Спосіб виготовлення ювелірних виробів
Номер патенту: 13027
Опубліковано: 28.02.1997
Автори: Ісаєнко Леонід Олексійович, Травін Вячеслав Миколаєвич
Формула / Реферат
Способ изготовления ювелирных изделий, включающий шлифование плоскостей алмазных пластин, высверливание отверстий лучом лазера под подвеску и формирование изделия, отличающийся тем, что в качестве алмазных пластин используют отходы алмазного производства толщиной 0,6-1 мм, после шлифования пластине придают форму огранкой или обточкой периметра или огранкой двух ее сторон и обточкой третьей стороны, а при формировании изделия полученные пластины-вставки располагают параллельно отражающими поверхностями относительно друг друга в неоднократном сочетании и фиксируют на расстоянии 0,6-1,0 мм.
Текст
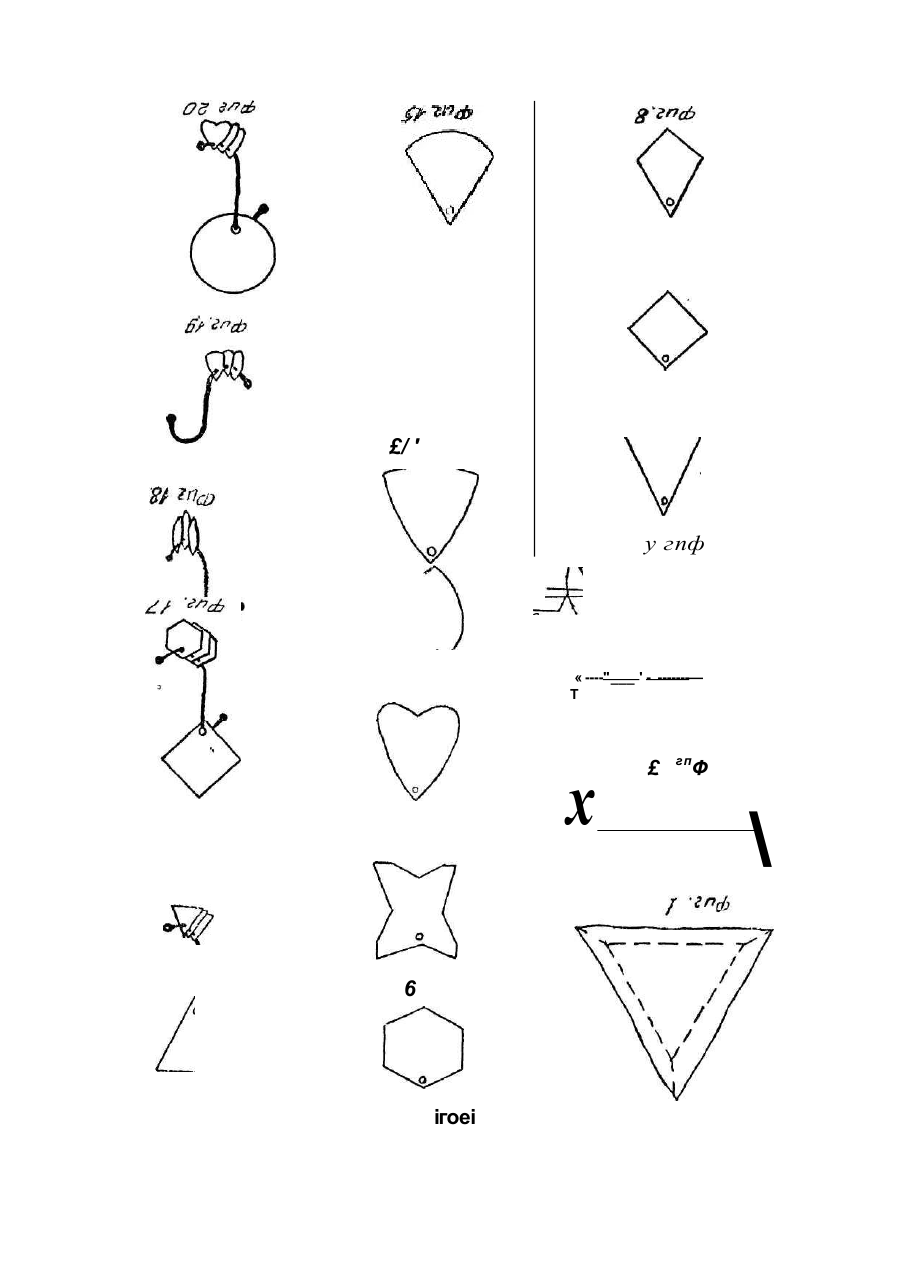
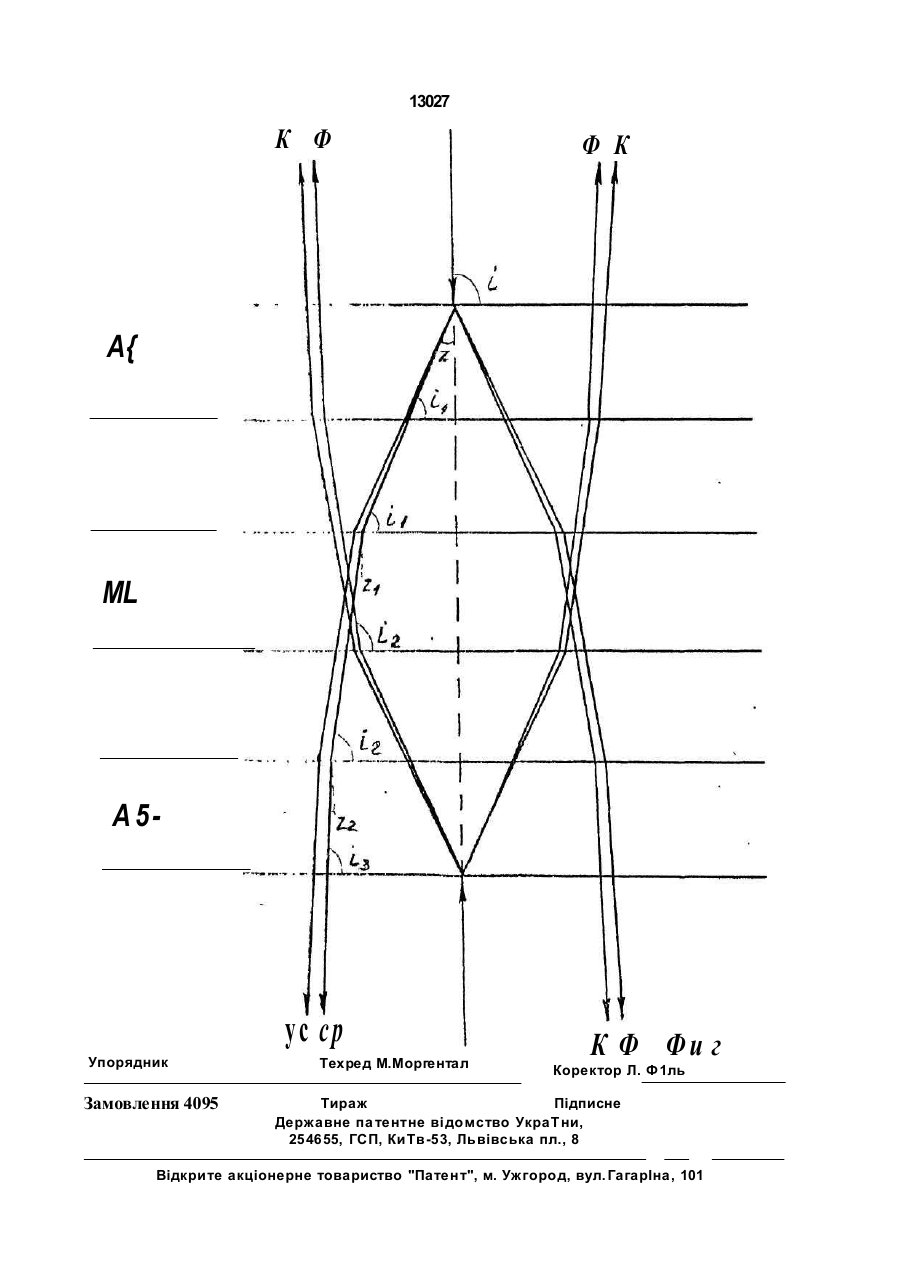
Способ изготовления ювелирных изде лий, включающий шлифование плоскостей алмазных пластин, высверливание отверстий лучом лазера под подвеску и формирование изделия, о т л и ч а ю щ и й с я тем, что в качестве алмазных пластин используют отходы алмазного производства толщиной 0,6-1 мм, после шлифования пластине придают форму огранкой или обточкой периметра или огранкой двух ее сторон и обточкбй третьей стороны, а при формировании изделия полученные пластины-вставки располагают параллельно отражающими поверхностями относительно друг друга в неоднократном сочетании и фиксируют на расстоянии 0,6-1,0 мм. С > Изобретение относится к производству ювелирных изделий из драгоценных камней. Наиболее близким к изобретению по технической сущности является способ изготовления фильер из кристаллов алмаза от 0,8-2,2 карата и более, заключающийся в шлифовании двух параллельных плоскостей кристалла алмаза и высверливание отверстия лучом лазера. Подобные алмазные кристаллы из-за их габаритов не могут использоваться для изготовления традиционных алмазных вставок. Целью изобретения является удешевление изделия. Указанная цель достигается тем, что в способе изготовления ювелирных изделий, включающем шлифование плоскостей алмазной пластины, высверливание отверстия лучом лазера под подвеску и формирование изделия, используют алмазные пластины, представляющие собой отходы алмазного производства толщиной 0,6-1,0 мм, которым после шлифования придают форму огранкой или обточкой периметра или огранкой двух ее сторон и обточкой третьей стороны, затем формируют изделие путем расположения полученных пластин-вставок параллельно отражающими поверхностями относительно друг друга в неоднократном сочетании на расстоянии 0,6-1,0 мм. Изобретение поясняется чертежами, где показано на фиг.1 - алмазная пластина в плане; фиг.2 - то же, в профиль; фиг.З сверление отверстия лазером; фиг.4 - шлифование и полирование плоскости пластины с перекосом; фиг.5 - то же, противоположной плоскости; фиг.6 - вставка треугольной формы; фиг.7 - то же, четырехугольной формы; фиг.8 - то же, в форме вытянутого четырехугольника; фиг.9 - то же, шестиугольной формы; фиг. 10 - то же. формы бабочки; фиг.11 -тоже, сердцевидной формы; фиг. 12 со о О 13027 то же, двухдуговой формы; фиг. 13 - то же, трехдуговой формы; фиг. 14 - то же, формы рыбки; фиг. 15 - то же, каплевидной формы; фиг. 16 - вставка треугольной формы в неод нократном сочетании в виде подвесок к 5 клипсам; фиг. 17 - то же, шестиугольной формы; фиг. 18 - то же, двухдуговой формы; фиг. 19 - то же, трехдуговой формы; фиг.20 то же, сердцевидной формы; фпг.21 - схема усиления дисперсионного эффекта. Ю П р и м е р 1. Для изготовления ювелир ного изделия в виде подвесок используют алмазную пластину треугольной формы тол щиной 0,6 мм весом 0,06 карата (фиг. 1,2). В верхней части пластины высверливают лу- 15 чом лазера отверстие (фиг.З). Шлифуют и полируют противоположные плоскости пла стины с перекосом к плоскости рабочей по верхности ограночного диска под углом 3 гр. (фиг.4,5). 20 Исходя из рационального использования алмазной пластины треугольной формы, огранкой периметра ей прядают форму треугольника (фиг.6), или форму четырехугольника (фиг.7), вытянутого четырехугольника 25 (фиг.8), шестиугольника периметра і «л и огранкой двух ее сторон и обточкой третьей стороны, затем формируют изделие путем расположения полученных пластин-вставок параллельно (фиг.9), форму бабочки 30 (фиг. 10), отражающими поверхностями относительно друг друга в неоднократном сочетании. $ Полученные пластины-вставки форми руют в ювелирное изделие, располагая на 35 расстоянии 0,6-1,0 мм параллельно отража ющими поверхностями относительно друг друга в неоднократном сочетании и фикси руя на расстоянии 0,6 мм (фиг. 16,17) с целью усиления дисперсионного эффекта. 40 Схема усиления дисперсионного эффекта (фиг.21) составлена по формуле 45 где і - угол падения луча белого света на поверхность вставки; г - угол преломления луча света в алма зе; 1 * 50 N-2,402 - показатель преломления для лучей красного цоета; N-2,465 - показатель преломления для лучей фиолетового цвета. Луч белого света, попадая на пластику 55 А1, преломляется и разлагается на составляющие цвета. Разложение белого света, выходящего из пластины А1 и попадающего на пластину А2, усиливается за счет повторного преломления. Еще большее усиление разложения света происходит в пластине A3. Луч белого света, попадая перпендикулярно на поверхность алмазной пластины, проходит неоднократно через пластины и выходит разложенным иа составляющие от красного до фиолетового цоета. Неоднократное сочетание алмазных пластин усиливает дисперсионный эффект. П р и м е р 2. Для изготовления ювелирного изделия в виде подвесок используют алмазную пластину треугольной формы со сбитыми двумя углами толщиной 0,8 мм, весом 0,10 карат (фиг. 1,2). В верхней части пластины высверливают отверстие лучом лазера (фиг.З). Шлифуют и полируют противоположные пластины с перекосом к плоскости рабочей поверхности ограночного диска под углом 5 гр. (фиг.4,5). С учетом особенностей выбранной алмазной пластины в целях рационального использования алмазного сырья ей придают форму сердцевидную (фиг.11) иди двухдуговую (фиг.12), трехдуговую (фиг.13), форму рыбки (фиг. 14) обточкой периметра. Полученные алмазные пластины-вставки через отверстия располагают параллельно отра жаю щими п оверхн остями в неоднократном сочетании на расстоянии друг от друга 0,8 мм (фиг. 18,19,20). Пр и м е р 3. Для изготовления ювелирного изделия в виде подвесок используют алмазную пластину треугольной формы со сбитыми углами толщиной 0,9 мм, весом 0,15 карат (фиг. 1,2). Высверливают отверстие лучом лазера (фиг.З). Шлифуют и полируют противоположные плоскости пластин с перекосом к плоскости рабочей поверхности ограночного диска под углом 6 гр. (фиг.4,5). С учетом особенностей выбранной пластины ей придают каплевидную форму (фиг. 15) огранкой двух ее сторон и обточкой третьей стороны. Полученные ювелирные вставки через отверстия располагают в неоднократном сочетании отражающими поверхностями параллельно относительно друг друга на расстоянии 0,9 мм. Предложенный способ позволяет использовать алмазное сырье низких качественных характеристик для изготооления ювелирных изделий по упрощенной технологии с низкой трудоемкостью. £/ ' у гпф « ----"___ ' - -------— Т х 6 ігоеі £ гп Ф \ 13027 К Ф Ф К А{ ML А 5 ус ср Упорядник Замовлення 4095 Техред М.Моргентал К Ф Фи г Коректор Л. Ф1ль Тираж Підписне Державне па тентне ві домство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing jewelry
Автори англійськоюTravin Viacheslav Mykolaiovych, Isaienko Leonid Oleksiiovych
Назва патенту російськоюСпособ производства ювелирных изделий
Автори російськоюТравин Вячеслав Николаевич, Исаенко Леонид Алексеевич
МПК / Мітки
МПК: A44C 17/00
Мітки: виготовлення, виробів, ювелірних, спосіб
Код посилання
<a href="https://ua.patents.su/4-13027-sposib-vigotovlennya-yuvelirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ювелірних виробів</a>
Спосіб виготовлення алмазних вставок
Номер патенту: 2398
Опубліковано: 26.12.1994
Автори: Ісаєнко Леонід Олексійович, Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: виготовлення, спосіб, вставок, алмазних
Формула / Реферат:
Способ изготовления алмазных вставок, включающий шлифование площадки, придание формы, огранку верха и низа, отличающийся тем, что, с целью использования производственных отходов алмазного сырья в виде пластин толщиной 0,6—0,9 мм, придание формы придают огранкой или обдиркой ее периметра, огранку низа производят гранями с углом наклона 15—20° с бриллиантировкой клиньями по ребрам, а огранку верха производят в виде площадки или таблицы с...
Вогнетривка суміш для ливарних форм ювелірних виробів
Номер патенту: 1906
Опубліковано: 20.12.1994
Автори: Литвиненко Дмитро Мартинович, Плющ Віктор Григорович, Воловик Валерій Володимирович, Єрмоленко Юрій Іванович, Купряков Ювеналій Прокопович, Шелюх Олег Олексійович, Мартиненко Сергій Анатолієвич
МПК: B22C 1/00
Мітки: форм, вогнетривка, виробів, ювелірних, ливарних, суміш
Формула / Реферат:
Огнеупорная смесь для литейных форм ювелирных изделий, содержащая высококремнеземистый наполнитель, нормально- и быстротвердеющий гипс, воду, отличающаяся тем, что, в качестве высококремнеземистого наполнителя смесь содержит термообработанный при 1500...1550°С кварцевый песок при следующем соотношении ингредиентов, в мас. %: Кварцевый песок, термообработанный при 1500...1550°С 54,88...64,10 ...
Спосіб виготовлення ячеісто-бетонних виробів
Номер патенту: 2960
Опубліковано: 26.12.1994
Автори: Аранович Михайло Леонідович, Борю Юрій Зинов'євич, Нікулін Лев Ісаакович, Лихопуд Олександр Прокопович
МПК: B28B 1/50
Мітки: виготовлення, спосіб, ячеісто-бетонних, виробів
Формула / Реферат:
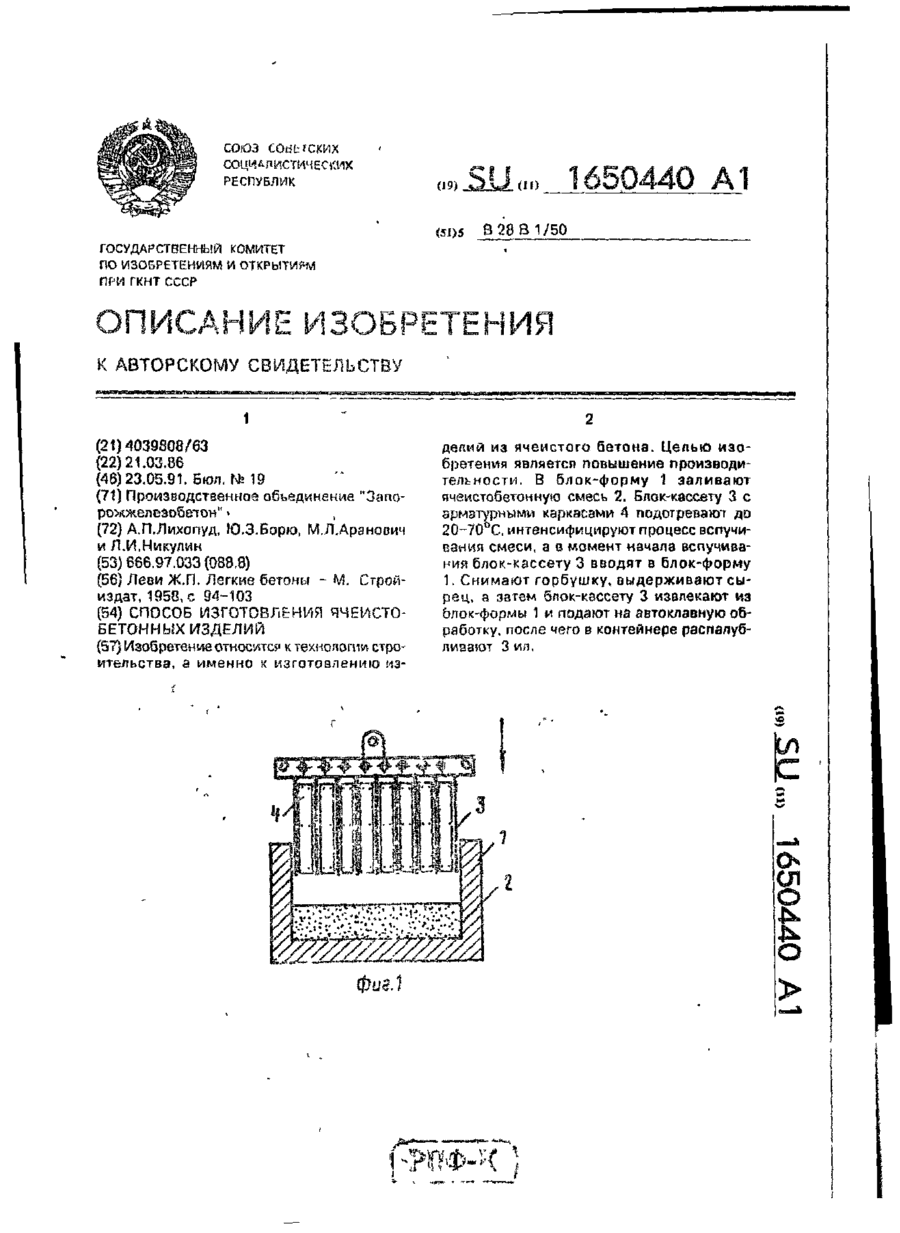
Способ изготовления ячеисто-бетонных изделий, включающий введение в форму арматуры, блока перегородок, заливку смеси и интенсификацию ее вспучивания, термообработку сырца и извлечение изделий из формы, отличающийся тем, что, с целью повышения производительности, арматуру закрепляют в блоке перегородок, вводят его в форму после заливки смеси перед интенсификацией вспучивания, после набора сырцом пластической прочности извлекают блок...
Спосіб виготовлення діамантів фантазійної форми
Номер патенту: 1797
Опубліковано: 25.10.1994
Автори: Барабанов Василь Семенович, Ісаєнко Леонід Олексійович, Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: фантазійної, спосіб, форми, діамантів, виготовлення
Формула / Реферат:
Способ изготовления бриллианта фан-тазийной формы, включающий ориентацию будущего бриллианта площадкой в плоской стеке октаэдра алмаза, шлифование площадки, обработку руйдиста и огранку нижней и верхней частей бриллианта, отличающийся тем, что, с целью повышения эффективности обработки монокристалла алмаза формы двойного усеченного тетраэдра, обработку рундиста осуществляют последовательной обточкой равными радиусами вокруг трех осей,...
Спосіб виготовлення виробів із силікатних розплавів
Номер патенту: 7127
Опубліковано: 30.06.1995
Автори: Зубанов Віталій Тимофійович, Кілесо Віктор Володимирович, Ермаков Віктор Васильович, Вагін Віктор Васильович, Матвіенко Володимир Олександрович, Урчукін Віктор Григорович, Невідомський Володимир Олексійович
МПК: B28B 1/00
Мітки: розплавів, виробів, силікатних, виготовлення, спосіб
Формула / Реферат:
Способ изготовления изделий из силикатных расплавов, включающий заливку расплава в литейную форму, выдержку, извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью экономии энергоресурсов, уменьшения стоимости и повышения качества изделий, заливку расплава, кристаллизацию и отжиг отливки производят в теплоизолированной форме многократного использования, изготовленной из материала с коэффициентом тепловой...
Попередній патент: Гідравлічна пресова установка
Наступний патент: Механізм затиску рулона при розмотуванні
Випадковий патент: Підвісний пристрій для плоского каната