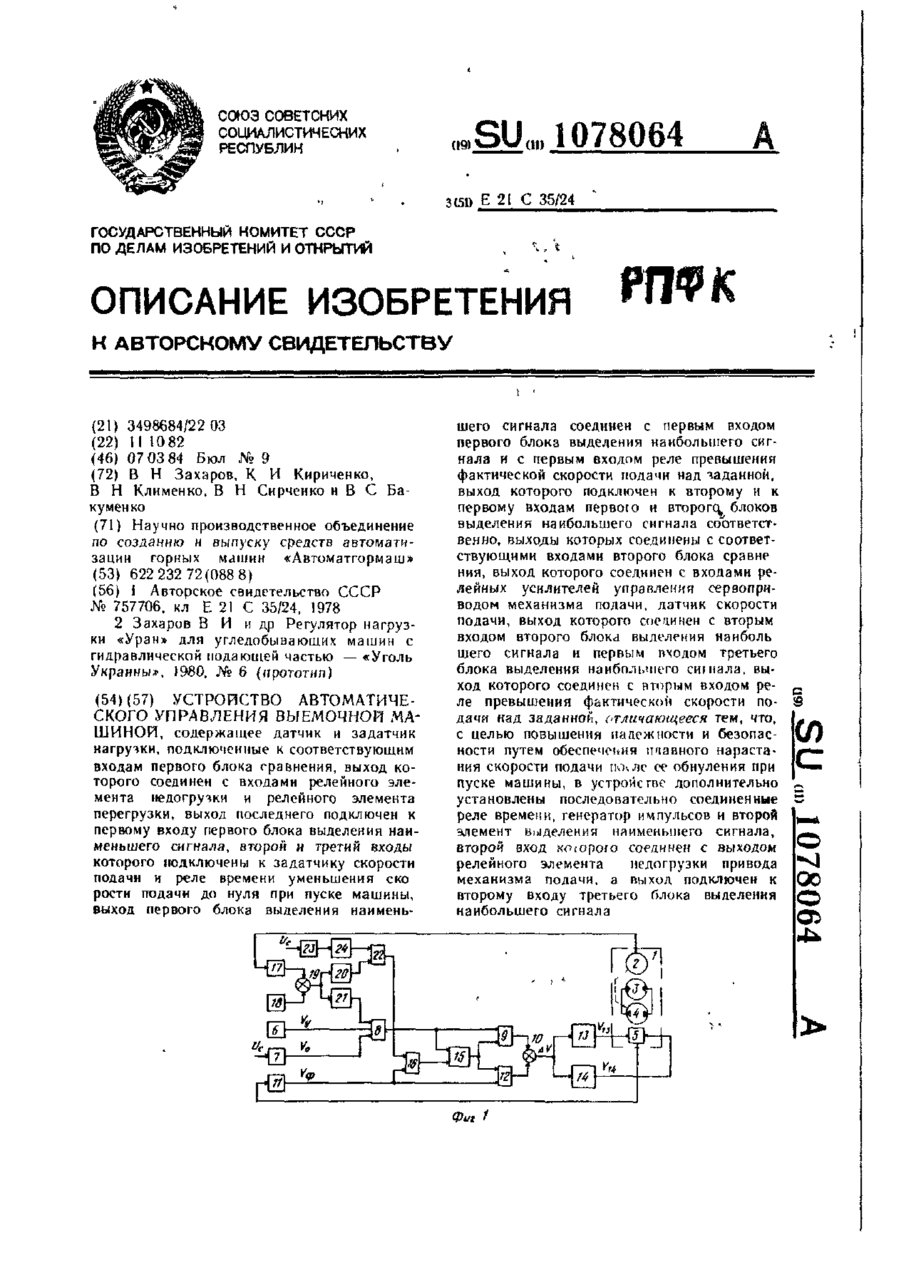
Устройство автоматического управления выемочной машиной, содержащее датчик и задатчик нагрузки, подключенные к соответствующим входам первого блока сравнения, выход которого соединен с входами релейного элемента недогрузки и релейного элемента перегрузки, выход последнего подключен к первому входу первого блока выделения наименьшего сигнала, второй и третий входы которого подключены к задатчику скорости подачи и реле времени уменьшения...
Спосіб управління буровим агрегатом та пристрій для його здійснення
Номер патенту: 7625
Опубліковано: 26.12.1995
Автори: Балабенко Володимир Миколайович, Злодєєв Олександр Васильович, Огійчук Юрій Іванович, Погібко Михайло Гаврилович
МПК: E21B 44/00
Мітки: буровим, управління, пристрій, спосіб, агрегатом, здійснення
Формула / Реферат:
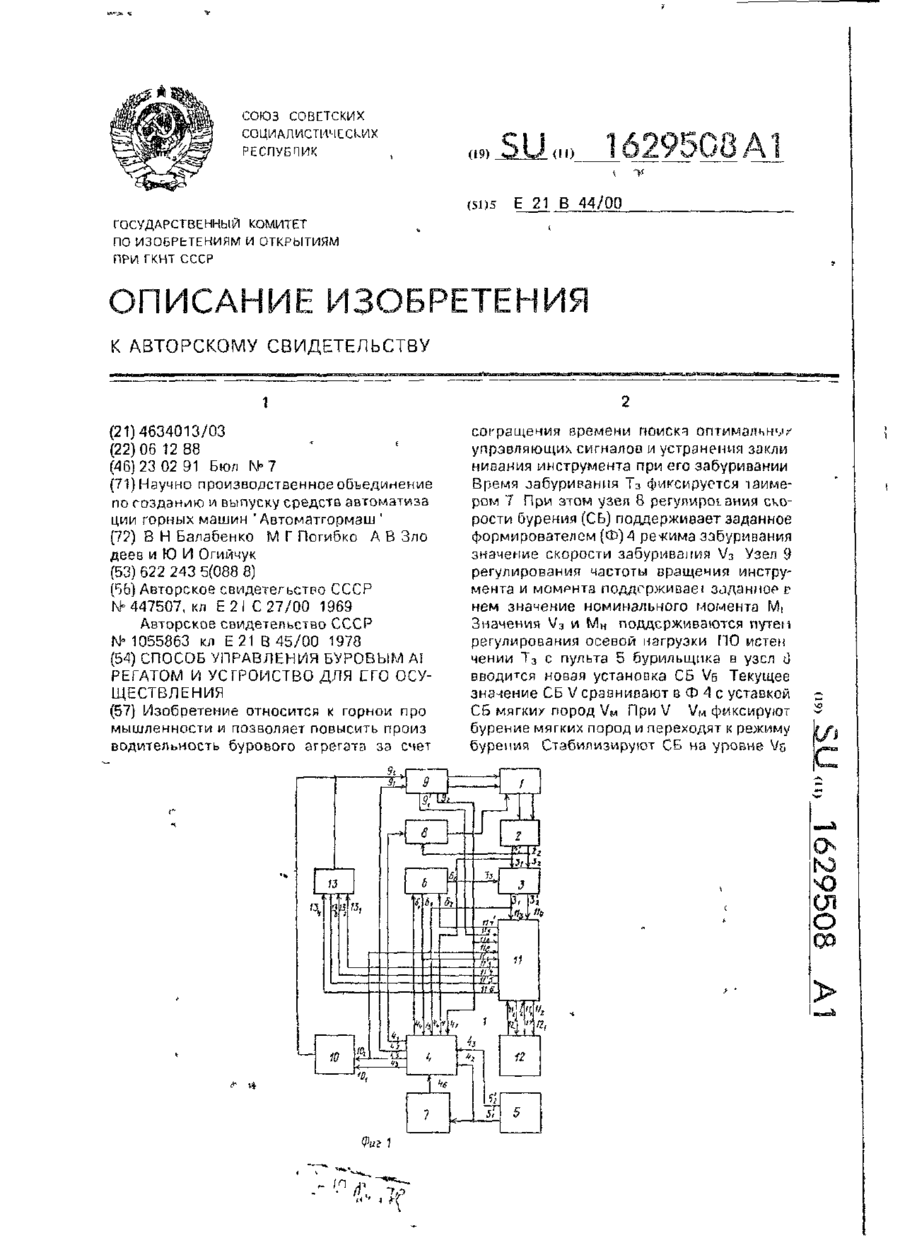
1. Способ управления буровым агрегатом, включающий измерение механической скорости V в первом и каждом последующем тактах режима опробования, по которой корректируют нагрузку на долото и скорость его вращения, формирование оптимальных управляющих сигналов для каждого последующего такта, формирование сигнала перехода к режиму бурения, при котором задают и поддерживают оптимальные уровни осевой нагрузки Р и скорости вращения п инструмента,...
Спосіб управління станом породного масиву та пристрій для його здійснення
Номер патенту: 5458
Опубліковано: 28.12.1994
Автори: Габріелян Самвел Аревшатович, Курносов Анатолій Тимофійович, Булат Анатолій Федорович
МПК: E21F 5/00
Мітки: управління, станом, пристрій, спосіб, породного, здійснення, масиву
Формула / Реферат:
1. Способ управления состоянием породного массива, включающий внедрение в массив перфорированного анкера и нагнетание через него жидкости под давлением, отличающийся тем, что нагнетание жидкости производят при внедрении анкера в массив,2. Устройство для управления состоянием породного массива представляет собой перфорированный анкер, состоящий из наконечника головной части и из хвостовой части с центральным отверстием для подачи...
Попередній патент: Спосіб включення електричних машин змінного струму в мережу
Наступний патент: Конвейєрна система для стабілізації ритму подачі тарно-штучних вантажів
Випадковий патент: Спосіб розподілу активної потужності між генераторами