Футеровка барабанного млина
Формула / Реферат
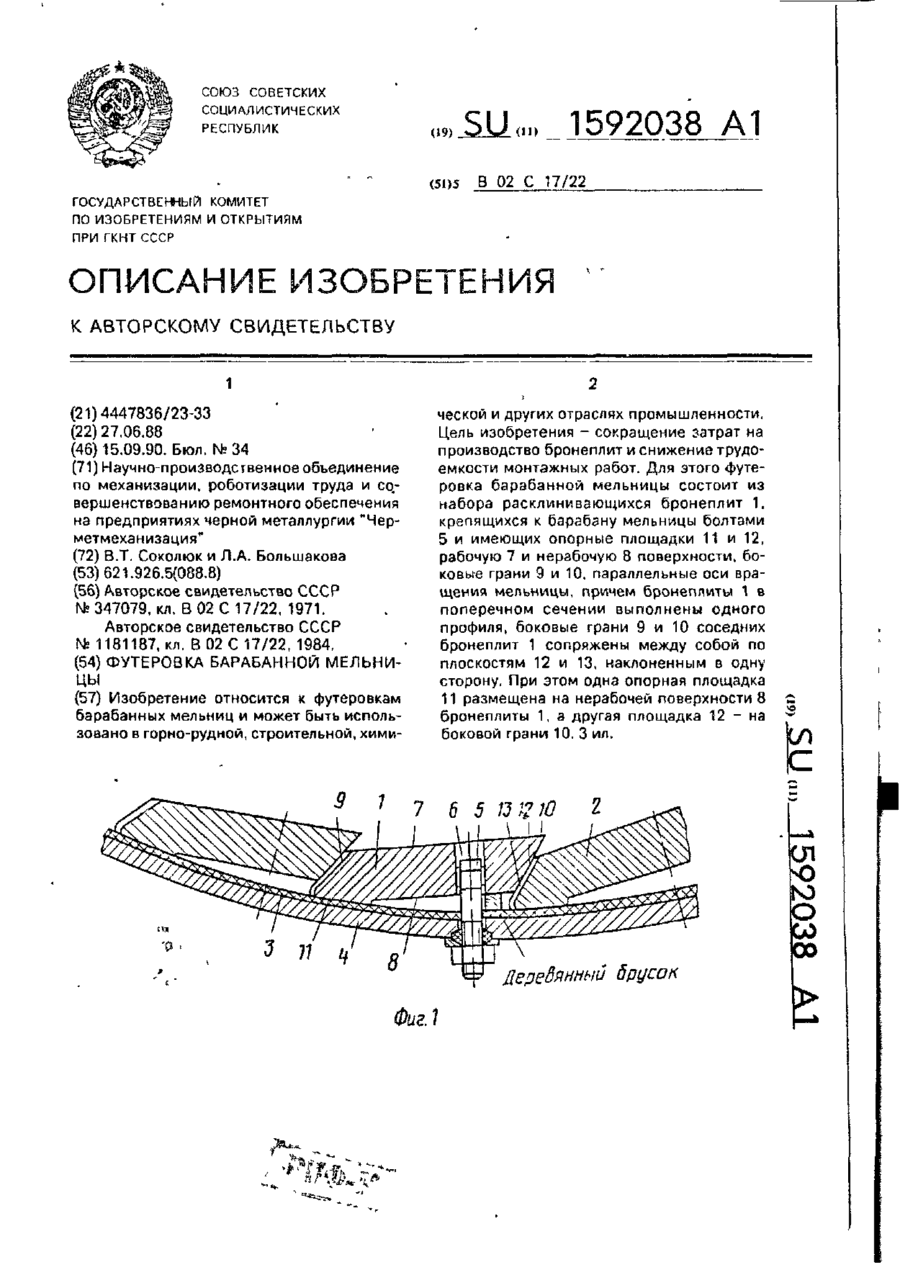
(57) Футеропка барабанной мельницы, состоящая из набора расклинивающих бронеплит одного профиля, включающих опорные площадки, рабочую и нерабочую поверхности, боковые грани, параллельные оси вращения мельницы, причем боковые грани соседних бронеплит сопряжены между собой по плоскостям, наклоненным в одну сторону, при этом одна опорная площадка размещена на нерабочей поверхности бро-неллиты, а другая - на боковой, отличающаяся тем, что каждая бронеплита на боковой грани, образующей тупой угол с нерабочей поверхностью, выполнена с опорными выступами.
Текст
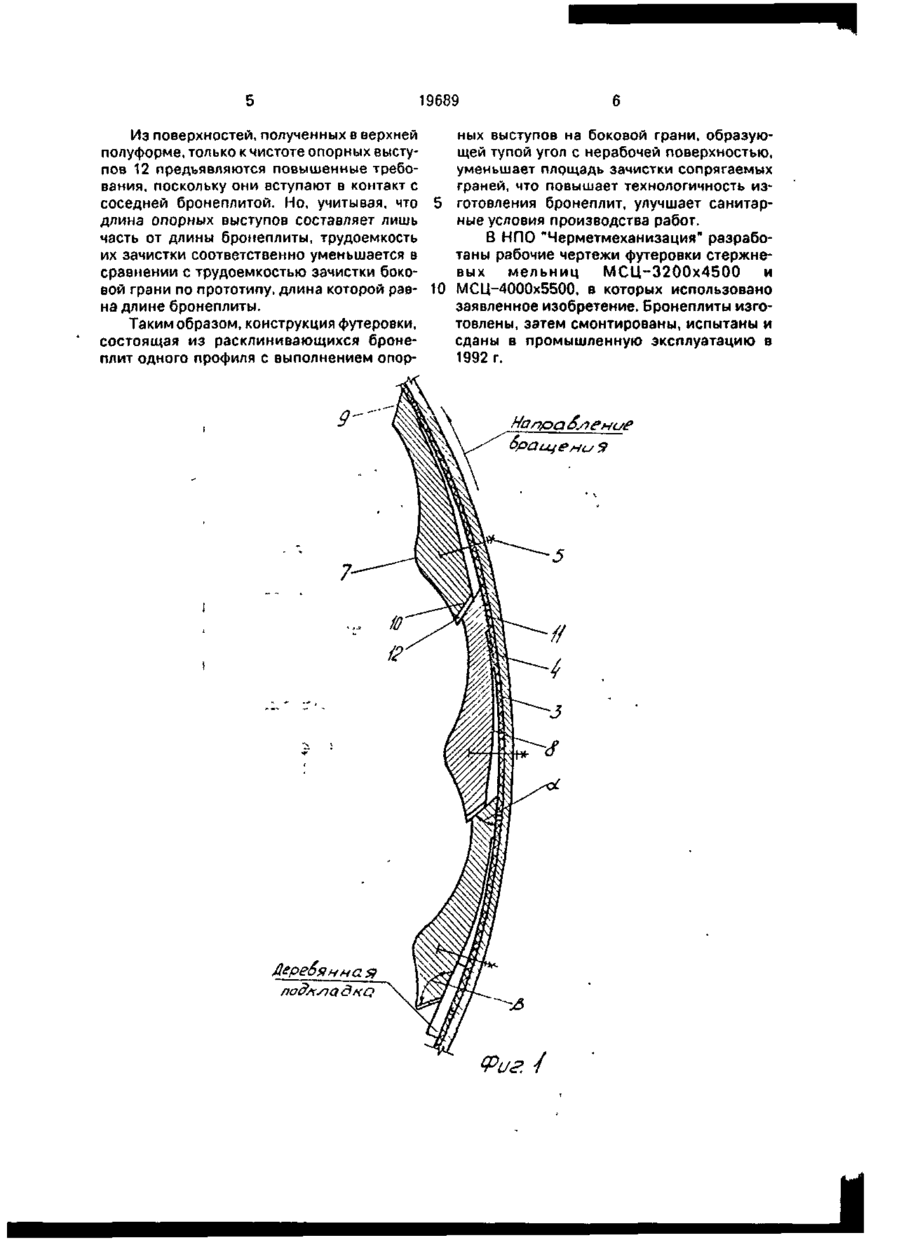
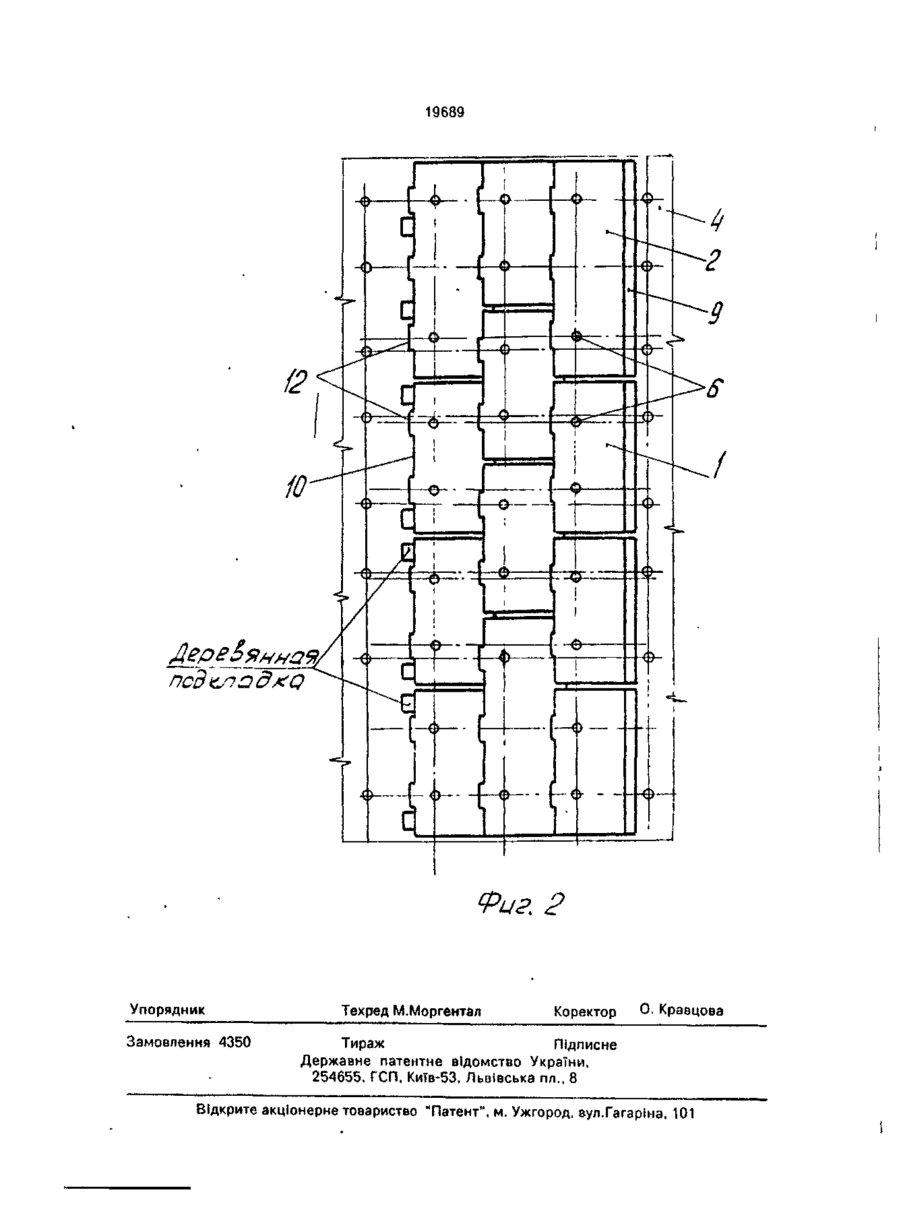
Футеропка барабанной мельницы, состоящая из набора расклинивающих броне плит одного профиля, включающих опорные площадки, рабочую и нерабочую поверхности, боковые грани, параллельные оси вращения мельницы, причем боковые грани соседних бронеплит сопряжены между собой по плоскостям, наклоненным в одну сторону, при этом одна опорная площадка размещена на нерабочей поверхности бронеллиты, а другая - на боковой, о т л и ч а ю щ а я с я тем, что каждая бронеплита на боковой грани, образующей тупой угол с нерабочей поверхностью, выполнена с опорными выступами. С > Изобретение относится к футеровкам барабанных мельниц и может быть использовано в горнорудной, строительной, химической и других отраслях промышленности. Известна футеровка барабанной мельницы, включающая набор расклинивающихся бронеплит одного профиля, крепящихся к барабану мельницы болтами и имеющих опорные площадки, рабочую и нерабочую поверхность, боковые грани, параллельные оси вращения мельницы, причем боковые грани соседних бронеплит сопряжены между собой по плоскостям, наклоненным в одну сторону. При этом одна опорная площадка размещена на нерабочей поверхности бронеплиты, а другая площадка - на боковой грани [1]. Поскольку соседние бронеплиты сопрягаются между собой, контактные поверхности, расположенные на боковых гранях, должны быть чистыми. Чистота этих поверхностей определяется технологией произ водства отливок* более высокого качества получаются поверхности, находящиеся в нижней полуформе. Применительно к футеровке по прототипу, в нижней полуформе находится боковая грань с опорными выступами, т.е. чистота выступов предопределена технологией изготовления. Отметим, что длина выступов составляет лишь часть длины бронеплиты, а к качеству поверхности между выступами повышенные требования не предъявляются, поскольку оно не сказывается на контакте бронеплит. Другая боковая грань, длина которой равна длине бронеплиты и образующая с основанием тупой угол, при изготовлении отливки попадает в верхнюю полуформу, в результате чего добиться чистоты этой грани сложнее. Поэтому здесь требуется внимательный контроль за качеством поверхности и не исключается необходимость зачистки этой грани механическими или иными средствами. о оо О 19689 Таким образом, футеровка по прототипу предопределяет повышенную трудоемкость изготовления бронеплит из-за необходимости придания заданной чистоты поверхности боковой грани, длина которой равна длине бронеплиты. Задача изобретения состоит в усовершенствовании футеровки барабанной мельницы таким образом, чтобы повысить технологичность изготовления бронеплит за счет уменьшения поверхности зачистки сопрягаемых граней. Поставленная задача решается тем, что опорные выступы расположены на боковой грани, образующей с нерабочей поверхностью тупой угол. При таком выполнении бронеплиты боковая грань без выступов в процессе изготовления отливки располагается в нижней полуформе, поэтому качество ее поверхности будет обеспечено. Боковая грань с опорными выступами располагается в верхней полуформе и, возможно, потребуется зачистка поверхности выступов. Однако в этом случае протяженность зачистки равна длине выступов, т.е. по сравнению с прототипом значительно сокращается. Поставленная задача достигается тем, что каждая бронеплита на боковой грани, образующей тупой угол с нерабочей поверхностью, выполнена с опорными выступами. Расположение опорных выступов на боковой грани, образующей с нерабочей поверхностью тупой угол, означает, что боковая грань без выступов окажется при отливке в нижней полуформе, поэтому качество ее поверхности будет обеспечено. Боковая г р а н ь с о п о р н ы м и в ы с т у п а м и окажется в верхней полуформе, и возможно, потребуется зачистка поверхности выступов. Однако в этом случае протяженность зачистки равна длине выступов, т.е. значительно сокращается. Таким образом, предложение позволяет сократить трудоемкость изготовления бронеплит и улучшить санитарные условия производства работ. Технический результат выражается в ус.транении дефектов литья на боковой грани, длина которой равна длине бронеплиты, примем указанная грань образует с нерабочей поверхностью острый угол, На фиг. 1 изображена часть барабана мельницы с футеровкой, поперечный разрез: на фиг. 2 - схема укладки бронеплит в барабане. Футеровка барабанной мельницы состоит из набора расклинивающихся бронеплит 1 и 2, каждая из которых закреплена через резиновую прокладку 3 к барабану 4 5 10 15 20 25 30 35 40 45 50 футеровочными болтами 5, для чего в бронеплитах 1 и 2 предусмотрены отверстия 6. Бронеплиты 1 и 2 в поперечном сечении выполнены одного профиля, но отличаются между собой длиной. Каждая бронеплита включает рабочую 7 и нерабочую 8 поверхности, боковые грани 9 и 10, параллельные продольной оси барабана 4 мельницы, опорную площадку 11, расположенную на нерабочей поверхности 8, а также опорные выступы 12. Боковая грань 9 образует с нерабочей поверхностью 8 острый угол а, а боковая грань 10 образует с поверхностью 8 тупой угол р. Опорные выступы 12 выполнены на боковой грани 10, их число зависит от длины бронеплиты. На короткой бронеплите 1 выполнено два выступа 12, а на длинной бронеплите 2 - три выступа 12. Монтаж футеровки производят следующим образом. При монтаже бронеплит 1 и 2 первого ряда под нерабочую поверхность 8 со стороны боковой грани 10 устанавливаются деревянные подкладки. Каждая бронеплита опорной площадкой 11 устанавливается на барабан 4, покрытый резиновой прокладкой 3. фиксируется футеровочными болтами 5, пропущенными через отверстия 6. Бронеплиты второго и последующих рядов опорными выступами 12 укладываются на боковые грани 9 предыдущих рядов, поэтому деревянные подкладки не требуются. Деревянные прокладки, установленные при монтаже первого ряда бронеплит, удаляются при монтаже последнего ряда бронеплит. После установки всех бронеплит производится обтяжка футеровочных болтов 5, при которой бронеплиты расклиниваются, образуя замкнутое кольцо, надежно закрепленное к барабану 4. В результате этого тангенциальные усилия, возникающие при работе мельницы, не в состоянии сдвинуть кольцо относительно барабана Л. Прокладочную резину 3 укладывают на барабане таким образом, чтобы ее стыки располагались под опорными площадками 11 бронеплит 1 и 2. При изготовлении бронеплит 1 и 2 методом литья рабочая поверхность 7 и боковая грань 9 располагаются в нижней полуформе, в результате чего обеспечивается чистота этих п о в е р х н о с т е й . Нерабочая 55 поверхность 8, боковая грань 10, опорная площадка 11 и опорные выступы 12 располагаются в верхней полуформе, поэтому чистота указанных поверхностей несколько хуже. 19689 Из поверхностей, полученных в верхней ных выступов на боковой грани, образуюполуформе, только к чистоте опорных выстущей тупой угол с нерабочей поверхностью, пов 12 предъявляются повышенные требоуменьшает площадь зачистки сопрягаемых вания, поскольку они вступают в контакт с граней, что повышает технологичность изсоседней бронеплитой. Но, учитывая, что готовления бронеплит, улучшает санитардлина опорных выступов составляет лишь ные условия производства работ. часть от длины бронеплиты, трудоемкость В НПО "Черметмеханизация" разрабоих зачистки соответственно уменьшается в таны рабочие чертежи футеровки стержнесравнении с трудоемкостью зачистки боковых мельниц МСЦ-3200х4500 и вой грани по прототипу, длина которой рав- 10 МСЦ-4000х5500, в которых использовано на длине бронеплиты. заявленное изобретение. Бронеплиты изготовлены, затем смонтированы, испытаны и Таким образом, конструкция футеровки, сданы в промышленную эксплуатацию в состоящая из расклинивающихся броне1992 г. плит одного профиля с выполнением опор Риг / 19689 Риг. 2 Упорядник Замовлення 4350 Техред М.Моргентал Коректор О- Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюLining of rattler
Автори англійськоюSokoliuk Volodymyr Tymofiiovych
Назва патенту російськоюФутеровка барабанной мельницы
Автори російськоюСоколюк Владимир Тимофеевич
МПК / Мітки
МПК: B02C 17/22
Мітки: млина, барабанного, футеровка
Код посилання
<a href="https://ua.patents.su/4-19689-futerovka-barabannogo-mlina.html" target="_blank" rel="follow" title="База патентів України">Футеровка барабанного млина</a>
Футеровка барабанного млина
Номер патенту: 16615
Опубліковано: 29.08.1997
Автори: Большакова Людмила Абрамівна, Соколюк Володимир Тимофійович
МПК: B02C 17/22
Мітки: футеровка, барабанного, млина
Формула / Реферат:
Футеровка барабанной мельницы, состоящая из набора расклинивающихся бронеплит с индивидуальным креплением к барабану мельницы, включающих опорные площадки, рабочую и нерабочую поверхности, боковые грани, параллельные оси вращения мельницы, отличающаяся тем, что, с целью сокращения затрат на производство бронеплит и снижения трудоемкости монтажных работ, бронеплиты в поперечном сечении выполнены одного профиля, боковые грани соседних...
Бронеплита для футеровки барабанного млина
Номер патенту: 498
Опубліковано: 30.04.1993
Автори: Рязанцев Василь Якович, Мельник Олександр Якович, Стасюк Ярослав Дмитрович
МПК: B02C 17/22
Мітки: бронеплита, млина, барабанного, футеровки
Формула / Реферат:
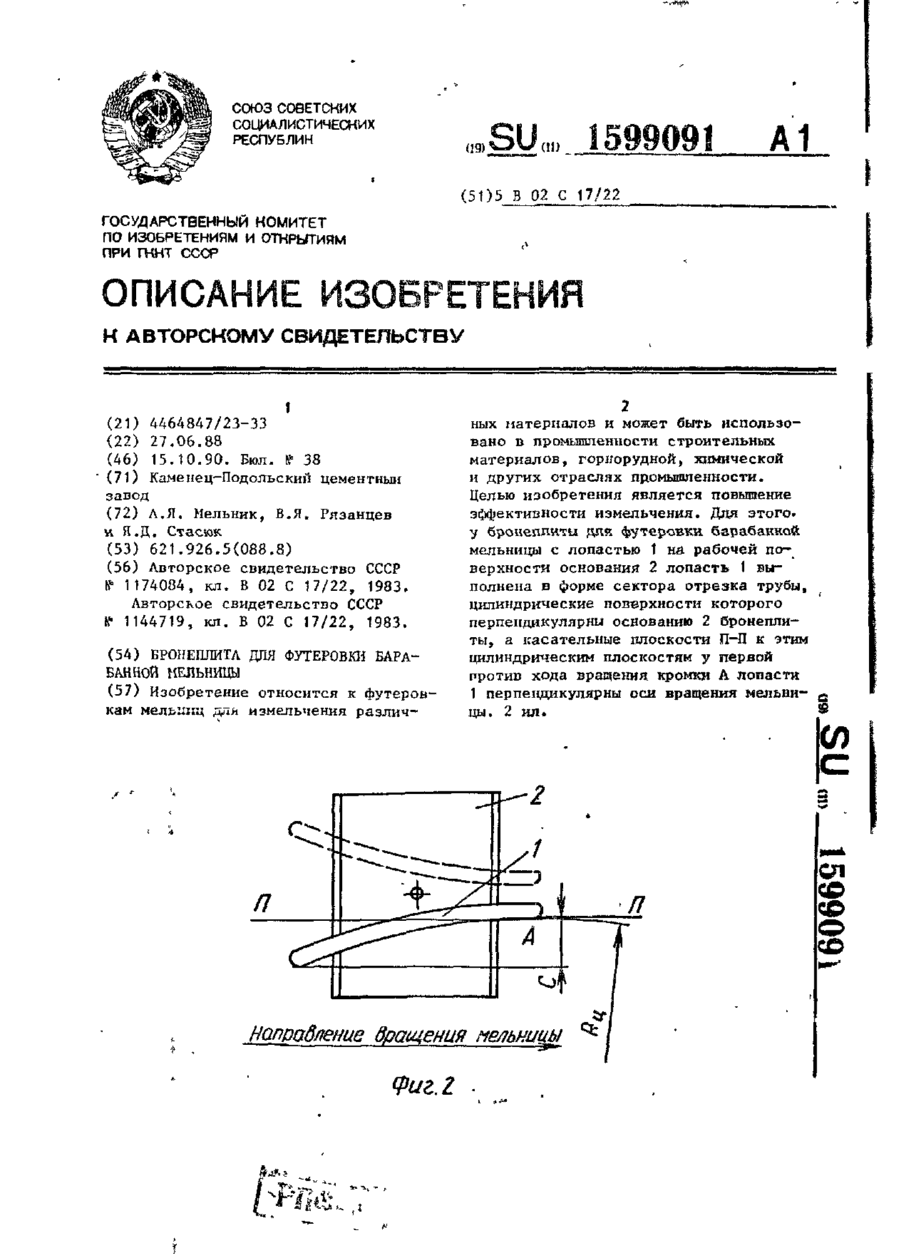
Бронеплита для футеровки барабанной мельницы с лопастью на рабочей поверхности основания, отличающаяся тем, что, с целью повышения эффективности измельчения, лопасть выполнена в форме сектора отрезка трубы, цилиндрические поверхности которого перпендикулярны основанию бронеплиты, а касательные плоскости к этим цилиндрическим поверхностям у первой против хода вращения кромки лопасти перпендикулярны оси вращения мельницы.
Футеровка барабанного млина

Номер патенту: 12288
Опубліковано: 25.12.1996
Автори: Калініченко Олександр Пилипович, Шепель Віктор Пилипович, Лисянський Леонід Наумович, Сокур Микола Іванович, Бам Юрій Григорович
МПК: B02C 17/22
Мітки: барабанного, млина, футеровка
Футеровка барабанних млинів

Номер патенту: 1165
Опубліковано: 30.12.1993
Автори: Ступак Анатолій Петрович, Підберезний Микола Петрович, Князіва Людмила Олексіївна, Бродський Сергій Сергійович, Денисов Віталій Васильович, Берізка Дмитро Степанович, Шаповал Григорій Якович, Біляєва Лариса Іванівна, Салацинський Едуард Стефанович, Борисов Юрій Миколайович, Степіна Алла Іллівна
МПК: B02C 17/22
Мітки: млинів, барабанних, футеровка
Формула / Реферат:
1. Футеровка барабанных мельниц, состоящая из набора катаных бронеплит с индивидуальным креплением к барабану мельницы, включающих рабочую поверхность, боковые грани, основание, отличающаяся тем, что каждая бронеплита в поперечном сечении выполнена вогнутой по радиусу с симметрично расположенными от оси бронеплиты участками плавно сопряженными с одной стороны с углублением под болты, выполненным по центру вдоль бронеплиты, а с другой — с...
Люк барабанного млина
Номер патенту: 18818
Опубліковано: 25.12.1997
Автор: Соколюк Володимир Тимофійович
МПК: B02C 17/18
Мітки: люк, барабанного, млина
Формула / Реферат:
Люк барабанной мельницы, включающий рамку, закрепленную на барабане съемную крышку с днищем, фланцем, боковыми поперечными и продольными стенками, одноименные из которых расположены под углом друг к другу, герметизирующие прокладки и приспособление для крепления, отличающийся тем, что угол между одноименными стенками крышки составляет 35-60°.
Попередній патент: Термостійке покриття
Наступний патент: Кислотний дисазобарвник для натуральної шкіри
Випадковий патент: Стабілізатор крутного моменту і осьового навантаження