Стрічковопильний верстат
Номер патенту: 17862
Опубліковано: 03.06.1997
Автори: Лебедєв Юрій Васильович, Смірнов Валерій Володимирович
Формула / Реферат
1. Ленточнопильный станок, содержащий криволинейные направляющие ленточной пилы, снабженные бесконтактными опорами, соединенными с источником давления смазочной среды, а также устройства натяжения, привода и охлаждения ленточной пилы, отличающийся тем, что бесконтактные опоры соединены напорной магистралью с насосом подачи охлаждающей жидкости к ленточной пиле.
2. Ленточнопильный станок по п.1, отличающийся тем, что устройство натяжения ленточной пилы снабжено гидроцилиндром, соединенным с напорной магистралью бесконтактных опор.
3. Ленточнопильный станок по п.1, отличающийся тем, что в напорной магистрали бесконтактных опор установлен напорный клапан давления, сливной канал которого соединен с соплом подачи охлаждающей жидкости в зону обработки станка.
4. Ленточнопильный станок по пп.1,3, отличающийся тем, что содержит два, установленных последовательно, насоса подачи охлаждающей жидкости, причем бесконтактные опоры соединены напорной магистралью с выходом второго насоса, а магистраль, связывающая насосы, соединена дросселем с соплом подачи охлаждающей жидкости в зону обработки станка.
Текст
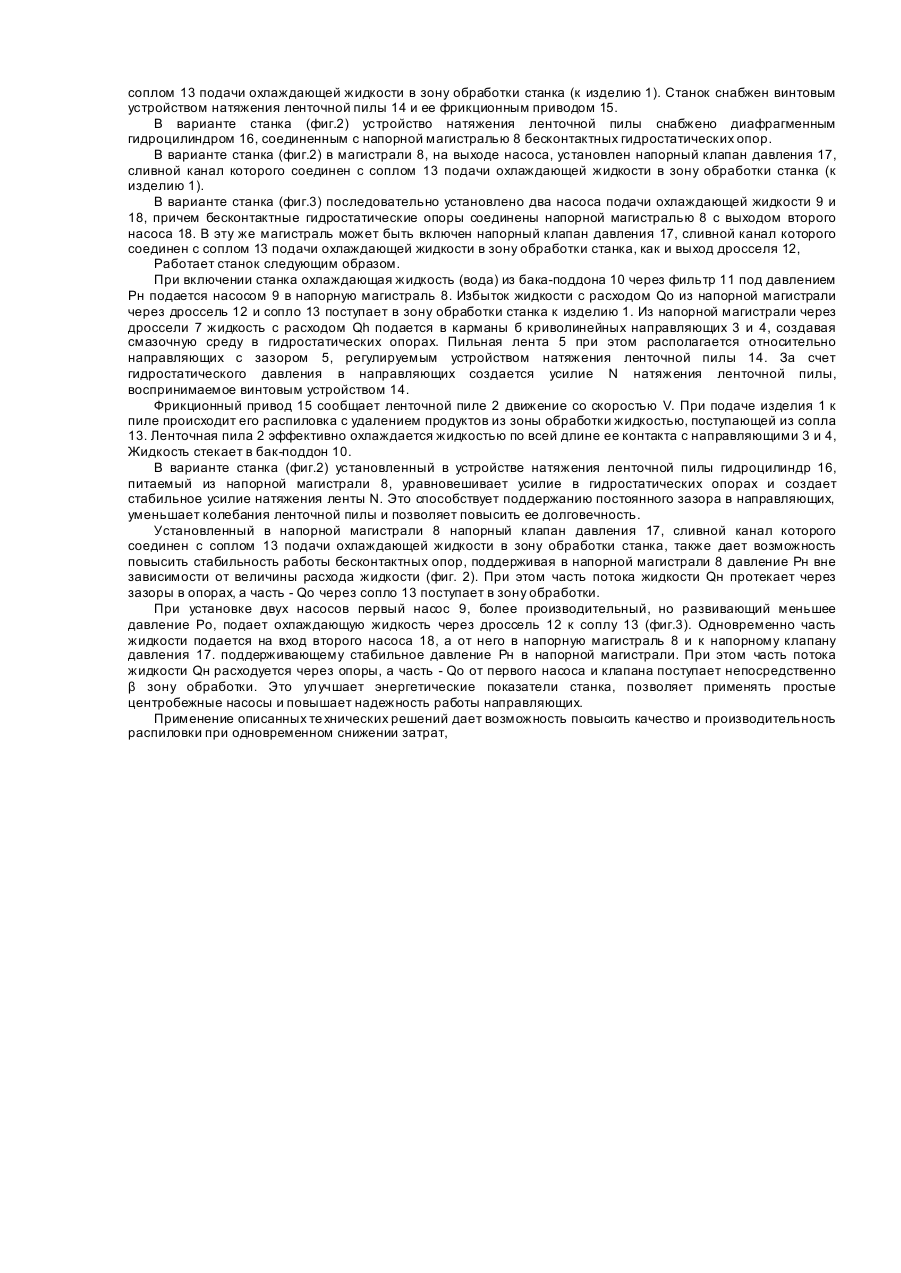
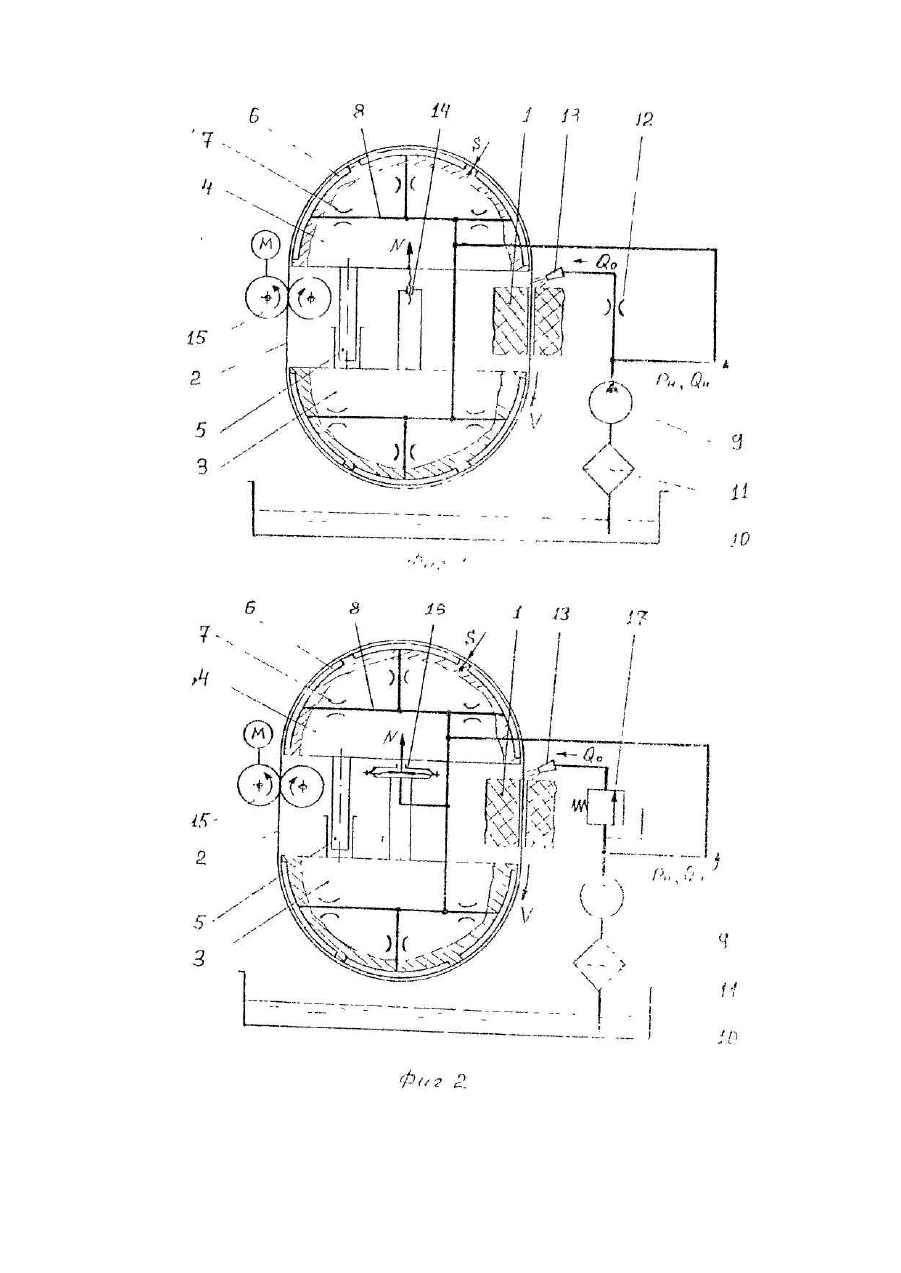
Изобретение относится к обрабатывающему оборудованию, а именно к станкам для распиловки ленточными пилами и может быть использовано в обработке металлов и пластмасс, камнеобработке и деревообработке. Известны ленточнопильные станки, содержащие станину, пару шкивов большого диаметра, привод вращения одного из них и устройство натяжения ленты [1]. Таким станкам присущи недостатки, связанные с необходимостью для повышения ресурса ленты использовать шкивы увеличенного диаметра, что в свою очередь приводит к росту габаритов станка, появлению больших маховы х масс и снижению поперечной устойчивости и жесткости ленты ввиду чрезмерного увеличения длины ее рабочей ветви. Известен, принятый в качестве прототипа, ленточнопильный станок, содержащий корпус, криволинейные направляющие ленточной пилы, снабженные бесконтактными аэростатическими опорами, соединенными с источником, давления смазочной среды (воздуха) посредством дросселей в виде сменных втулок с отверстиями, а также устройства натяжения, привода и охлаждения ленточной пилы [2]. Такой станок отличается от аналогов меньшей металлоемкостью и более высокой устойчивостью ленты. Недостатком станка-прототипа являются повышенные затраты на эксплуатацию и изготовление, связанные с наличием источника сжатого воздуха и значительным его расходом, невозможность обеспечить высокое натяжение ленточной пилы, а также низкая жесткость и демпфирующая способность направляющих, что приводит к вибрациям ленточной пилы. Недостатки непосредственно вытекают из конструкции прототипа, оговоренной в формуле изобретения, в частности, они связаны с применением аэростатических опор с отдельным источником давления и с низкой энергетической эффективностью сжатого воздуха, как смазочной среды. В основу изобретения положена задача в ленточнопильном станке, путем совершенствования направляющих, обеспечить упрощение конструкции станка и снижение его энергопотребление и, за счет этого, уменьшить затраты на изготовление и эксплуатацию станка при одновременном повышении эффективности его работы. Поставленная задача решается тем, что в известном ленточнопильном станке, содержащем корпус, криволинейные направляющие ленточной пилы, снабженные бесконтактными опорами, соединенными с источником давления смазочной среды, а также устройства натяжения, привода и охлаждения ленточной пилы, согласно изобретению бесконтактные опоры соединены напорной магистралью с насосом подачи охлаждающей жидкости к ленточной пиле. В варианте станка устройство натяжения ленточной пилы снабжено гидроцилиндром, соединенным с напорной магистралью бесконтактных опор. В варианте станка в напорной магистрали бесконтактных опор установлен напорный клапан давления, сливной канал которого соединен с соплом подачи охлаждающей жидкости в зону обработки станка. В варианте исполнения станок содержит два установленных последовательно насоса подачи охлаждающей жидкости, причем бесконтактные опоры соединены напорной магистралью с выходом второго насоса, а магистраль, связывающая насосы, соединена дросселем с соплом подачи охлаждающей жидкости в зону обработки. Технический результат применения предлагаемого устройства является следствием реализации совокупности основных признаков формулы изобретения. В частности, соединение напорной магистрали бесконтактных опор с насосом подачи охлаждающей жидкости к ленточной пиле предусматривает применение в направляющих в качестве смазочной среды жидкости, предназначенной для охлаждения зоны обработки, что позволяет исключить необходимость в отдельном источнике давления смазочной среды, объединив их в единую систему, упростив конструкцию станка и при этом уменьшив энергозатраты. Одновременно повышается жесткость направляющих и, следовательно, стабильность движения ленточной пилы. Кроме того, ленточная пила при прохождении по направляющим взаимодействует жидкостью и охлаждается одновременно по всей длине. Поскольку при этом система охлаждения не только становится более эффективной, но и одновременно питает бесконтактные гидростатические направляющие, имеет место совмещение функций устройства с получением сверхсуммарного эффекта. Снабжение устройства натяжения ленточной пилы гидроцилиндром, соединенным с напорной магистралью бесконтактных опор, обеспечить постоянное натяжение ленты и стабилизирует работу направляющих, поскольку и усилие в направляющих, и усилие в гидроцилиндре будут зависеть от давления в напорной магистрали. Это повышает эффективность направляющих и стабильность процесса пиления. Для нормальной работы бесконтактных направляющих необходимо поддержание постоянного давления жидкости перед дросселями, что обеспечивается напорным клапаном давления. Поскольку расход жидкости через карманы гидростатических направляющих относительно мал, основной поток поступит через сливной канал напорного клапана в сопло устройства подачи жидкости и зону обработки станка. Это также позволяет снизить энергозатраты и делает конструкцию более эффективной. Результатом установки последовательно двух насосов подачи охлаждающей жидкости с соединением напорной магистрали выходом второго насоса, а магистрали, связывающей насосы, с соплом подачи охлаждающей жидкости в зону обработки, является энергетически более эффективное использование системы подачи жидкости и повышение стабильности работы направляющих На фиг. 1 приведена схема основного исполнения станка; на фиг. 2 и 3 - схемы вариантов исполнения. Станок для разрезания или контурной распиловки изделия 1 ленточной пилой 2 содержит установленные на основании криволинейные направляющие: неподвижную направляющую 3 и подвижную направляющую 4, связанную с основанием штангой 5. Поверхности криволинейных направляющих снабжены бесконтактными гидростатическими опорами, образованными карманами 6, которые соединены посредством дросселей 7 и напорной магистрали 8 с насосом 9 устройства охлаждения ленточной пилы. Охлаждающая жидкость (вода) поступает к насосу из бака-поддона 10 через фильтр 11. В магистрали 8, на выходе насоса, установлен дроссель 12, соединенный с соплом 13 подачи охлаждающей жидкости в зону обработки станка (к изделию 1). Станок снабжен винтовым устройством натяжения ленточной пилы 14 и ее фрикционным приводом 15. В варианте станка (фиг.2) устройство натяжения ленточной пилы снабжено диафрагменным гидроцилиндром 16, соединенным с напорной магистралью 8 бесконтактных гидростатических опор. В варианте станка (фиг.2) в магистрали 8, на выходе насоса, установлен напорный клапан давления 17, сливной канал которого соединен с соплом 13 подачи охлаждающей жидкости в зону обработки станка (к изделию 1). В варианте станка (фиг.3) последовательно установлено два насоса подачи охлаждающей жидкости 9 и 18, причем бесконтактные гидростатические опоры соединены напорной магистралью 8 с выходом второго насоса 18. В эту же магистраль может быть включен напорный клапан давления 17, сливной канал которого соединен с соплом 13 подачи охлаждающей жидкости в зону обработки станка, как и выход дросселя 12, Работает станок следующим образом. При включении станка охлаждающая жидкость (вода) из бака-поддона 10 через фильтр 11 под давлением Рн подается насосом 9 в напорную магистраль 8. Избыток жидкости с расходом Qo из напорной магистрали через дроссель 12 и сопло 13 поступает в зону обработки станка к изделию 1. Из напорной магистрали через дроссели 7 жидкость с расходом Qh подается в карманы б криволинейных направляющих 3 и 4, создавая смазочную среду в гидростатических опорах. Пильная лента 5 при этом располагается относительно направляющих с зазором 5, регулируемым устройством натяжения ленточной пилы 14. За счет гидростатического давления в направляющих создается усилие N натяжения ленточной пилы, воспринимаемое винтовым устройством 14. Фрикционный привод 15 сообщает ленточной пиле 2 движение со скоростью V. При подаче изделия 1 к пиле происходит его распиловка с удалением продуктов из зоны обработки жидкостью, поступающей из сопла 13. Ленточная пила 2 эффективно охлаждается жидкостью по всей длине ее контакта с направляющими 3 и 4, Жидкость стекает в бак-поддон 10. В варианте станка (фиг.2) установленный в устройстве натяжения ленточной пилы гидроцилиндр 16, питаемый из напорной магистрали 8, уравновешивает усилие в гидростатических опорах и создает стабильное усилие натяжения ленты N. Это способствует поддержанию постоянного зазора в направляющих, уменьшает колебания ленточной пилы и позволяет повысить ее долговечность. Установленный в напорной магистрали 8 напорный клапан давления 17, сливной канал которого соединен с соплом 13 подачи охлаждающей жидкости в зону обработки станка, также дает возможность повысить стабильность работы бесконтактных опор, поддерживая в напорной магистрали 8 давление Рн вне зависимости от величины расхода жидкости (фиг. 2). При этом часть потока жидкости Qн протекает через зазоры в опорах, а часть - Qo через сопло 13 поступает в зону обработки. При установке двух насосов первый насос 9, более производительный, но развивающий меньшее давление Ро, подает охлаждающую жидкость через дроссель 12 к соплу 13 (фиг.3). Одновременно часть жидкости подается на вход второго насоса 18, а от него в напорную магистраль 8 и к напорному клапану давления 17. поддерживающему стабильное давление Рн в напорной магистрали. При этом часть потока жидкости Qн расходуется через опоры, а часть - Qo от первого насоса и клапана поступает непосредственно β зону обработки. Это улучшает энергетические показатели станка, позволяет применять простые центробежные насосы и повышает надежность работы направляющих. Применение описанных те хнических решений дает возможность повысить качество и производительность распиловки при одновременном снижении затрат,
ДивитисяДодаткова інформація
Автори англійськоюLebediev Yurii Vasyliovych, Lebedev Yurii Vasyliovych, Smirnov Valerii Volodymyrovych
Автори російськоюЛебедев Юрий Васильевич, Смирнов Валерий Владимирович
МПК / Мітки
МПК: B27B 13/00, B28D 1/02
Мітки: верстат, стрічковопильний
Код посилання
<a href="https://ua.patents.su/4-17862-strichkovopilnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Стрічковопильний верстат</a>
Верстат стрічковопильний
Номер патенту: 17911
Опубліковано: 03.06.1997
Автори: Лебедєв Юрій Васильович, Смірнов Валерій Володимирович
МПК: B27B 13/00, B28D 1/02
Мітки: стрічковопильний, верстат
Формула / Реферат:
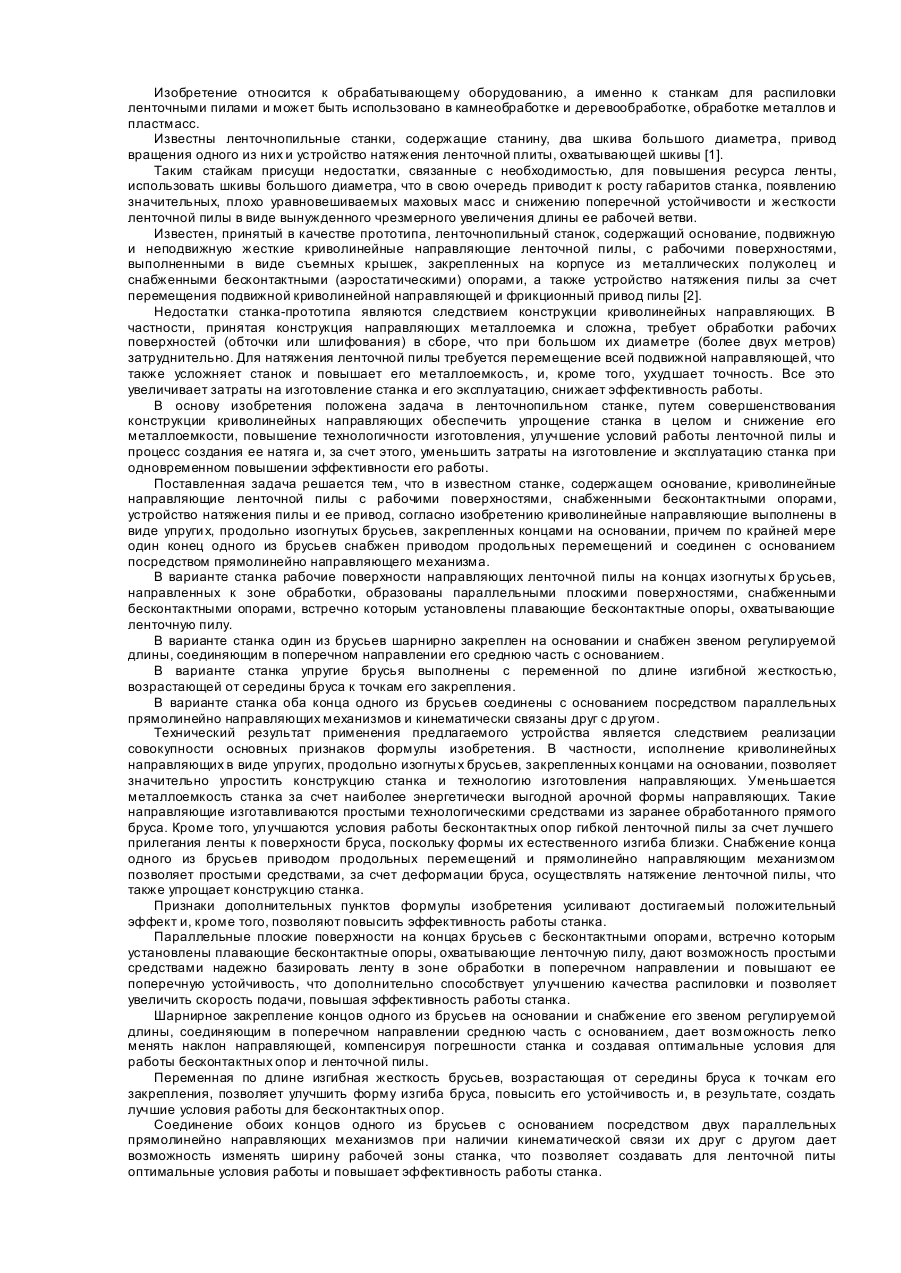
1. Станок ленточнопильный, содержащий основание, криволинейные направляющие ленточной пилы с рабочими поверхностями, снабженными бесконтактными опорами, устройство натяжения пилы и ее привод, отличающийся тем, что криволинейные направляющие выполнены в виде упругих, продольно изогнутых брусьев, закрепленных концами на основании, причем по крайней мере один конец одного из брусьев снабжен приводом продольных перемещений и соединен с основанием...
Розточувальний верстат
Номер патенту: 6235
Опубліковано: 29.12.1994
Автори: Хомченко Едуард Миколайович, Капітельман Леонід Вільямович, Хомутов Семен Михайлович, Гольдрайх Генріх Максович
МПК: B23B 41/00
Мітки: розточувальний, верстат
Формула / Реферат:
1. Расточной станок, содержащий станину, выполненную с боковыми сливными желобами в рабочей зоне и каналами отвода смазывающе-охлаждающей жидкости и стружки, расположенный на станине продольный стол и установленные неподвижно на станине мосты со шпиндельными головками по обе стороны от рабочей зоны в продольном направлении, отличающийся тем, что, с целью повышения производительности обработки за счет интенсификации подачи и слива...
Комбінований побутовий деревообробний верстат
Номер патенту: 4991
Опубліковано: 28.12.1994
Автор: Жеріков Юрій Романович
МПК: B27C 9/00
Мітки: верстат, комбінований, деревообробний, побутовий
Формула / Реферат:
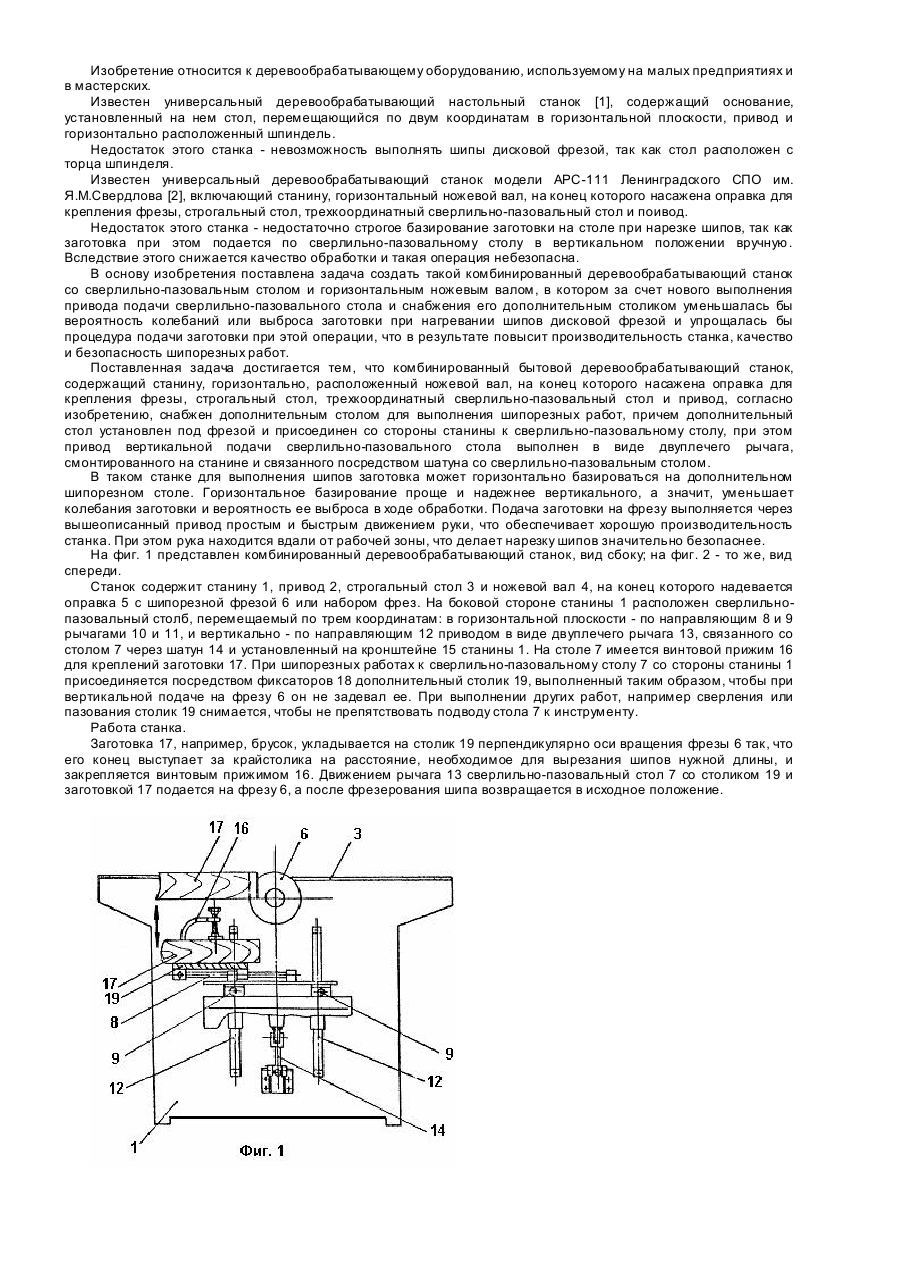
Комбинированный бытовой деревообрабатывающий станок, содержащий станину, горизонтально расположенный ножевой вал, на конец которого насажена оправка для крепления фрезы, строгальный стол, трехкоординатный сверлильно-пазовальный стол и привод, отличающийся тем, что он снабжен дополнительным столом для выполнения шипорезных работ, причем дополнительный стол установлен под фрезой и присоединен со стороны станины к сверлильно-пазовальному столу,...
Верстат для обробки асферичних поверхонь
Номер патенту: 14350
Опубліковано: 25.04.1997
Автори: Ковальов Віктор Дмитрович, Бабін Олег Фавієвич
МПК: B24B 13/00
Мітки: обробки, верстат, асферичних, поверхонь
Формула / Реферат:
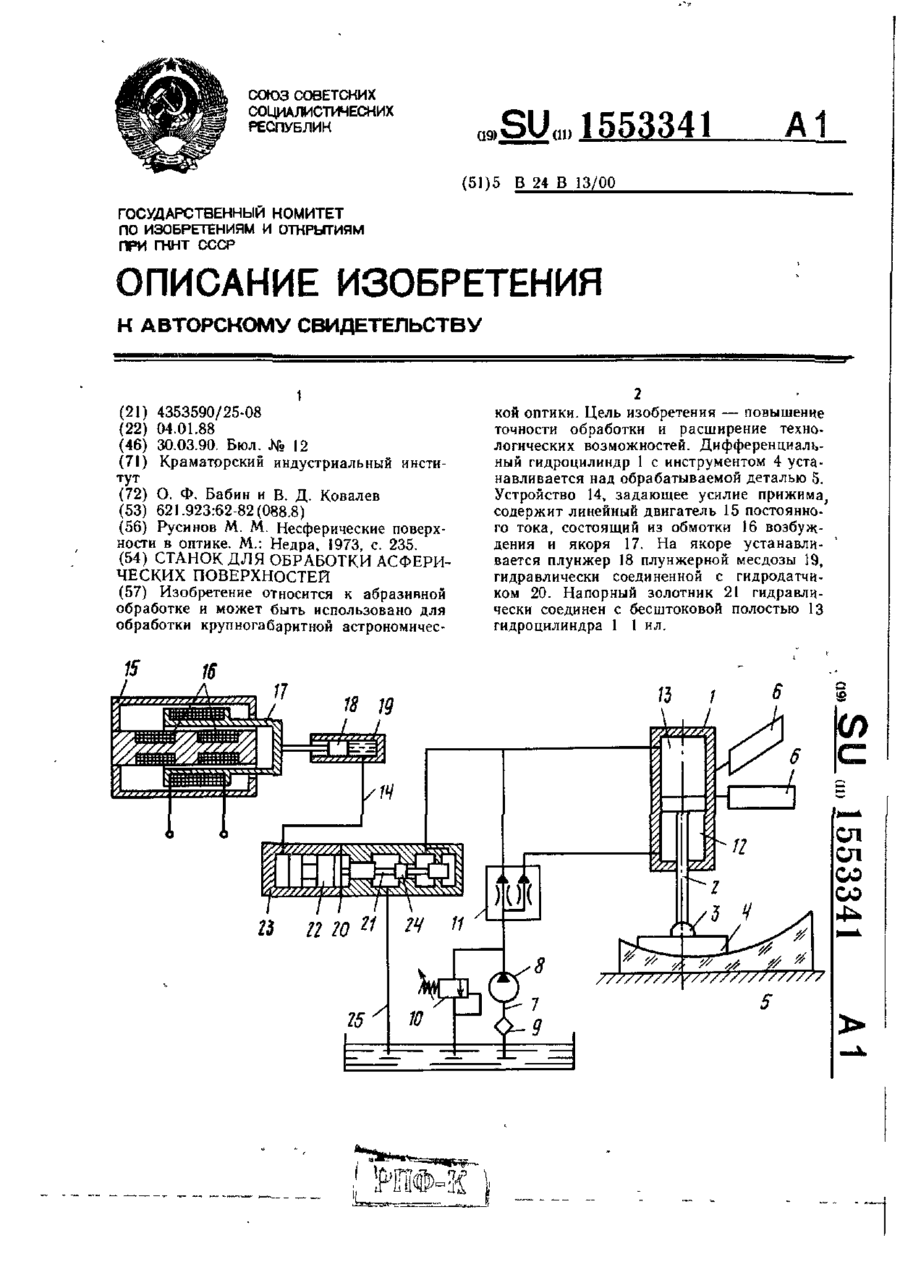
Станок для обработки асферичсгких поверхностей, содержащий устройство для задания усилия прижима инструмента и привод перемещения инструмента в двух взаимно перпендикулярных направлениях, отличающийся тем, что, с целью повышения точности обработки и расширения технологических возможностей за счет управления усилием прижима инструмента в каждой точке обрабатываемой поверхности, привод перемещения инструмента выполнен в виде системы питания...
Верстат для полірування ниткою отворів в алмазних волоках
Номер патенту: 12680
Опубліковано: 28.02.1997
Автори: Клігман Віталій Давідович, Бараб-Тарле Матусь Елев, Волков Анатолій Олександрович, Ройфман Яків Мордкович, Іванова Римма Іванівна
МПК: B24B 5/00
Мітки: отворів, волоках, ниткою, полірування, верстат, алмазних
Формула / Реферат:
(57) Станок для полирования нитью отверстий в алмазных волоках, выполненный в виде установленного в корпусе поворотного держателя волоки с приводом его поворота, узла относительного перемещения нити и волоки с приводом этого перемещения, отличающийся тем, что станок дополнительно снабжен двумя шпинделями для на мотки и смотки нити, а узел относительного перемещения нити и волоки выполнен в виде шарнирного параллелограмма, два параллельных...
Попередній патент: Мелюче тіло
Наступний патент: Спосіб виключення ділянки кишки
Випадковий патент: Спосіб проведення масообмінних процесів