Спосіб хіміко-термічної обробки інструменту
Номер патенту: 14388
Опубліковано: 25.04.1997
Автори: Андреєв Анатолій Афанасійович, Ломіно Микола Степанович, Аксенов Іван Іванович, Ступак Римма Іванівна, Овчаренко Валерій Давидович, Хороших Володимир Максимович, Гаврилко Ігор Васильович, Шелохаєв Володимир Іванович, Григор'єв Сергій Миколайович, Саблєв Леонід Павлович
Формула / Реферат
Способ химико-термической обработки инструмента, включающий нанесение методом конденсационно-ионной бомбардировки на обрабатываемое изделие нитрида титана и азотирование в плазме газового вакуумно-дугового разряда между обрабатываемым изделием - анодом и дополнительным катодом, отличающийся тем, что, с целью повышения эксплуатационной стойкости обработанного инструмента, азотирование и нанесение нитрида титана производят в одном реакционном объеме, причем азотирование проводят при давлении не ниже 6,65 Па, а нанесение нитрида титана - при 10-1-10° Па.
Текст
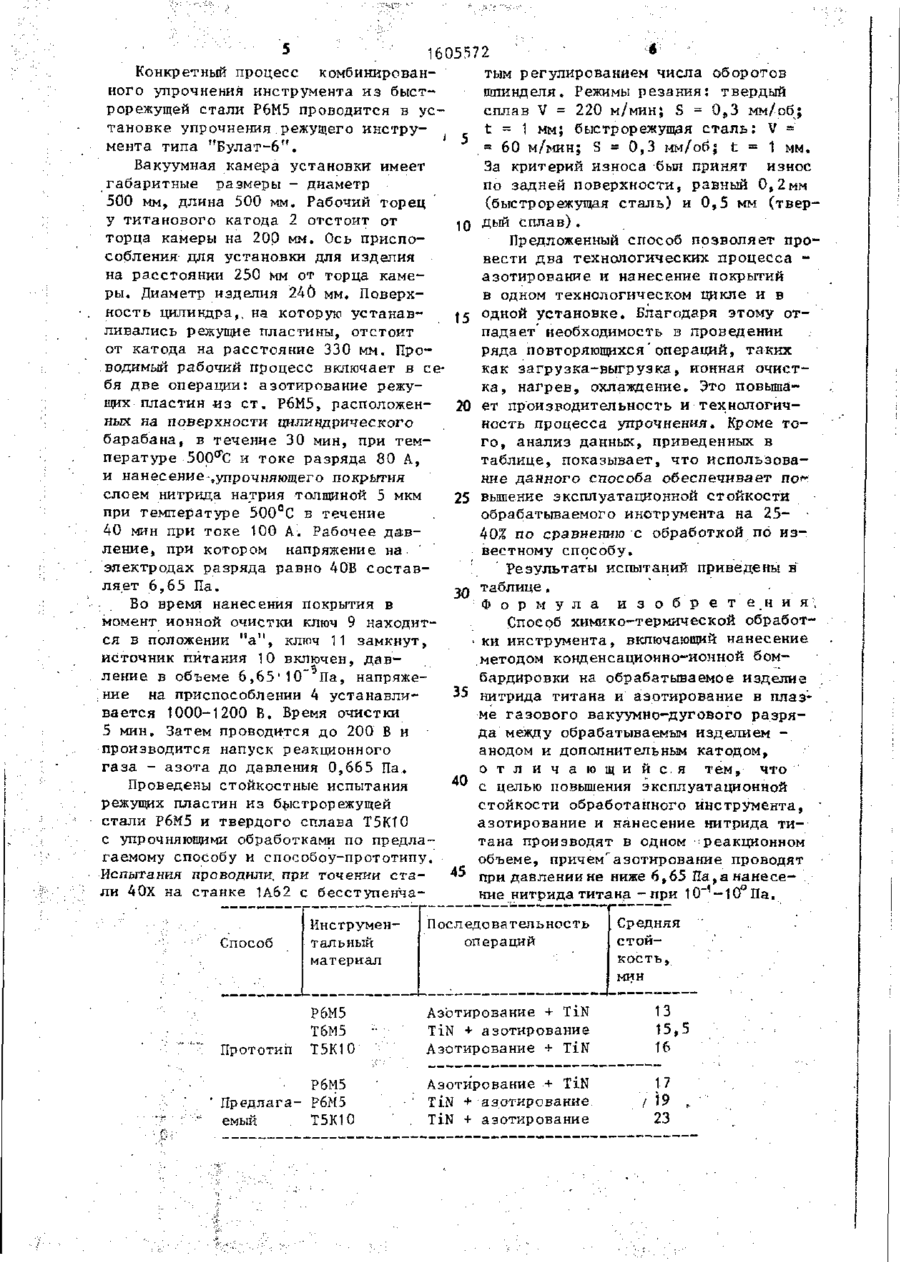
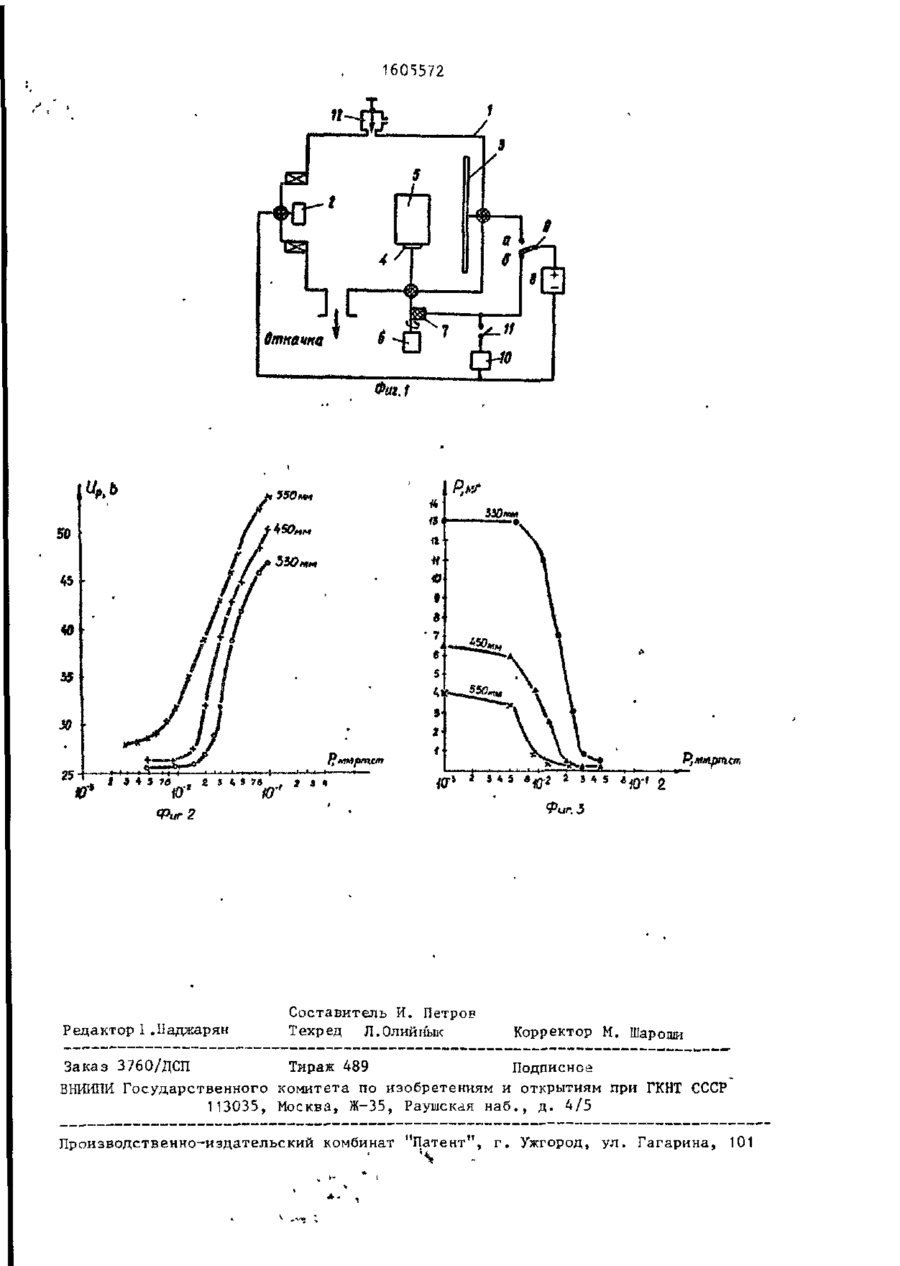
Изобретение относится к области металлургии, в частности химико-термической обработке с использованием метода ' конденсационно-ионной бомбардировки (КИБ), и может быть и с пользовано в машиностроении для поверхностного упрочнения металлорежущего инструмента, изготовленного Изобретение относится к области металлургии, в частности химико-термической обработке с использованием метода конденсационно-ионной бомбардировки (КИБ), и может быть использовано в машиностроении для поверхностного упрочнения металлорежущего инструмента, изготовленного из быстрорежущих сталей. Ц^ль изобретения - повышение эксплуатационной стойкости обработанного инструмента, На фиг.1 показана схема осущест вления предлагаемого способа; на фиг.2 - приведен граЛик завигимос47-90 / из быстрорежущих с т а л е й . Цель - п о вышение эксплуатационной стойкости обработанного инструмента. Способ химико-термической обработки и н с т румента включает стадии нанесения нитрида титана при 1 0 ~ f - 10° Па и азотирования при давлении не ниже 6,65 Па, при этом азотирование и нанесение покрытия и з нитрида титана производят в одном реакционном объеме. Использование данного с п о соба позволяет провести два т е х н о логических "процесса - азотирование и нанесение нитрида титана - в одном технологическом цикле и в одной установке, а также обеспечивает повышение эксплуатационной стойкости обработанного инструмента на 25-40% по сравнению с обработкой по известному способу. 3 и л . , 1 табл. ти напряжения на электродах разряда от давления азота, анод установлен на расстоянии от катода а) 330 мм, б) 450 мм, в) 550 мм; на фиг.З график зависимости массы титана, сконденсированного на образцах, от давления азота, образцы установлены на расстоянии от катода а) 330 мм, б) 450 мм, в) 550 мм. В вакуумной камере Т расположены катод 2 электродугового испарителя металлов и электрод 3, являющийся анодом. Приспособление 4 для установки изделий 5 имеет возможность вращения вокруг оси от двигателя 6. (Л С О ел І6О5572 от расстояния катода до обрабатываемого изделия осаждение массы металла на изделие практически ничтожно„ Сущность способа заключается в возможности использования газовой мишени, дпя защиты азтируемого объекта от паров металла. При этом для з а являемого способа совершенно не имеет значения, в какой последовательности проводятся операции азотирования и нанесения покрытий. Оба эти метода (азотирование + покрытие и покрытие + азотирование) применяются в технологии и имеют свои достоинства и недостатки. К приспособлению через подвижный контакт 7 подводится токоподвод. Регулируемый источник 8 питания вакуумно-дугового разряда через ключ 9 положительным полюсом может подсоединяться либо к подвижному контакту 7, либо- к аноду 3 . Источник питания 10 своим отрицательным полюсом через ключ 11 соединен с подвижным контактом 7. Подача реактивного газа в установку осуществляется через игольчатый натекатель 12. Способ осуществляется следующим образом. Изделие 5 устанавливается в вакуумную камеру 1, вакуумная камера откачивается, в нее производится напуск азота и возбуждается вакуумнодуговой разряд между изделием 5 (анодом и катодом). Источник 8 ключом 9 в положении " б " подсоединен к приспособлению 4 для установки изделий. Давление в рабочем объеме устанавливается не менее 6,65 КПа, при напряжении на электродах не менее 40 В. Когда температура изделия в результате электронного нагрева достигает рабочей (для инструмента из с т . Р6М5 500-5-50°С) регулятор температуры переводит ключ 9 в положение " а " , подсоединяй источник 8 • к электроду 3. При этом нагрев изделия прекращается, но оно находится в области активной газовой плазмы, и интенсивность процесса азотирования не уменьшается. Регулирование температуры производит-* ся поочередным переключением ключа 9 из- положения " а " в "б" с помощью термопары и регулятора температуры. При азотировании поддерживается напряжение на электродах разряда не менее 40 В при давлении азота не менее *6,65 Па.гПосле окончания процесса азотирования натекатель 12 отключается, давление в вакуумной камере снижается до уровня 1О*-эПа, ключ 9 переводятся в положение " а " , включается источник питания 10 и замыкается ключ 11. При этом происходят бомбардировка поверхности ионами титана и ее ионное травление. Через 5-10 мин ионное травление прекращается, в вакуумную камеру напускается азот до давления 1 0 " ' - 1 Па и производится осаждение на азотированную поверхность покрытия из нитрида титана. Как- следует из графиков на фиг.2 и 3 при напряжении 40В вне зависимости 2Q25 30 35 40 45 В известном способе, реализующем процесс азотирования в плазме вакуумно-дугового разряда, металлическая плазма задерживается на оптически непрозрачной перегородке, расположенной между катодом и изделием. При наличии перегородки испаритель нельзя t использовать для нанесения покрытий. В предлагаемом способе роль перегородки между изделием и катодом берет на себя г а з , находящийся при определенном давлении^ Катод генерирует струи металлической плазмы, ионный компонент которой имеет энергию в несколько десятков электронвольт. При движении от поверхности катода ионы газа претерпевают соударения с молекулами газа и постепенно теряют свою энергию , что проявляется в уменьшении направленной скорости. Поскольку положение изделия в установке зафиксировано относительно катода, то необходимо подобрать такое давление г а з а , чтобы поток ионов полностью затормозился в пространстве между катодом и изделием. Мерой такого давления может служить напряжение между электродами вакуумно-дугового разряда, возбуждаемого между катодом и изделием. Протекание электрического тока между анодом и катодом в вакуумнодуговом разряде обеспечивается электронами металлической и газовой плаз50 мы. При увеличении давления реактивного г а з а , когда толщина газовой мишени nL (n - концентрация, L - продольные размеры) становится достаточной, происходит эффективное ряссея55 ние ионноїо компонента плазменного потока. Изобретение иллюстрируется следующими примерами. 1605572 Конкретный процесс комбинировантым регулированием числа оборотов ного упрочнения инструмента из быстшпинделя. Режимы резания: твердый рорежущей стали Р6М5 проводится в уссплав V = 220 м/мин; S = 0,3 мм/об; тановке упрочнения режущего инструt = 1 мм; быстрорежущая сталь: V = мента типа "Булат-6". = 60 м/мин; S = 0,3 мм/об; t = 1 мм. За критерий износа был принят износ Вакуумная камера установки имеет габаритные размеры - диаметр по задней поверхности, равный 0,2мм 500 мм, длина 500 мм. Рабочий торец (быстрорежущая сталь) и 0,5 мм (тверу титанового катода 2 отстоит от дый сплав). 10 торца камеры на 200 мм. Ось приспоПредложенный способ позволяет прособления для установки для изделия вести два технологических процесса на расстоянии 250 мм от торца камеазотирование и нанесение покрытий ры. Диаметр изделия 240 мм. Поверхв одном технологическом цикле и в ность цилиндра,, на которую устанаводной установке. Благодаря этому от15 ливались режущие пластины, отстоит падает необходимость в проведении от катода на расстояние 330 мм. Проряда повторяющихся'операций, таких водимый рабочий процесс включает в секак загрузка-выгрузка, ионная очистбя две операции: азотирование режука , нагрев, охлаждение. Это повышащих пластин -из с т . Р6М5, расположен20 ет производительность и технологичных на поверхности цилиндрического ность процесса упрочнения. Кроме тобарабана, в течение 30 мин, при темff го, анализ данных, приведенных в пературе 500 C и токе разряда 80 А, таблице, показывает, что использоваи нанесение ^упрочняющего покрытия слоем нитрида натрия толщиной 5 мкм при температуре 500°С в течение 40 мин при токе 100 А. Рабочее давление» при котором напряжение на. ' ' электродах разряда равно 40Б составляет 6,65 Па. ние данного способа обеспечивает по** 25 вышение эксплуатационной стойкости 30 Во время нанесения покрытия в момент ионной очистки ключ 9 находится в положении " а " , ключ 11 замкнут, источник питания 10 включен, д а в ление в объеме 6,65"10" Па, напряжение на приспособлении 4 устанавли35 вается 1000-1200 В. Время очистки 5 мин. Затем проводится до 200 В и производится напуск реакционного газа - азота до давления 0,665 Па. Проведены стойкостные испытания 40 режущих пластин из быстрорежущей стали Р6М5 и твердого сплава Т5КТ0 с упрочняющими обработками по предлагаемому способу и способоу-прототипу. Испытания проводили, при точении ста- 45 ли 40Х на станке 1А62 с бесступенчаСпособ Инструментальный материал обрабатываемого инструмента на 2540% по сравнению с обработкой по известному способу. Результаты испытаний приведены в таблице, Ф о р м ула и з о б р е т е н и я ; Способ химико-термической обработки инструмента, включающий нанесение методом конденсационно-ионной бомбардировки на обрабатываемое изделие нитрида титана и азотирование в плазме газового вакуумно-дугового разряда между обрабатываемым изделием анодом и дополнительным катодом, о т л и ч а ю щ и й с . я тем, что с целью повышения эксплуатационной стойкости обработанного инструмента, азотирование и нанесение нитрида титана производят в одном реакционном объеме, причем'азотирование проводят при давлении не ниже 6,65 Uat а нанесение нитрида титана -при 10~'-Ю°Па. Последовательность операции Средняя стойкость, мин Ірототип Р6М5 Т6М5 Т5К10 Р6М5 Предлага- F 6 M 5 Т5К10 емый Азотирование + TiN TiN + азотирование Азотирование + TiN 13 Азотирование + TiN + азотирование TiN + азотирование 17 15,5 16 . • • TiN 23 1605572 8 Фаг.1 ЙҐ * * ' Редактор 1 .Наджарян Составитель И. Петров Техред Л.Олийнык Корректор М. Шароши Заказ 3760/ДСП Тираж 489 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г . Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for thermochemical treatment of tools
Автори англійськоюAksenov Ivan Ivanovych, Andreiev Anatolii Afanasiiovych, Havrylko Ihor Vasyliovych, Hryhoriev Serhii Mykolaiovych, Lomyno Mykola Stepanovych, Ovcharenko Valerii Davydovych, Sabliev Leonid Pavlovych, Stupak Rymma Ivanivna, Khoroshykh Volodymyr Maksymovych, Shelokhaiev Volodymyr Ivanovych
Назва патенту російськоюСпособ химико-термической обработки інструмента
Автори російськоюАксенов Иван Иванович, Андреев Анатолий Афанасьевич, Гаврилко Игорь Васильевич, Григоръев Сергей Николаевич, Ломино Николай Степанович, Овчаренко Валерий Давидович, Саблев Леонид Павлович, Ступак Римма Ивановна, Хороших Владимир Максимович, Шелохаев Владимир Иванович
МПК / Мітки
МПК: C23C 12/00
Мітки: інструменту, обробки, хіміко-термічної, спосіб
Код посилання
<a href="https://ua.patents.su/4-14388-sposib-khimiko-termichno-obrobki-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки інструменту</a>
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Григор'єв Сергій Миколайович, Верещака Анатолій Степанович, Андреєв Анатолій Афанасійович, Ступак Римма Іванівна, Саблєв Леонід Павлович
МПК: C23C 8/00
Мітки: спосіб, обробки, інструменту, хіміко-термічної
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Пристрій для хіміко-термічної обробки
Номер патенту: 14387
Опубліковано: 25.04.1997
Автори: Шелохаєв Володимир Іванович, Ступак Римма Іванівна, Андреєв Анатолій Афанасійович, Саблєв Леонід Павлович
МПК: C23C 14/32
Мітки: хіміко-термічної, обробки, пристрій
Формула / Реферат:
Устройство для химико-термической обработки преимущественно полых изделий, содержащее вакуумную камеру с размещенными в ней катодом электродугового испарителя, анодом, оптически непрозрачным экраном, держателем изделий, источник питания вакуумного дугового разряда и источник напряжения смещения, отличающееся тем, что, с целью повышения качества обработки внутренних поверхностей изделий, оно снабжено токовым реле, один из выводов которого...
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8620
Опубліковано: 30.09.1996
Автори: Падалка Валентин Глібович, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Ступак Римма Іванівна, Бубнов Ігор Васильович, Андреєв Анатолій Афанасійович
МПК: C23C 14/48
Мітки: виробів, спосіб, обробки, хіміко-термічної
Формула / Реферат:
Способ химико-термической обработки изделий, включающий создание плазмы реакционного газа зажиганием газового разряда в рабочем объеме путем подачи напряжения на электроды, и изделие при пониженном давлении реакционного газа и нагрев изделия за счет бомбардировки его поверхности заряженными частицами, отличающийся тем, что, с целью повышения износостойкости поверхности обрабатываемых изделий за счет уменьшения энергии заряженных частиц,...
Спосіб хіміко-термічної обробки виробів

Номер патенту: 8625
Опубліковано: 30.09.1996
Автори: Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Верещака Анатолій Степанович, Ступак Римма Іванівна, Саблєв Леонід Павлович, Чикрижов Олександр Михайлович, Савостіков Олександр Іванович, Бубнов Ігор Васильович
МПК: C23C 14/48
Мітки: обробки, хіміко-термічної, виробів, спосіб
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного вакуумно-дугового разряда в атмосфере реакционного газа, нагрев изделий и их выдержку в плазме разряда при отрицательном потенциале на поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, выдержку осуществляют при плавающем потенциале на поверхности обрабатываемых изделий, причем в процессе выдержки осуществляют дополнительный...
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Ступак Римма Іванівна
МПК: C23C 14/48
Мітки: спосіб, обробки, хіміко-термічної, виробів
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Попередній патент: Пристрій для хіміко-термічної обробки
Наступний патент: Пристрій для вимірювання тиску
Випадковий патент: Спосіб мокрого магнітного збагачення залізних руд