Литтєва багатопозиційна машина для перероблення термопластичних матеріалів
Номер патенту: 1828
Опубліковано: 20.12.1994
Автори: Проскурня Альберт Григорович, Мисливець Василь Миколайович, Сиволап Сергій Володимирович
Формула / Реферат
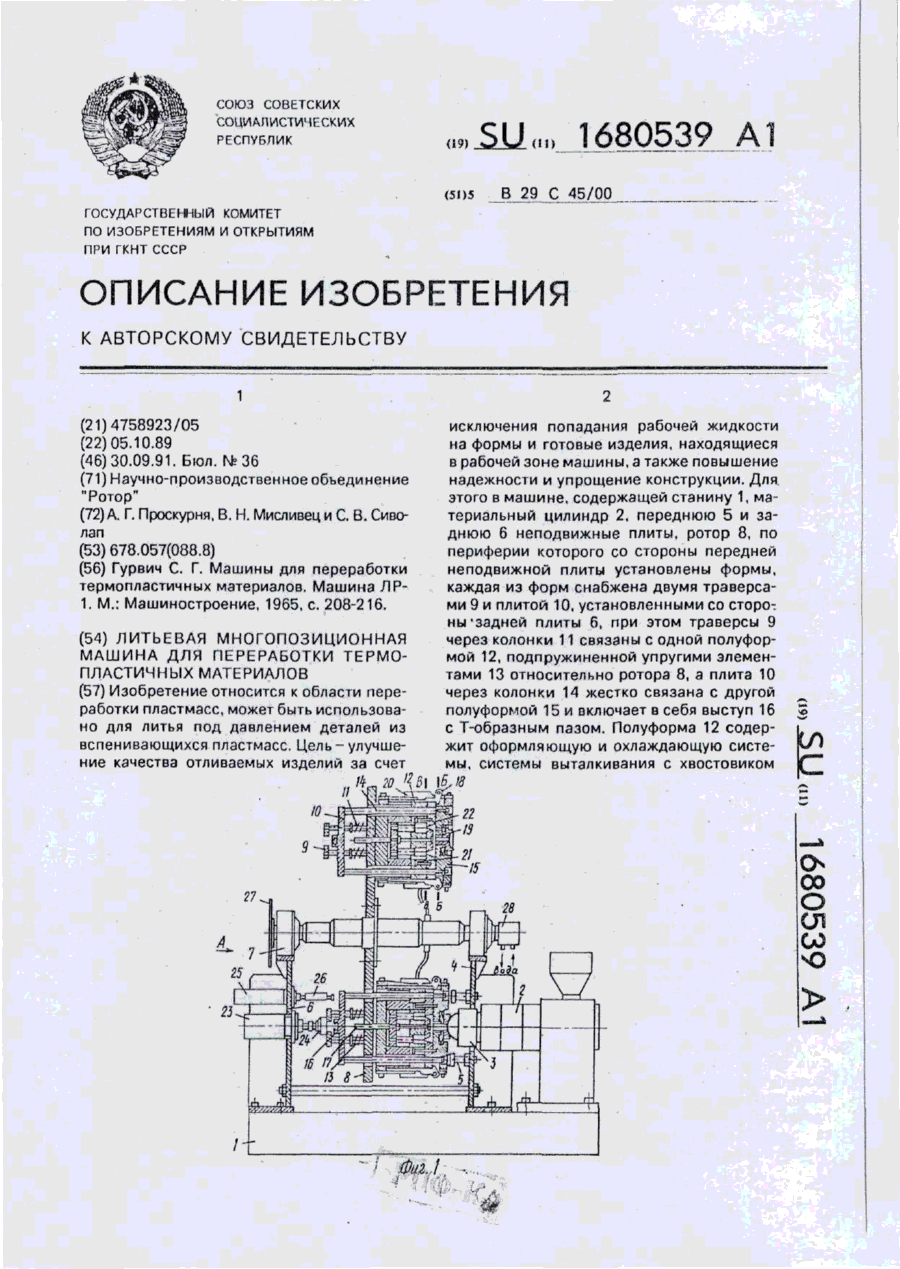
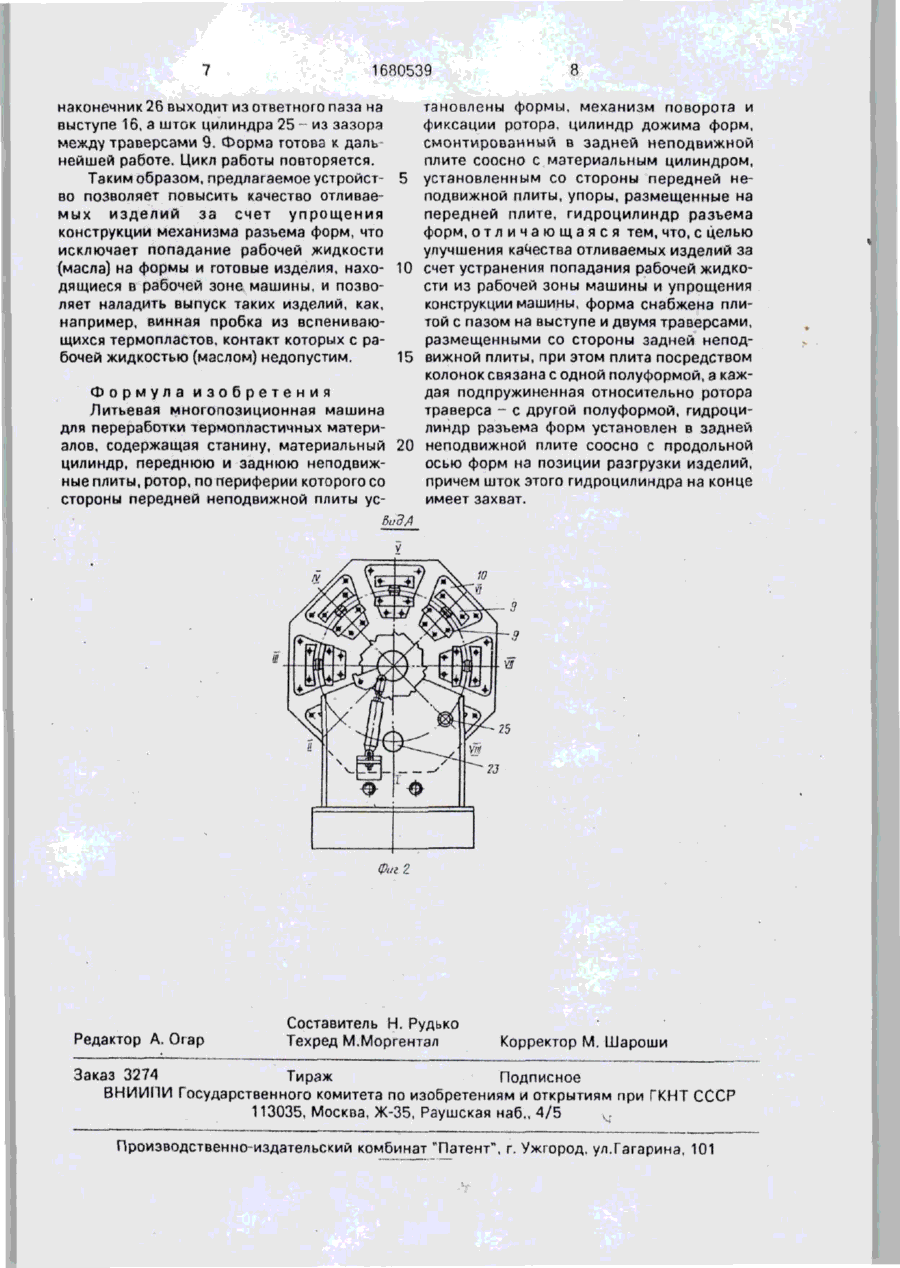
Литьевая многопозиционная машина для переработки термопластичных материалов, содержащая станину, материальный цилиндр, переднюю и заднюю неподвижные плиты, ротор, по периферии которого со стороны передней неподвижной плиты установлены формы, механизм поворота и фиксации ротора, цилиндр дожима форм, смонтированный в задней неподвижной плите соосно с материальным цилиндром, установленным со стороны передней неподвижной плиты, упоры, размещенные на передней плите, гидроцилиндр разъема форм, отличающаяся тем, что, с целью улучшения качества отливаемых изделий за счет устранения попадания рабочей жидкости из рабочей зоны машины и упрощения конструкции машины, форма снабжена плитой с пазом на выступе и двумя траверсами, размещенными со стороны задней неподвижной плиты, при этом плита посредством колонок связана с одной полуформой, а каждая подпружиненная относительно ротора траверса — с другой полуформой, гидроцилиндр разъема форм установлен в задней неподвижной плите соосно с продольной осью форм на позиции разгрузки изделий, причем шток этого гидроцилиндра на конце имеет захват.
Текст
Изобретение относится к области переработки пластмасс, может быть использовано для литья под давлением деталей из вспенивающихся пластмасс. Цель - улучшение качества отливаемых изделий за счет Ю 27 • 23 исключения попадания рабочей жидкости на формы и готовые изделия, находящиеся в рабочей зоне машины, а также повышение надежности и упрощение конструкции. Для этого в машине, содержащей станину 1, материальный цилиндр 2, переднюю 5 и заднюю 6 неподвижные плиты, ротор 8, по периферии которого со стороны передней неподвижной плиты установлены формы, каждая из форм снабжена двумя траверсами 9 и плитой 10. установленными со стороны'задней плиты 6, при этом траверсы 9 через колонки 11 связаны с одной полуформой 12, подпружиненной упругими элементами 13 относительно ротора 8, а плита 10 через колонки 14 жестко связана с другой полуформой 15 и включает в себя выступ 16 с Т-образным пазом. Полуформа 12 содержит оформляющую и охлаждающую системы, системы выталкивания с хвостовиком С 1680539 17. замки 18. Полуформа 15 содержит подпружиненную литниковую втулку 19, кулачки 20, тягу 21. Между полуформами 12 и 15 смонтирована литниковая плита 22, На позиции впрыска в задней неподвижной плите 6 соосно с материальным цилиндром 2 установлен цилиндр 23 дожима, соединенный с источником давления, развивающий основное усилие запирания, приложенное к тяге 24, контактирующей с траверсами 9, размещенными с зазором, через который при по Изобретение относится к переработке пластмасс и может быть использовано, в частности, для литья под давлением деталей из вспенивающихся пластмасс в полимерном машиностроении. Цель изобретения - повышение качества отливаемых изделий путем исключения попадания рабочей жидкости из рабочей зоны машины и упрощение конструкции машины. Указанная цель достигается тем, что в литьевой многопозиционной машине для переработки термопластичных материалов, содержащей станину, материальный цилиндр, переднюю и заднюю неподвижные плиты, ротор, по периферии которого со стороны передней неподвижной плиты установлены формы, механизм поворота и фиксации ротора, цилиндр дожима форм, смонтированный в задней неподвижной плите соосно с материальным цилиндром, установленным со стороны передней неподвижной плиты, упоры, размещенные на передней плите, каждая форма снабжена плитой с пазом на выступе и двумя траверсами, размещенными со стороны задней неподвижной плиты, при этом плита посредством колонок связана с одной полуформой, а каждая подпружиненная относительно ротора траверса посредством колонок с другой полуформой, гидроцилиндр разъема форм установлен в задней неподвижной плите соосно с продольной осью форм на позиции разгрузки готовых изделий, а шток этого гидроцилиндра на конце имеет захват, например Т-образный наконечник. вороте ротора 8 проходит шток гидроцилиндра 25 разъема форм, на конце которого имеется захват 26, выполненный в виде Тобразного наконечника. Для поворота и фиксации форм, размещенных на роторе 8, установлен механизм поворота и фиксации ротора, взаимодействующий с храповым колесом 27. Для термостатирования "форм имеется устройство, подающее термостатическую жидкость (воду) через муфту 28 в формы, размещенные на роторе. 2 ил. разъема форм, установленного в задней неподвижной плите соосно с продольной осью форм только на позиции разгрузки готовых изделий, шток которого на конце имеет за5 хват, выполненный, например, в виде Т-образного наконечника, контактирующего с пазом на выступе при повороте ротора через зазор, образованный между траверсами, исключает необходимость размещения 10 на вращающемся роторе гидроцилиндроа механизма разъема форм, а вместе с этим и применения гидрораспределительных, уплотнительных и других элементов, что упрощает конструкцию машины, исключает 15 попадание рабочей жидкости (масла) на формы и готовые изделия, находящиеся в рабочей зоне машины. Применение форм, каждая из которых снабжена двумя траверсами, устэновленны20 ми со стороны задней неподвижной плиты и связанными колонками с полуформой, подпружиненной относительно ротора, позволяет в позиции впрыска при запирании формы за счет совмещения усилия цилинд25 ра дожима с продольной осью формы исключения осевое перемещение всего ротора и изгибающий момент на вал ротора, улучшить условия работы механизма, уменьшить выработку в подшипниках качения 30 ротора, увеличить точность стыковки и герметичность соединения литниковой втулки с соплом материального цилиндра и таким образом обеспечить при впрыске большую стабильность давления расплава в оформ35 ляющих полостях формы и более высокое качество изделий. На фиг. 1 показана литьевая машина; на фиг. 2 - вид А на фиг. 1. Применение форм, снабженных плитой с пззом на выступе и двумя траверсами, Литьевая многопозиционная машина размещенными со стороны задней непод- 40 для переработки термопластичных материвижной плиты и связанными колонками, алов (фиг. 1) состоит из станины 1, материплита с одной полуформой, а каждая траверального цилиндра 2 с соплом 3, передней са - с другой полуформой, подпружиненной неподвижной плиты 4 с упорами 5. задней относительно ротора, и гидроцилиндра неподвижной плиты 6. подшипников 7 каче 1680539 В закрытую форму производится ния, на которых вращается ротор 8, по певпрыск расплава термопласта. риферии которого установлены формы, каждая из которых снабжена двумя траверсами После заданной выдержки снимается 9 и плитой 10, установленными со стороны усилие запираний цилиндра 23 дожима, задней плиты б, при этом траверсы 9 через 5 шток с пятой 24 отходит влево, форма под колонки 11 связаны с одной полуформой 12, действием усилия сжатия упругих элеменподпружиненной упругими элементами 13 тов 13 возвращается в исходное положение, относительно ротора 8, а плита 10 через сопло 2 расстыковывается с литниковой колонки 14 жестко связана с другой полвтулкой 19. уформой 15 и выполнена с пазом например, 10 При очередном срабатывании механизТ-образным, на выступе 16. ма поворота ротора на позицию впрыска поступает очередная сомкнутая форма, а заПолуформа 12 содержит оформляющую полненные расплавом формы с новым повои охлаждающую системы (не показаны), сиротом ротора 8 смещаются на очередную стему выталкивания с хвостовиком 17 и замки 18. 15 промежуточную позицию машины, при этом формы непрерывно термостатируются воПолуформа 15 включает подпружинендой, поступающей в муфту 28. После проную литниковую втулку 19, кулачки 20 и тяги хождения всех промежуточных позиций 21. II-VI машины (фиг, 2) форма с отформованМежду полуформами 12 и 15 смонтирована литниковая плита 22. 20 ными изделиями после очередного поворота ротора поступает на позицию разгрузки На позиции впрыска (I, фиг. 2) в задней готовых изделий (YII). При этом шток цилиннеподвижной плите 6 (фиг. 1) соосно с матедра 25 разъема форм (фиг. 1) заходит в зазор риальным цилиндром 2 установлен цилиндр между траверсами 9, а Т-образный наконеч23 дожима, соединенный с источником давления (не показан), развивающий основное 25 ник 26 - в ответный паз на выступе 16. При подаче давления шток 25 цилиндра смещаусилие запирания, приложенное к пяте 24, ется вправо, а вместе с ним смещается впраконтактирующей с траверсами 9, размещенво полуформа 15. ными с зазором, через который при повороте ротора 8 проходит шток гидроцилиндра Происходит разъем формы по плоскости 25 разъема форм, на конце которого имеет- 30 Б-Б. После прохождения полуформой 15 зася захват 26, выполненный, например, в виданного расстояния кулачки 20 воздействуде Т-образного наконечника. ют на замки 18 и отводят их в стороны, освобождая литниковую плиту 22 от контакДля поворота и фиксации форм, размета с замками 18. щенных на роторе 8, установлен механизм поворота и фиксации ротора (не показан), 35 При дальнейшем движении полуформы взаимодействующий с храповым колесом 15 вправо выступы тяг 21 увлекают литнико27. вую плиту 12, осуществляя разъем формы по плоскости В-В на заданную величину, необДля термостатирования форм имеется ходимую для выгрузки готовых изделий, а устройство (не показано), подающее термостатическую жидкость (воду) через муфту 23 40 при взаимодействии плиты 10 с хвостовиком 17 производится выталкивание готов формы, размещенные на роторе. вых изделий из оформляющих полостей Для съема готовых изделий и литников полуформы 12 и литников из плиты 22. В из разомкнутой формы имеется разгрузочразомкнутую форму с помощью гидроциное устройство с захватами (не показано). Литьевая многопозиционная машина 45 линдра (не показан) вводится устройство (не показано), имеющее захваты для удаления работает следующим образом литников и сталкивания готовых изделий, которое затем выводится из рабочего проСомнутая по плоскостям Б-Б и В-В разъстранства формы. После этого в соответстема форма за счет вращения ротора 8 от механизма поворота, воздействующего на 50 вии с циклограммой работы машины шток цилиндра 25 возвращается в исходное полохраповое колесо 27, подается на позиции жение. При этом Т-образный захват 26 взавпрыска (I) и фиксируется. Производится заимодействует с пазом на выступе 16, пирание формы. При этом цилиндр 23 дожисвязанном с полуформой 15 через плиту 10 ма форм через пяту 24 воздействует на траверсы 9, связанные через колонки 11 с 55 и колонки 14, осуществляется возвращение кулачков 20 и замков 18 в исходное положеформой, и перемещает ее вправо до стыковние и смыкание формы по плоскостям Б-Б и ки переднего торца полуформы 15 с упораВ-В разъема. Сомкнутая форма за счет очеми 5 и подпружиненной литниковой втулки редного поворота ротора смещается на по19 с соплом 3, сжимая при этом упругие зиции впрыска (I). При этом Т-образный элементы 13. 8 1680539 наконечник 26 выходит из ответного паза на тановлены формы, механизм поворота и выступе 16, а шток цилиндра 25 - из зазора фиксации ротора, цилиндр дожима форм, между траверсами 9. Форма готова к дальсмонтированный в задней неподвижной плите соосно с материальным цилиндром, нейшей работе. Цикл работы повторяется. установленным со стороны передней неТаким образом, предлагаемое устройстподвижной плиты, упоры, размещенные на во позволяет повысить качество отливаепередней плите, гидроцилиндр разъема мых изделий за счет упрощения форм, о т л и ч а ю щ а я с я тем, что, с целью конструкции механизма разьема форм, что улучшения качества отливаемых изделий за исключает попадание рабочей жидкости (масла] на формы и готовые изделия, нахо- 10 счет устранения попадания рабочей жидкости из рабочей зоны машины и упрощения дящиеся в рабочей зоне машины, и позвоконструкции машины, форма снабжена плиляет наладить выпуск таких изделий, как, той с пазом на выступе и двумя траверсами, например, винная пробка из вспениваюразмещенными со стороны задней неподщихся термопластов, контакт которых с рабочей жидкостью (маслом) недопустим. 15 вижной плиты, при этом плита посредством колонок связана с одной полуформой, а каждая подпружиненная относительно ротора Формула изобретения траверса - с другой полуформой, гидроциЛитьевая многопозиционная машина линдр разьема форм установлен в задней для переработки термопластичных материнеподвижной плите соосно с продольной алов, содержащая станину, материальный 20 осью форм на позиции разгрузки изделий, цилиндр, переднюю и заднюю неподвижпричем шток этого гидроцилиндра на конце ные плиты, ротор, по периферии которого со имеет захват. стороны передней неподвижной плиты усЬидА 25 %г2 Редактор А. Огар Составитель Н. Рудько Техред М.Моргентэл Корректор М. Шароши Заказ 3274 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина. 101 • - •
ДивитисяДодаткова інформація
Назва патенту англійськоюMultistation injection machine for processing of thermoplastic materials
Автори англійськоюProskurnia Albert Hryhorovych, Myslyvets Vasyl Mykolaiovych, Syvolap Serhii Volodymyrovych
Назва патенту російськоюЛитьевая многопозиционная машина для переработки термопластичных материалов
Автори російськоюПроскурня Альберт Григорьевич, Мысливец Василий Николаевич, Сиволап Сергей Владимирович
МПК / Мітки
МПК: B29C 45/00
Мітки: багатопозиційна, машина, перероблення, матеріалів, литтєва, термопластичних
Код посилання
<a href="https://ua.patents.su/4-1828-littehva-bagatopozicijjna-mashina-dlya-pereroblennya-termoplastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Литтєва багатопозиційна машина для перероблення термопластичних матеріалів</a>
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Богацький Станіслав Леонідович, Плитко Нона Миколаївна
МПК: B29C 45/26
Мітки: литтєва, виготовлення, піднутренням, форма, полімерних, внутрішнім, виробів
Формула / Реферат:
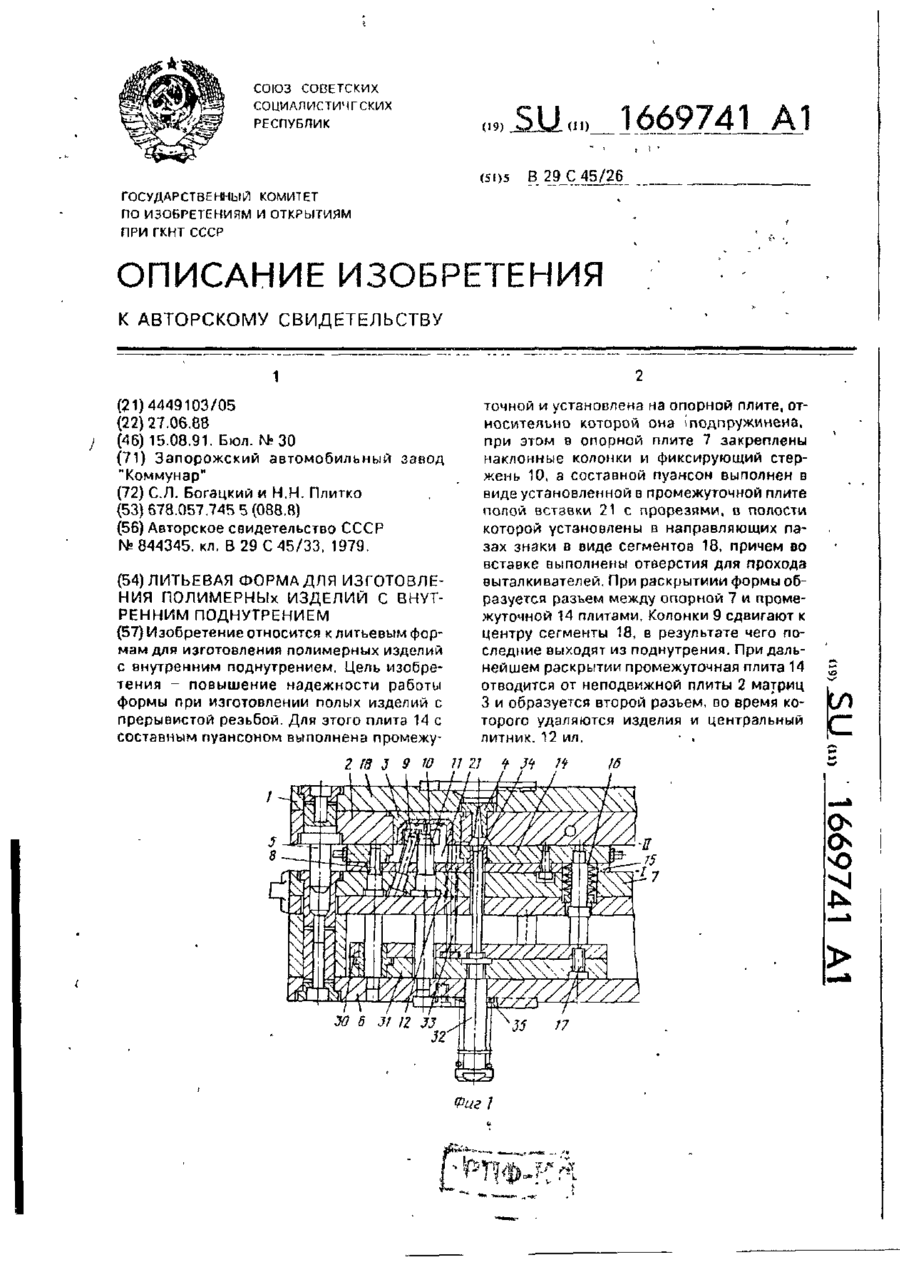
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Обогріваєма плита укладача шляхово-будівельних матеріалів
Номер патенту: 1939
Опубліковано: 20.12.1994
Автори: Красик Юхим Мойсійович, Архипенко Віктор Степанович, Афанасьєв Микола Іванович, Фридлянд Йосип Абрамович, Улицький Анатолій Маркович, Руденко Іван Іванович
МПК: E01C 19/00
Мітки: плита, шляхово-будівельних, обогріваєма, матеріалів, укладача
Формула / Реферат:
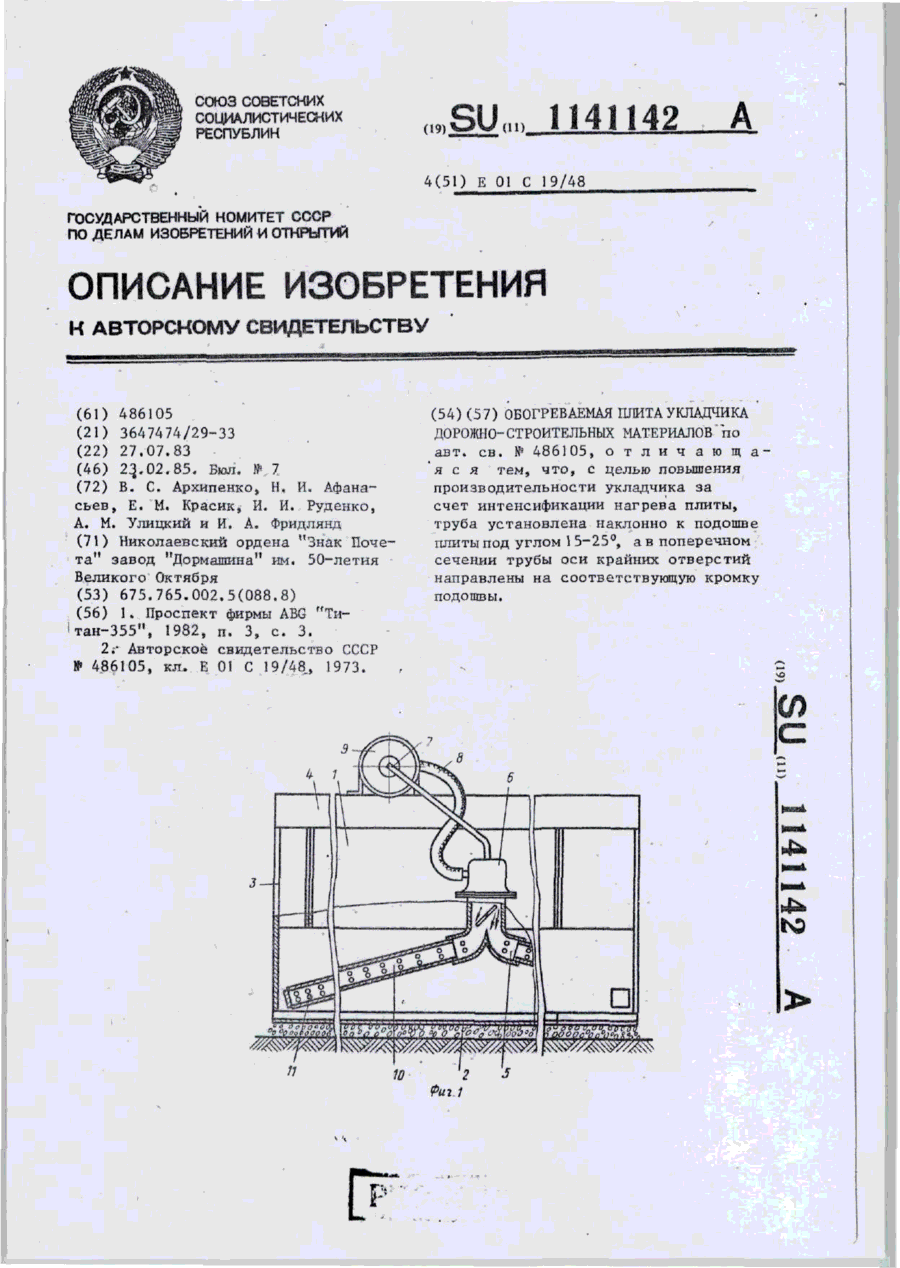
Обогреваемая плита укладчика дорожностроительных материалов по авт. св. N 486105, отличающаяся тем, что, с целью повышения производительности укладчика за счет интенсификации нагрева плиты, труба установлена наклонно к подошве плиты под углом 15—250 , а в поперечном сечении трубы оси крайних отверстий направлены на соответствующую кромку подошвы.
Відцентрова вертикальна ливарна машина

Номер патенту: 716
Опубліковано: 15.12.1993
Автори: Колеватов Сергій Гелійович, Сокіл Олександр Олександрович, Розенблюм Ілья Ірмович, Чорний Віктор Миколаєвич, Команов Геннадій Володимирович
МПК: B22D 13/04
Мітки: вертикальна, машина, відцентрова, ливарна
Формула / Реферат:
Центробежная вертикальная литейная машина, содержащая раму с закрепленной на ней посредством гибкой подвески опорной плитой, захват, установленный над опорной плитой в подшипниковом узле, привод вращения и заливочное устройство, при этом гибкая подвеска выполнена из двух соосных втулок, размещенных одна над другой и имеющих цапфы, шарнирно связанные с рамой и опорной плитой, и упругие элементы, отличающаяся тем, что упругие элементы гибкой...
Тістомісильна машина
Номер патенту: 1299
Опубліковано: 25.03.1994
Автори: Ковалєнко Міхаіл Алєксєєвіч, Літовченко Ігор Миколайович, Данілєско Спірідон Васільєвіч, Сергієнко Олексій Петрович, Атаман Пьотр Гєоргієвіч, Лісовенко Олексій Тимофієвич
МПК: A21C 1/00
Мітки: тістомісильна, машина
Формула / Реферат:
Тестомесильная машина для замеса теста и густой опары, содержащая цилиндрический корпус с загрузочной воронкой и конической насадкой на выходе, установленные внутри корпуса плоские тормозные лопатки и горизонтальный консольный вал с закрепленными на нем месильными лопатками, отличающаяся тем, что тормозные лопатки выполнены плоскими, расположены в один ряди шарнирно соединены между собой с возможностью одновременного поворота, а профиль...
Електрична машина з повітряним охолодженням
Номер патенту: 582
Опубліковано: 15.12.1993
Автори: Курочкін Генадій Іванович, Гоцкало Георгій Григорович, Гавріш Віктор Григорович
Мітки: електрична, охолодженням, повітряним, машина
Формула / Реферат:
Электрическая машина с воздушным охлаждением защищенного исполнения с входными и выходными окнами для воздуха, с устройством для регулирования расхода воздуха через электрическую машину в виде диафрагм, установленных на окнах, отличающаяся тем, что упомянутая диафрагма выполнена в виде набора шайб с дистанционными втулками между ними.
Попередній патент: Пристрій для формовки і обрізки виводів радіоелементів
Наступний патент: Стабілізатор струму в обмотці електродвигуна змінного струму
Випадковий патент: Спосіб одержання харчових гомогенних, твердих, вільних від розчинника гранул, що містять каротиноїди