Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Медведська Ельвіда Олександрівна, Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович, Матросов Микола Іванович
Текст
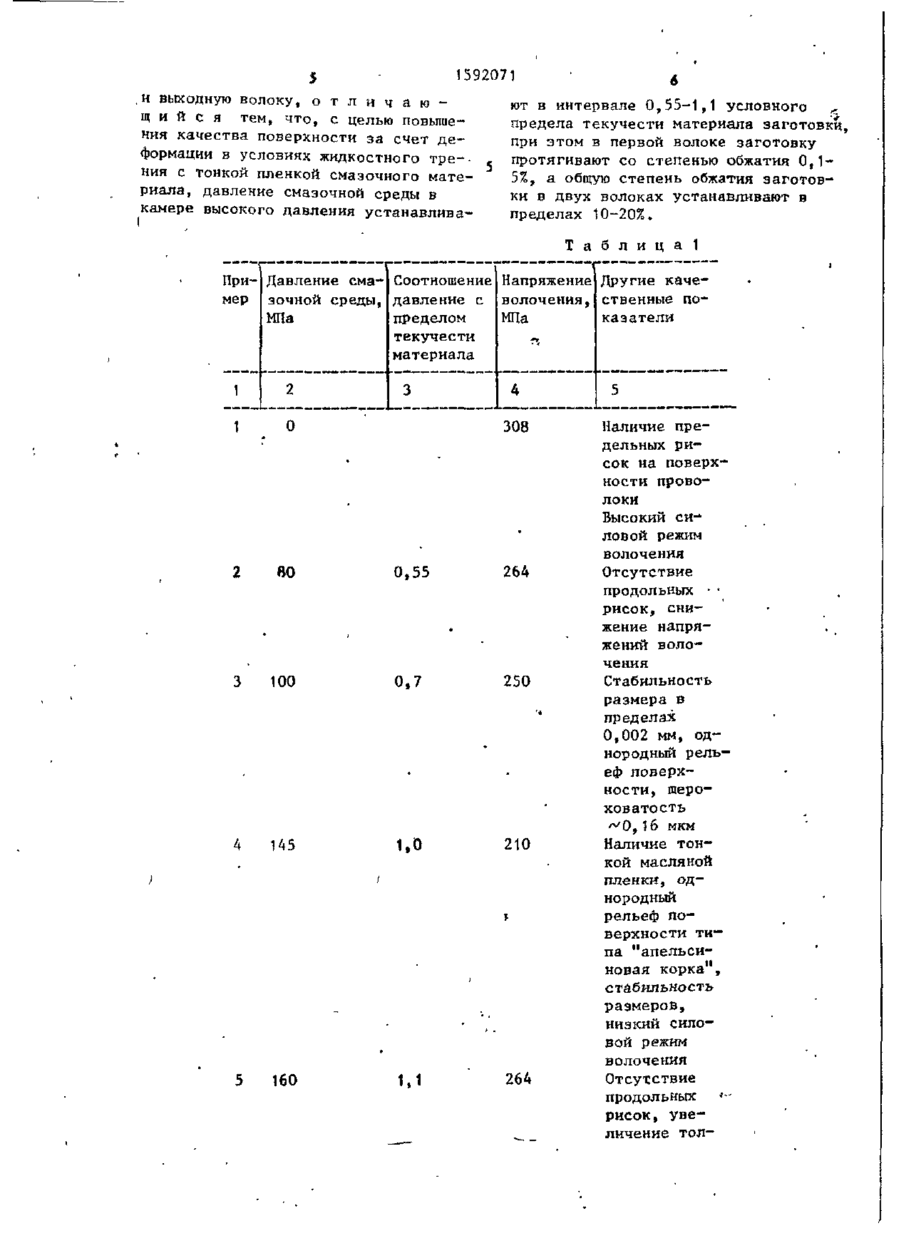
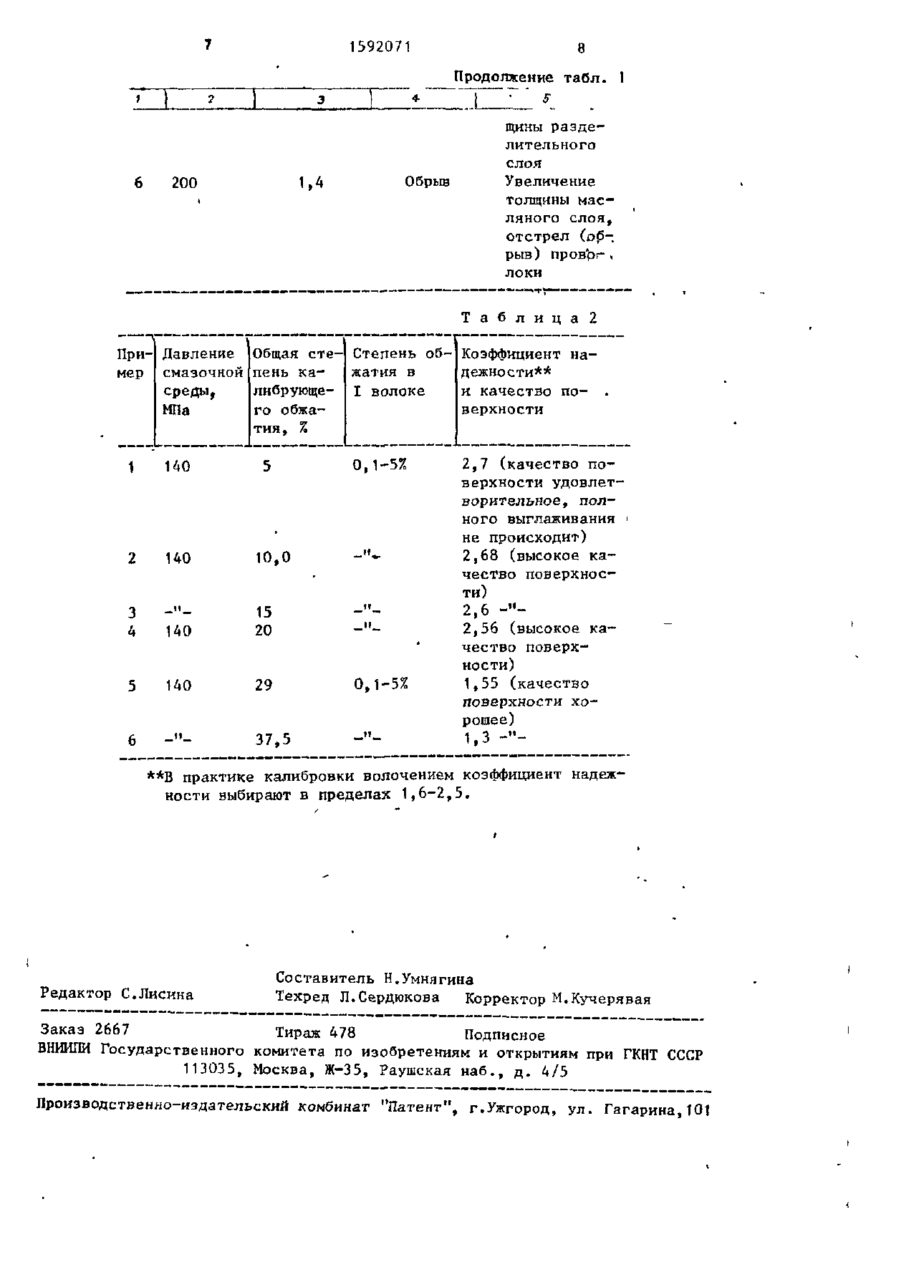
Изобретение относится к обработке металлов давлением, в частности к калибровке тонкой проволоки гидростатическим волочением. Цель изобретения - обеспечение волочения тонкой проволоки, преимущественно латунной, с высоким качеством поверхности за счет деформации в условиях жидкостного трения с тонкой пленкой смазочного материала. Способ гидростатического волочения проволоки включает протягивание заготовки через входную волоку с малой степенью обжатия, герметизированную камеру высокого давления смазки и выходную волоку. Давление смазочной среды в к імерє высокого давления устанавливают в интервале 0,551,1 условного предела текучести материала заготовки, в первой волоке заготовку протягивают со степенью обжатия 0,1-5%, а общая степень обжатия заготовки в двух волоках составляет 10-20%. 2 табл. Изобретение относится к обработке металлов давлением, в частности к калибровке тонкой проволоки гидростатическим волочением. Цель изобретения - обеспечение волочения тонкой проволоки, преимущественно латунной, с высоким качеством поверхности за счет деформации в условиях жидкостного трения с тонкой пленкой смазочного материала. Способ гидростатического волочения проволоки включает протягивание заготовки через входную волоку с малой степенью обжатия, герметизированную камеру высокого давления смазки и выходную волоку. При этом давление смазочной среды в камеру устанавливают в интервале 0,55-1,1 условного предела текучести материала заготов ки. В первой волоке заготовку протягивают со степенью обжатия 0,1-5%, а общая степень обжатия заготовки в двух волоках 10-20%. Осуществлением гидростатического волочения в указанных режимах создают необходимые условия для смазки заготовки в очаге деформации стабильной пленкой жидкости с учетом интенсивного сглаживания, достижения ПрИ ЭТОМ ТребуеМОЙ ТОЧНОСТИ И ЧИС.ТОты поверхности проволоки и снижения износа волок. Снижение величины напряжения волочения 30%, а коэффициент надежности процесса волочения 2 - 2,6. Проволока, обжатая в интервале оптимальных давлений, имеет более высокие механические характеристики. • > 159207 П р и м е р . Для реализации способа используют установку для гидростатического волочения прессового типа. Волоки установлены по торцам го- _ ризонтального блока-контейнера, внутри которого поддерживают постоянное давпение рабочей среды. Проволока при движении проходит последовательно через ВХОДНУЮ И ВЫХОДНУЮ ВОЛОКИ И ДВИ- |0 жется по оси горизонтального блокаконтейнера . Оборудование обеспечивает облегченную заправку проволоки в деформирующий узел, надежное уплотнение и фиксацию его в контейнере. 15 В качестве рабочей среды применяют легкие минеральные масла (индустриальное 12, индустриальное 20), волоки применяют из синтетических и природных алмазов традиционной конст- 20 рукции по ГОСТ 6271-77. Исходная заготовка диаметром 0,2 мм из латуни ЛбЗ; предел прочности 420 МПа; предел текучести 144 МПа; относительное удлинение 24%. Усилие волочения создает- 25 ся тянущим устройством, отдающая катушка с проволочной заготовкой расположена за пределами камеры высокого давления. Скорость волочения 0,8 м/с. Предельное отклонение диаметра измеря-эд ют оптическим методом и микрометром с ценой деления 0,001 мм, шероховатость поверхности определяют отическим методом, сравнивая с эталонными образцами. Температура деформирования - комнатная. 35 чины, что снижает эАфекг снижения силового режима волочения, наблюдаемого при гидростатическом волочении Сон нивелируется). Таким образом, оптимальные условия гидростатической калиорожи, максимальный эфсЬект до1 сти^а - ся при значениях давления смазочной среды между 0,55 6 г и 1,1 & (6»т - предел текучести материала исходной заготовки), степени общего обжатия 10-20% и, в частности, обжатия в первой волоке 0,1-5%. Способ обеспечивает повышение качества изделия (проволоки) в результате улучшения равномерности деформации вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа матрицы, повышение стабильности диаметра проволоки по длине ужесточение поля допуска). Методом гидростатической калибровки получены опытные партии проволоки диаметром 0,17-0,18 мм из латуни Л 63 с отклонением диаметра За показатель эффективности процеспо длине не более 0,002 мм, массой са волочения принимают величину наотрезка не менее нормальной по ГОСТ пряжения волочения, качества поверхности - отсутствие схватывания, про- .* 1066-80 и высокой чистотой поверхности ( R ^ 0 , 16 мкм) . Получение такой дольных рисок на проволоке, однородпроволоки является актуальной проный рельеф поверхности типа "апельсиблемой, предельное отклонение диаметновой корки", величину разделительнора отечественной проволоки согласно го слоя смазки в очаге деформации и стабильность диаметра, коэффициент .с ГОСТа 0,02 мм. надежности процесса. Изобретение может быть использовано в металлургической, электроВ табл. 1 и 2 представлены приметехнической, инструментальной и друры реализации способа при граничных гих отраслях промышленности, произусловиях, внутри диапазона и за Диапазоном. с« водящих проволоку. Область оптимальных обжатий в первой волоке определяется из следующих условий. При уменьшении обжатия ниже нижней границы затрудняется уплотнение камеры на входе заготовки„ наблюдается фильтрация рабочей среды и повышается ее расход; при повышении обжатия выше верхней границы противонатяжение достигает критической вели Ф о р м у л а и з о б р е т е н и я Способ гидростатического волочения проволоки, преимущественно тонкой латунной, включающий протягивание заготовки через В Х О Д Н У Ю воаоку с малой степенью обжатия, герметизированную камеру высокого давления смазки 1592071 н выходную волоку, о т л и ч а ю щ и й с я тем, что, с целью повышения качества поверхности за счет деформации в условиях жидкостного тре-ния с тонкой пленкой смазочного материала, давление смазочной среды в камере высокого давления устанавлива • 6 ют в интервале 0,55-1,1 условного предела текучести материала заготовки, при этом в первой волоке заготовку протягивают со степенью обжатия 0,15%, а общую степень обжатия заготовки в двух волоках устанавливают в пределах 10-20%. Т а б л и ц а 1 — ( При- Давление сма- Соотношение Другие качеНапряжение мер зочной среды, давление с волочения, ственные показатели пределом МПа МПа текучести материала 4 1 2 1 0 2 80 0,55 264 3 100 0,7 250 4 145 1.0 210 5 160 3 308 264 5 Наличие предельных рисок на поверхности проволоки Высокий силовой режим волочения Отсутствие продольных •• рисок, снижение напряжений волочения Стабильность размера в пределах 0,002 мм, однородный рель еф поверхности, шероховатость ^0,16 мкм Наличие тонкой масляной пленки s однородный рельеф поверхности типа "апельсиновая корка", стабильность размеров, низкий силовой режим волочения Отсутствие продольных * рисок, увеличение тол 1592071 8 Продолжение табл. $ 6 Обрыв 200 щины разделительного слоя Увеличение толщины масляного слоя, отстрел (обрыв) пров*рг- , локи Т а б л и ц а 2 ——., При- Давление Общая сте- Степень об- Коэффициент нажатия в дежности** мер смазочной пень касреды, либрующе- I волоке и качество по- . го обжаверхности МПа тия, % 1 0,1-5% 140 -"*• 140 10,0 140 20 -" 140 29 0,1-5% 15 37,5 2,7 (качество поверхности удовлетворительное, полного выглаживания не происходит) 2,68 (высокое качество поверхности) 2,6 -"2,56 (высокое качество поверхности) 1,55 (качество поверхности хорошее) 1,3 -" **В практике калибровки волочением коэффициент надежности выбирают в пределах 1,6-2,5. Редактор С.Лисина Составитель Н.Умнягина Техред Л.Сердюкова Корректор М.Кучерявая Заказ 2667 Тираж 478 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydrostatic wire drawing
Автори англійськоюMatrosov Mykola Ivanovych, Medvedska Elvida Oleksandrivna, Chernyshev Vladyslav Anatoliiovych, Rakhanskyi Henadii Afanasiiovych
Назва патенту російськоюСпособ гидростатического волочения проволоки
Автори російськоюМатросов Николай Иванович, Медведская Эльвида Александровна, Чернышев Владислав Анатольевич, Раханский Геннадий Афанасьевич
МПК / Мітки
МПК: B21C 1/00
Мітки: спосіб, дроту, гідростатичного, волочіння
Код посилання
<a href="https://ua.patents.su/4-635-sposib-gidrostatichnogo-volochinnya-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідростатичного волочіння дроту</a>
Пристрій для гідростатичного волочіння тонкого дроту
Номер патенту: 636
Опубліковано: 15.12.1993
Автори: Чернишев Владислав Анатолійович, Кублицька Валентина Олександрівна, Медведська Ельвіда Олександрівна, Раханський Генадій Афанасійович, Матросов Микола Іванович
МПК: B21C 1/02
Мітки: гідростатичного, пристрій, волочіння, дроту, тонкого
Текст:
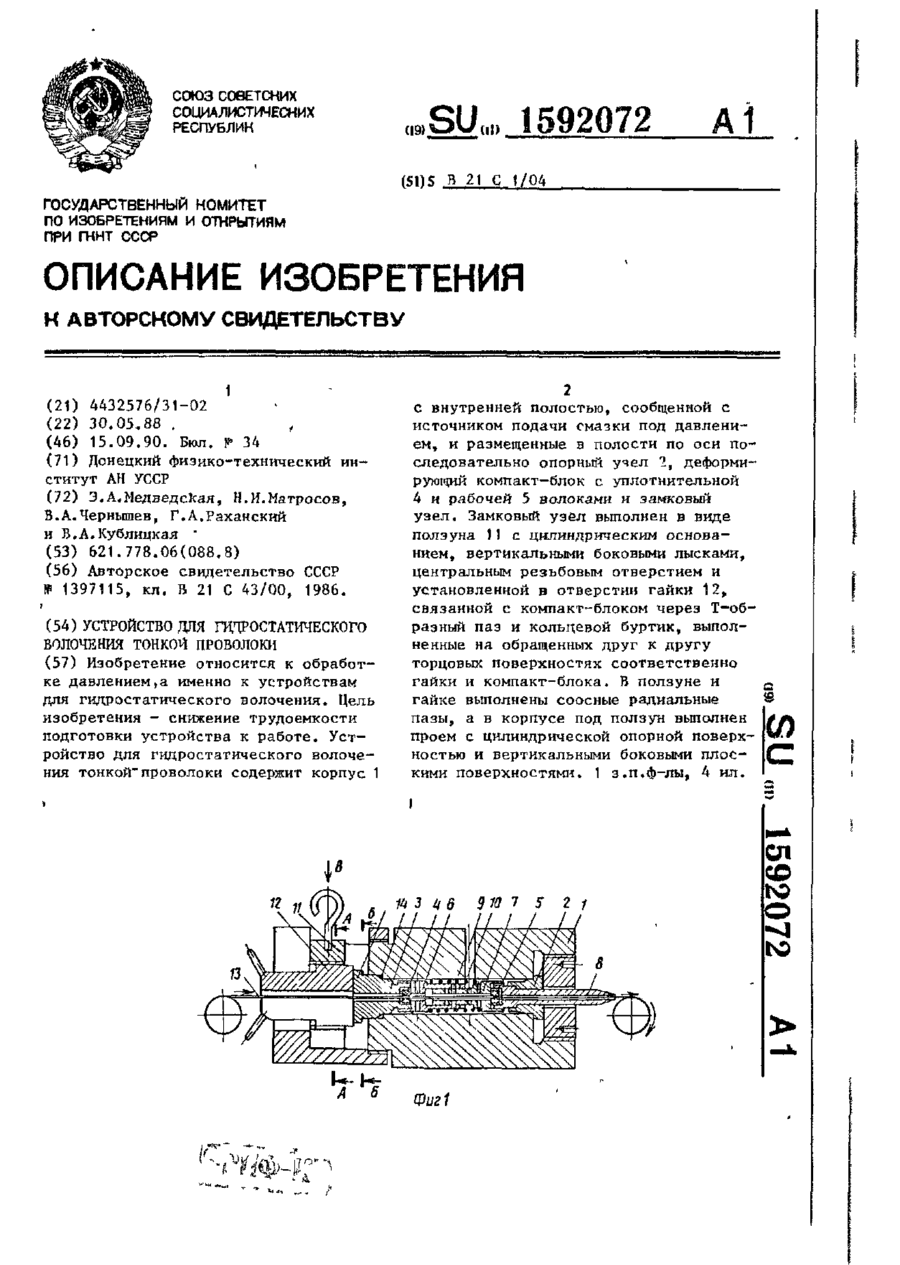
...входит в зацепление с матрицедержателем 3, а продольный паз^ выполненный в ползуне, и гайка дают возможность осуществить это, не воздействуя на длинномерную проволочную заготовку, используемую в форме катуш ки, и исключая вероятность ее обрьюа. Затем поворотом гайки в пределах до 180° деформирующий компакт-блок продвигается дальше и, соприкасаясь с уплотнительным элементом 14, мягко, без присущей клиновому затвору динамики t сжимает...
Пристрій для перемотування дроту
Номер патенту: 645
Опубліковано: 15.12.1993
Автори: Зінченко Анатолій Іванович, Атаманенко Леонід Анатолійович
МПК: B21C 47/00
Мітки: пристрій, дроту, перемотування
Формула / Реферат:
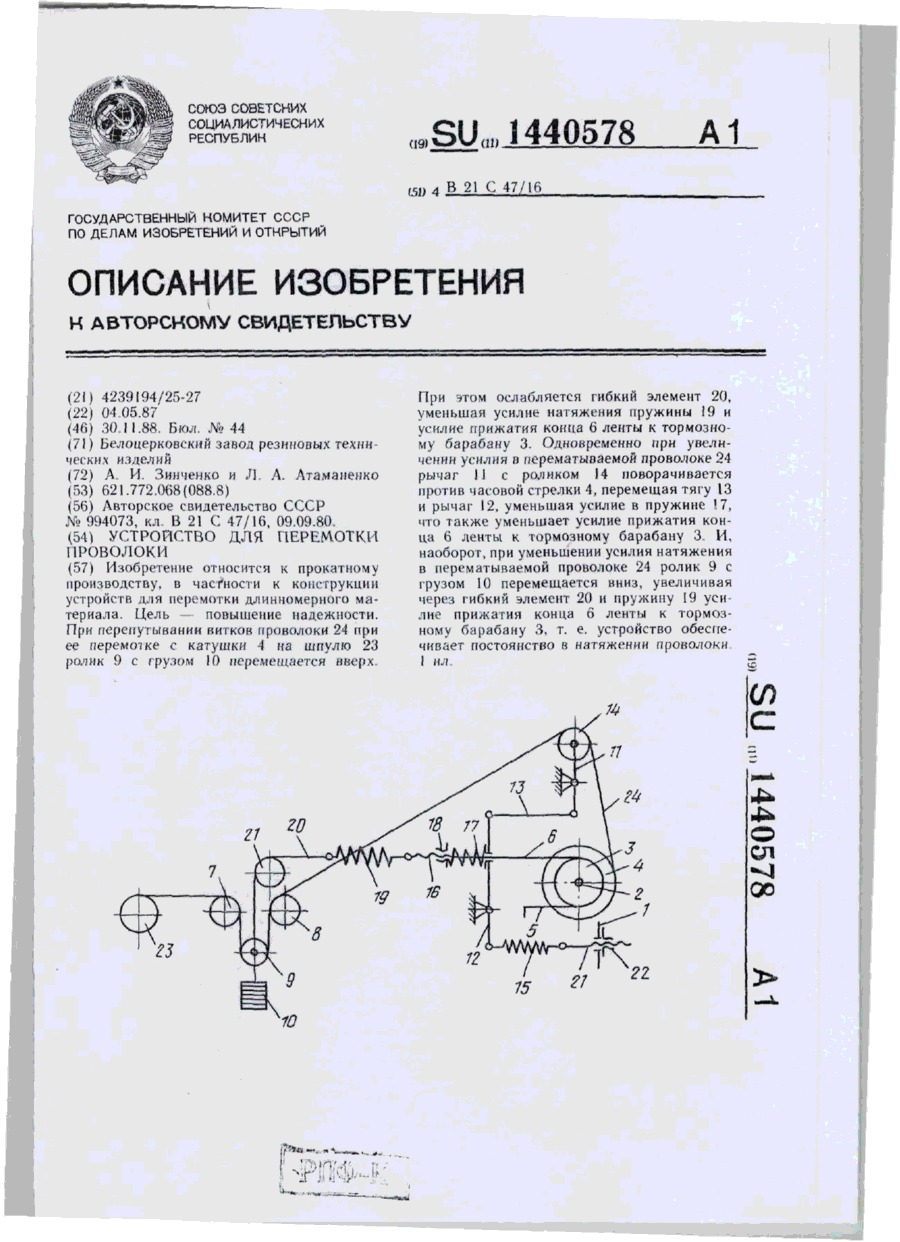
Формула изобретенияУстройство для перемотки проволоки, содержащее смонтированный в опорах корпуса шпиндель для установки катушки, закрепленный на шпинделе тормозной барабан с охватывающей его лентой, зафиксированной одним концом в корпусе, механизм регулировки положения другого конца ленты, а также стабилизатор натяжения проволоки в виде смонтированных на закрепленных в корпусе осях направляющих роликов и размещенного между ними ролика...
Спосіб виготовлення гнучкого троса приводу
Номер патенту: 274
Опубліковано: 30.04.1993
Автори: Ніколаєв Олександр Іванович, Чечель Микола Васильович, Зиков Юрій Сергійович, Прилуцький Олег Вольфович, Деркач Володимир Мінович
Мітки: гнучкого, виготовлення, приводу, спосіб, троса
Формула / Реферат:
Способ изготовления гибкого троса привода, включающий профилирование проволоки, навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с помощью термочувствительной трубки, которые подвергают термообработке, отличающийся тем, что профилирование осуществляют путем непрерывного двухступенчатого обжатия, причем степень относительного обжатия на первой ступени составляет 3-15%, на второй - 25-16%, при этом каркас...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Филонов Юрій Всеволодович, Сапригін Хразален Михайлович, Кузнєцов Лев Федорович, Крупник Ісаак Абрамович, Прохода Григорій Сергійович, Єремєєв Віктор Іванович, Ющевський Віктор Карлович, Гавриленко Євген Дмитрович, Гончар Володимир Павлович
МПК: B21B 1/38
Мітки: прокатки, металу, штабового, спосіб
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб котактного стикового зварювання оплавленням
Номер патенту: 318
Опубліковано: 30.04.1993
Автори: Бондарук Андрій Всеволодович, Бєляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Горонков Микола Дмитрович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: котактного, зварювання, спосіб, стикового, оплавленням
Формула / Реферат:
Формула изобретенияСпособ контактной стыковой сварки оплавлением, при котором после оплавления производят осадку на заданный припуск, а после осадки сварное соединение выдерживают под действием осевого усилия в течение времени, обеспечивающего его охлаждение до определенной температуры, отличающийся тем, что, с целью повышения производительности способа и получения деталей заданных конечных размеров, выдержку сварного соединения...
Попередній патент: Спосіб очистки сильноосновного аніоніту від органічних речовин
Наступний патент: Чавунна льотка доменної печі
Випадковий патент: Стаціонарна свердлувальна установка