Спосіб відновлення робочої поверхні лопатки турбіни теплового двигуна
Номер патенту: 15874
Опубліковано: 30.06.1997
Автори: Домченко Олексій Олексійович, Лимар Володимир Пилипович, Швецов Володимир Дмитрович, Толок Володимир Тарасович, Войтов Віктор Анатольович, Береснєв Вячеслав Мартинович, Швецов Олексій Володимирович
Формула / Реферат
(57) Способ восстановления рабочей поверхности лопатки турбины теплового двигателя, включающий удаление отработанного слоя и нанесение жаростойкого покрытия с последующей термообработкой, отличающийся тем, что удаление отработанного слоя и нанесение жаростойкого покрытия осуществляют потоком ионов плазмы вакуумного дугового разряда, причем удаление отработанного слоя проводят при давлении (2—3)* 10-3 Па потоком ускоренных ионов плазмы тугоплавких материалов при отрицательном потенциале на изделии 1-5 кВ и времени бомбардировки 15-30 мин.
Текст
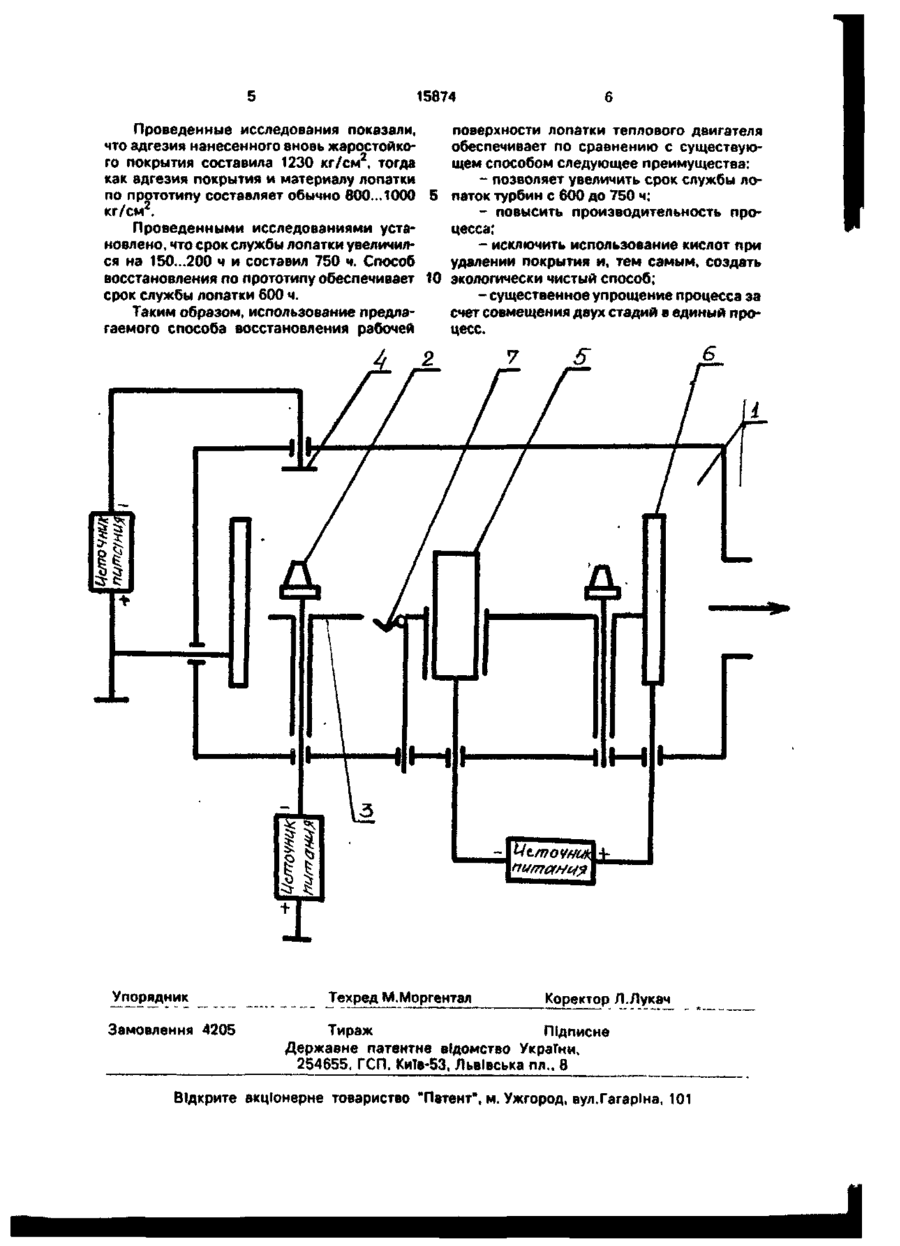
Способ восстановления рабочей поверхности лопатки турбины теплового двигателя, включающий удаление отработанного слоя и нанесение жаростойкого покрытия с последующей термообработкой, о т л и ч а ю щ и й с я тем, что удаление отработанного слоя и нанесение жаростойкого покрытия осуществляют потоком ионов плазмы вакуумного дугового разряда, причем удаление отработанного слоя проводят при давлении (2—3)* 10"3 Па потоком ускоренных ионов плазмы тугоплавких материалов при отрицательном потенциале на изделии 1-5 кВ и времени бомбардировки 15-30 мин. С > Изобретение относится к обработке металлов, в частности, к удалению покрытий с металлических изделий, изготовленных из жаропрочных сплавов и может быть использовано на предприятии, выполняющем ремонт тепловых двигателей. Известен способ удаления алюминиевых покрытий с металлических изделий и раствор для его осуществления, заключающийся в том, что удаление алюминидных покрытий с металлических изделий производят путем травления в смеси минеральных кислот, где с целью исключения растравливания поверхности изделия травление ведут электрохимически [1]. Наиболее близким по технической сущности и достигаемому эффекту является способ восстановления рабочей поверхности лопатки турбины теплового двигателя, который включает механическое удаление окислов с рабочей поверхности лопатки, химическое травление поверхности лопатки в реактиве: азотная кислота HNO3, вторводородная (плавиковая) кислота HF, железо порошковое ПЖВ, удаление разрыхленного слоя покрытия гидроабазивным методом, дефектоскопический контроль рабочей поверхности лопатки, нанесение жаростойкого покрытия методом вакуумно-плазменной технологии высоких энергий (ВПТВЭ), термообработку (отжиг) лопатки при температуре Т 1050°С за тнагр в 2,5...3,5 часа и teuAepac = 3...4 часа [2]. Недостатком известного способа является длительность процесса химического травления, представляющая 3,0 часа. Другим недостатком является то. что при химическом травлении не исключается ел 00 15874 мощности в которых достигает значений 107 растравливание материала лопатки, что в Вт/см , чем и достигается конкурентное иссвою очередь приводит к образованию утонпарение материала катода непосредственчения стенки лопатки и изменению ее проно из твердой фазы. Режимы нанесения филя. Химическое травление приводит к образованию структуры поверхности лопат- 5 жаростойкого покрытия: ток дуги Ig = (700± ки, что ухудшает адгезию жаростойкого по±10) А, Уду™ - (33±3) В, ионный ток 1Н крытия к подложке. Недостатком ={300±5) А. Время нанесения покрытий известного способа является также экологи3,5...4,0 ч. По окончании процесса нанесеческое несовершенство процесса, испольния покрытий установку выключают и прозующего азотную и плавиковую кислоты. 10 изводят охлаждение лопатки в течение В основу изобретения поставлена зада2,5 ч. Затем производят напуск воздуха в ча создания способа восстановления рабокамеру, выемку лопаток и определяют причей поверхности лопатки турбины вес лопатки. По привесу судят о толщине теплового двигателя, в котором удаление нанесенного покрытия. отработанного слоя и нанесение жаростой- 15 Термообработку (отжиг) лопатки произкого покрытия осуществляют потоком ионов водят в вакууме с остаточным давлением не плазмы вакуумного дугового разряда при выше 1 -10 Па при температуре 1050°С за давлении (2-3) 'to Па при отрицательном время нагрева 2,5...3,5 ч и время выдержки потенциале на изделии 1-5 кВ и времени 3...4 ч. По окончании термообработки произбомбардировки 15-30 мин потоком уско- 20 водят окончательный контроль внешнего ренных ионов плазмы тугоплавких материавида лопатки по эталону. лов, в результате чего исключается П р и м е р . Рабочую лопатку авиационрастравливание материала лопатки, обраного двигателя с покрытием системы Nt-Crзование микропористой структуры поверхAI-Y, наработавщим в процессе ности лопатки и наличие окислов на 25 эксплуатации 400 часов и имеющим толщиповерхности, что приводит к увеличению адну покрытия ~ 300 мкм, помещают в вакуумгезионных характеристик покрытия и к увеную камеру установки для восстановления личению срока службы лопаток турбины. рабочей поверхности лопаток турбины. В вакуумной камере 1 расположены рабочая лоСхема установки для восстановления рабочей поверхности лопатки турбины теп- 30 патка турбины 2, закрепленная на лового двигателя изображена на чертеже. подложкодержателе 3, катод из титана 4, ось Способ осуществляют следующим обра-. которого смещена относительно оси приспозом. •собления для лопатки на расстоянии 1/2D, Обезжиренную лопатку помещают в вагде D - диаметр подложкодержателя, охлажкуумную камеру вакуумно-плазменной уста- 35 даемый катод 5 из жаростойкого сплава сисновки, производят откачку камеры до темы Ni-Cr-AI-Y, анод 6, устройство для давления 2...3 -10 Па, подают отрицательотжига дуги 7. Производят откачку вакуумной ный потенциал 50...60 В на катод из тугокамеры до давления 2 • 10 Па, подают отриплавкого материала, осуществляют отжиг цательный потенциал 55 В на катод из титана дуги между анодом и катодом из тугоплав- 40 4, осуществляют отжиг дуги между анодом 6 кого материала, подают отрицательный пои катодом из титана 4, подают отрицательный тенциал 1...5 кВ на лопатку, осуществляют потенциал 1,5 кВ на лопатку 2, осуществляют бомбардировку рабочей поверхности лопатбомбардировку рабочей поверхности лопатки ионами тугоплавкого металла в течение ки ионами титана в течение 18 мин. 15-30 мин. 45 После удаления отработанного покрыЗатем гасят дугу между анодом 6 и катотия производят нанесение жаростойкого дом из титана 4 и осуществляют поджиг дуги покрытия методом вакуумно-плазменной между анодом 6 и катодом 5 из жаростойкотехнологии высоких энергий, основанном го сплава системы NI-Cr-AI-T. Нанесение пона конденсации покрытия в вакууму из плаз- 50 крытия происходит на следующем режиме: менного потока при высоких и управляемых ток дуги Ig « 700 А, идуги * 32 В, ионный ток энергиях частиц. Материал покрытия пере1 т 298 А. Время нанесения покрытия 3,5 ч. ч водится в плазменное состояние за счет гоПо окончании процесса нанесения покрырения вакуумной дуги между катодом, тия установку выключают и производят охизготовленным из материала наносимого 55 лаждение лопатки в течение 2,5 часов. жаростойкого покрытия, и анодом установПроизводят напуск воздуха в камеру, вынимают лопатку и по привесу определяют толки. Вакуумная дуга горит в парах материала щину нанесенного жаростойкого покрытия, катода. Источником генерации паров являсоставившую ~ 60 мкм. ются катодные микропятна дуги, плотность 15874 Проведенные исследования показали, поверхности лопатки теплового двигателя что адгезия нанесенного вновь жаростойкообеспечивает по сравнению с существуюго покрытия составила 1230 кг/см 2 , тогда щем способом следующее преимущества: как адгезия покрытия и материалу лопатки - позволяет увеличить срок службы лопо прототипу составляет обычно 800... 1000 5 паток турбин с 600 до 750 ч; кг/см 2 . - повысить производительность проПроведенными исследованиями устацесса; новлено, что срок службы лопатки увеличил- исключить использование кислот при ся на 150...200 ч и составил 750 ч. Способ удалении покрытия и, тем самым, создать восстановления по прототипу обеспечивает 10 экологически чистый способ; срок службы лопатки 600 ч. - существенное упрощение процесса за Таким образом, использование предласчет совмещения двух стадий в единый прогаемого способа восстановления рабочей цесс. 6 Упорядник Замовлення 4205 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of work surface of blade of heat engine turbines
Автори англійськоюShvetsov Volodymyr Dmytrovych, Domchenko Oleksii Oleksiiovych, Shvetsov Oleksii Volodmyrovych, Voitov Viktor Anatoliovych, Tolok Volodymyr Tarasovych, Lymar Volodymyr Pylypovych, Beresnev Viacheslav Martynovych
Назва патенту російськоюСпособ восстановления рабочей поверхности лопатки турбин теплового двигателя
Автори російськоюШвецов Владимир Дмитриевич, Домченко Алексей Алексеевич, Швецов Алексей Владимирович, Войтов Виктор Анатольевич, Толок Владимир Тарасович, Лимар Владимир Филиппович, Береснев Вячеслав Мартынович
МПК / Мітки
МПК: C23C 14/32
Мітки: поверхні, спосіб, відновлення, лопатки, турбіни, робочої, теплового, двигуна
Код посилання
<a href="https://ua.patents.su/4-15874-sposib-vidnovlennya-robocho-poverkhni-lopatki-turbini-teplovogo-dviguna.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення робочої поверхні лопатки турбіни теплового двигуна</a>
Спосіб захисту від розгону турбіни газотурбінного двигуна
Номер патенту: 1760
Опубліковано: 25.10.1994
Автори: Берестнєв Борис Сергійович, Качан Олександр Георгійович, Майорович Борис Давидович
МПК: F01D 21/00
Мітки: спосіб, захисту, газотурбінного, турбіни, двигуна, розгону
Формула / Реферат:
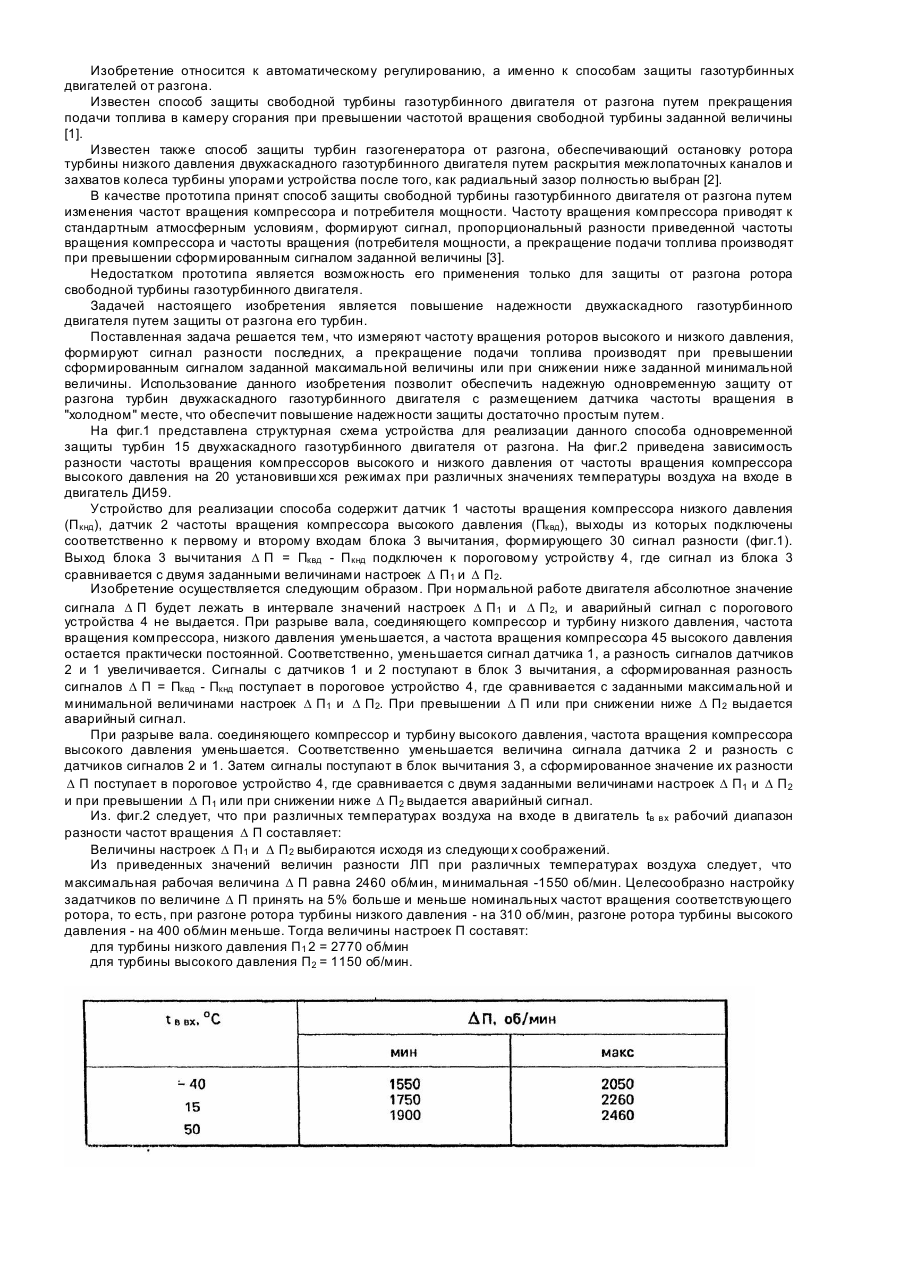
Способ защиты от разгона турбины газотурбинного двигателя, включающий измерение двух частот вращения и прекращение подачи топлива отличающийся тем. что измеряют частоту вращения роторов высокого и низкого давления, формируют сигнал разности последних, а прекращение подачи топлива производят при превышении сформированным сигналом заданной максимальной величины или при снижении ниже заданной минимальной величины.
Спосіб очищення робочої поверхні теплообмінного апарату
Номер патенту: 13356
Опубліковано: 28.02.1997
Автори: Фройштетер Григорій Борисович, Молчан Віра Павлівна, Кравченко Всеволод Романович
МПК: F28G 3/00
Мітки: поверхні, очищення, спосіб, теплообмінного, робочої, апарату
Формула / Реферат:
(57) Способ очистки рабочей поверхности теплообменного аппарата, включающий удаление пристенного слоя и перемешивание его с рабочей жидкостью в кольцевом пространстве между корпусом и валом вращательным движением скребков, закрепленных на валу, отличающийся тем, что кольцевое пространство между корпусом и валом делят на замкнутые зоны и обеспечивают циркуляцию рабочей жидкости внутри каждой зоны, при этом зоны образуют валом, скребками и...
Спосіб відновлення асинхронного двигуна
Номер патенту: 1408
Опубліковано: 25.03.1994
Автори: Самсоненко Сергій Григорович, Тетянич Іван Костянтинович
МПК: H02K 15/00
Мітки: спосіб, відновлення, асинхронного, двигуна
Формула / Реферат:
Способ восстановления асинхронного электродвигателя, согласно которому на поверхность одной из частей электродвигателя наносят металлическое покрытие, отличающийся тем, что используют покрытие на основе термореактивного связующего с наполнителем в виде порошка из ферромагнитного материала, наносят его на внутреннюю поверхность сердечника статора, собирают электродвигатель, пропускают через обмотку статора ток. сила которого составляет не...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: прокату, спосіб, обробки, стального
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виготовлення стін робочої камери нагрівального колодязя
Номер патенту: 6642
Опубліковано: 29.12.1994
Автори: Кузьміна Тетяна Миколаївна, Ротару Іон Теодорович, Карасик Володимир Львович, Петрічук Валентин Дмитрович, Тільга Степан Сергійович, Валуєв Володимир Миколайович, Динкін Борис Львович
МПК: C21D 9/70
Мітки: виготовлення, робочої, нагрівального, камери, колодязя, спосіб, стін
Формула / Реферат:
(57) Способ изготовления стен рабочей камеры нагревательного колодца, включающий кладку рабочего огнеупорного слоя и теплоизоляционного слоя из бетона, отличающийся тем, что производят кладку огнеупорного слоя с расчетным зазором относительно кожуха колодца на высоту 0,5-0,7 м, затем зазор заливают жидкоподвижной бетонной массой, после чего этот цикл повторяют до выполнения необходимой высоты стены, затем производят упрочнение бетона путем...
Попередній патент: Спосіб очистки газу від аерозолю, що містить високодисперсні тверді частки з магнітною компонентою
Наступний патент: Штамп для пробивання отворів в трубах
Випадковий патент: Спосіб діагностики розвитку остеопорозу