Спосіб хіміко-термічної обробки виробів
Номер патенту: 8620
Опубліковано: 30.09.1996
Автори: Ступак Римма Іванівна, Падалка Валентин Глібович, Верещака Анатолій Степанович, Бубнов Ігор Васильович, Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович
Формула / Реферат
Способ химико-термической обработки изделий, включающий создание плазмы реакционного газа зажиганием газового разряда в рабочем объеме путем подачи напряжения на электроды, и изделие при пониженном давлении реакционного газа и нагрев изделия за счет бомбардировки его поверхности заряженными частицами, отличающийся тем, что, с целью повышения износостойкости поверхности обрабатываемых изделий за счет уменьшения энергии заряженных частиц, возбуждают автономный вакуумный дуговой разряд в парах материала расходуемого электрода при давлении реакционного газа 1,33•10-2-6,65•10-1 Па и несамостоятельный газовый разряд в плазме реакционного газа путем инжекции электронов из плазмы вакуумного дугового разряда.
Текст
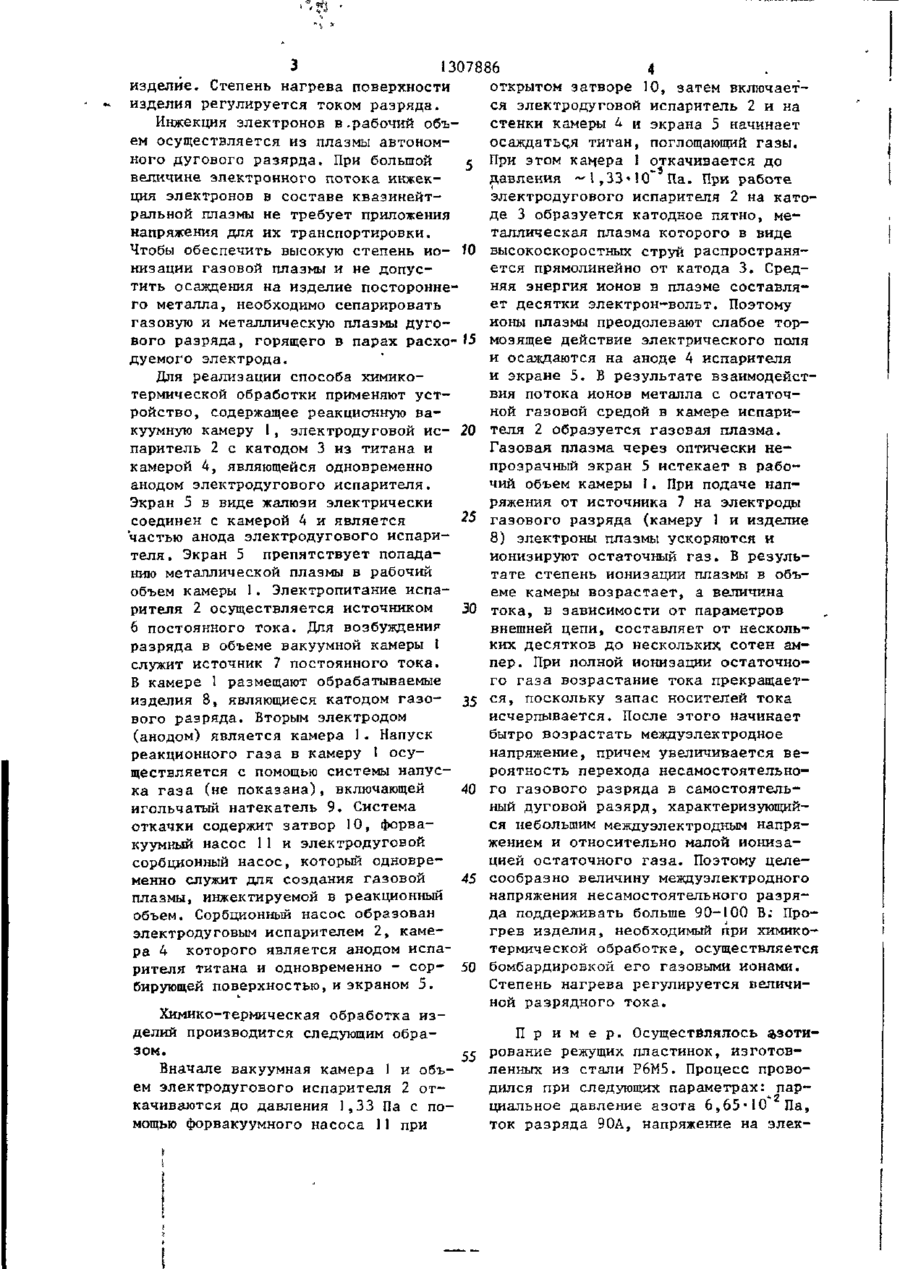
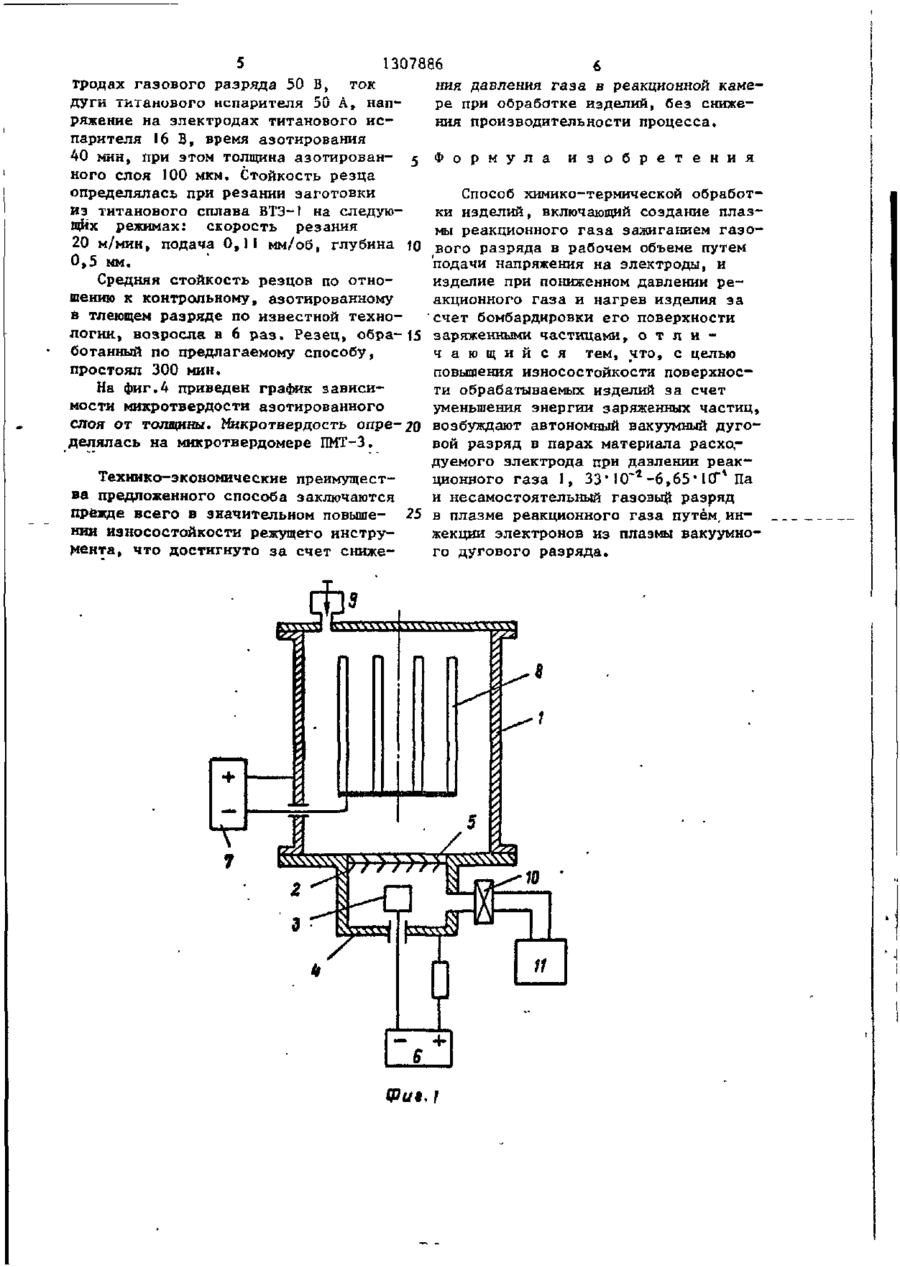
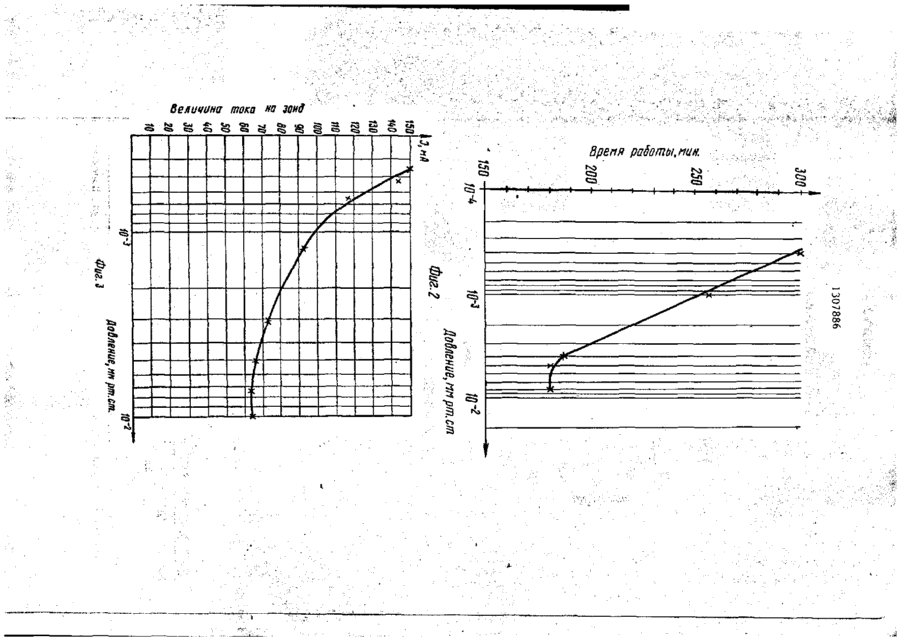
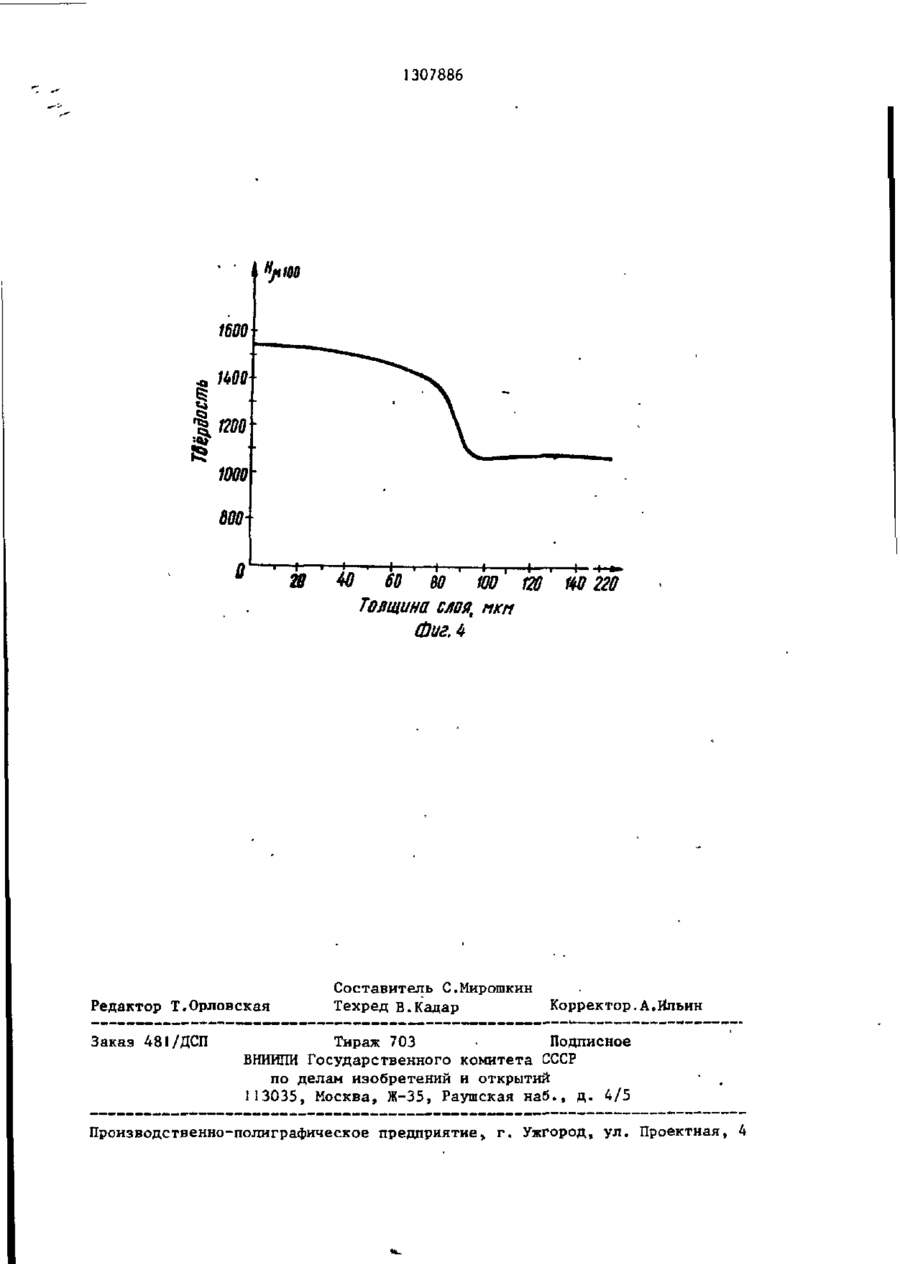
Изобретение относится к способам химико-термической обработки в газовом разряде. Цель - повышение износостойкости поверхности обрабатываемых изделий. Способ химяко-термической обработки реализован в уст ройстве, включающем реакционную вакуумную камеру (ВК) 1, электродуговой испаритель (ЭИ) 2 с катодом 3 из титана и камерой Д. Экран 5 в виде жалюзи электрически соединен с камерой 4 и является частью анода ЭИ 2, Он препятствует попаданию металлической плазмы в рабочий объем ВК 1. Система откачки установки содержит затвор 10, форвакуумний насос 11 и электродуговой сорбционный насос. Цель достигается тем, что автономный вакуумный дуговой разряд (БДР) возбуждают в парах материала расходуемого электрода при давлении реакционного газа 1 ,33'10~z-6,65-10~'Па, а несамостоятельный газовый разряд возбуждают в плазме реакционного газа путем инжекции электронов из плазмы ВДР. Изобретение уменьшает энергию заряженных частиц и может быть использовано в инструментальной промышленности для упрочнения режущего инструмента и деталей машин. 4 ил. 30 1 Изобретение относится к способам ' 6,65*10 'Па, и прикладывая напряжехимико-термической обработки изделий ние между электродами, размещенными в газовом разряде и может быть исв вакуумной камере, вынуждают элекпользовано в инструментальной промыштроны, инжектированные в камеру из ленности для упрочнения режущего инплазмы вакуумной дуги, ускоряться и струмента и деталей машин. ионизировать остаточный газ. При 1 Целью изобретения является повышеэтом количество электронов в разряде ние износостойкости поверхности обралавинообразно возрастает, и в объеме батываемых изделий за счет уменьшевозникает несамостоятельный газовый ния энергии заряженных частиц. разряд, который мгновенно прекращается при прекращении инжекции элекНа фиг.1 показана схема устройсттронов в объем. ва, реализующего способ; на фиг.2 приведен график зависимости износоВ тлеющем разряде (известный спостойкости (времени работы до износа) соб) электроны образуются за счет режущей пластинки из стали Р6М5 при вторичных процессов на катоде (ионобработке титанового сплава ВТ—3—1 электронной эмиссии, фотоэмиссии и (скорость резания 20 м/мин; подача др.), требующих энергий несколько 0,11 мм/об) от давления, при котором сот электрон-вольт. При наличии в производилась химико-термическая обреакционном объеме инжектированных 20 ' него электронов нет необходимости работка пластин (ток разряда 90А, в время обработки 40 мин); на фиг.З в ускорении ионов, поэтому напряжеприведен график зависимости ионного ние на разряде не намного превышает тока на зонд (при разрядном токе потенциал ионизации газа. Поэтому в 90А) от давления; на фиг.А - график разряде с дополнительной инжекцией зависимости микротвердости азотиро- 25 электронов напряжение разряда сосванного слоя от его толщины. тавляет, как правило, не более 100 В. Ввиду высокой эффективности ионизаХимико-термическую обработку поции газа электронным ударом при северхностей изделий осуществляют в чении ионизации, близкой к максимальплазме реакционного газа возбуждениной, степень ионизации плазмы велика ем несамостоятельного низковольтного (об этом свидетельствуют высокие знаразряда.в рабочем объеме инжекцией чения тока разряда - десятки и сотни электронов из плазмы автономного ваампер) и удается ^поддерживать устойкуумного дугового разряда в парах мачивый разряд при низких давлениях: териала расходуемого электрода при 35 1,33-10 -6^65 10" Па. При минимальдавлении реакционного газа 1,33-10 ном принятом давлении (1,33 -10~гПа) 6,65-Ю"1 Па. Несамостоятельный силь-разряд еще стабильно существует, при поточный разряд характеризуется низмаксимальном (6,65-10 ' Па) снижаетким межэлектродным напряжением, ся износостойкость инструмента. Как следовательно, энергия ионов, бомбар40 следует из графика на фиг.2, износодирующих поверхность обрабатываемого стойкость инструмента при давлениях: изделия, на порядок меньше, чем в ниже, чем 6,65;10"' Па начинает возтлеющем самостоятельном разряде. растать. Как следует из графика на Вследствие этого реакционный газ фиг.З, ионный ток также возрастает. (азот) находится в поверхностном 45 Возрастание ионного тока свидетельстслое в состоянии твердого раствора вует об увеличении степени ионизации в железе (о£.-фаза). Указанное фазоплазмы при давлении ниже чем 6,65 . * вое состояние системы Fe-N обладает *10" 1 Па. Можно утверждать,, что повынаибольшей пластичностью и приводит шение износостойкости коррелирует с при повышенной твердости к увеличению износостойкости,, в то время как 50 повышением степени ионизации газовой , плазмы. в высоковольтном тлеющем разряде изза высокоэнергетичных ионов на поПри обработке изделий предложенверхности образуются нитридные фазы, ным способом газовый разряд зажигаобладающие повышенной хрупкостью, 55 єтся между электродами, находящимися снижающей износостойкость. в реакционной камере. Одним из элекИнжектируя плазму малой плотности тродов (с положительным потенциалом) в объем, заполненный реакционным гаявляется стенка вакуумной камеры, зом с парциальным давлением 1,33.-10 отрицательный потенциал подается на 1307886 изделие. Степень нагрева поверхности открытом затворе 10, затем включаетизделия регулируется током разряда. ся электродуговой испаритель 2 и на Инжекция электронов в -рабочий объстенки камеры А и экрана 5 начинает ем осуществляется из плазмы автономосаждаться титан, поглощающий газы. ного дугового разярда. При большой 5 При этом камера 1 откачивается до величине электронного потока инжекдавления ~ 1,33*ю" Па. При работе ция электронов в составе квазинейтэлектродугового испарителя 2 на каторальной плазмы не требует приложения де 3 образуется катодное пятно, менапряжения для их транспортировки. таллическая плазма которого в виде Чтобы обеспечить высокую степень ио- 10 высокоскоростных струй распространянизации газовой плазмы и не допусется прямолинейно от катода 3. Средтить осаждения на изделие посторонненяя энергия ионов в плазме составляго металла, необходимо сепарировать ет десятки электрон-вольт. Поэтому газовую и металлическую плазмы дугоионы плазмы преодолевают слабое торвого разряда, горящего в парах расхо-*5 мозящее действие электрического поля дуемого электрода. и осаждаются на аноде 4 испарителя и экране 5. В результате взаимодейстДля реализации способа химиковия потока ионов металла с остаточтермической обработки применяют устной газовой средой в камере испариройство, содержащее реакционную вакуумную камеру 1, электродуговой ис- 20 теля 2 образуется газовая плазма. Газовая плазма через оптически непаритель 2 с катодом 3 из титана и прозрачный экран 5 истекает в рабокамерой 4, являющейся одновременно чий объем камеры 1. При подаче напанодом электродугового испарителя. ряжения от источника 7 на электроды Экран 5 в виде жалюзи электрически соединен с камерой 4 и является ** газового разряда (камеру 1 и изделие 8) электроны плазмы ускоряются и частью анода электродугового испариионизируют остаточный газ. В результеля. Экран 5 препятствует попадатате степень ионизации плазмы в обънию металлической плазмы в рабочий еме камеры возрастает, а величина объем камеры 1. Электропитание испарителя 2 осуществляется источником 30 тока, в зависимости от параметров внешней цепи, составляет от несколь6 постоянного тока. Для возбуждения ких десятков до нескольких сотен амразряда в объеме вакуумной камеры I пер. При полной ионизации остаточнослужит источник 7 постоянного тока. го газа возрастание тока прекращаетВ камере 1 размещают обрабатываемые изделия 8, являющиеся катодом газо- 35 ся, поскольку запас носителей тока исчерпывается. После этого начинает вого разряда. Вторым электродом бытро возрастать междуэлектродное (анодом) является камера 1. Напуск напряжение, причем увеличивается вереакционного газа в камеру 1 осуроятность перехода несамостоятельноществляется с помощью системы напуска газа (не показана), включающей 40 го газового разряда в самостоятельный дуговой раэярд, характеризующийигольчатый натекатель 9. Система ся небольшим междуэлектродным напряоткачки содержит затвор 10, форважением и относительно малой ионизакуумный насос 11 и электродуговой цией остаточного газа. Поэтому целесорбционный насос, который одновременно служит для создания газовой 45 сообразно величину междуэлектродного напряжения несамостоятельного разряплазмы, инжектируемой в реакционный да поддерживать больше 90-100 В; Прообъем. Сорбционный насос образован грев изделия, необходимый при химикоэлектродуговым испарителем 2, каметермической обработке, осуществляется ра 4 которого является анодом испабомбардировкой его газовыми ионами. рителя титана и одновременно - сор- 50 Степень нагрева регулируется величибирующей поверхностью,и экраном 5. ной разрядного тока. Химико-термическая обработка изделий производится следующим обраП р и м е р. Осуществлялось азотизом, гг рование режущих пластинок, изготовленных из стали Р6М5. Процесс провоВначале вакуумная камера 1 и объдился при следующих параметрах: парем электродугового испарителя 2 отциальное давление азота 6,65*10 Па, качиваются до давления 1,33 Па с поток разряда 90А, напряжение на элекмощью форвакуумного насоса 11 при 1307886 тродах газового разряда 50 В, ток ния давления газа в реакционной камедуги титанового испарителя 50 А, напре при обработке изделий, без снижеряжение на электродах титанового исния производительности процесса. парителя 16 В, время азотирования 40 мин, при этом толщина азотирован- 5 Ф о р м у л а и з о б р е т е н и я ного слоя 100 мкм. Стойкость резца определялась при резании заготовки Способ химико-термической обработиз титанового сплава ВТЗ-1 на следуюки изделий, включающий создание плазщих режимах: скорость резания мы реакционного газа зажиганием газо20 м/мин, подача 0,11 мм/об, глубина 10 вого разряда в рабочем объеме путем 0,5 мм. подачи напряжения на электроды, и Средняя стойкость резцов по отноизделие при пониженном давлении реакционного газа и нагрев изделия за шению к контрольному, азотированному счет бомбардировки его поверхности в тлеющем разряде по известной технологии, возросла в 6 раз. Резец, обра-(5 заряженными частицами, о т л и ботанный по предлагаемому способу, ч а ю щ и и с я тем, что, с целью простоял 300 мин. повышения износостойкости поверхносНа фиг.4 приведен график зависити обрабатываемых изделий за счет мости микротвердости азотированного уменьшения энергии заряженных частиц, слоя от толщины. Микротвердость опре-20 возбуждают автономный вакуумный дугоделялась на микротвердомере ПМТ-3. вой разряд в парах материала расхо,дуемого электрода при давлении реак1 Технико-экономические преимущестционного газа 1, 33* І0"* -6,65 МО" Па ва предложенного способа заключаются и несамостоятельный газовый разряд прежде всего в значительном повыше- 25 в плазме реакционного газа путём, иннии износостойкости режущего инстружекции электронов из плазмы вакуумномента, что достигнуто за счет снижего дугового разряда. + Величина токе на зони ь s К S Є5 S Єі § іto u з =* s^ tu Cf< £ работы, пин. +— «UJ 1—¥ / / і f / 1 CO CO / jr I cm T 1.. І C-» 1307886 1600 ШО і 1000 60040 60 ВО 1—h 100 120 140 220 СЛОЯ, ҐІКМ Фиг. 4 Редактор Т.Орловская !аказ 481/ДСП Составитель С.Мирошкин Техред В.Кадар Корректор.А.Ильин Тираж 703 • Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие» г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thermo-chemical treatment of articles
Автори англійськоюAndreiev Anatolii Afanasiiovych, Bubnov Ihor Vasyliovych, Vereschaka Anatolii Stepanovych, Padalka Valentyn Hlibovych, Sabliev Leonid Pavlovych, Stupak Rymma Ivanivna
Назва патенту російськоюСпособ химико-термической обработки изделий
Автори російськоюАндреев Анатолий Афанасьевич, Бубнов Игорь Васильевич, Верещака Анатолий Степанович, Падалка Валентин Глебович, Саблев Леонид Павлович, Ступак Римма Ивановна
МПК / Мітки
МПК: C23C 14/48
Мітки: спосіб, виробів, хіміко-термічної, обробки
Код посилання
<a href="https://ua.patents.su/6-8620-sposib-khimiko-termichno-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки виробів</a>
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович, Григор'єв Сергій Миколайович, Ступак Римма Іванівна
МПК: C23C 14/48
Мітки: виробів, обробки, хіміко-термічної, спосіб
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Григор'єв Сергій Миколайович, Ступак Римма Іванівна, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович
МПК: C23C 8/00
Мітки: спосіб, хіміко-термічної, обробки, інструменту
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Спосіб хіміко-термічної обробки виробів

Номер патенту: 8625
Опубліковано: 30.09.1996
Автори: Чикрижов Олександр Михайлович, Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович, Савостіков Олександр Іванович, Бубнов Ігор Васильович, Ступак Римма Іванівна, Григор'єв Сергій Миколайович
МПК: C23C 14/48
Мітки: спосіб, хіміко-термічної, виробів, обробки
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного вакуумно-дугового разряда в атмосфере реакционного газа, нагрев изделий и их выдержку в плазме разряда при отрицательном потенциале на поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, выдержку осуществляют при плавающем потенциале на поверхности обрабатываемых изделий, причем в процессе выдержки осуществляют дополнительный...
Спосіб хіміко-термічної обробки металевих виробів
Номер патенту: 5105
Опубліковано: 28.12.1994
Автори: Мазанко Володимир Федорович, Фальченко Віталій Митрофанович, Ворона Сергій Петрович, Поліщук Дмитро Федорович, Тишкевич Віктор Михайлович
МПК: C23C 8/06
Мітки: металевих, виробів, хіміко-термічної, спосіб, обробки
Формула / Реферат:
Способ химико-термической обработки металлических изделий, включающий нагрев до температуры насыщения с использованием насыщающей газообразной среды под импульсным давлением, отличающийся тем, что, с целью интенсификации процесса, нагрев и выдержку проводят в насыщающей среде при ее импульсном сжатии в процессе выдержки до давления 1·103-1,5-103 ''Па с»ери«д« >5-10>иa.
Спосіб хіміко-термічної обробки сталевих деталей
Номер патенту: 6655
Опубліковано: 29.12.1994
Автори: Окара Сергій Володимирович, Пархоменко Володимир Димитрович, Лисенко Олександр Леонідович, Крижановський Михайло Вікторович, Будюк Едуард Димитрович
Мітки: хіміко-термічної, сталевих, деталей, обробки, спосіб
Формула / Реферат:
(57) Способ химико-термической обработки стальных деталей, включающий обработку поверхности струей азотосодержащей плазмы со среднемассовой температурой струи 6000-10000К с последующим охлаждением, отличающийся тем, что обработку осуществляют при скорости истечения плазменной струи 500-700 м/с за несколько термических циклов, причем после первого термического цикла проводят закалку поверхностного слоя детали, а последующие циклы осуществляют...
Попередній патент: П’єзоелектричний керамічний матеріал
Наступний патент: Спосіб видалення рідини з вибою свердловини
Випадковий патент: Спосіб одержання фітопрепаратів зі стабільною рідкокристалічною структурою