Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Плитко Нона Миколаївна, Богацький Станіслав Леонідович
Формула / Реферат
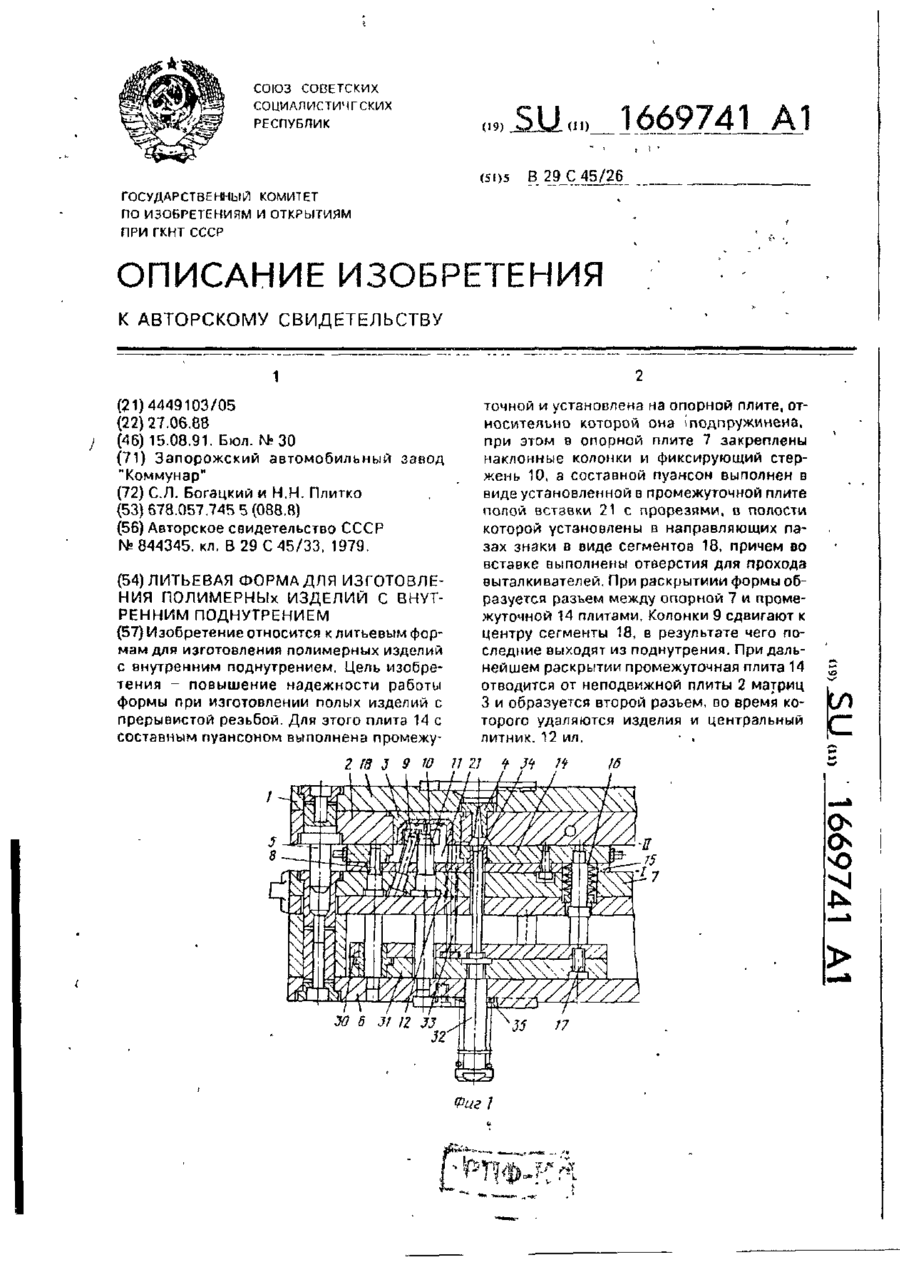
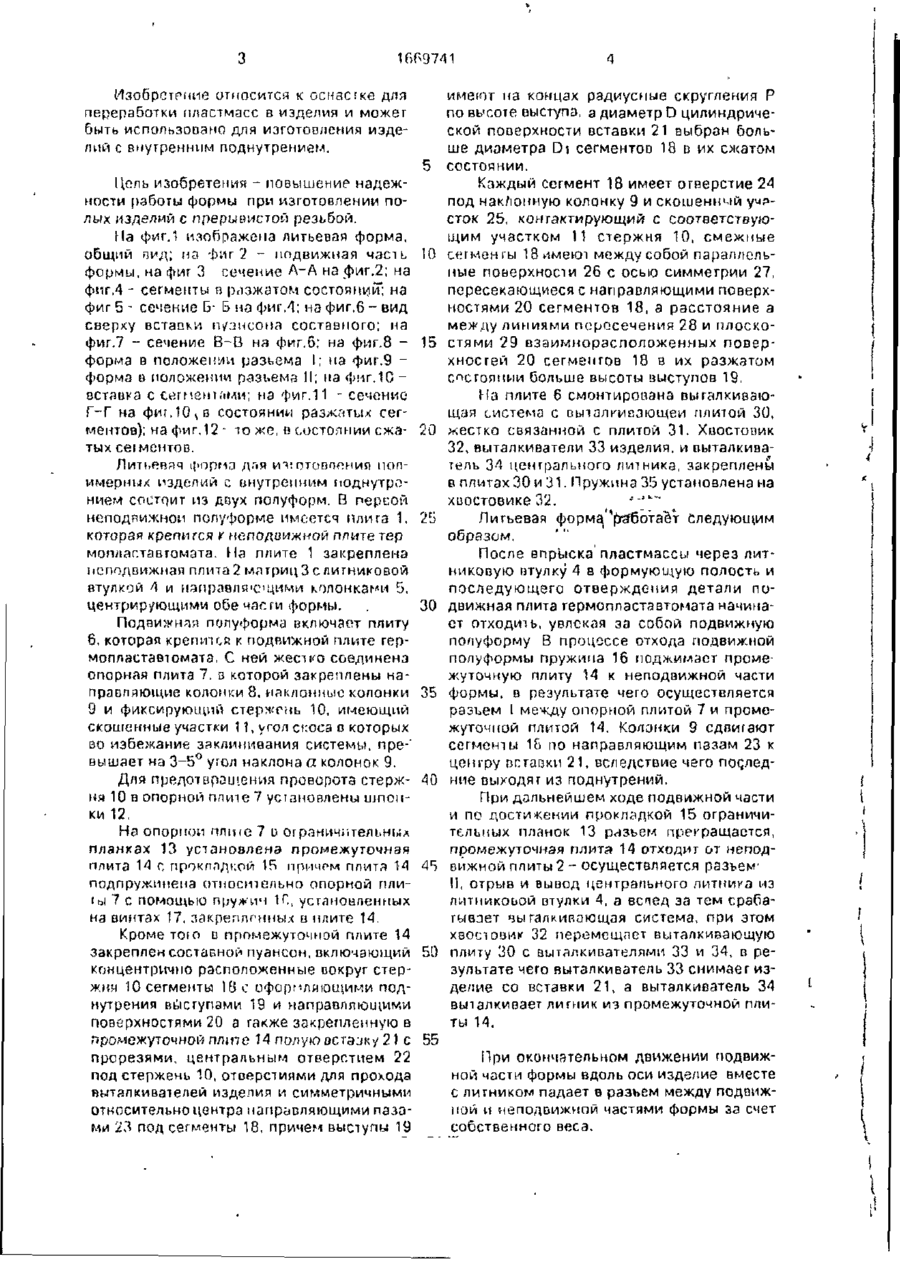
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена промежуточной и установлена на опорной плите, относительно которой она подпружинена, при этом в опорной плите закреплены наклонные колонки и фиксирующий стержень, а составной пуансон выполнен в виде установленной в опорной промежуточной плите полой вставки с прорезями, в полости которой установлены в направляющих пазах знаки в виде сегментов, причем во вставке выполнены отверстия для прохода выталкивателей.
Текст
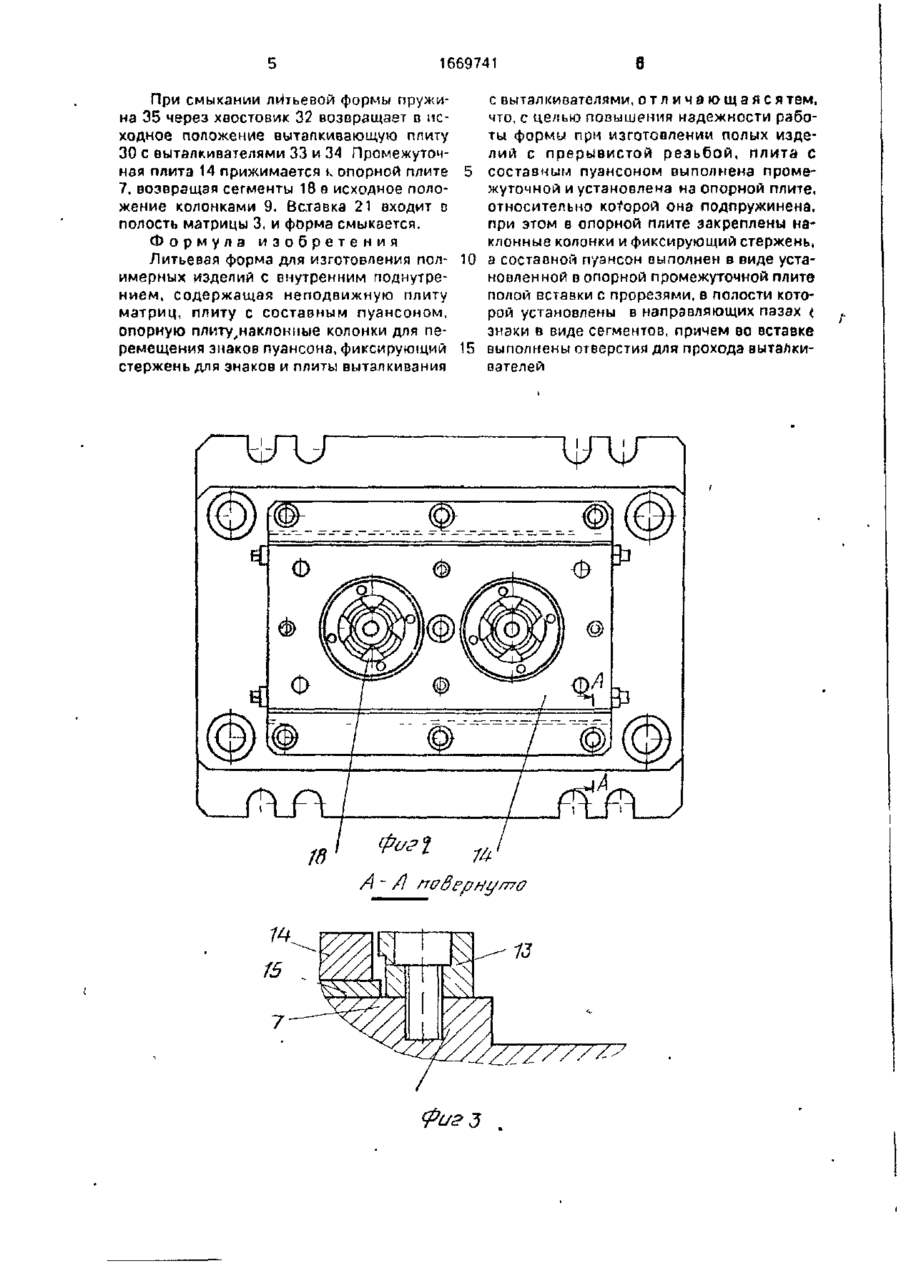
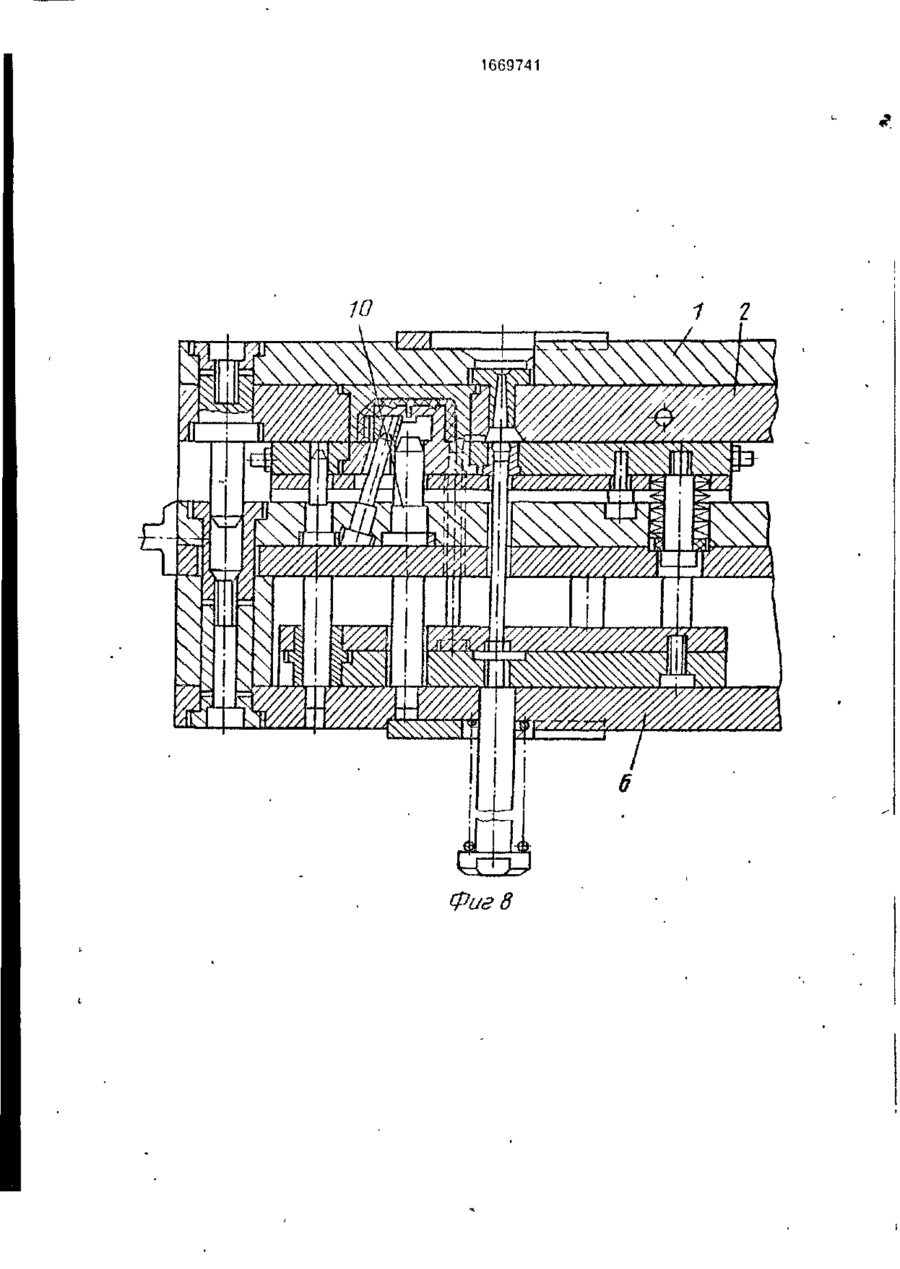
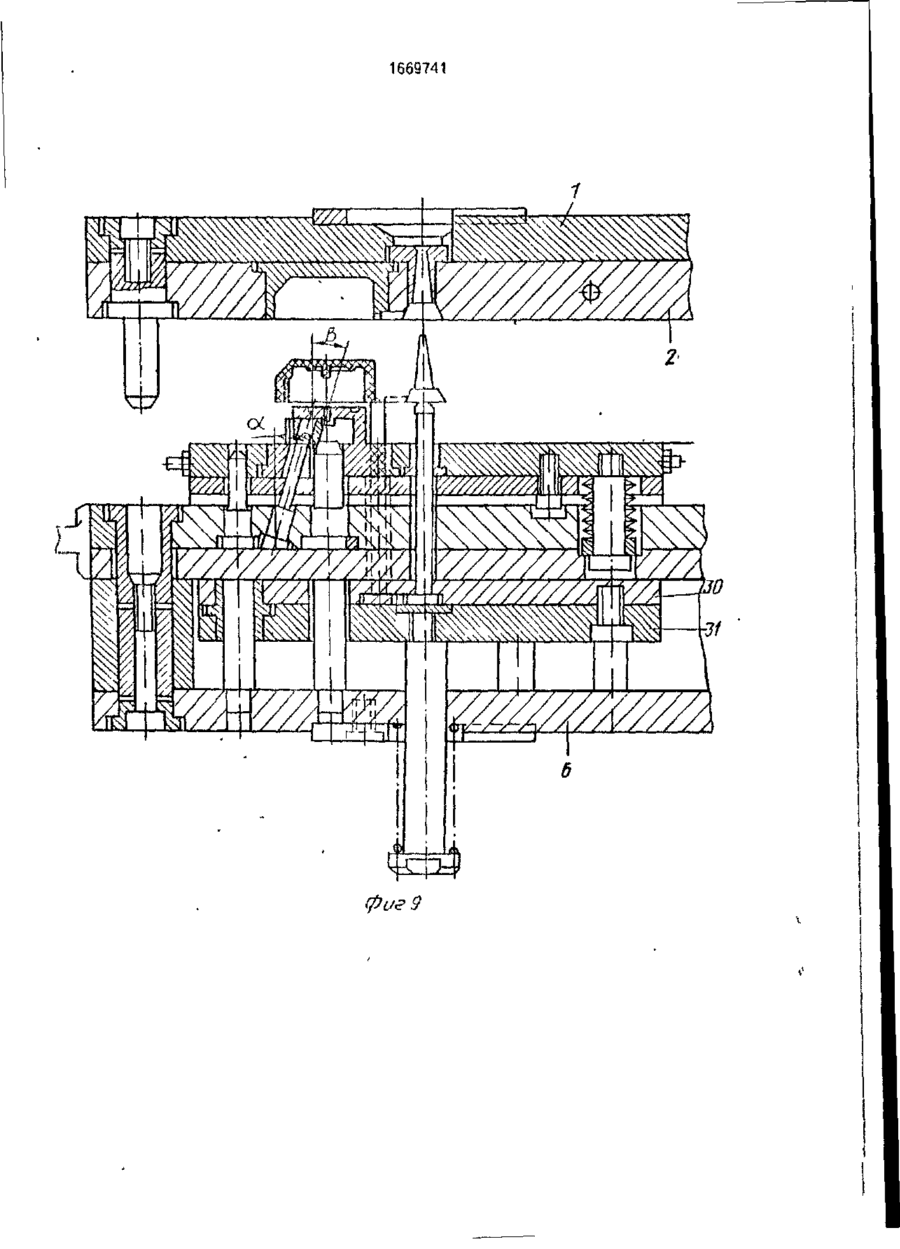
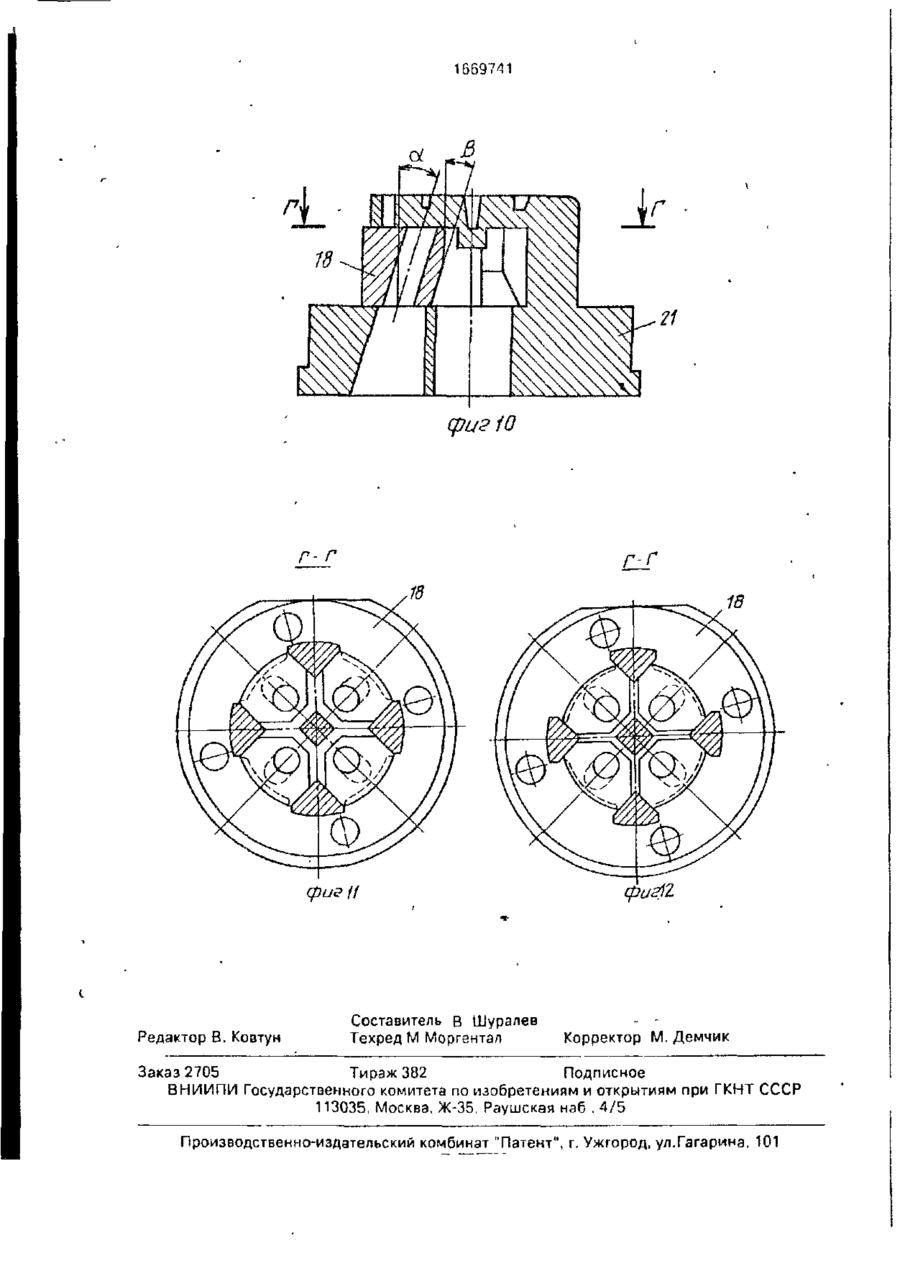
Изобретение относится к литьевым формам для изготовления полимерных изделий с внутренним поднутрением. Цель изобретения - повышение надежности работы формы при изготовлении полых изделий с прерывистой резьбой. Для этого плита 14 с составным пуансоном выполнена промежуZ 18 3 точной и установлена вэ опорной плите, относительно которой она (подпружинена, при этом в опорной плите 7 закреплены наклонные колонки и фиксирующий стержень 10, а составной пуансон выполнен в виде установленной в промежуточной плите попой вставки 21 с прорезями, в полости которой установлены в направляющих пазах знаки в виде сегментов 18, причем во вставке выполнены отверстия для прохода выталкивателей. При раскрытиии формы образуется разъем между опорной 7 и промежуточной 14 плитами. Колонки 9 сдвигают к центру сегменты 18, в результате чего последние выходят из поднутрения. При дальнейшем раскрытии промежуточная плита 14 отводится от неподвижной плиты 2 матриц 3 и образуется второй разьем, во время которого удаляются изделия и центральный литник. 12 ил. •. 9 о о Фиг 1 У гЧ 16РЭ741 Изобретение откосится к оснастке для переработки пластмасс в изделия и можег быть использовано для изготовления изделий с внутренним поднутрением. 5 Цель изобретения - повышение надежности работы формы при изготовлении полых изделий с прерывистой резьбой. На фиг.1 изображена литьевая форма, общий яид; из фиг 7 - подвижная часть 10 формы, на фиг 3 сечение А-А на фиг.2; на фиг.4 - сегменты в разжатом состояний"; на фиг 5 - сечение G- Б на фиг,'!; на фиг.6 - вид сверху вставки п у н с о н а составного; на фиг,7 - сечение В-В на фиг,6; на фиг.8 - 15 форма в положении разъема I; t\a фиг.9 форма в положении разьема II; на фиг.1С вставка с сегненілми; на фиг.11 - сечение Г-Т на фиг. 10 v в состоянии разжатых сегментов); на фиг.12 - то же, в состоянии сжа- 20 тых сегментов. Литьевая форма дня ич;отопления полимерных изделий с внутренним поднутрением состпит из доух полуформ. В перкой неподвижном полуформе имеетсч илига 1, которая крепится к неподвижной плите тер мопластавтомэта. На плите 1 закреплена неподвижная плита 2 матриц 3 с литниковой втулкой 4 и направляющими колонками 6, центрирующими обе части формы. Подвижная полуформа включает плиту б, которая крепится к подвижной плите гермопластавчоматэ. С ней жестко соединена опорная плита 7, а которой закреплены направляющие колонки 8, наклонные колонки 9 и фиксирующий стержень 10, имеющий скошенные участки И , угол скоса о которых во избежание заклинивания системы, пре-1 вышает на 3-5° угол наклона а колонок 9. Для предотвращения проворота стержня 10 в опорной плите 7 установлены шпомки 12. На опорной плпіе 7 и ограничительна ппэнках 13 установлена промежуточная плита 14 с прокладкой 1S причпм плита 14 F подпружинена относительно опорной пли1ы 7 с помощью пружич 1С, установленных на винтах 17, закрепленных и плите \4. Кроме тою о промежуточной плите 14 закреплен составной пуансон, включающий концентрично расположенные вокруг стержня 10 сегменты 1В с оформляющими поднутрения выступами 19 и направляющими поверхностями 20 а также закрепленную в промежуточной п л т е 14 полую остатку 21 с прорезями, центральным отверстием 22 под стержень 10, отверстиями для прохода выталкивателей изделия и симметричными относительно центра направляющими пазами 23 под сегменты 18, причем выступы 19 7lj 30 35 40 45 50 55 имеют на концах радиусные скруглення Р по высоте выступа, а диаметр D цилиндрической поверхности вставки 21 выбран больше диаметра Di сегментов 18 в их сжатом состоянии. Каждый сегмент 18 имеет отверстие 24 под нак/юнную колонку 9 и скошеннчй yupсток 25, контактирующий с соответствующим участком 11 стержня 10, смежные сегменты 18 имеют между собой параллельные поверхности 26 с осью симметрии 27, пересекающиеся с направляющими поверхностями 20 сегментов 18, а расстояние а между линиями пересечения 28 и плоскостями 29 взаимнорасположенных поверхностей 20 сегментов 18 в их разжатом состоянии больше высоты выступов 19, На плите 6 смонтирована выталкивающая система с выталкивающей плиюй 30, жестко связанной с плитой 31. Хвостопик 32, выталкиватели 33 изделия, и выталкиватель 34 центрального литника, закреплены в плитах 30 и 31. Пружина 35 установлена на i хвостовике 32. '"~ м Литьевая форма |Ьсгбота1эт следующим образом. После впрыска пластмассы через литниковую втулку 4 в формующую полость и последующего отверждения детали подвижная плита термоплэставтомата начинает отходить, увлекая за собой подвижную по/іуформу в процессе отхода подвижной полуформы пружина 16 поджимает промежуточную плиту 14 к неподвижной части формы, в результате чего осуществляется разьем 1 между опорной плитой 7 и промежуточной плитой \4. Колонки 9 сдвигают сегменты \Ь по направляющим пазам 23 к центру вставки 2 1 , вследствие чего подледние выходят из поднутрений. При дальнейшем ходе подвижной части и по достижении прокладкой 15 ограничительных планок 13 рнзъем прекращается, промежуточная плита 14 отходит от неподвижной плиты 2 - осуществляется разъемII, отрыв и вывод центрального литника из литникоьой втулки 4, а встед за тем срабатывает чыгалкивающая система, при этом хвостовик 32 перемещает выталкивающую плиту 30 с выталкивателями 33 и 34, в результате чего выталкиватель 33 снимает издепие со вставки 2 1 , а выталкиватель 34 выталкивает лигник из промежуточной плиты 14. При окончательном движении подвижной части формы вдоль оси изделие вместе с литником падает в разьем между подвижной и неподвижной частями формы за счет собственного веса. 1669741 При смыкании литьевой формы пружис выталкивателями, о т л и ч а ю щ а я с я тем, на 35 через хвостовик 32 возвращает в исчто, с целью повышения надежности рабоходное положение выталкивающую плиту ты формы при изготовлении полых изде30 с выталкивателями 33 и 34 Промежуточлий с прерывистой резьбой, плита с ная плита 14 прижимается к опорной плите составным пуансоном выполнена проме7, возвращая сегменты 18 в исходное положуточной и установлена на опорной плите, жение колонками 9. Вставка 21 входит в относительно которой она подпружинена, полость матрицы 3, и форма смыкается. при этом в опорной плите закреплены наФормула изобретения клонные колонки и фиксирующий стержень, Литьевая форма для изготовления пол- 10 а составном пуансон выполнен в виде устаимерных изделий с внутренним поднутреновленной в опорной промежуточной плите нием, содержащая неподвижную плиту полой вставки с прорезями, в полости котоматриц, плиту с составным пуансоном, рой установлены в направляющих пазах < опорную плиту,наклонные колонки для пезнаки в виде сегментов, причем во вставке ремещения знаков пуансона, фиксирующий 15 выполнены отверстия для прохода выталкистержень для знаков и плиты выталкивания вателей 7 1669741 6-6 18 2S Фаг. 5 фиг 4 в-в 21 Фиг 6 1669741 W//////////////A фиг 8 1669741 фиг 9 1669741 (риг10 г- г г-г (риг И Редактор В. Ковтун Составитель в Шуралев Техред М Моргентал - Корректор М. Демчик Заказ 2705 Тираж 382 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб . 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 45/26
Мітки: литтєва, виробів, піднутренням, полімерних, виготовлення, внутрішнім, форма
Код посилання
<a href="https://ua.patents.su/8-218-littehva-forma-dlya-vigotovlennya-polimernikh-virobiv-z-vnutrishnim-pidnutrennyam.html" target="_blank" rel="follow" title="База патентів України">Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням</a>
Форма жердева в.в. для вулканізації нескінченних гумових виробів
Номер патенту: 515
Опубліковано: 30.04.1993
Автор: Жердев Володимир Васильович
МПК: B29L 29/00, B29C 35/04, B29C 33/48, B29K 19/00
Мітки: вулканізації, нескінченних, жердева, форма, виробів, гумових, в.в
Формула / Реферат:
(57) Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, отличающаяся тем, что, с целью повышения надежности работы формы и качества...
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Панасюк Ігор Вікторович, Бубен Едуард Михайлович
МПК: B28B 5/00
Мітки: виробів, залізобетонних, виготовлення, бетонних, роторний, конвейер
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Познянський Ілля Матвійович, Кошелєв Володимир Борисович, Войтович Михайло Миколайович, Кучук-Яценко Сергій Іванович, Іщук Валерій Фотієвич, Толдін Анатолій Андрійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: виробів, кільцевої, виготовлення, спосіб, форми
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Пристрій для переміщення і передачі виробів
Номер патенту: 338
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Кундін Станіслав Ісакович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович
МПК: B65G 47/53
Мітки: переміщення, пристрій, передачі, виробів
Формула / Реферат:
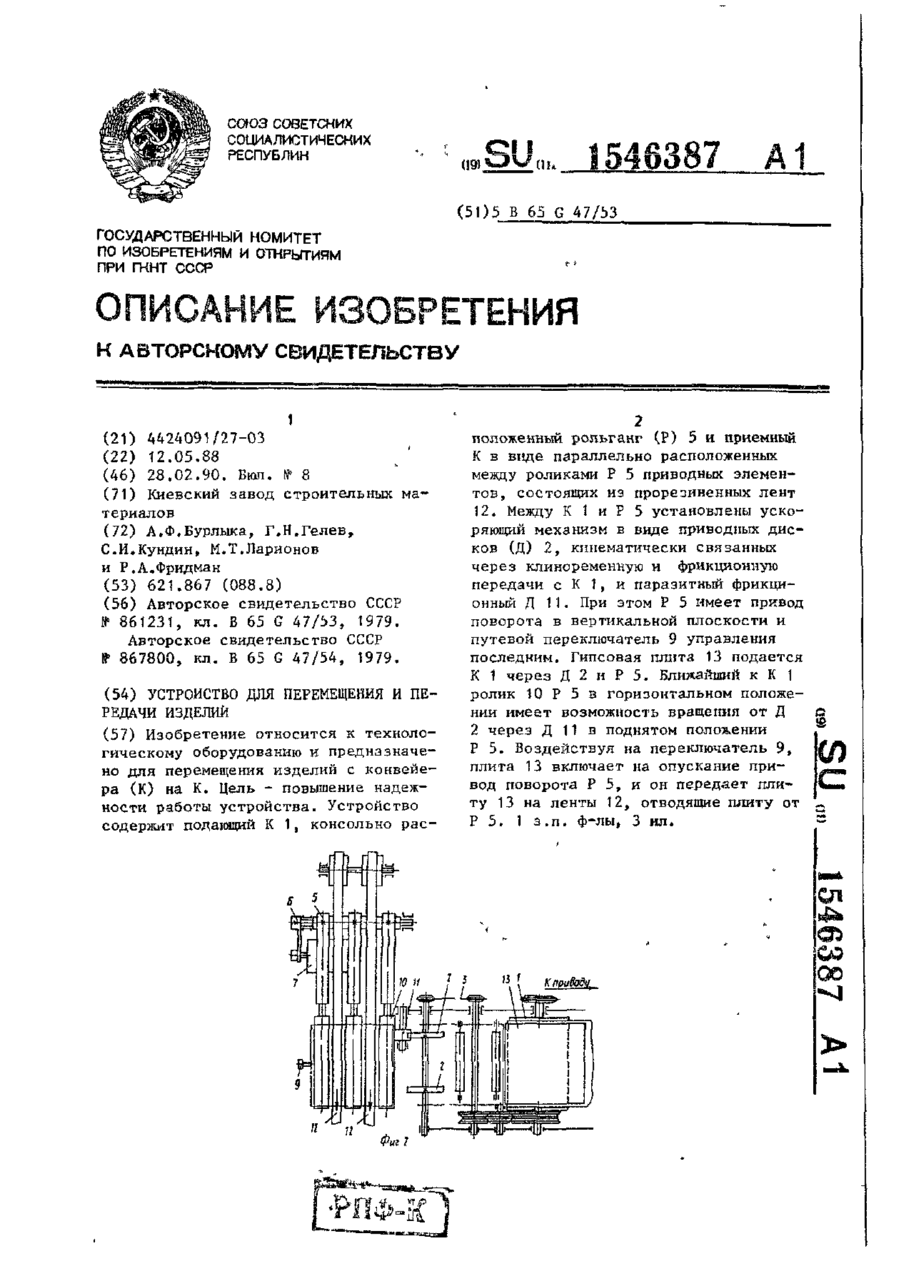
Ф о р м у л а и з о б р е т е н и я 1. Устройство для перемещения и передачи изделий, включающее подающий конвейер, консольно расположенный рольганг с приводом поворота в вертикальной плоскости и путевым переключателем управления последним и приемный конвейер в виде параллельно расположенных между роликами рольганга приводных элементов, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено...
Верстат для обробки виробів у вигляді тіл обертання
Номер патенту: 392
Опубліковано: 30.04.1993
Автори: Білоконь Віктор Юр'євич, Титаренко Руслан Вікторович
МПК: B27C 7/00
Мітки: тіл, верстат, обертання, вигляді, обробки, виробів
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Станок для обработки изделий в виде тел вращения, включающий основание, центр для зажима и вращения изделий, копир, каретку, на которой смонтирован с возможностью перемещения к оси центров суппорт, несущий с одного конца копирный ролик, взаимодействующий с копиром, а с другого - шпиндельный узел, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей, каретка со стороны...
Попередній патент: Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Наступний патент: Вільнопоршневий двотактний двигун внутрішнього згоряння
Випадковий патент: Спосіб відбійки корисних копалин свердловинними зарядами