Спосіб для гідростатичного волочіння дроту
Номер патенту: 15608
Опубліковано: 30.06.1997
Автори: Раханський Генадій Афанасійович, Матросов Микола Іванович, Дугадко Олександр Борисович, Соннікова Людмила Федорівна, Ярош Павло Данилович, Чернишев Владислав Анатолійович

Формула / Реферат
Способ гидростатического волочения проволоки, преимущественно тонкой из аустенитных сталей, включающий протягивание заготовки через камеру высокого давления жидкости и рабочую волоку, отличающийся тем, что перед протягиванием заготовку охлаждают до отрицательных температур, а протягивание осуществляют со скоростью не менее 1м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25-100 ее диаметров.
Текст
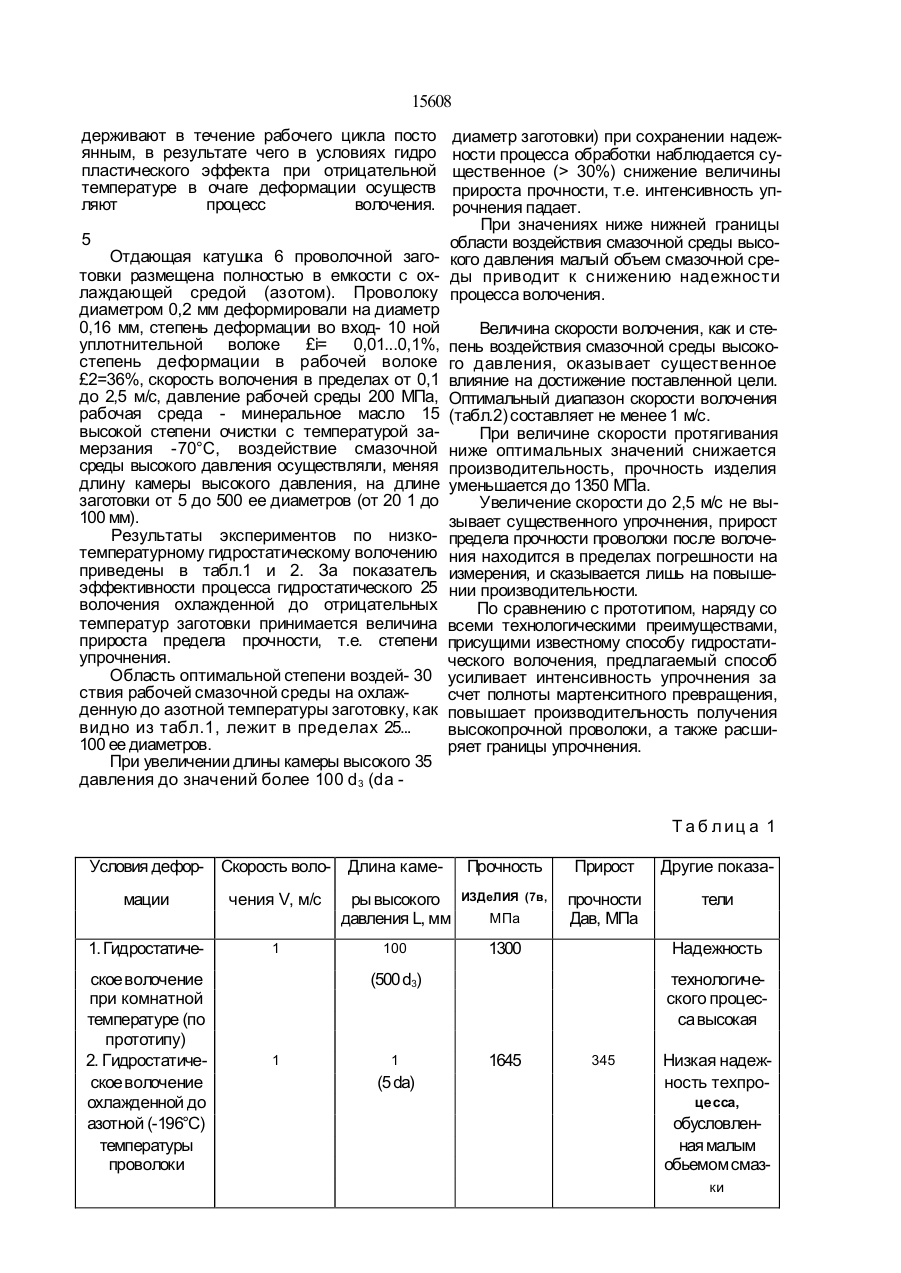
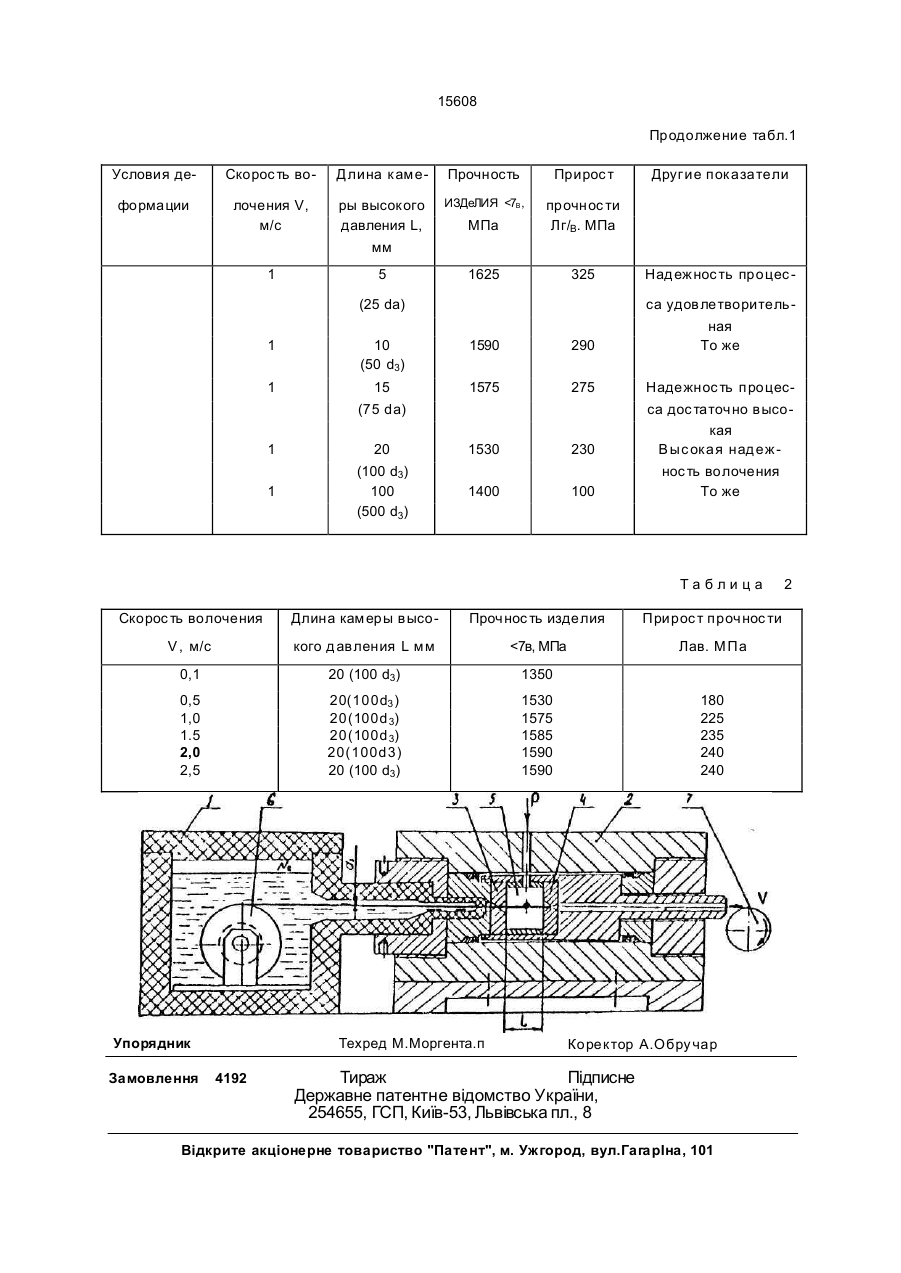
Способ гидростатического волочения проволоки, преимущественно тонкой из аустенитных сталей, включающий протягивание заготовки через камеру высокого давления жидкости и рабочую волоку, отличающийся тем, что перед протягиванием заготовку охлаждают до отрицательных температур, а протягивание осуществляют со скоростью не менее 1 м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25-100 ее диаметров. Изобретение относится к обработке металлов давлением и может быть использовано для деформации и получения высокопрочной проволоки из стали аустенитного класса. Целью изобретения является увеличение производительности и повышение качества получаемых изделий. Способ гидростатического волочения состоит в том, что заготовку предварительно охлаждают до отрицательных температур, затем протягивают через камеру высокого давления жидкости и рабочую волоку со скоростью не менее 1 м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25... 100 ее диаметров. Пластическая деформация проволоки реализуется с жидкостными условиями трения в очаге деформации, в температурных режимах, благоприятных для развития мартенситного превращения, при температуре ниже точки начала мартенситного превращения для обрабатываемой стали. За пределами оптимальной величины скорости волочения и степени воздействия жидкости высокого давления на заготовку наблюдается снижение интенсивности упрочнения и производительности, т.е. снижение эффективности обработки. Пример: исходную заготовку из стали 03Х18Н9ТВИ диаметром 0,2 мм с пределом прочности 880 МПа, с предварительно утоненным концом, охлажденную до температуры -196° в емкости 1 с азотом, сопряженной с контейнером 2, пропускают через входную уплотнительную волоку 3, камеру 5 высокого давления, выходную рабочую волоку 4. Передний конец закрепляют на приемной катушке 7 волочильного механизма и создают необходимое давление рабочей среды в полости контейнера. Включают привод волочильного механизма, давление под С > ел cs о 00 О 15608 держивают в течение рабочего цикла посто янным, в результате чего в условиях гидро пластического эффекта при отрицательной температуре в очаге деформации осуществ ляют процесс волочения. диаметр заготовки) при сохранении надежности процесса обработки наблюдается существенное (> 30%) снижение величины прироста прочности, т.е. интенсивность упрочнения падает. При значениях ниже нижней границы 5 области воздействия смазочной среды высоОтдающая катушка 6 проволочной заго- кого давления малый объем смазочной сретовки размещена полностью в емкости с ох- ды приводит к снижению надежности лаждающей средой (азотом). Проволоку процесса волочения. диаметром 0,2 мм деформировали на диаметр 0,16 мм, степень деформации во вход- 10 ной Величина скорости волочения, как и стеуплотнительной волоке £i= 0,01...0,1%, пень воздействия смазочной среды высокостепень деформации в рабочей волоке го давления, оказывает существенное £2=36%, скорость волочения в пределах от 0,1 влияние на достижение поставленной цели. до 2,5 м/с, давление рабочей среды 200 МПа, Оптимальный диапазон скорости волочения рабочая среда - минеральное масло 15 (табл.2) составляет не менее 1 м/с. высокой степени очистки с температурой заПри величине скорости протягивания мерзания -70°С, воздействие смазочной ниже оптимальных значений снижается среды высокого давления осуществляли, меняя производительность, прочность изделия длину камеры высокого давления, на длине уменьшается до 1350 МПа. заготовки от 5 до 500 ее диаметров (от 20 1 до Увеличение скорости до 2,5 м/с не вы100 мм). зывает существенного упрочнения, прирост Результаты экспериментов по низко- предела прочности проволоки после волочетемпературному гидростатическому волочению ния находится в пределах погрешности на приведены в табл.1 и 2. За показатель измерения, и сказывается лишь на повышеэффективности процесса гидростатического 25 нии производительности. волочения охлажденной до отрицательных По сравнению с прототипом, наряду со температур заготовки принимается величина всеми технологическими преимуществами, прироста предела прочности, т.е. степени присущими известному способу гидростатиупрочнения. ческого волочения, предлагаемый способ Область оптимальной степени воздей- 30 усиливает интенсивность упрочнения за ствия рабочей смазочной среды на охлажсчет полноты мартенситного превращения, денную до азотной температуры заготовку, как повышает производительность получения видно из табл.1, лежит в пределах 25... высокопрочной проволоки, а также расши100 ее диаметров. ряет границы упрочнения. При увеличении длины камеры высокого 35 давления до значений более 100 d 3 (da Т а б л иц а 1 Условия дефор Скорость воло Длина каме Прочность Прирост Другие показа мации чения V, м/с ры высокого давления L, мм ИЗДеЛИЯ (7в, прочности Дав, МПа тели 100 1300 1. Гидростатическое волочение при комнатной температуре (по прототипу) 2. Гидростатическое волочение охлажденной до азотной (-196°С) температуры проволоки 1 МПа Надежность (500 d3) 1 1 (5 da) технологического процесса высокая 1645 345 Низкая надежность техпроцесса, обусловленная малым обьемом смазки 15608 Продолжение табл.1 Условия де Скорос ть во Длина каме Прочность Прирос т Другие показатели формации лочения V, м/с ры высокого давления L, ИЗДеЛИЯ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hydrostatic wire drawing
Автори англійськоюMatrosov Mykola Ivanovych, Duhadko Oleksandr Borysovych, Sonnikova Liudmyla Fedorivna, Chernyshev Vladyslav Anatoliiovych, Yarosh Pavlo Danylovych, Rakhanskyi Henadii Afanasiiovych
Назва патенту російськоюСпособ гидростатического волочения проволоки
Автори російськоюМатросов Николай Иванович, Дугадко Александр Борисович, Сонникова Людмила Федоровна, Чернышев Владислав Анатольевич, Ярош Павел Данилович, Раханский Геннадий Афанасьевич
МПК / Мітки
МПК: B21C 1/00
Мітки: гідростатичного, спосіб, волочіння, дроту
Код посилання
<a href="https://ua.patents.su/4-15608-sposib-dlya-gidrostatichnogo-volochinnya-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб для гідростатичного волочіння дроту</a>
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович
МПК: B21C 1/00
Мітки: волочіння, дроту, спосіб, гідростатичного
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Пристрій для гідростатичного волочіння тонкого дроту
Номер патенту: 636
Опубліковано: 15.12.1993
Автори: Кублицька Валентина Олександрівна, Медведська Ельвіда Олександрівна, Раханський Генадій Афанасійович, Матросов Микола Іванович, Чернишев Владислав Анатолійович
МПК: B21C 1/02
Мітки: волочіння, тонкого, гідростатичного, пристрій, дроту
Текст:
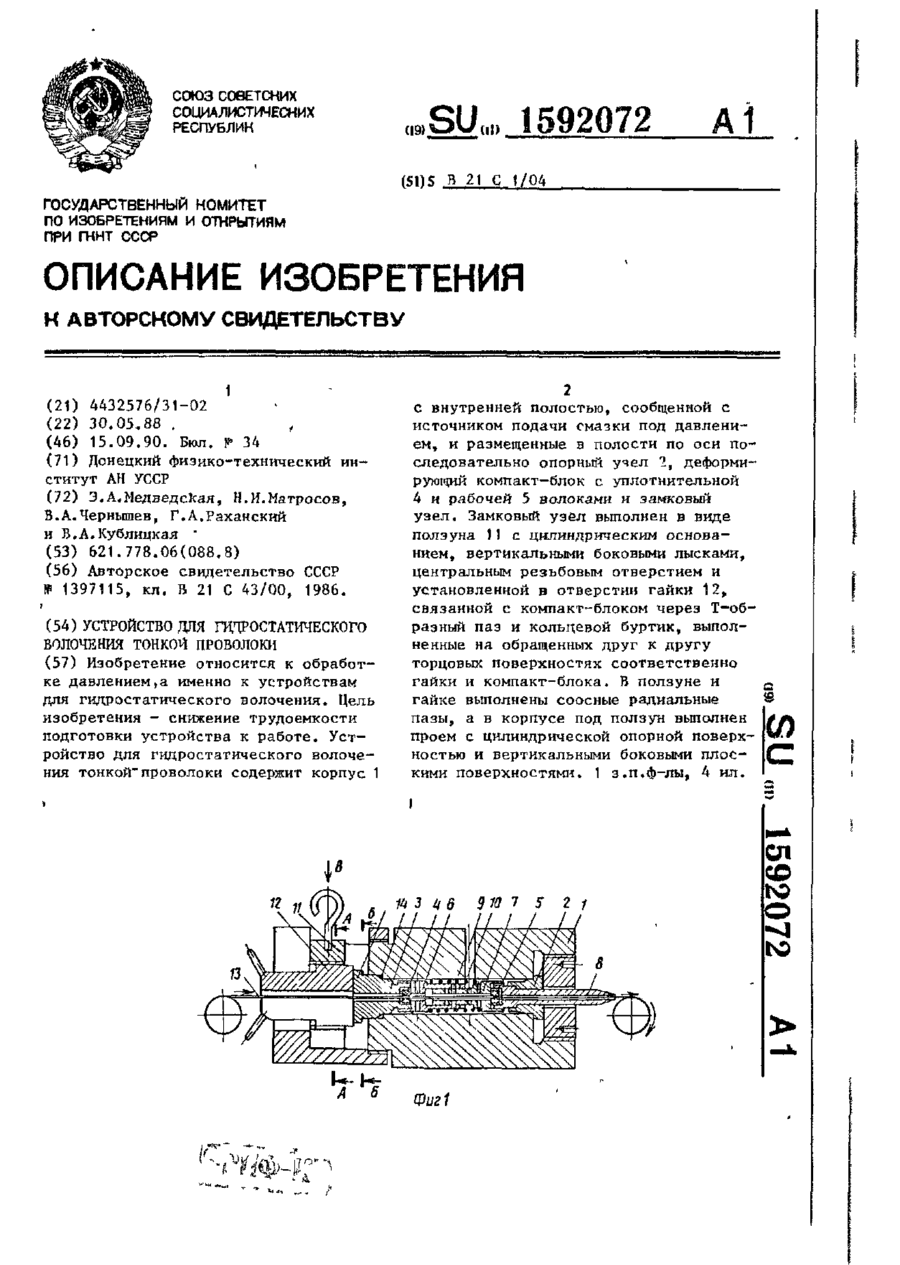
...входит в зацепление с матрицедержателем 3, а продольный паз^ выполненный в ползуне, и гайка дают возможность осуществить это, не воздействуя на длинномерную проволочную заготовку, используемую в форме катуш ки, и исключая вероятность ее обрьюа. Затем поворотом гайки в пределах до 180° деформирующий компакт-блок продвигается дальше и, соприкасаясь с уплотнительным элементом 14, мягко, без присущей клиновому затвору динамики t сжимает...
Пристрій для гідростатичного волочіння виробів
Номер патенту: 15609
Опубліковано: 30.06.1997
Автори: Раханський Генадій Афанасійович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Чернишев Владислав Анатолійович
МПК: B21C 1/00
Мітки: волочіння, пристрій, виробів, гідростатичного
Формула / Реферат:
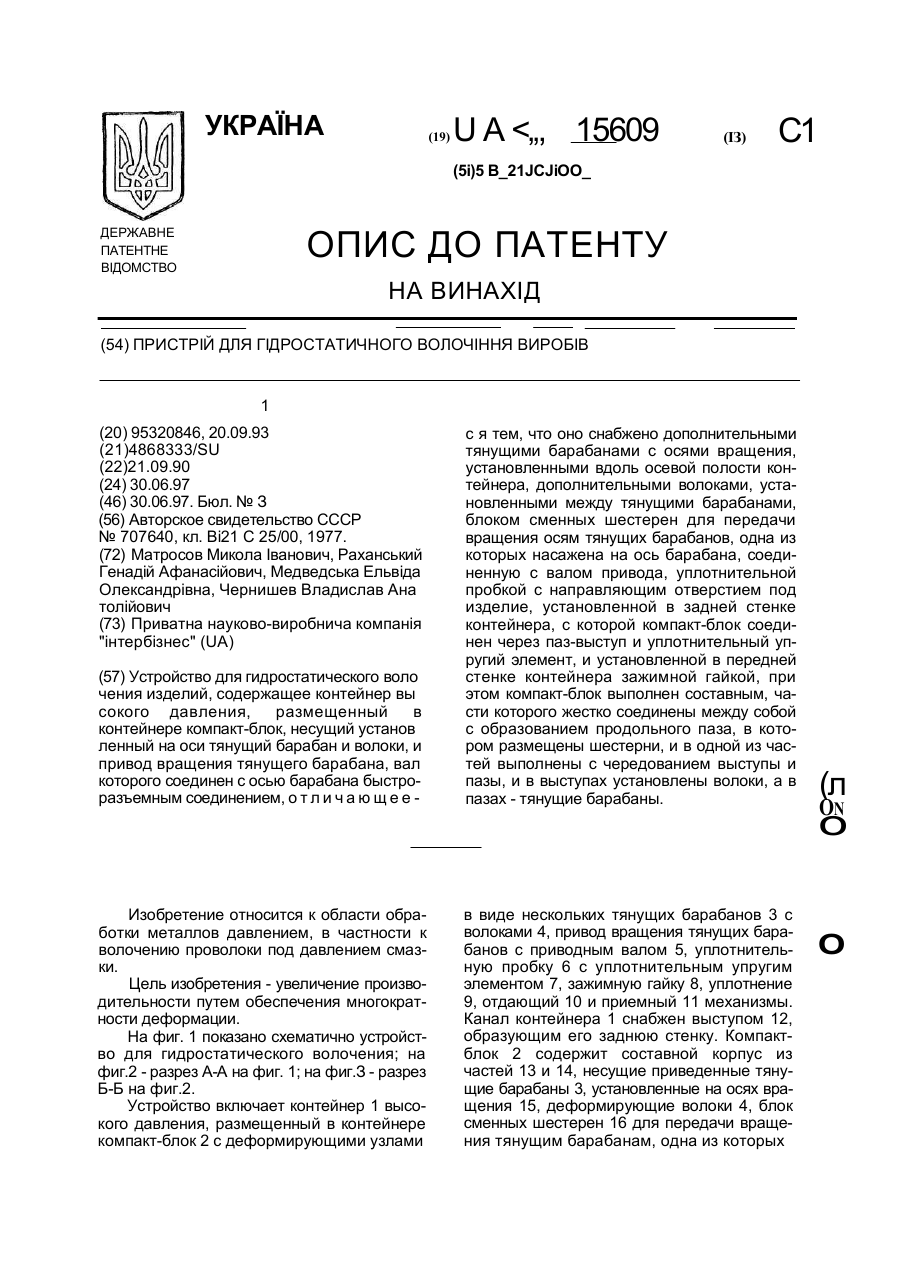
Устройство для гидростатического волочения изделий, содержащее контейнер высокого давления, размещенный в контейнере компакт-блок, несущий установленный на оси тянущий барабан и волоки, и привод вращения тянущего барабана, вал которого соединен с осью барабана быстроразъемным соединением, отличающееся тем, что оно снабжено дополнительными тянущими барабанами с осями вращения, установленными вдоль осевой полости контейнера, дополнительными...
Машина прямоточного типу для волочіння дроту
Номер патенту: 5143
Опубліковано: 28.12.1994
Автори: Рак Петро Іванович, Каплієнко Ігор Прокопович, Косенко Петро Олексійович, Альтер Володимир Федорович, Оголь Олексій Михайлович, Походня Ігор Костянтинович, Семенов Юрій Миколайович
МПК: B21C 1/02
Мітки: прямоточного, дроту, волочіння, типу, машина
Формула / Реферат:
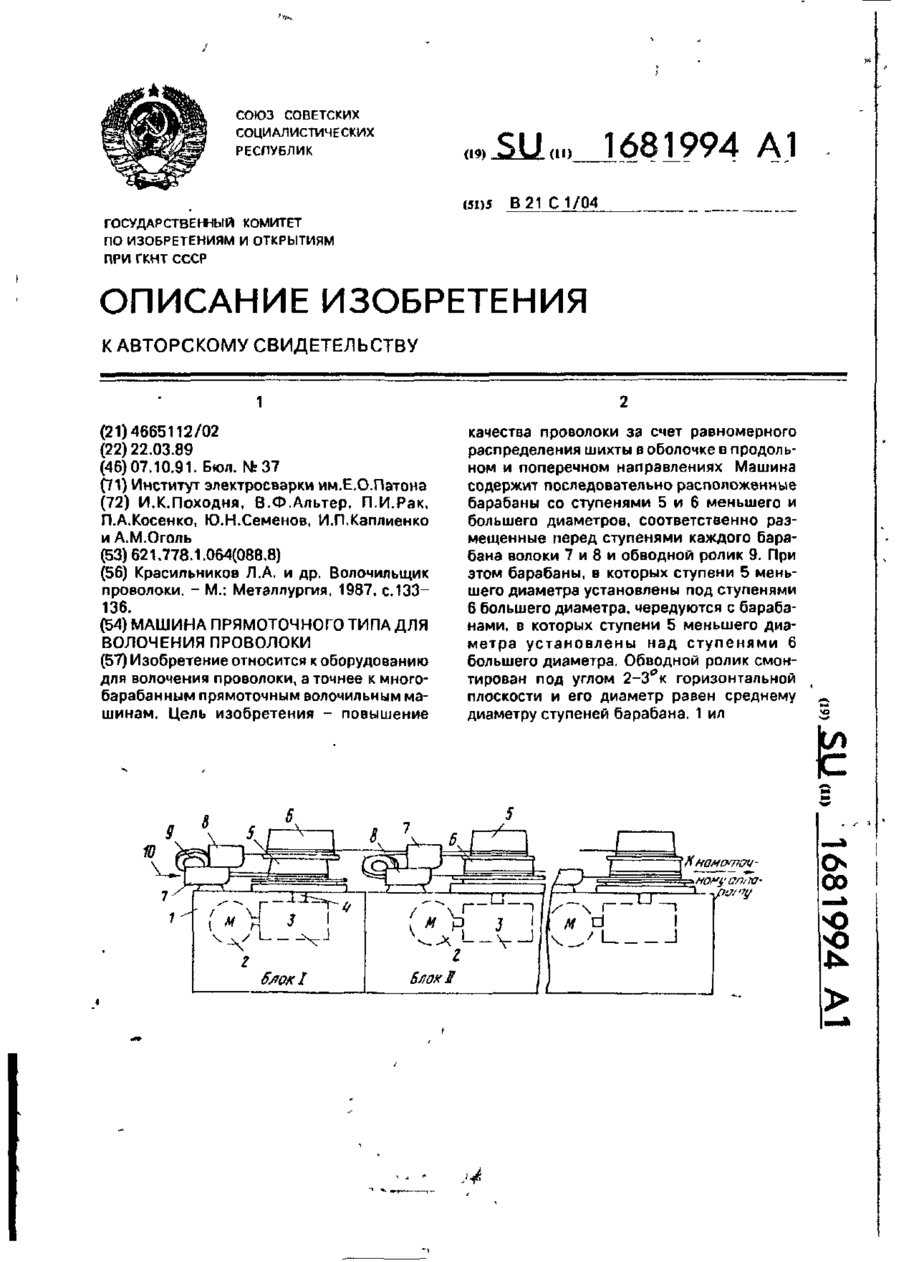
Машина прямоточного типа для волочения проволоки, преимущественно порошковой, содержащая последовательно расположенные двухступенчатые барабаны со ступенями меньшего и большего диаметров, размещенную перед каждой ступенью волоку и обводной ролик между ступенями каждого барабана, отличающаяся тем, что, с целью повышения качества проволоки за счет равномерного распределения шихты в оболочке в продольном и поперечном направлениях, барабаны,...
Пристрій для волочіння профілей з крутінням
Номер патенту: 14116
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: волочіння, пристрій, профілей, крутінням
Формула / Реферат:
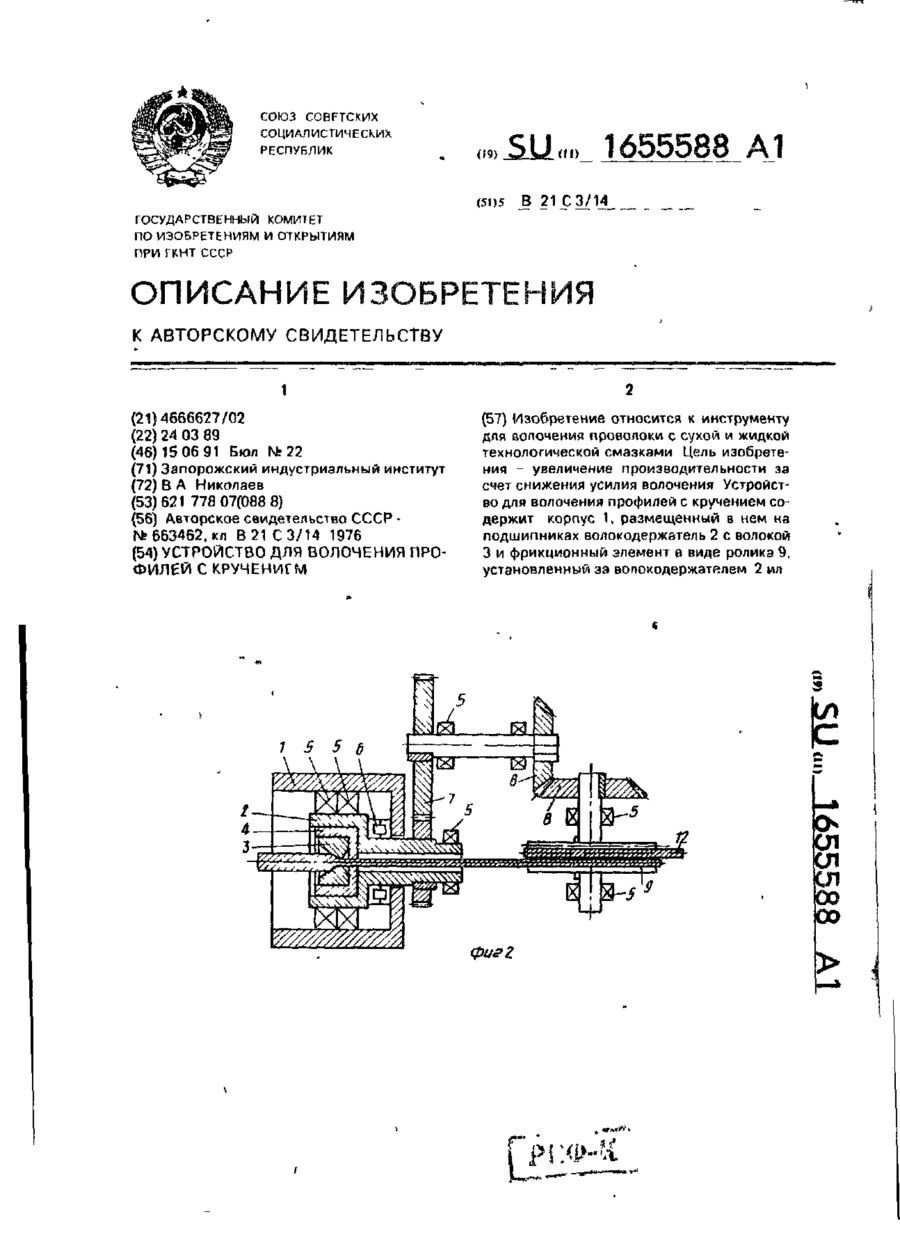
Устройство для волочения профилей с кручением, содержащее корпус, размещенный в нем на подшипниках волокодержатель, несущий волоку, и фрикционный элемент, кинематически связанный с волокодержателем, отличающееся тем, что, с целью увеличения производительности за счет снижения усилия волочения, фрикционный элемент выполнен в виде ролика, установленного за волокодержателем.
Попередній патент: Реактор для проведення хімічних реакцій при контактуванні рідин, що не змішуються
Наступний патент: Шахтний теплообмінник кускового матеріалу
Випадковий патент: Спосіб проведення провідникової анестезії кульшового суглоба