Спосіб контролю якості запресування труб і пристрій для його здійснення
Формула / Реферат
1. Способ контроля качества запрессовки труб, заключающийся в том, что измеряют сигнал разрядного тока, координаты электрода, время процесса разряда и по ним судят о качестве запрессовки, отличающийся тем, что первоначально фиксируют каждый момент подхода электрода к запрессовываемым соединениям и о качестве запрессовки судят по отсутствию сигнала разрядного тока в течение заданного интервала времени, при этом фиксируют отсутствие взрыва патрона и положение незапрессованного соединения по координатам электрода.
2. Устройство для контроля качества запрессовки труб, содержащее включенный в разрядную цепь датчик тока, а также соединенные последовательно датчик перемещения электрода и блок координат электрода и регистратор, отличающееся тем, что оно снабжено блоком определения отсутствия разряда, первый вход которого подключен к выходу датчика тока, второй вход соединен с одним из выходов блока координат электрода, а выход блока определения отсутствия разряда подключен к управляющему входу регистратора.
3. Устройство по п.2, отличающее-с я тем, что блок определения отсутствия разряда содержит пороговый и запоминающий элементы, элемент И и формирователи по переднему и заднему фронтам импульса, при этом вход порогового элемента подключен к выходу датчика тока, оба формирователя подключены к выходу блока координат электрода, запоминающий элемент входом установки в "0" подключен к выходу порогового элемента, вход установки в "1" - к выходу формирователя по переднему фронту импульса, а выходом - к элементу И, причем выход формирователя по заднему фронту импульса подключен ко второму входу элемента И, выход которого является выходом блока определения отсутствия разряда.
Текст
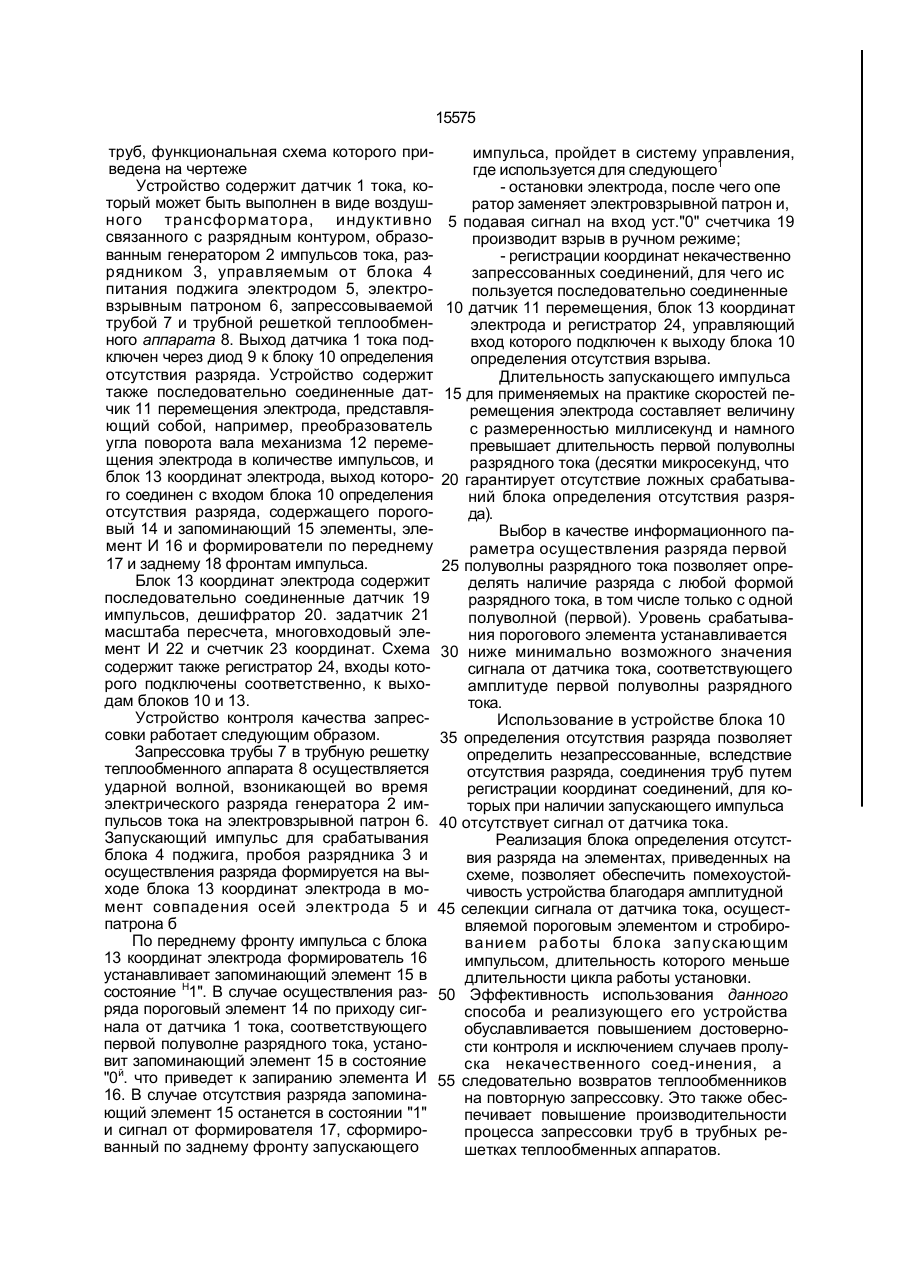
* УКРАЇНА (19) U A a» 15575 (13) С1 (5D5 В 21 D 26/12 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ КОНТРОЛЮ ЯКОСТІ ЗАПРЕСУВАННЯ ТРУБ і ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 1 (20)95320855.21.09.93 (21)4820952/SU (22)03.05.90 (24) 30.06.97 (46) 30.06.97. Бюл. № З (56) Авторское свидетельство СССР № 1406888, кл. В 21 026/10,1988 (прототип). (72) Вовк Іван Трохимович, Соболева Майя Борисівна (73) інститут Імпульсних процесів І техно логій НАН України (UA) (57) 1. Способ контроля качества запрессов ки труб, заключающийся в том, что измеря ют сигнал разрядного тока, координаты электрода, время процесса разряда и по ним судят о качестве запрессовки, отли ч а ю щ и й с я тем, что первоначально фиксируют каждый момент подхода элект рода к запрессовываемым соединениям и о качестве запрессовки судят по отсутствию сигнала разрядного тока в течение заданно го интервала времени, при этом фиксируют отсутствие взрыва патрона и положение незапрессованного соединения по координа там электрода. 2. Устройство для контроля качества запрессовки труб, содержащее включенный в разрядную цепь датчик тока, а также соеди Изобретение относится к области машиностроения, в частности, к обработке металлов давлением взрывом на электрогидроимпульсных установках. Прототипом способа контроля качества запрессовки является способ контроля, заключающийся в том, что контролируют элек ненные последовательно датчик перемещения электрода и блок координат электрода и регистратор, отличающееся тем, что оно снабжено блоком определения отсутствия разряда, первый вход которого подключен к выходу датчика тока, второй вход соединен с одним из выходов блока координат электрода, а выход блока определения отсутствия разряда подключен к управляющему входу регистратора. 3. Устройство по п.2, отличающеес я тем, что блок определения отсутствия разряда содержит пороговый и запоминающий элементы, элемент И и формирователи по переднему и заднему фронтам импульса, при этом вход порогового элемента подключен к выходу датчика тока, оба формирователя подключены к выходу блока координат электрода, запоминающий элемент входом установки в "0" подключен к выходу порогового элемента, вход установки в "Iй - к выходу формирователя по переднему фронту импульса, а выходом - к элементу И, причем выход формирователя по заднему фронту импульса подключен ко второму входу элемента И, выход которого является выходом блока определения отсутствия разряда. трические параметра разряда, фиксируют моменты подачи сигнала на взрыв патрона и появление сигнала тока, контролируют интервал времени между этими моментами, а затем сравнивают этот интервал времени с заданным значением и при получении интервала времени меньше заданного фиксируют некачественную запрессовку. С > ел ел ел о 15575 Недостатком способа является то. что определяется положение не на все некачественные соединения. Это обусловлено тем, что в известном способе отсутствуют операции, которые определили бы, что при подходе электрода к очередной трубе разряд, а следовательно и запрессовка вообще не произошли. В известном способе некачественные соединения фиксируются только тогда, когда время разряда накопителя меньше заданной величины. При этом остаются невыявленными положения некачественных соединений труб, в которых по какой-либо причине взрыв патрона вооб'ще не произошел и разрядный ток в цепи не протекал. Это может наблюдаться вследствие следующих причин: - оператор ошибочно не вставил пат рон в трубу; - патрон выпал из трубы от удара при запрессовке соседней трубы; - не сработал блок поджига; - не сработал разрядник, В этих случаях в связи с отсутствием сигнала от датчика тока в известном способе не фиксируется наличие незапрессованного соединения и не определяется его положение Прототипом устройства для контроля качества запрессовки является устройство, содержащее датчик электрических параметров разряда, последовательно соединенные первый пороговый элемент, первый формирователь по заднему фронту, спусковую схему схему совпадения и последовательно соединенные второй пороговый элемент и второй формирователь по заднему фронту, причем выход второго формирователя по заднему фронту подключен ко второму входу второй схемы совпадения, а выход датчика электрических параметров разря*да подключен ко входам, соответственно, первого и второго пороговых элементов. Для регистрации координат некачественных соединений в устройстве имеются последовательно соединенные датчик перемещения электрода, блок определения координати регистратор, причем информационный вход регистраторов подключен к выходу схемы совпадения. Недостатки устройства заключаются в том, что вследствие отсутствия сигнала от датчика тока не фиксируются те некачественные соединения, в которых взрыв патрона не произошел, разрядный так в цепи не протекал Задачей изобретения является усовершенствование способа и устройства его реализующего путем повышения качества и достоверности контроля за счет определения наличия взрыва каждого патронэ. Поставленная задача решается тем, что в способе контроля качества запрессовки 5 труб, заключающемся в том, что измеряют сигнал разрядного тока, координаты электрода, время процесса разряда и по ним судят о качестве запрессовки, согласно изобретению, первоначально фиксируют 10 каждый момент подхода электрода к запрессовываемым соединениям и о качестве запрессовки судят по отсутствию сигнала разрядного тока в течение заданного интервала времени, при этом фиксируют отсутст15 вие взрыва патрона и положение незапрессованного соединения по координатам электрода. Устройство для контроля качества запрессовки труб, содержащее включенный в 20 разрядную цепь датчик тока, а также соединенные последовательно датчик перемещения электрода и блок координат электрода и регистратор, согласно изобретению, снабжено блоком определения отсутствия раз25 ряда, первый вход которого подключен к выходу датчика тока, второй вход соединен с одним из выходов блока координат электрода, а выход блока определения отсутствия разряда подключен к управляющему входу 30 регистратора. Кроме того, блок определения отсутствия разряда содержит пороговый и запоминающий элементы, элемент И и формирователь по переднему и заднему фронтам импульса, при этом вход порогово35 го элемента подключен к выходу датчика тока, оба формирователя подключены к выходу блока координат электрода, запоминающий элемент входом установки в "0" подключен к выходу порогового элемента, 40 входом установки в "1" - к выходу формирователя по переднему фронту импульса, а выходом - к элементу И, причем выход формирователя по заднему фронту импульса подключен ко второму входу элемента И, 45 выход которого является выходом блока определения отсутствия разряда. Сущность способа контроля заключается в измерении текущих координат электро50 да и фиксации момента подхода его в каждой рабочей позиции с определением наличия взрыва каждого патрона путем выявления сигнала разрядного тока в заданном интервале времени. Этим достигается 55 контроль выполнения операции запрессовки с определением позиции, на которой это не выполнено. Принцип осуществления способа поясняется на примере реализации его в устройстве контроля качества запрессованных 15575 труб, функциональная схема которого приимпульса, пройдет в систему управления, ведена на чертеже где используется для следующего1 Устройство содержит датчик 1 тока, ко- остановки электрода, после чего опе торый может быть выполнен в виде воздушратор заменяет электровзрывной патрон и, ного трансформатора, индуктивно 5 подавая сигнал на вход уст."0" счетчика 19 связанного с разрядным контуром, образопроизводит взрыв в ручном режиме; ванным генератором 2 импульсов тока, раз- регистрации координат некачественно рядником 3, управляемым от блока 4 запрессованных соединений, для чего ис питания поджига электродом 5, электропользуется последовательно соединенные взрывным патроном 6, запрессовываемой 10 датчик 11 перемещения, блок 13 координат трубой 7 и трубной решеткой теплообменэлектрода и регистратор 24, управляющий ного аппарата 8. Выход датчика 1 тока подвход которого подключен к выходу блока 10 ключен через диод 9 к блоку 10 определения определения отсутствия взрыва. отсутствия разряда. Устройство содержит Длительность запускающего импульса также последовательно соединенные дат- 15 для применяемых на практике скоростей печик 11 перемещения электрода, представляремещения электрода составляет величину ющий собой, например, преобразователь с размеренностью миллисекунд и намного угла поворота вала механизма 12 перемепревышает длительность первой полуволны щения электрода в количестве импульсов, и разрядного тока (десятки микросекунд, что блок 13 координат электрода, выход которо- 20 гарантирует отсутствие ложных срабатываго соединен с входом блока 10 определения ний блока определения отсутствия разряотсутствия разряда, содержащего порогода). вый 14 и запоминающий 15 элементы, элеВыбор в качестве информационного памент И 16 и формирователи по переднему раметра осуществления разряда первой 17 и заднему 18 фронтам импульса. 25 полуволны разрядного тока позволяет опреБлок 13 координат электрода содержит делять наличие разряда с любой формой последовательно соединенные датчик 19 разрядного тока, в том числе только с одной импульсов, дешифратор 20. задатчик 21 полуволной (первой). Уровень срабатывамасштаба пересчета, многовходовый эления порогового элемента устанавливается мент И 22 и счетчик 23 координат. Схема 30 ниже минимально возможного значения содержит также регистратор 24, входы котосигнала от датчика тока, соответствующего рого подключены соответственно, к выхоамплитуде первой полуволны разрядного дам блоков 10 и 13. тока. Устройство контроля качества запресИспользование в устройстве блока 10 совки работает следующим образом. 35 определения отсутствия разряда позволяет Запрессовка трубы 7 в трубную решетку определить незапрессованные, вследствие теплообменного аппарата 8 осуществляется отсутствия разряда, соединения труб путем ударной волной, взоникающей во время регистрации координат соединений, для коэлектрического разряда генератора 2 имторых при наличии запускающего импульса пульсов тока на электровзрывной патрон 6. 40 отсутствует сигнал от датчика тока. Запускающий импульс для срабатывания Реализация блока определения отсутстблока 4 поджига, пробоя разрядника 3 и вия разряда на элементах, приведенных на осуществления разряда формируется на высхеме, позволяет обеспечить помехоустойходе блока 13 координат электрода в мочивость устройства благодаря амплитудной мент совпадения осей электрода 5 и 45 селекции сигнала от датчика тока, осущестпатрона б вляемой пороговым элементом и стробироПо переднему фронту импульса с блока ванием работы блока запускающим 13 координат электрода формирователь 16 импульсом, длительность которого меньше устанавливает запоминающий элемент 15 в длительности цикла работы установки. состояние Н1". В случае осуществления раз- 50 Эффективность использования данного ряда пороговый элемент 14 по приходу сигспособа и реализующего его устройства нала от датчика 1 тока, соответствующего обуславливается повышением достовернопервой полуволне разрядного тока, устаности контроля и исключением случаев пролувит запоминающий элемент 15 в состояние ска некачественного соед-инения, а "0й. что приведет к запиранию элемента И 55 следовательно возвратов теплообменников 16. В случае отсутствия разряда запоминана повторную запрессовку. Это также обесющий элемент 15 останется в состоянии "1" печивает повышение производительности и сигнал от формирователя 17, сформиропроцесса запрессовки труб в трубных реванный по заднему фронту запускающего шетках теплообменных аппаратов. 15575 ------------- Упорядник Замовлення 4190 Техред М.Моргентал д Коректор М.Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of quality control of press-fitting of pipes
Автори англійськоюVovk Ivan Trokhymovych, Sobolieva Maiia Borysivna
Назва патенту російськоюСпособ контроля качества запрессовки труб и устройство для его осуществления
Автори російськоюВовк Иван Трофимович, Соболева Майя Борисовна
МПК / Мітки
МПК: B21D 26/12
Мітки: запресування, здійснення, якості, спосіб, пристрій, труб, контролю
Код посилання
<a href="https://ua.patents.su/4-15575-sposib-kontrolyu-yakosti-zapresuvannya-trub-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості запресування труб і пристрій для його здійснення</a>
Спосіб контролю щільності твердої фази суспензій та пристрій для його здійснення
Номер патенту: 6266
Опубліковано: 29.12.1994
Автори: Потапов Віктор Миколайович, Моркун Володимир Станіславович
МПК: G01N 29/00
Мітки: твердої, пристрій, щільності, фазі, суспензій, здійснення, контролю, спосіб
Формула / Реферат:
1. Способ контроля плотности твердой фазы суспензий, заключающийся в том, что в исследуемую среду излучают ультразвуковую волну и измеряют ее амплитуду, отличающийся тем, что, с целью повышения точности, используют ультразвуковую волну Лэмба, которую генерируют на границе раздела исследуемой суспензии с заключающей ее емкостью, пропускают через исследуемую среду g-излучение и измеряют амплитуду ультразвуковой волны Лэмба и интенсивность...
Спосіб дискретного контролю місцезнаходження в лаві виконавчого органу стругу та пристрій для його здійснення
Номер патенту: 7689
Опубліковано: 26.12.1995
Автори: Барданов Валерій Олександрович, Торубалко Тарас Григорович, Кібрик Ісаак Соломонович
МПК: E21C 35/24
Мітки: стругу, дискретного, спосіб, здійснення, контролю, місцезнаходження, виконавчого, лави, пристрій, органу
Формула / Реферат:
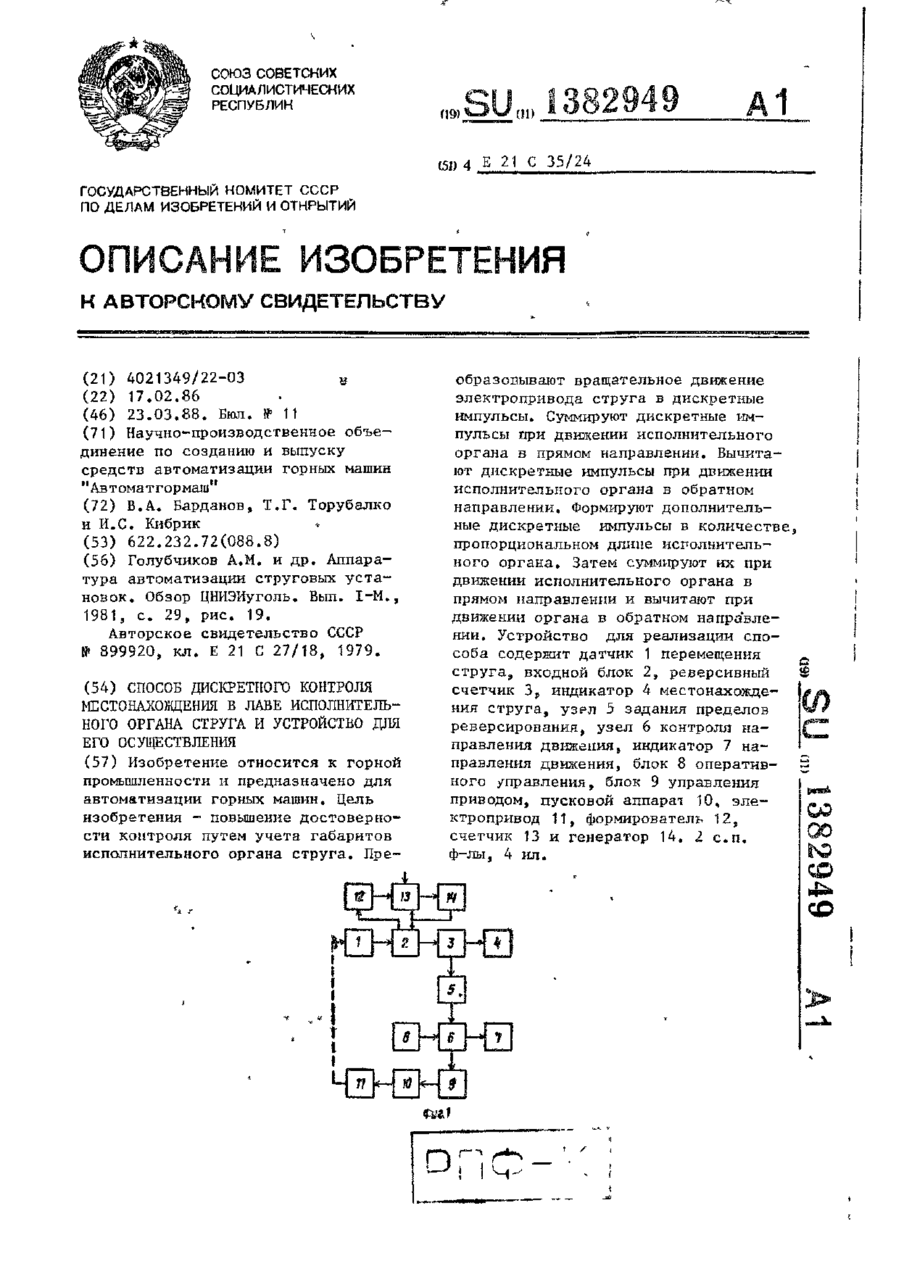
1. Способ дискретного контроля местонахождения в лаве исполнительного органа струга, заключающийся в преобразовании вращательного движения электропривода струга в дискретные импульсы, суммировании дискретных импульсов при движении исполнительного органа в прямом направлении и вычитании дискретных импульсов при движении исполнительного органа в обратном направлении, отличающийся тем, что, с целью повышения достоверности контроля путем...
Спосіб визначення електричної потужності та пристрій для його здійснення
Номер патенту: 14063
Опубліковано: 25.04.1997
Автори: Праховник Артур Веніамінович, Волошко Анатолій Васильович, Калінчик Василь Прокопович
МПК: G01R 21/06
Мітки: потужності, електричної, спосіб, визначення, здійснення, пристрій
Формула / Реферат:
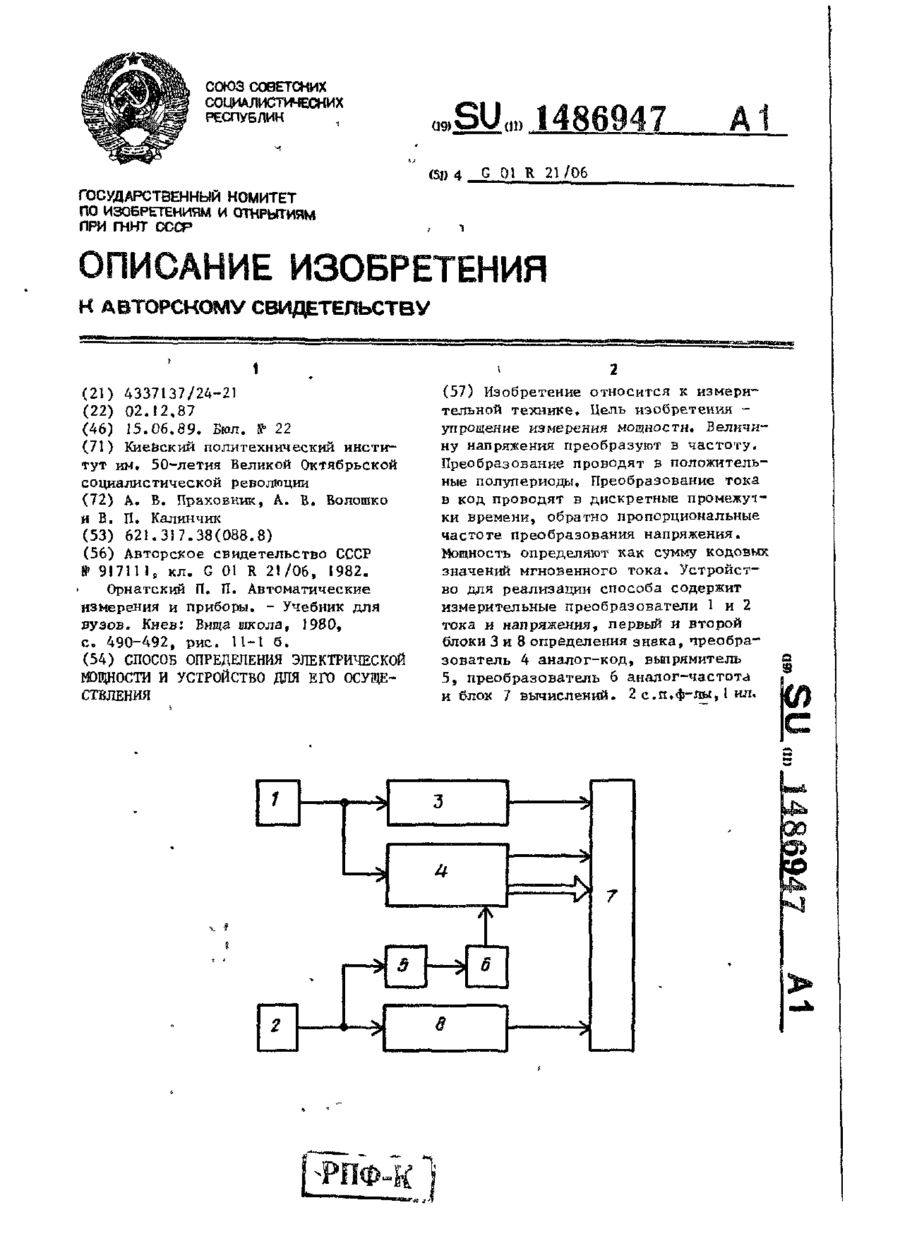
1. Способ определения электрической мощности, заключающийся в том, что измеряют мгновенные значения тока и преобразуют их в код, отличающийся тем, что, с целью упрощения измерения мощности, величину напряжения в положительные полупериоды преобразуют в частоту fi, осуществляют преобразование тока в код в дискретные промежутки времени Dti = 1/f1, a мощность определяют по формулегде К - постоянный коэффициент;Т - период...
Пристрій контролю якості виробів
Номер патенту: 5874
Опубліковано: 29.12.1994
Автори: Федоров Геннадій Миколайович, Божко Олександр Євгенович, Суслов Микола Миколайович, Лук'янов Євген Федорович, Лебединська Вікторія Іллівна
МПК: G01N 29/04
Мітки: пристрій, виробів, якості, контролю
Формула / Реферат:
Устройство контроля качества изделий, содержащее преобразователь и соединенный с ним усилитель, последовательно соединенные генератор, первый счетчик и первый блок регистров, последовательно соединенные компаратор, формирователь нормированных импульсов и второй счетчик, и блок схем И, выход формирователя нормированных импульсов соединен со стробирующим входом первого блока регистров, отличающееся тем, что, с целью повышения достоверности...
Спосіб контролю чутливості приймача та пристрій для його здійснення
Номер патенту: 12656
Опубліковано: 28.02.1997
Автори: Качанова Світлана Павлівна, Бернякович Олександр Вікторович, Івашура Геннадій Володимирович
Мітки: пристрій, здійснення, спосіб, контролю, приймача, чутливості
Текст:
...соединен с 40 вторым выходом разветвителя, второй модулятор и второй детектор, коммутатор, первый выход которого соединен с модулирующим входом генератора шума, последовательно соединенные апалого-цифроАЪ вой преобразователь, первый вход которого соединен с выходом первого детектора, блок памяти, цифроаналоювый преобразователь и ключ, выход которого соединен с первым входом порогового блока, выход которого соеди 12 65 С нен с входом...
Попередній патент: Гідрофобний заповнювач для кабелів
Наступний патент: Спосіб виготовлення гібридних інтегральних схем
Випадковий патент: Спосіб видалення золи з електрофільтрів на теплових електростанціях