Спосіб електрошлакового переплаву олов’яних бронз


Формула / Реферат
1. Способ электрошлакового переплава оловянных бронз, включающий загрузку флюса в кристаллизатор, возбуждение дуги между нерасходуемым электродом и подом кристаллизатора, расплавление флюса, замену нерасходуемого электрода на расходуемый, отличающийся тем, что дугу возбуждают перед загрузкой флюса, причем загрузку флюса осуществляют дискретно, а замену нерасходуемого электрода на расходуемый осуществляют после нагрева катализатора до 700-800°С.
2. Способ по п. 1,отличающийся тем, что при дискретной загрузке флюс подают с периодом 50-60 с в количестве 8-12% от массы.
Текст
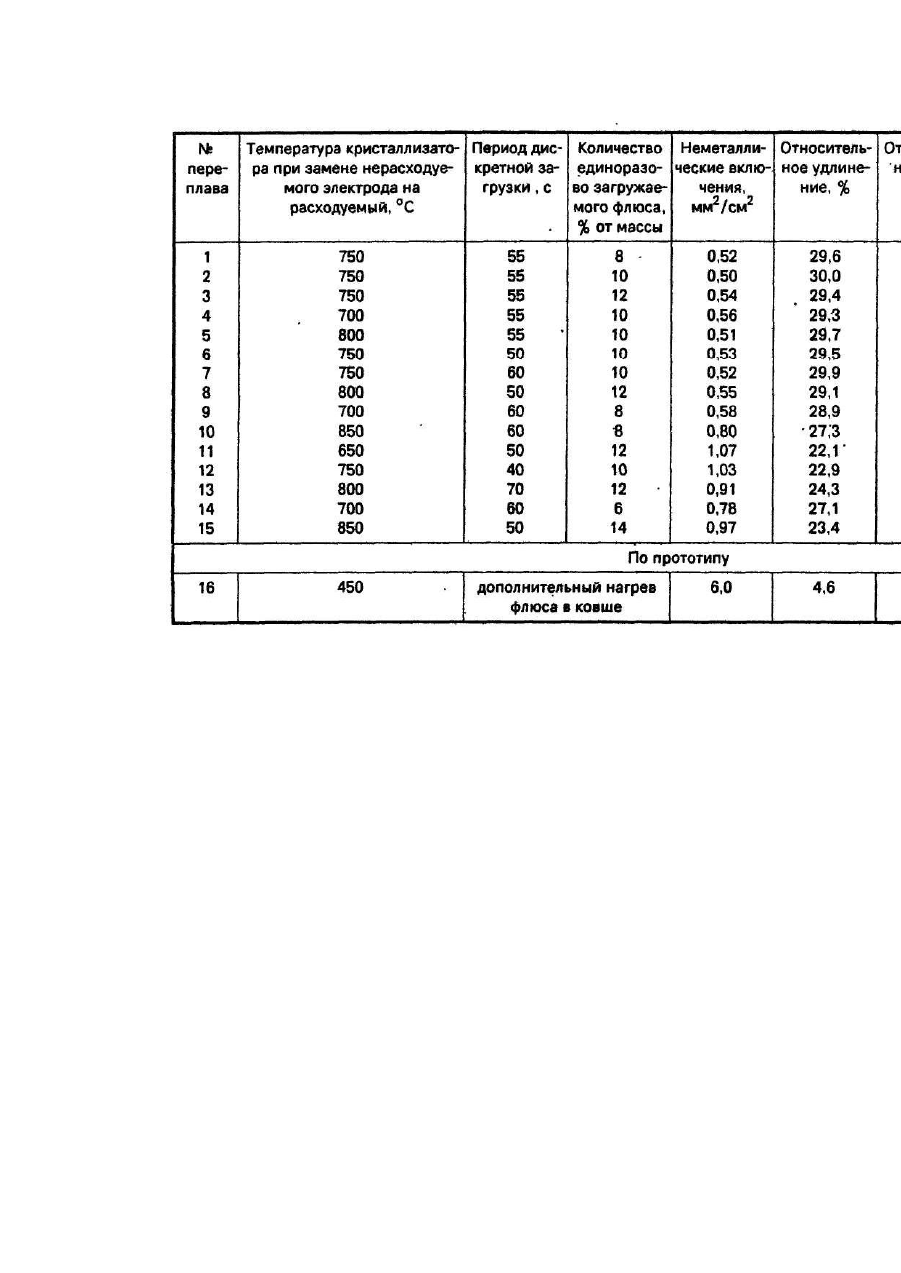
Изобретение относится к области цветной металлургии, в частности к промышленному получению цветных сплавов, и может быть использовано при получении оловянных бронз. Известен способ электрошлакового переплава [1], включающий загрузку твердого флюса в кристаллизатор, возбуждение дуги между нерасходуемым электродом и подом кристаллизатора, расплавление флюса, введение в расплав расходуемого электрода, замену нерасходуемого электрода на расходуемый. Недостатком этого способа электрошлакового переплава является низкое качество получаемых слитков бронзы, низкие физико-механические свойства бронзы, низкая экономичность процесса. Недостатки обусловлены тем, что после расплавления флюса кристаллизатор, его стенки имеют недостаточную для формирования качественного слитка температуру. При замене нерасходуемого электрода на расходуемый после расплавления флюса тепло продолжает уходить на нагрев кристаллизатора и флюс в недостаточной степени выполняет защитно-рафинирующую функцию. Бронза, полученная таким способом, имеет низкий предел прочности на растяжение, низкую ударную вязкость, недостаточные относительное удлинение и относительное сужение. Существенным недостатком является также то, что при электрошлаковом переплаве оловянных бронз, при котором используется неэлектропроводный при низкой температуре флюс, невозможно возбудить дугу между нерасходуемым электродом и подом кристаллизатора. Флюс необходимо предварительно расплавить, для чего необходимо дополнительное оборудование. Это повышает себестоимость бронзы, снижает экономичность процесса. В основу изобретения поставлена задача повысить качество слитков бронзы за счет повышения ее физико-механических характеристик путем возбуждения дуги перед дискретной загрузкой флюса и замены нерасходуемого электрода на расходуемый при определенных условиях, что позволит обеспечить стабильность электрошлакового процесса, снизить его себестоимость в целом. Технический результат достигается тем, что в способе электрошлакового переплава оловянных бронз, включающем загрузку флюса в кристаллизатор, возбуждение дуги между нерасходуемым электродом и подом кристаллизатора, расплавление флюса, введение в расплав расходуемого электрода, замену нерасходуемого электрода на расходуемый, новым является то, что дугу между нерасходуемым электродом и подом кристаллизатора возбуждают перед загрузкой флюсом, а замену нерасходуемого электрода на расходуемый осуществляют после нагрева кристаллизатора до температуры 700-800°C, причем загрузку флюса осуществляют при горении дуги дискретно. Новым является также то, что при дискретной загрузке флюс подают с периодом 50-60 с в количестве 812% от массы. Дугу между нерасходуемым электродом и подом кристаллизатора возбуждают перед загрузкой флюса и, после достижения устойчивого режима горения дуги, в кристаллизатор дискретно загружают флюс. Дискретная загрузка флюса малыми дозами в количестве 8-12% от всей массы флюса, подлежащего загрузке в кристаллизатор, происходит при стабильно протекающем электрошлаковом процессе, так как при загрузке небольшого количества флюса дуга не гаснет, происходит быстрое расплавление флюса и его нагревание до температуры, при которой расплав становится электропроводным. Расплавление и нагрев флюса происходит в течение 50-60 с, после чего в кристаллизатор загружают очередную дозу флюса. Экспериментально установлено, что период дискретной загрузки, составляющий 50-60 с, является необходимым и достаточным для расплавления и нагрева до температуры 300-400°С, при которой расплав становится электропроводным и обеспечивается стабильный электрошлаковый процесс. При загрузке очередной дозы флюса ранее, чем через 50 с, предыдущая доза не успевает нагреться до температуры, при которой расплав становится электропроводным. Увеличивать период загрузки выше 60 с нецелесообразно, так как снижается производительность процесса, увеличиваются затраты времени на электрошлаковый переплав бронз. Экспериментально установлено также, что оптимальная разовая доза загрузки флюса находится в пределах 8-12% от массы всего флюса, подлежащего загрузке. При загрузке более 12% от массы флюса гаснет дуга и для расплавления и нагрева расплава необходимо использовать дополнительное оборудование. При загрузке менее 8% от массы флюса процесс неоправданно затягивается, увеличиваются затраты времени на электрошлаковый переплав бронз. После расплавления всего флюса и получения шлаковой ванны продолжают нагрев кристаллизатора с помощью нерасходуемого электрода до достижения стенками кристаллизатора температуры 700-800°С. Это объясняется тем, что расплав при эяектрошлаковом процессе нагревается значительно быстрее, чем кристаллизатор, и при достижении расплавом температуры переплава кристаллизатор недостаточно нагрет для формирования качественного слитка и получения бронзы с высокими физико-механическими свойствами. Температура кристаллизатора 700-800°С является достаточной для формирования качественного слитка и бронзы, имеющей высокие физико-механические свойства. Слиток, образующийся в предварительно нагретом кристаллизаторе не расслаивается, имеет однородную структур у. Отсутствуют перепады температуры флюса, благодаря чему в полной мере обеспечивается защитно-рафинирующая функция флюса. В соста ве бронзы резко снижается количество неметаллических включений, бронза имеет более высокий предел прочности на растяжение, более высокую ударную вязкость, повышенные значения относительного удлинения и относительного сужения. При температуре кристаллизатора менее 700°С слиток получается некачественным, имеет место расслоение слитка, снижаются физико-механические свойства бронзы, так как ухудшается защитнорафинирующая способность флюса из-за поглощения тепла стенками кристаллизатора. Выше 800°С осуществлять нагрев нецелесообразно, так как процесс электрошлакового переплава затягивается, снижается его экономичность. Пример. Электрошлаковый переплав оловянных бронз БрОФ10-1 и БрОЦ10-2 проводили следующим образом. В графитовый кристаллизатор вводили нерасходуемый электрод из графита длиной 1200 мм и диаметром 60 мм. На нерасходуемый электрод подавали напряжение 24-28В при величине тока 1800-2000 А и возбуждали дугу между нерасходуемым электродом и подом кристаллизатора. Через 2-3 мин после того, как дуга начнет гореть в устойчивом режиме, засыпали дискретно флюс. После расплавления всего флюса, подлежащего загрузке, кристаллизатор продолжали, нагревать с помощью нерасходуемого электрода. После нагрева кристаллизатора нерасходуемый электрод заменяли на расходуемый диаметром 60 мм и длиной 1200 мм, отлитый из литейной бронзы. Слитки, образующиеся из капель металла, проходящих через флюс, подвергали испытаниям, в процессе которых определяли предел прочности на растяжение, относительное удлинение, относительное сужение, ударную вязкость бронзы, а также количество неметаллических включений в слитке. Для проведения сравнительных испытаний были проведены переплавы бронзы БрОФ10-1 и переплавы бронзы БрОЦ10-2 предлагаемым способом при изменяющихся в заявляемых пределах режимах (переплавы 1-9 таблица 1 и переплавы 1-9 таблица 2). Были проведены также 6 переплавов бронзы БрОФ10-1 и 6 переплавов бронзы БрОЦ10-2 способом, содержащим те же операции, что и заявляемый, но при режимах, вы ходящи х за пределы заявляемых (переплавы 10-Т5 таблица 1 и 10-15 таблица 2). Режимы, при которых проводились переплавы бронзы БрОФ10-1, приведены в табл. 1. Режимы, при которых проводились переплавы бронзы БрОЦ10-2, приведены в табл. 2. Для сравнения были проведены также переплавы бронз БрОФ10-1 и БрОЦ10-2 способом, известным из технического решения по в.з. Японии №60-63330, взятого в качестве прототипа. Из табл. 1 и 2 видно, что количество неметаллических включений в бронзах БрОФ10-1 и БрОЦ10-2, полученных предлагаемым способом электрошлакового переплава при заявляемых режимах, резко снижается по сравнению с бронзами, полученными известным способом. Существенно возрастает предел прочности на растяжение, ударная вязкость у бронз, полученных предлагаемым способом, а также возрастает величина относительного удлинения и относительного сужения. Наилучшие показатели по всем исследуемым параметрам имеют бронзы, в процессе переплава которых замену нерасходуемого электрода на расходуемый осуществляли при температуре 750°С, а дискретную загрузку флюса проводили с периодом 55 с в количестве 10% от массы. При использовании заявляемого способа электрошлакового переплава, проводимого при режимах, отличающихся от заявляемых (переплавы 10-15 табл. 1,2), показатели по всем исследуемым параметрам ухудшаются, однако остаются значительно выше, чем у бронз, полученных известным способом, принятым в качестве прототипа. Использование предлагаемого способа электрошлакового переплава оловянных бронз обеспечит по сравнению с известным способом, принятым в качестве прототипа, следующие преимущества; повышение экономичности процесса переплава; повышение качества слитков бронзы; снижение количества неметаллических примесей в слитке; повышение предела прочности бронзы на растяжение; повышение ударной вязкости бронзы; увеличение величины относительного удлинения; увеличение величины относительного сужения; повышение защитно-рафинирующей способности флюса.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of tin bronzes electroslag remelting
Автори англійськоюChernikov Oleksandr Mykolaiovych
Назва патенту російськоюСпособ электрошлакового переплава оловянных бронз
Автори російськоюЧерников Александр Николаевич
МПК / Мітки
МПК: C22B 9/18
Мітки: олов`яних, бронз, електрошлакового, спосіб, переплаву
Код посилання
<a href="https://ua.patents.su/4-19327-sposib-elektroshlakovogo-pereplavu-olovyanikh-bronz.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового переплаву олов’яних бронз</a>
Пристрій електрошлакового переплаву
Номер патенту: 15275
Опубліковано: 30.06.1997
Автор: Гуляєв Анатолій Васильович
Мітки: пристрій, переплаву, електрошлакового
Формула / Реферат:
Устройство для электрошлакового переплава, включающее по меньшей мере один электрод, охлаждаемый кристаллизатор, головку со сквозной полостью, введенную в полость охлаждаемого кристаллизатора и герметично соединенную с ним, и шлаковую летку, сообщенную с полостью головки , отличающееся тем, что электрод введен в зазормежду охлаждаемым кристаллизатором и головкой через герметизируемое отверстие в головке, а полость головки сверху...
Спосіб електрошлакового переплаву
Номер патенту: 19198
Опубліковано: 25.12.1997
Автори: Ватлєцов Олександр Васильович, Гончаров Анатолій Федорович, Бабіцький Марк Самойлович, Галушка Олександр Андрійович, Ляшенко Володимир Валентинович, Малишев Володимир Олександрович, Карпенко Ольга Володимирівна, Сагіров Іван Васильович, Лєпєхов Віталій Іванович, Акулов Владлен Петрович
МПК: C22B 9/18
Мітки: електрошлакового, переплаву, спосіб
Формула / Реферат:
Способ электрошлакового переплава, включающий размещение на поддоне кристаллизатора металлических отходов, разведение электрошлакового процесса и плавление расходуемых электродов, отличающийся тем, что отключают напряжение после достижения зеркалом расплава уровня, соответствующего 0,3-0,9 объема донной обрези слитка, а продолжительность выдержки до последующего включения напряжения определяют из соотношениягде Dt -...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1422
Опубліковано: 25.03.1994
Автори: Висоцький Геннадій Андрійович, Латаш Юрій Вадімович, Баглай Віталій Михайлович, Шейко Іван Васильович, Григоренко Георгій Михайлович
МПК: C21C 5/56
Мітки: спосіб, індукційного, металів, сплавів, переплаву
Формула / Реферат:
Способ индукционного переплава металлов и сплавов по авт.св. 817069, отличающийся тем, что, с целью предотвращения образования гофров на боковой поверхности слитка, повышения качества слитка и выхода годного металла, в начале плавки производят нагрев верхней части стенки кристаллизатора до температуры, равной 0,2—0,7 температуры плавления заготовки, и в процессе плавки температуру нагретой части стенки криеталлизатора поддерживают...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1259
Опубліковано: 30.12.1993
Автори: Баглай Віталій Михайлович, Григоренко Георгій Михайлович, Шейко Іван Васильович, Латаш Юрій Вадімович, Висоцький Геннадій Андрійович
МПК: C21C 5/56
Мітки: спосіб, переплаву, індукційного, сплавів, металів
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательно оплавление металлической расходуемой заготовки, или порционное плавление кусковой шихты в электромагнитном поле повышенной частоты, формирование слитка в охлаждаемом кристаллизаторе и вытягивание слитка из кристаллизатора по ходу плавки, отличающийся тем, что, с целью повышения качества поверхности слитка, повышения КПД процесса, снижения...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1211
Опубліковано: 30.12.1993
Автори: Висоцький Геннадій Андрійович, Баглай Віталій Михайлович, Кочетов Анатолій Андрійович, Яворський Юрій Денисович, Шейко Іван Васильович, Письмений Олександр Семенович, Григоренко Георгій Михайлович, Латаш Юрій Вадімович
МПК: C21C 5/56
Мітки: спосіб, сплавів, переплаву, індукційного, металів
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательное оплавление металлической заготовки в электромагнитном высокочастотном поле и формирование слитка в охлаждаемом секционном кристаллизаторе, отличающийся тем, что, с целью интенсификации процесса переплава, повышения КПД и снижения удельных энергозатрат на переплав металла, в процессе плавки осуществляют реверсивное вращение заготовки вокруг...
Попередній патент: Спосіб виготовлення фокусуючого перетворювача
Наступний патент: Пристрій для регулювання температури со2-інкубатора
Випадковий патент: Стоматологічний сплав на основі нікелю