Спосіб виготовлення деталей
Номер патенту: 15245
Опубліковано: 15.06.2006
Формула / Реферат
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку розташовують на штампі і об'ємно деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який зближують зі штампом механізмом осьового наближення і переміщують по поверхні заготовки механізмом кочення, який відрізняється тим, що при об'ємному деформуванні фланцевих деталей до початку і протягом об'ємного деформування рухомим пуансоном заготовку притискують до штампа постійним за напрямом вздовж осі штампа фіксуючим зусиллям, яке спрямовують через механізм кочення і рухомий пуансон, який виконаний з крізним центральним отвором, причому фіксуючим зусиллям, з однієї сторони, викликають силу тертя, більшу ніж сила, що змінює положення заготовки на штампі в момент дотику рухомого пуансона до неї, чи сила, що вивертає заготовку з порожнини штампа під час об'ємного деформування рухомим пуансоном, та, з другої сторони, меншу за силу, що викликає додаткові пластичні деформації в заготовці.
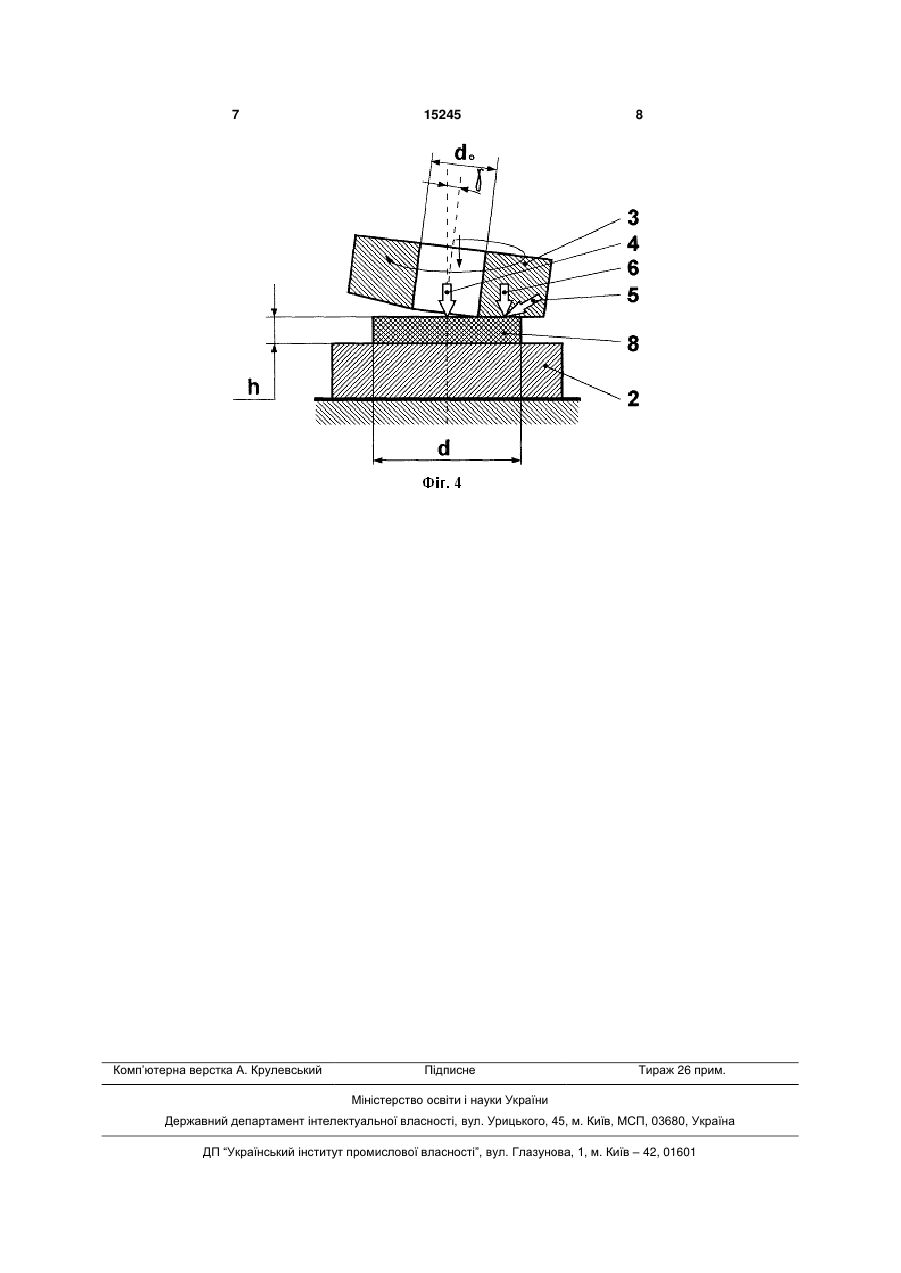
2. Спосіб за п. 1, який відрізняється тим, що при об'ємному деформуванні осадкою відносно тонких заготовок з початковим відношенням діаметра до висоти d/h>6-7 діаметр крізного центрального отвору (do) рухомого пуансона в місці, що виходить на робочу поверхню, обмежують за виразом:
![]() ,
,
де: do - діаметр центрального отвору рухомого пуансона, в місці, що виходить на його робочу поверхню;
d - початковий діаметр заготовки;
![]() - кут нахилу осі рухомого пуансона до осі нерухомого штампа.
- кут нахилу осі рухомого пуансона до осі нерухомого штампа.
Текст
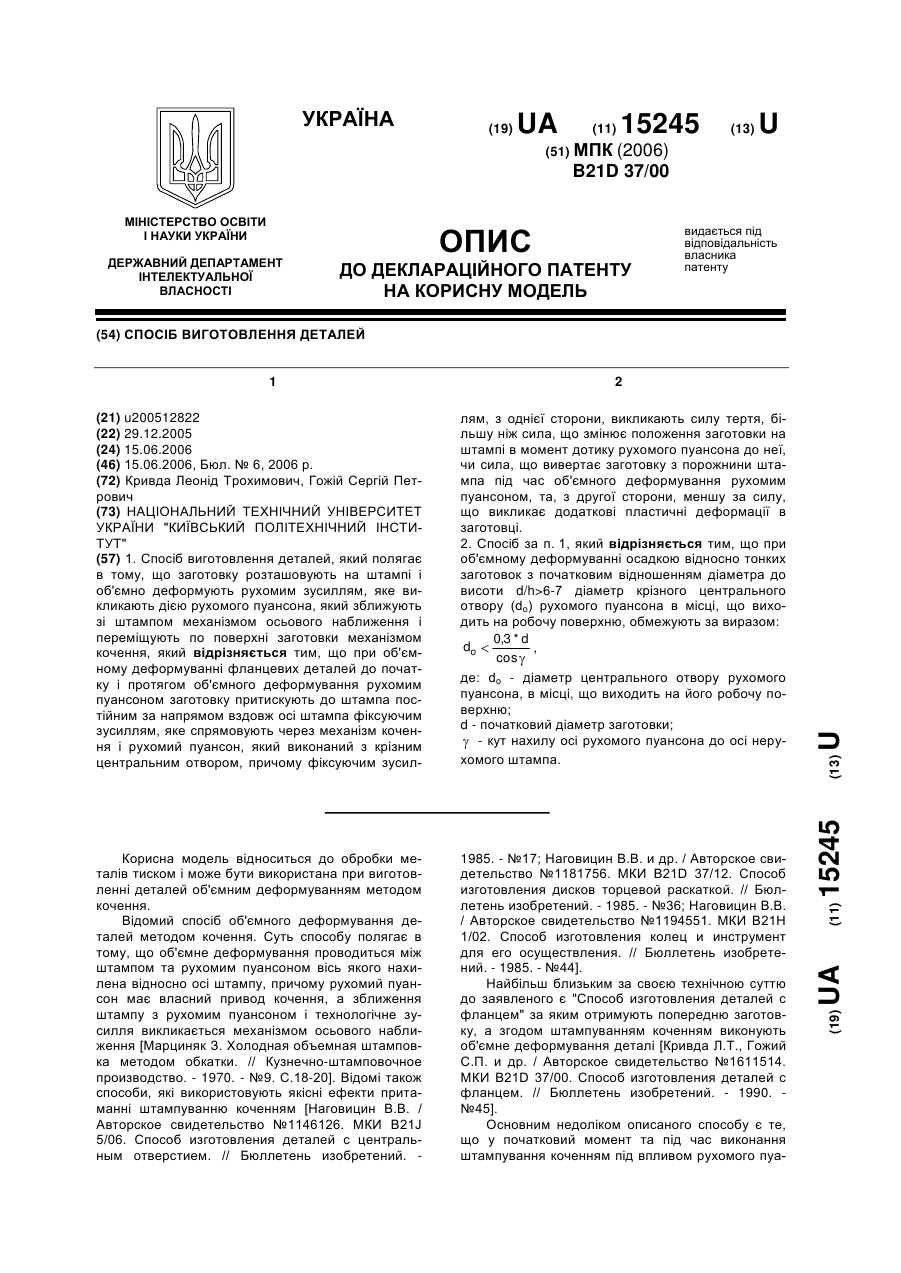
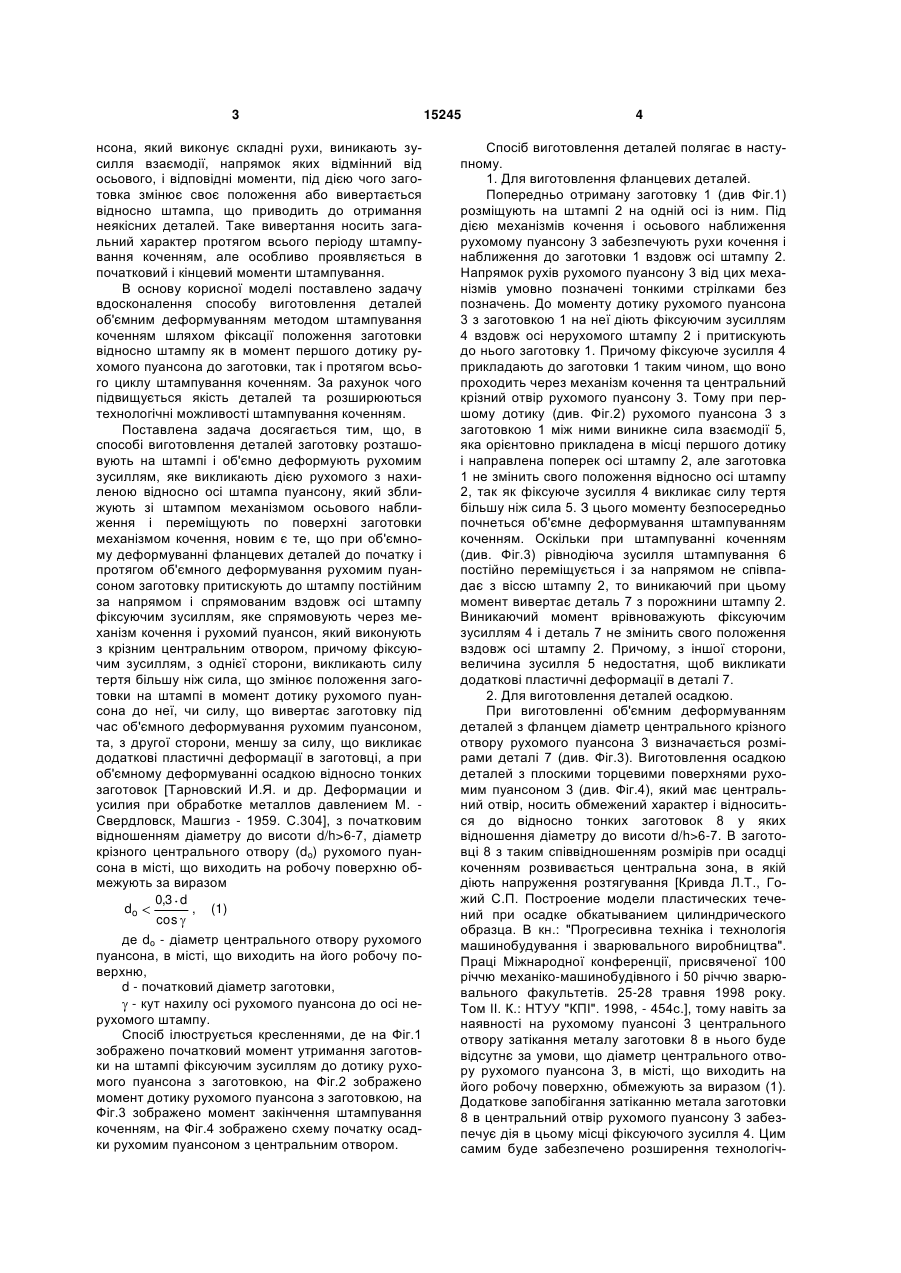
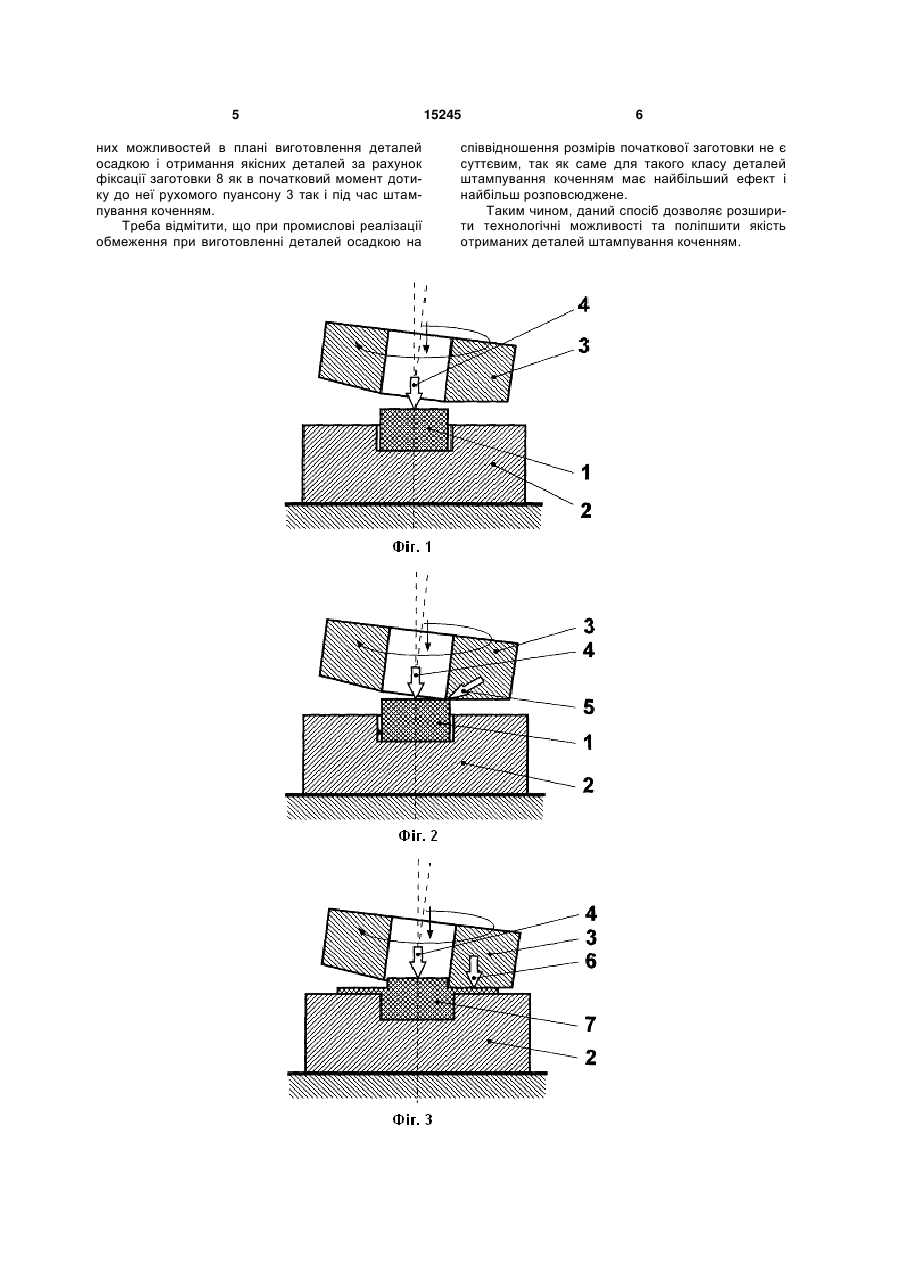
УКРАЇНА (19) UA (11) 15245 (13) U (51) МПК (2006) B21D 37/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) СПОСІБ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ 1 2 (13) 15245 (11) 1985. - №17; Наговицин В.В. и др. / Авторское свидетельство №1181756. МКИ В21D 37/12. Способ изготовления дисков торцевой раскаткой. // Бюллетень изобретений. - 1985. - №36; Наговицин В.В. / Авторское свидетельство №1194551. МКИ В21Н 1/02. Способ изготовления колец и инструмент для его осуществления. // Бюллетень изобретений. - 1985. - №44]. Найбільш близьким за своєю технічною суттю до заявленого є "Способ изготовления деталей с фланцем" за яким отримують попередню заготовку, а згодом штампуванням коченням виконують об'ємне деформування деталі [Кривда Л.Т., Гожий С.П. и др. / Авторское свидетельство №1611514. МКИ В21D 37/00. Способ изготовления деталей с фланцем. // Бюллетень изобретений. - 1990. №45]. Основним недоліком описаного способу є те, що у початковий момент та під час виконання штампування коченням під впливом рухомого пуа UA Корисна модель відноситься до обробки металів тиском і може бути використана при виготовленні деталей об'ємним деформуванням методом кочення. Відомий спосіб об'ємного деформування деталей методом кочення. Суть способу полягає в тому, що об'ємне деформування проводиться між штампом та рухомим пуансоном вісь якого нахилена відносно осі штампу, причому рухомий пуансон має власний привод кочення, а зближення штампу з рухомим пуансоном і технологічне зусилля викликається механізмом осьового наближення [Марциняк З. Холодная объемная штамповка методом обкатки. // Кузнечно-штамповочное производство. - 1970. - №9. С.18-20]. Відомі також способи, які використовують якісні ефекти притаманні штампуванню коченням [Наговицин В.В. / Авторское свидетельство №1146126. МКИ В21J 5/06. Способ изготовления деталей с центральным отверстием. // Бюллетень изобретений. де: do - діаметр центрального отвору рухомого пуансона, в місці, що виходить на його робочу поверхню; d - початковий діаметр заготовки; - кут нахилу осі рухомого пуансона до осі нерухомого штампа. U лям, з однієї сторони, викликають силу тертя, більшу ніж сила, що змінює положення заготовки на штампі в момент дотику рухомого пуансона до неї, чи сила, що вивертає заготовку з порожнини штампа під час об'ємного деформування рухомим пуансоном, та, з другої сторони, меншу за силу, що викликає додаткові пластичні деформації в заготовці. 2. Спосіб за п. 1, який відрізняється тим, що при об'ємному деформуванні осадкою відносно тонких заготовок з початковим відношенням діаметра до висоти d/h>6-7 діаметр крізного центрального отвору (do) рухомого пуансона в місці, що виходить на робочу поверхню, обмежують за виразом: 0,3 * d do , cos (19) (21) u200512822 (22) 29.12.2005 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Кривда Леонід Трохимович, Гожій Сергій Петрович (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" (57) 1. Спосіб виготовлення деталей, який полягає в тому, що заготовку розташовують на штампі і об'ємно деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який зближують зі штампом механізмом осьового наближення і переміщують по поверхні заготовки механізмом кочення, який відрізняється тим, що при об'ємному деформуванні фланцевих деталей до початку і протягом об'ємного деформування рухомим пуансоном заготовку притискують до штампа постійним за напрямом вздовж осі штампа фіксуючим зусиллям, яке спрямовують через механізм кочення і рухомий пуансон, який виконаний з крізним центральним отвором, причому фіксуючим зусил 3 нсона, який виконує складні рухи, виникають зусилля взаємодії, напрямок яких відмінний від осьового, і відповідні моменти, під дією чого заготовка змінює своє положення або вивертається відносно штампа, що приводить до отримання неякісних деталей. Таке вивертання носить загальний характер протягом всього періоду штампування коченням, але особливо проявляється в початковий і кінцевий моменти штампування. В основу корисної моделі поставлено задачу вдосконалення способу виготовлення деталей об'ємним деформуванням методом штампування коченням шляхом фіксації положення заготовки відносно штампу як в момент першого дотику рухомого пуансона до заготовки, так і протягом всього циклу штампування коченням. За рахунок чого підвищується якість деталей та розширюються технологічні можливості штампування коченням. Поставлена задача досягається тим, що, в способі виготовлення деталей заготовку розташовують на штампі і об'ємно деформують рухомим зусиллям, яке викликають дією рухомого з нахиленою відносно осі штампа пуансону, який зближують зі штампом механізмом осьового наближення і переміщують по поверхні заготовки механізмом кочення, новим є те, що при об'ємному деформуванні фланцевих деталей до початку і протягом об'ємного деформування рухомим пуансоном заготовку притискують до штампу постійним за напрямом і спрямованим вздовж осі штампу фіксуючим зусиллям, яке спрямовують через механізм кочення і рухомий пуансон, який виконують з крізним центральним отвором, причому фіксуючим зусиллям, з однієї сторони, викликають силу тертя більшу ніж сила, що змінює положення заготовки на штампі в момент дотику рухомого пуансона до неї, чи силу, що вивертає заготовку під час об'ємного деформування рухомим пуансоном, та, з другої сторони, меншу за силу, що викликає додаткові пластичні деформації в заготовці, а при об'ємному деформуванні осадкою відносно тонких заготовок [Тарновский И.Я. и др. Деформации и усилия при обработке металлов давлением М. Свердловск, Машгиз - 1959. С.304], з початковим відношенням діаметру до висоти d/h>6-7, діаметр крізного центрального отвору (do) рухомого пуансона в місті, що виходить на робочу поверхню обмежують за виразом 0,3 d do , (1) cos де do - діаметр центрального отвору рухомого пуансона, в місті, що виходить на його робочу поверхню, d - початковий діаметр заготовки, - кут нахилу осі рухомого пуансона до осі нерухомого штампу. Спосіб ілюструється кресленнями, де на Фіг.1 зображено початковий момент утримання заготовки на штампі фіксуючим зусиллям до дотику рухомого пуансона з заготовкою, на Фіг.2 зображено момент дотику рухомого пуансона з заготовкою, на Фіг.3 зображено момент закінчення штампування коченням, на Фіг.4 зображено схему початку осадки рухомим пуансоном з центральним отвором. 15245 4 Спосіб виготовлення деталей полягає в наступному. 1. Для виготовлення фланцевих деталей. Попередньо отриману заготовку 1 (див Фіг.1) розміщують на штампі 2 на одній осі із ним. Під дією механізмів кочення і осьового наближення рухомому пуансону 3 забезпечують рухи кочення і наближення до заготовки 1 вздовж осі штампу 2. Напрямок рухів рухомого пуансону 3 від цих механізмів умовно позначені тонкими стрілками без позначень. До моменту дотику рухомого пуансона 3 з заготовкою 1 на неї діють фіксуючим зусиллям 4 вздовж осі нерухомого штампу 2 і притискують до нього заготовку 1. Причому фіксуюче зусилля 4 прикладають до заготовки 1 таким чином, що воно проходить через механізм кочення та центральний крізний отвір рухомого пуансону 3. Тому при першому дотику (див. Фіг.2) рухомого пуансона 3 з заготовкою 1 між ними виникне сила взаємодії 5, яка орієнтовно прикладена в місці першого дотику і направлена поперек осі штампу 2, але заготовка 1 не змінить свого положення відносно осі штампу 2, так як фіксуюче зусилля 4 викликає силу тертя більшу ніж сила 5. З цього моменту безпосередньо почнеться об'ємне деформування штампуванням коченням. Оскільки при штампуванні коченням (див. Фіг.3) рівнодіюча зусилля штампування 6 постійно переміщується і за напрямом не співпадає з віссю штампу 2, то виникаючий при цьому момент вивертає деталь 7 з порожнини штампу 2. Виникаючий момент врівноважують фіксуючим зусиллям 4 і деталь 7 не змінить свого положення вздовж осі штампу 2. Причому, з іншої сторони, величина зусилля 5 недостатня, щоб викликати додаткові пластичні деформації в деталі 7. 2. Для виготовлення деталей осадкою. При виготовленні об'ємним деформуванням деталей з фланцем діаметр центрального крізного отвору рухомого пуансона 3 визначається розмірами деталі 7 (див. Фіг.3). Виготовлення осадкою деталей з плоскими торцевими поверхнями рухомим пуансоном 3 (див. Фіг.4), який має центральний отвір, носить обмежений характер і відноситься до відносно тонких заготовок 8 у яких відношення діаметру до висоти d/h>6-7. В заготовці 8 з таким співвідношенням розмірів при осадці коченням розвивається центральна зона, в якій діють напруження розтягування [Кривда Л.Т., Гожий С.П. Построение модели пластических течений при осадке обкатыванием цилиндрического образца. В кн.: "Прогресивна техніка і технологія машинобудування і зварювального виробництва". Праці Міжнародної конференції, присвяченої 100 річчю механіко-машинобудівного і 50 річчю зварювального факультетів. 25-28 травня 1998 року. Том II. К.: НТУУ "КПІ". 1998, - 454с.], тому навіть за наявності на рухомому пуансоні 3 центрального отвору затікання металу заготовки 8 в нього буде відсутнє заумови, що діаметр центрального отвору рухомого пуансона 3, в місті, що виходить на його робочу поверхню, обмежують за виразом (1). Додаткове запобігання затіканню метала заготовки 8 в центральний отвір рухомого пуансону 3 забезпечує дія в цьому місці фіксуючого зусилля 4. Цим самим буде забезпечено розширення технологіч 5 них можливостей в плані виготовлення деталей осадкою і отримання якісних деталей за рахунок фіксації заготовки 8 як в початковий момент дотику до неї рухомого пуансону 3 так і під час штампування коченням. Треба відмітити, що при промислові реалізації обмеження при виготовленні деталей осадкою на 15245 6 співвідношення розмірів початкової заготовки не є суттєвим, так як саме для такого класу деталей штампування коченням має найбільший ефект і найбільш розповсюджене. Таким чином, даний спосіб дозволяє розширити технологічні можливості та поліпшити якість отриманих деталей штампування коченням. 7 Комп’ютерна верстка А. Крулевський 15245 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of the parts
Автори англійськоюKryvda Leonid Trokhymovych, Hozhii Serhii Petrovych
Назва патенту російськоюСпособ изготовления деталей
Автори російськоюКривда Леонид Трофимович, Гожий Сергей Петрович
МПК / Мітки
МПК: B21D 37/00
Мітки: виготовлення, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/4-15245-sposib-vigotovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей</a>
Спосіб виготовлення заготовок артилерійської гільзи і піддона та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.07.2004
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: артилерійської, гільзи, інших, подібних, виготовлення, деталей, заготовок, піддона, спосіб
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: спосіб, піддону, артилерійської, деталей, виготовлення, подібних, гільзи, інших, заготовок
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Лобанов Олександр Іванович, Сивак Катерина Іванівна, Алієва Лейла Іграмотдіновна, Савчинський Іван Григорович
МПК: B21K 21/00
Мітки: наскрізним, отвором, виготовлення, деталей, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Циркін Аркадій Тимофійович, Потапова Інна Георгіївна, Рябічева Людмила Олександрівна
МПК: B22F 3/12
Мітки: деталей, виготовлення, складної, високощільних, форми, спосіб, порошкових
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: пружинних, спосіб, виготовлення, деталей
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Попередній патент: Спосіб визначення вмісту летючих компонентів в незатверділому препрезі
Наступний патент: Токарний патрон
Випадковий патент: Ефіри гідроксамових кислот і їх фармацевтичне застосування